Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 1 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Aperto de Montagem Controlada em Ligações Flangeadas de Equipamentos e Tubulações CONTROLE DE APROVAÇÃO ELABORAÇÃO ANÁLISE CRÍTICA / APROVAÇÃO CLIENTE | FISCALIZAÇÃO Sérgio Meneses Vieira (Coordenador de Projetos) Matheus Ribeiro (Gerente de Operações) N/A (--------------) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 2 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ESTRUTURA 1. Escopo; 2. Objetivo; 3. Aplicação; 4. Responsabilidade; 5. Termos e definições; 6. Detalhamento; 7. Documentos de Referência; 8. Formulários; 9. Controle de Alterações. 1 - ESCOPO Procedimento de aperto de parafusos estojos em uniões Flangeadas de torqueamento e tensionamento. 2 - OBJETIVO Estabelecer os critérios mínimos para a aplicação da carga de aperto de montagem em parafusos de ligações flangeadas de equipamentos e tubulações, de forma a garantir à integridade da ligação flangeada, a segurança e a saúde das pessoas e a preservação do meio ambiente na área de atuação da Empresa Vertical Group. 3 – APLICAÇÃO Este procedimento aplica-se na montagem e desmontagem de ligações flangeadas de equipamentos e tubulações em todas as unidades operacionais de responsabilidade da Empresa Vertical Group. 4 - RESPONSABILIDADE 4.1 - QSMS O QSMS possui as seguintes responsabilidades: • Controlar este procedimento C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 3 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.2 – COORDENADOR • Aprovar ou delegar a aprovação deste procedimento; • Definir responsável pela gestão deste procedimento; • Realizar a análise crítica deste procedimento dentro do prazo estabelecido; • Definir as pessoas de seu departamento a serem treinadas neste procedimento; • Aprovar solicitações de revisão deste procedimento; • Garantir o cumprimento deste procedimento; • Treinar e/ou garantir o treinamento adequado das pessoas que façam uso deste procedimento (sejam próprios ou terceirizados). 4.2 - LÍDERES Os Líderes possuem as seguintes responsabilidades: • Orientar os executantes quanto aos riscos envolvidos e os cuidados a serem adotados; • Acompanhar e monitorar periodicamente o processo para assegurar o cumprimento deste procedimento. 4.3 - EXECUTANTES Os executantes possuem as seguintes responsabilidades: • Atender aos requisitos deste procedimento; • Somente executar trabalhos ou tarefas que sejam de seu total conhecimento; • Paralisar a execução do trabalho e pedir orientação ao supervisor em caso de dúvida ou identificação de uma situação de risco. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 4 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5 - TERMOS E DEFINIÇÕES 5.1 – Coeficiente de atrito ou fricção É uma grandeza adimensional que representa a resistência ao movimento entre duas superfícies com ou sem movimento relativo entre si. Quando não há movimento relativo entre as superfícies é dito coeficiente de atrito estático. No entanto, quando há movimento relativo entre as superfícies é dito coeficiente de atrito cinético ou dinâmico. Os valores dos coeficientes de atrito variam em função dos materiais em contato, da rugosidade da superfície e da lubrificação. 5.2 – Conexão GRAYLOC Conexão patenteada pela GRAYLOC Products Corporation que é utilizada para unir sistemas de tubulação e partes de equipamentos, substituindo os flanges com vantagens, do tipo, menor peso, menores dimensões, rapidez de montagem e desmontagem, e com alta eficiência em vedação. O conector GRAYLOC é formado por quatro componentes básicos: Cubo (hub), anel selo (Seal ring), abraçadeiras (clamps) e parafusos estojos (studbolt). Independentemente do tamanho do conector este sempre terá 04 (quatro) parafusos estojos em sua montagem. Ver figura 1 localizada na próxima página. Figura 1: Conector GAYLOC C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 5 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Faixa de valores de torque calculado (Nm) Número de Passes requeridos Procedimento para aplicação do torque Até 2500 Nm Quatro 1° Passe - Com a ferramenta de toque ajustada em 30% do torque final seguindo o padrão de aperto cruzado; 2° Passe - Com a ferramenta de toque ajustada em 70% do torque final seguindo o padrão de aperto cruzado; 3° Passe - Com a ferramenta de toque ajustada em 100% final seguindo o padrão de aperto cruzado; 4° e Último Passe - Com a ferramenta de toque ajustada em 100% do torque final seguindo o padrão de aperto sequencial parafuso por parafuso no sentido de giro dos ponteiros dos relógios verificando e ajustando o torque dos parafusos até que não ocorra mais giro das porcas; Acima de 2500 Nm Cinco 1° Passe - Com a ferramenta de toque ajustada em 25% do torque final seguindo o padrão de aperto cruzado; 2° Passe - Com a ferramenta de toque ajustada em 50% final seguindo o padrão de aperto cruzado; 3° Passe - Com a ferramenta de toque ajustada em 75% final seguindo o padrão de aperto cruzado; 4° Passe - Com a ferramenta de toque ajustado em 100% final seguindo o padrão de aperto cruzado; 5° e Último Passe - Com a ferramenta de toque ajustada em 100% % do torque final seguindo o padrão de aperto sequencial parafuso por parafuso no sentido de giro dos ponteiros dos relógios verificando e ajustando o torque dos parafusos até que não ocorra mais giro das porcas; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 6 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5.3 – Parafuso (BOLT) Também chamado fixador (fastener) ou simplesmente parafuso (bolt) são elementos mecânicos projetados para serem submetidos a uma carga de aperto de tração resultante da ação de um torque ou tensionamento, com objetivo de unir partes de um sistema ou componente de máquina, promovendo em muitos casos a força necessária para a vedação em ligações flangeadas. 5.4 – Parafuso estojo (stud bolt) Parafuso formado por uma barra redonda roscada em todo seu comprimento e duas porcas. São utilizados em flanges de tubulação e equipamentos. 5.5 - Máxima Pressão de Trabalho Admissível do Flange Pressão máxima a que o flange poderá ser submetido e que depende de três fatores: Classe de pressão do flange, material do flange e temperatura de operação. As máximas pressões de trabalho dos flanges estão disponíveis nas respectivas normas de fabricação, tais como, ASME B16.5, ASME B16.47 e API-6A. 5.6 - Interação elástica de uma ligação flangeada Fenômeno que ocorre em uma ligação flangeada enquanto os parafusos são apertados que interfere na carga de aperto de parafusos adjacentes (parafusos vizinhos). Este efeito ocorre devido à elasticidade da face dos flanges que quando submetida a uma carga de compressão, deforma elasticamente, e ao deformar promove uma redução na carga de aperto do parafuso vizinho ao que está sendo apertado. A figura 2 a seguir ilustra este efeito. Figura 2: Fenômeno da Interação elástica em uma ligação flangeada C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 7 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5.7 - Ligação flangeada Nome dado a uma ligação formada por quatro elementos básicos: Um par de flanges, parafusos estojos, porcas e junta de vedação, utilizados para unir trechos ou partes de tubulação/equipamento com a facilidade de permitir a montagem/desmontagem com rapidez. No entanto, apresenta a desvantagem de suscetibilidade a vazamentos, principalmente, quando o aperto dos parafusos é insuficiente ou quando este aperto ultrapassa determinados limites. 5.8 - Flange Anel projetado para unir duas seções de um sistema de tubulação ou partes de equipamentos por parafusamento. Pode ser encontrado em diversos formatos podendo ser circular, retangular, oblongo, etc. O projeto de um flange leva em consideração, principalmente, os esforços provocados por momentos fletores que agem sobre a ação da força de compressão provocada pelos parafusos e que tende a rotacionar o anel do flange. O efeito da rotação no flange é inevitável, porém, seu controle é essencial para promover uma boa vedação. Apertos excessivos podem levar a falha da ligação flangeada, seja por vazamento ou pelo surgimento de trincas (fissuras) localizadas na região entre o anel e o cubo do flange. 5.9 - Flange compacto Flange especial patenteado cujas dimensões podem ser idênticas ou diferentes do projeto ASME B16.5 no caso de tubulações, porém cujo projeto atende aos requerimentos do código ASME VIII div. I, apêndice 2. Outra característica importante dos flanges compactos é que o mesmo utiliza como elemento de vedação um anel selo (sealring) ou outro tipo de junta de vedação não tradicional ou não prevista pelo código em seu apêndice 2. Ver figura 3 abaixo. Figura 3: Flange compacto C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 8 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5.10 - Força de assentamento da junta Força de projeto mínima necessária para acomodar a junta na superfície de vedação do flange. Esta força é de tal intensidade que promove uma deformação na junta suficiente para preencher as imperfeições (rugosidade) da superfície de vedação e da própria junta. Esta força de assentamento é representada pelo 1º. fator de junta conhecido como “y” ou pressão mínima de assentamento da junta. A figura 4 a seguir ilustra melhor o conceito. Figura 4: Assentamento da junta na superfície de vedação do flange 5.11 - Força de selagem da junta Força de projeto residual de compressão mínima sobre a junta após a entrada em operação da ligação flangeada. O conceito é que esta força deve ser “m” vezes maior que a pressão interna “P” para garantir a vedação. Daí, surge o conceito do 2º. fator de junta “m”. A figura a seguir ilustra melhor a definição de “m”. “m” é um número que multiplicado a pressão interna resulta na força de projeto residual de compressão mínima para garantia de vedação da ligação flangeada. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 9 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 5: Conceito de força de selagem e do fator de junta “m” 4.12 - Força hidrostática de pressão Força de projeto que passa a existir e atuar sobre a ligação flangeada quando o sistema está pressurizado. Esta força quando atua tende a abrir o flange. Tanto maior é esta força, quanto maior é a pressão interna no sistema. Esta força tende a reduzir a força de compressão na junta (portanto, a força de selagem) e aumentar a força de tração nos parafusos estojos. Figura 6: Força hidrostática de pressão atuando sobre o flange C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 10 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.13 - Força ou carga de aperto de montagem dos parafusos ou estojos É a força de aperto necessária para garantir a estanqueidade da ligação flangeada em operação e que deve ser suficiente para absorver parte da relaxação dos parafusos e da própria junta quando em operação e o alívio da tensão devido a deformações que ocorrem seja por acomodação do material ou dilatação térmica dos componentes da ligação. A força de aperto de montagem difere consideravelmente da força de projeto mínima de aperto prevista no Apêndice 2 do código ASME VIII divisão I (definição no item 3.13), isto porque as expressões do código não levam em consideração fenômenos mecânicos que ocorrem com a ligação flangeada quando em operação, tais como: • Rotação do flange; • Relaxamento espontâneo do parafuso e da junta; • Efeito Creep do material da junta; • Redistribuição de cargas devido escoamento localizado no material do parafuso estojo e junta do flange. As expressões do código são válidas para o projeto da ligação flangeada, porém, não devem ser consideradas para efeito da determinação do torque requerido para garantir a estanqueidade da ligação. Na verdade, a força de aperto de montagem é consideravelmente maior do que a força de projeto mínima de aperto prevista no código. A força de projeto mínima situa-se entre 14 e 25% da tensão de escoamento do material do qual é feito o parafuso na temperatura ambiente para flanges ASME. A norma ASME PCC- 1 define que a força de aperto de montagem adequada é aquela que produz uma tensão no parafuso entre 40 a 70% da tensão de escoamento do material do qual é feito o parafuso na temperatura ambiente. Na visão da norma, uma ligação flangeada apertada nestas condições é considerada “bem apertada e segura”.. O valor adequado a ser utilizado dependerá do tipo de projeto e material do flange, do tipo de face de vedação e do tipo de junta conforme tabela 1 a seguir: C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 11 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 1: Tensões recomendadas de aperto de acordo com o projeto e material do flange, face de vedação e tipo de junta 5.15 - Rotação do flange A rotação é uma deformação no flange causada pela força de aperto de montagem dos parafusos. Quando os parafusos são apertados além do limite aceitável (supertensionados) a rotação compromete a eficiência de vedação do conjunto. A rotação diminui a largura de contato da junta com o flange e isto pode resultar em vazamentos. A figura a seguir ilustra melhor este conceito. Tensão recomendada de aperto no parafuso, em relação à tensão de escoamento Sy do material do parafuso ASTM A-193 B7 Padrão de construção do Flange 60 a 70% Sy Flanges calculados conforme código ASME Sec. VIII Div. 1 Apêndice 2 50 a 60% Sy Flanges ASME B16.5 FR 40 a 50% Sy Flanges ASME B16.5 RTJ 40 a 50% Sy Flanges ASME B16.47 Tipo A FR 50 a 60% Sy Flanges ASME B16.47 Tipo B FR 30% Sy Flanges ASME B16.5 FR ou RTJ com utilização de juntas PIKOTEK plana, tipo VCS 30% Sy Flanges de alumínio ou ligas de alumínio fabricados conforme ASME B16.5 FR C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 12 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 7: Rotação do flange devido supertensionamento do parafuso 5.16 - Torqueamento Método de aplicação da carga de aperto de montagem onde a força requerida é introduzida no parafuso através de ferramenta de torque. O torqueamento resulta no giro da porca sobre o parafuso e sobre a face do flange o que resulta em forte atrito e necessidade de lubrificação. O torqueamento é fortemente dependente da lubrificação sobre os parafusos estojos e sobre a superfície de giro entre porca e flange. 5.17 - Tensionamento direto Método de aplicação da carga de aperto de montagem onde a força requerida é introduzida diretamente no parafuso através de ferramenta hidráulica conhecida como tensionador que exerce uma força de tração no parafuso promovendo sua deformação (alongamento). No tensionamento não há dependência com atrito e, portanto, a lubrificação não é requerida. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 13 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 8: Conjunto de tensionadores, mangueiras e bomba em uma ligação flangeada 5.18 – Tensionador Equipamento utilizado para tracionar o parafuso ou estojo, ou seja, a carga de aperto de montagem é aplicada através de alongamento dentro do regime elástico do material do parafuso (ver figura 9 abaixo). Em geral, a carga selecionada no tensionador deve ser maior que a carga de aperto necessária da ligação para possibilitar posterior acomodação e deformação dos componentes que, consequentemente, aliviam a carga de aperto de montagem. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 14 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Partes do tensionador: Sequência operacional: : Figura 9: Tensionador, seus elementos e sequência operacional 5.19 - Torção parasita A operação de torqueamento gera sobre o parafuso um momento torsor devido ao atrito entre as roscas do parafuso e da porca. Quanto maior o atrito, maior este momento torsor. Se não houvesse atrito o momento torsor seria nulo. Este momento torsor é prejudicial em todos os aspectos, pois aumenta a tensão resultante sobre o parafuso. Portanto, no torqueamento a tensão resultante sobre o parafuso é a tensão de tração + tensão de torção denominada “torção parasita”. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 15 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 9A: Torção parasita sobre o parafuso no torqueamento 5.20 - Torque É a medida da torção requerida para girar uma porca sobre o plano inclinado da rosca de um parafuso. Fisicamente, o torque é o produto da força aplicada pelo braço de alavanca (ver figura 10 abaixo). A eficiência da porca em girar ao longo da rosca e gerar a pré-carga de tração no parafuso é dependente de muitos fatores, incluindo o passo da rosca, do atrito entre os filetes de roscas do parafuso e da porca e o atrito entre a face de giro da porca e a face do flange. Grande parte da força aplicada na ferramenta de torque para introduzir a pré-carga no parafuso é perdida através do atrito entre roscas (porca e estojo) e porca com a face do flange. Figura 10: Definição física do torque C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 16 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5.21 -Torque Controlado É a aplicação do torque através de ferramenta que permita selecionar o valor do torque a ser aplicado com um nível de precisão aceitável, executado conforme procedimento escrito e por profissionais qualificados. A aplicação de torque controlado parte do pressuposto que o valor numérico do torque é conhecido, ou seja, que o mesmo foi calculado a partir de critérios definidos nas normas aplicáveis. A aplicação de torque controlado no código de tubulação Americano ASME B31.3 é exigido nos seguintes casos: a) Serviço fluido em temperaturas altas, baixas e cíclicas; b) Condições que envolvem vibração ou fadiga 5.22 - Relaxamento espontâneo da ligação flangeada (stress relaxation) O relaxamento é um fenômeno que ocorre nos materiais e que é confirmada no caso das ligações flangeadas com a perda de aperto dos parafusos. Este fenômeno é dependente de tempo, tensão e temperatura. O material sofre pequenas deformações ao longo do tempo (ex.: roscas, juntas, parafusos estojos) que promovem a perda de aperto, do alívio da compressão da junta e, consequentemente, aumenta a suscetibilidade da ligação flangeada a vazamentos. O relaxamento difere do “creep” pelo fato de que este último é a variação da deformação sob tensão constante. Enquanto o relaxamento é a variação da tensão sob deformação constante. 5.23 - Profissional montador de ligações parafusadas Profissional qualificado e certificado que foi submetido a treinamento teórico e prático com carga horária mínima de 16 horas e que alcançou o aproveitamento mínimo requerido na avaliação escrita e prática do curso. 5.24 - Método de aplicação da carga de aperto É o método que é utilizado para obter-se a pré-carga de aperto no flange e pode ser de três formas: Método sem controle – É o caso de uso de chaves manuais, chaves de impacto com marretas, etc. Este método é obsoleto devido ao nível de imprecisão, dos riscos a segurança envolvidos e do alto nível de re-serviço. Método controlado parcialmente – É o caso de uso de torquímetros manuais, controle pelo ângulo de giro da porca, etc. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 17 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Método com controle – É o caso de uso de chaves hidráulicas (Torvel, Hytorc, RSL, etc), tensionadores, uso de instrumentos que medem a carga de aperto, porcas com controle de torque incorporado, parafusos com indicação de carga de aperto, etc, onde se obtém uma distribuição uniforme do aperto, confiabilidade e segurança na execução. 5.25 - Reaperto a quente (Hot Bolting) Operação de reaperto realizada na ligação flangeada com o sistema operando em determinada pressão e temperatura de processo. O reaperto a quente inclui qualquer uma das seguintes operações básicas realizadas isoladamente ou em conjunto: • Reaperto propriamente dito dos parafusos estojos com o sistema em operação, devido à perda de aperto. Conhecido como reaperto a quente puro • Substituição individual dos parafusos estojos devido a problemas de corrosão ou perda de resistência mecânica localizada • Pré-amaciamento ou simplesmente amaciamento dos parafusos estojos antes de parada geral (shut-down) da planta com objetivo de facilitar sua remoção posterior e redução do tempo de parada geral. Nota 1: Onde neste procedimento constar a expressão “reaperto a quente” estaremos nos referindo a todas as operações mencionadas acima Nota 2: Onde neste procedimento constar a expressão “reaperto a quente puro” trata-se exclusivamente da operação de reapertar os parafusos estojos com o flange em operação. 5.26 - Supertensionamento do parafuso Quando a carga de aperto do parafuso ou estojo ultrapassa os limites da ligação flangeada seja no torqueamento ou tensionamento. As consequências do supertensionamento são as seguintes: a) Esmagamento excessivo da junta; b) Rotação excessiva da face do flange; c) Escoamento do parafuso; d) Vazamento da ligação. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 18 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5.27 - Sistema de gerenciamento da integridade de ligações parafusadas críticas É o gerenciamento sistemático das ligações flangeadas críticas do processo produtivo. O objetivo do gerenciamento é prevenir falhas das ligações que venham a afetar a produção, a segurança das pessoas ou ao meio ambiente. O gerenciamento de integridade se baseia nos seguintes princípios: e) Estabelecer critério padronizado para a seleção de ligações flangeadas críticas; f) Identificar e “taguear” as ligações flangeadas críticas no campo; g) Elaborar e utilizar procedimento escrito de instalação, manutenção e inspeção de ligações flangeadas; h) Analisar as causas das falhas e implementar ações de mitigação e prevenção; i) Promover a qualificação e treinamento dos profissionais para execução do aperto de montagem; j) Estabelecer rotina de medição efetiva da carga de aperto através de técnica por Ultrassom em ligações flangeadas críticas. O gerenciamento é aplicável desde as fases de fabricação, inspeção de recebimento, instalação e durante a vida útil (manutenção e inspeção de rotina) da ligação flangeada. 5.30 - Classificação dos serviços de tubulação (conforme ASME B31.3) 5.31 - Comprimento de tração (Grip Lenght) Trata-se da distância entre porcas no parafuso estojo quando o mesmo se encontra instalado no flange e sem tensão com as porcas devidamente encostadas. É o comprimento do parafuso estojo que é tracionado durante a aplicação da carga de aperto. Este valor pode ser determinado a partir do projeto do flange ou através de medida direta no flange entre porcas. A figura 10A a seguir ilustra o conceito. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 19 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 10A: Definição e determinação do Comprimento de Tração 6 – DETALHAMENTO 6.1 - CONDIÇÕES E REQUISITOS PARA APLICAÇÃO DE APERTO CONTROLADO EM LIGAÇÕES FLANGEADAS 6.1.1 - Requisitos Gerais de Segurança, Saúde e Meio Ambiente 6.1.1.1. Todo trabalho realizado na área operacional deve ser precedido de emissão de Permissão para Trabalho e Análise de Perigos e Riscos, conforme procedimento PRO-SMS-014 e PRO- SMS-010. 6.1.1.2. Todas as ferramentas e equipamentos necessários para a realização das atividades previstas neste procedimento devem ser inspecionados previamente quanto a sua segurança e adequação ao uso. Em nenhuma hipótese ferramentas que ponham em risco a segurança das pessoas quando operadas devem ser utilizadas. Recomenda-se a elaboração e utilização de Check List para ferramentas e equipamentos antes da manutenção, montagem e desmontagem de ligações flangeadas que tenham uma abordagem voltada a segurança em sua utilização com nível de liberação e aprovação. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 20 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.1.3. A utilização de ferramentas de torque hidropneumáticas, torque pneumáticas, tensionadores hidráulicos, torquímetros e multiplicadores de torque, deve ser feita somente por pessoal devidamente treinado e com base em procedimentos de utilização elaborados que atendam as recomendações de segurança do fabricante. 6.1.1.4. Todas as mangueiras utilizadas para conexão em ferramentas e equipamentos devem ser dotadas de dispositivo antichicoteamento (cabos de segurança) em suas extremidades. Estes dispositivos devem ser fixados em pontos rígidos firmemente na mangueira e em estrutura adjacente de tal forma a impedir o chicoteamento descontrolado quando de sua desconexão repentina. 6.1.1.5. Além disto, as mangueiras devem ter identificadas em seu corpo a pressão máxima de trabalho a que a mesma poderá ser submetida. 6.1.1.6. O profissional de segurança deve avaliar os EPI’s necessários com base nos riscos da atividade e providenciar acesso aos mesmos a todo pessoal de execução da atividade. 6.1.1.7. As atividades previstas neste procedimento podem em determinadas situações serem realizadas em nível acima do solo (trabalhos em altura). Portanto, todos os requisitos previstos no PRO- SMS-006 devem ser rigorosamente observados por todos aqueles que façam uso deste procedimento. 6.1.2. Requisitos específicos de segurança - Segurança durante o uso de torqueadeiras hidráulicas e pneumáticas 6.1.2.1. A operação de qualquer torqueadeira envolve altas pressões e cargas, portanto é recomendado que o operador observe durante todo o tempo o parafuso/estojo que está sendo apertado. Se o parafuso iniciar uma falha, o operador irá perceber e haverá tempo suficiente para evitar um acidente. 6.1.2.2. Mantenha-se longe das áreas ou pontos entre o braço de reação e a superfície de reação que podem esmagar ou prender dedos, mãos, braços e etc. 6.1.2.3. A estrutura de reação deve ser forte e rígida. Nunca use calços entre o braço de reação e superfície de reação. Objetos soltos podem se deslocar ou quebrar transformando-se em projéteis com alta velocidade e podem provocar sérios ferimentos. 6.1.2.4. Assegure-se que as mangueiras estejam livres da área de reação antes de começar a operação e que elas estejam ajustadas sem folgas e sem vazamentos. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 21 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.2.5. As mangueiras hidráulicas não podem sofrer dobras excessivas. O raio mínimo de dobra é de 12 cm (120 mm), o que é obtido quando as extremidades da mangueira estão distanciadas paralelamente de 24 cm. Ver figura 11 abaixo. Figura 11: Raio mínimo de dobra permitido para mangueiras hidráulicas 6.1.2.6. Assegure-se que o braço de reação esteja corretamente fixado e o mecanismo de fixação deste esteja completamente engatado. 6.1.2.7. Quando estiver usando chave de impacto para evitar a rotação do parafuso/porca durante a operação de torqueamento, a chave deve ser fixada corretamente na posição e o operador deve ficar atento para não deixar a mão em região entre a chave e a porca adjacente. Isto pode evitar acidente (prensamento de dedos e mãos). 6.1.2.8. Assegure-se que o pino quadrado esteja corretamente fixado. Ao utilizar soquete, este deve estar preso ao pino quadrado com o “trava-soquete” adequado. 6.1.2.9. Assegure-se que a dimensão do soquete de impacto esteja correta. O uso de soquetes com dimensões erradas, com folgas ou em mau estado de conservação poderá resultar em falha catastrófica devido à instabilidade do conjunto. Soquetes com folgas ou danos mecânicos devem ser inutilizados e substituídos. 6.1.2.10. O soquete e a máquina devem estar seguramente acoplados no parafuso/porca durante a aplicação do torque. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 22 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.2.11. Nunca opere a máquina de torque somente com a mangueira de avanço conectada. Aplicando pressão somente no lado de avanço a pressão no lado de retração aumentará muito. Os componentes da máquina serão submetidos a pressões acima do permitido, provocando dano em componentes internos e nas vedações. 6.1.2.12. Nunca bata na máquina com um martelo ou qualquer outro objeto afim de soltá-la. 6.1.2.13. Nunca deixe a máquina cair, se isto acontecer acidentalmente, ela deve ser inspecionada e calibrada antes do uso. 6.1.2.14. Nunca segure a máquina através da mangueira nem dobre a mangueira além do raio mínimo de dobra (ver item específico sobre limite de dobra). 6.1.2.15. O controle da bomba deve ser manuseado somente pelo operador ou em perfeito sincronismo com seu auxiliar. É recomendável nas operações de torqueamento com chaves hidráulicas (torqueadeiras) o uso de apenas o operador, evitando-se com isto o uso de ajudantes. 6.1.2.16. Nas operações de uso de torqueadeiras a atenção é absolutamente necessária por parte de quem está manuseando ou operando a máquina. Qualquer tipo de distração durante esta atividade pode resultar em acidente grave. 6.1.2.17. Observe as tabelas específicas de conversão de pressão em torque de cada chave hidráulica. Cada chave tem uma tabela específica, ou seja, não se pode utilizar uma pressão de ajuste da tabela de uma chave para ajustar a pressão da bomba para outra chave hidráulica. Isto resultará em um torque de saída diferente do desejado. 6.1.3 - Requisitos específicos de segurança - Segurança durante o uso de tensionadores 6.1.3.1. É obrigatório o treinamento do pessoal que fará uso deste tipo de equipamento. O treinamento deve abordar os riscos e perigos associados e o uso seguro e correto do equipamento. As empresas Contratadas devem realizar este treinamento com seu pessoal e registrar para efeito de verificação posterior pela Fiscalização do cliente. 6.1.3.2. Todos os procedimentos de segurança da instalação devem ser adotados quando do uso deste tipo de equipamento na área operacional. 6.1.3.3. Nunca tente usar equipamento de alta pressão, se você estiver em dúvida sobre a correta montagem e operação. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 23 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.3.4. Sempre garantir que os equipamentos e acessórios a serem utilizados no tensionamento estejam em perfeitas condições de uso. 6.1.3.5. Sempre utilizar os EPI’s requeridos e necessários a atividade, conforme indicação das análises de perigos (APN). 6.1.3.6. Pessoal não envolvido com a atividade deve desocupar a área próxima da aplicação da sequência de tensionamento. 6.1.3.7. Na aplicação de tensionamento deve ser feito previamente isolamento da área e equipamento a ser tensionado. Deve-se utilizar um raio mínimo de quatro metros em torno do ponto de aplicação do tensionamento e o cordão de isolamento. Dentro do perímetro só devem estar presentes os operadores treinados designados para o serviço. 6.1.3.8. Assegure-se que os engates das mangueiras estejam bem encaixados e apertados em suas conexões. 6.1.3.9. Somente aborde os tensionadores em uso quando é certo que a pressão de ajuste está firme no manômetro da bomba. Realize um teste inicial de vazamento após montagem de todas as conexões e mangueiras a 5000 psi durante 5 min e antes de aplicar a pressão definida no procedimento de tensionamento. 6.1.3.10. Nunca tente resolver vazamentos no sistema enquanto ele estiver pressurizado. Primeiro desligue a bomba e aguarde o manômetro indicar pressão ZERO antes de tentar resolver qualquer problema de vazamento. 6.1.3.11. Nunca exceder a pressão máxima de trabalho do tensionador. (ver a especificação da pressão máxima estampada no corpo da ferramenta). 6.1.3.12. Nunca exceder o curso máximo do pistão da ferramenta. 6.1.3.13. Nunca se posicione alinhado com o eixo dos parafusos do flange sendo apertado. Parafuso quando falha inesperadamente é altamente perigoso! C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 24 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ATENÇÃO: Se posicione sempre lateralmente ao parafuso sendo solto ou apertado. Nunca na frente dele! Isto pode evitar acidentes graves. 6.1.3.14. Atenção com o comprimento requerido do parafuso estojo. Aplicações com tensionadores requerem comprimentos maiores do que os comumente utilizados nos flanges. Certifique- se que há comprimento de rosca adequada entre tensionador e parafuso (mínimo de 1x o diâmetro do parafuso estojo deve se projetar a partir da porca sextavada sobre o lado que os tensionadores serão montados). C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 25 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.3.15. Examine os conjuntos de mangueiras hidráulicas quanto a esmagamento ou dobras excessivas antes do uso. Substituir imediatamente caso existam mangueiras danificadas. 6.1.3.16. Nunca exceda a pressão máxima de ajuste da bomba definida para o aperto do parafuso. Se o parafuso estojo for supertensionado poderá ocorrer sua ruptura repentina durante o aperto ou horas depois. 6.1.3.17. Após o uso de qualquer ferramenta hidráulica todas as partes devem ser limpas (engates, conexões, mangueiras, bomba, etc) com objetivo de remover partículas de poeira ou outro agente indesejável. A limpeza deve ser feita com pano limpo e seco e que não solte o tecido. 6.1.3.18. Antes de guardar todas as conexões as proteções plásticas devem ser reinstaladas para evitar o contato com partículas. 6.1.4 - Requisitos de Montagem e Desmontagem de Ligações Flangeadas 6.1.4.1 - Identificação dos componentes da ligação 6.1.4.1.1. Atenção especial deve ser dada a identificação dos componentes de uma ligação flangeada antes de seu aperto para verificar a norma de fabricação dos componentes, no caso de flanges, e o material de fabricação, no caso dos parafusos. Alguns flanges ASME B16.5 são dimensionalmente coincidentes com flanges API-6A. É o caso do flange ASME DN 3” x 1500 # e o flange API-6A DN 3 1/8” x 5000. ATENÇÃO: Em nenhuma hipótese estes flanges podem ser utilizados formando uma ligação flangeada única, pois a máxima pressão de trabalho admissível do flange, em cada caso, difere em função da norma de fabricação do flange (para o flange ASME esta pressão é de 3600 psi e para o flange API é de 5000 psi). Para os parafusos, a simples mudança de um material ASTM A-193 grau B7 para um ASTM A-193 grau B8 altera consideravelmente a resistência ao escoamento e, por conseguinte, sua capacidade em receber carga de aperto. 6.1.4.1.2. Antes da aplicação do aperto de montagem devem ser identificados e confirmados os seguintes itens por componente para garantir uma correta e segura instalação da ligação flangeada: C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 26 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 3: Itens a serem verificados e confirmados nos componentes da ligação flangeada antes da aplicação do aperto de montagem Nota: É obrigatória a identificação (marca gravada) em ligações flangeadas de tubulação dos itens identificados por (*) na tabela acima pelo fabricante em flanges, parafusos, porcas, arruelas e juntas de vedação. Qualquer destes componentes que não apresente a marca correspondente devem ser devolvidos ao almoxarifado informando o motivo e não devem ser utilizados. A figura 12 a seguir mostra, como exemplo, as marcas obrigatórias presentes em flanges, parafusos e porcas que devem ser verificados pelo montador antes de sua instalação na planta. Figura 12: Marcas de fabricação obrigatórias em flanges, juntas, parafusos e porcas C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 27 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.4.2 - Inspeção dos componentes Flanges – As faces de vedação devem estar limpas, sem danos e acabamento de acordo com a junta. Imperfeições do tipo entalhes, dentes ou ranhuras afetarão a capacidade da junta de vedação. A face de encosto das porcas/arruelas no flange deve estar isenta de riscos ou penetração. Porcas e parafusos – Devem estar limpos, lubrificados e sem quaisquer danos (ausência de riscos, rebarbas, lascas, rosca deformada, redução de seção, rosca espanada, trincas, etc). As porcas e parafusos após limpeza e manutenção devem girar livremente a mão. Se esta condição não for observada os mesmos devem ser limpos, re-lubrificados ou substituídos. Juntas – Limpas e sem danos (riscos, trincas, amassamentos, perda de material de enchimento, etc, são considerados defeitos que inviabilizam sua utilização). 6.1.4.3 – Montagem dos Componentes Para a montagem dos componentes das ligações flangeadas os seguintes cuidados devem ser observados: 6.1.4.3.1. Parafusos e porcas – Bem lubrificados e com lubrificante adequado em função da temperatura de trabalho do flange. 6.1.4.3.2. Face do flange em contato com a porca deve ser lubrificada com o mesmo tipo de lubrificante utilizado nos parafusos/porcas. 6.1.4.3.3. Parafusos com comprimento adequado para quando da montagem assegurar a projeção dos filetes requerida além das porcas. 6.1.4.3.4. Junta – Centralizada na face de assentamento. É permitido o uso moderado de adesivo 3M em spray para ajudar em sua fixação (Ex.: Produto 3M Super 77). O spray deve ser borrifado sobre a junta e não sobre o flange. Em nenhuma hipótese devem ser usados lubrificantes (ou massas plásticas autocolantes) na face de vedação do flange ou na superfície da junta. As irregularidades da superfície de vedação devem se amoldar as irregularidades da junta. È isto que garante a vedação do conjunto. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 28 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.4.3.5. Lubrificação – Usar lubrificante adequado nos filetes dos parafusos estojos, porcas e face de giro da porca para reduzir o atrito durante operação de torqueamento. Os fatores de atrito resultantes do contato entre filetes de rosca de parafusos e porcas de aço podem variar consideravelmente da condição não lubrificada para a condição lubrificada (Exemplo: µ=0,11 para parafusos e porcas bem lubrificados e µ=0,2 a 0,5 para parafusos e porcas não lubrificados). Nota: A lubrificação é importante para minimizar o efeito das perdas por atrito e reduzir ao máximo a torção parasita gerada no parafuso durante o torqueamento. A análise do torqueamento nos revela que uma grande parte da energia gasta é utilizada para vencer as forças de atrito. Ou seja, em média 50% da carga de aperto aplicada no torqueamento é perdida na forma de atrito na face da porca/flange e 40% nas roscas do estojo/porca e somente 10% é aproveitada para introduzir tração no parafuso estojo. Quanto menor for o coeficiente de atrito, ou seja, quanto mais eficiente for o lubrificante, maior o aproveitamento do torque para introduzir a carga de aperto de montagem no parafuso estojo. Ver gráfico da figura 13 abaixo que mostra a carga de aperto de montagem residual em parafusos estojos lubrificados com lubrificantes diferentes e submetidos a valores de torques diferentes. Percebe-se que quanto menor é o coeficiente de atrito (ou quanto mais eficiente é o lubrificante), para um mesmo torque, maior é a carga de aperto de montagem residual sobre o parafuso estojo. Figura 13: Influência da lubrificação e eficiência do lubrificante sobre a carga de aperto C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 29 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.4.4 - Montagem de componentes de flanges especiais (Conexão GRAYLOC) e flanges 6.1.4.4.1. As mesmas recomendações para parafusos e porcas definidas para flanges devem ser observadas no caso da montagem da conexão GRAYLOC. 6.1.4.4.2. Faces de vedação dos cubos - Devem estar isentas de poeira e de defeitos que comprometam a vedação (riscos, cavas, dentes, deformações, etc); 6.1.4.4.3. Anel selo - Deve estar isento de defeitos que comprometam a vedação (riscos, cavas, dentes, deformações, etc). O selo quando montado à mão no cubo deve apresentar um afastamento ou folga (stand-off) conforme ilustrado abaixo. O afastamento limite de acordo com o tamanho do selo que permite a sua reutilização está indicado na figura 14. Caso o afastamento medido seja inferior ao indicado o anel deve ser substituído. Figura 14: Indicação do afastamento (folga) lateral de um anel selo e tabela de folgas limites (conexão GRAYLOC) 6.1.4.4.4. A instalação do anel selo deve ser feita sem a aplicação de qualquer tipo de revestimento sobre a superfície do anel (Não usar fita de teflon) e sem qualquer tipo de lubrificante. O anel selo já vem do fabricante com o revestimento necessário, em geral, PTFE ou MoS2 (Teflon ou Bissulfeto de Molibdênio). Aplicações em alta temperatura (>200 ºC) utilizar revestimento em MoS2. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 30 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.4.5. Calibração da ferramenta de aplicação de torque ou força Todas as ferramentas e equipamentos de aplicação de torque ou força controlado devem sofrer calibração sistemática por um prazo não superior a 360 (trezentos e sessenta) dias. Quando ocorrerem acidentes com ferramentas, choques mecânicos, quedas ou danos, as mesmas devem ser submetidas a uma nova calibração, independentemente do prazo para calibração estar dentro do prazo limite mencionado anteriormente. Para garantir que a ferramenta não seja utilizada indevidamente uma etiqueta de identificação de ferramenta reprovada ao uso deve ser fixada na mesma. 6.1.4.6. Identificação por tagueamento das ligações flangeadas críticas Ligações flangeadas críticas devem ser tagueadas e fixadas etiquetas para controle no local de sua instalação considerando os seguintes itens mínimos: • TAG do flange crítico; • Responsável pela montagem; • Empresa montadora; • Tipo e material da junta de vedação; • Torque ou força de aperto do parafuso; • Método de aperto dos parafusos; • Ferramenta a ser utilizada e pressão de ajuste; • Medidas encontradas de alinhamento (dentro ou fora da tolerância); • Lubrificante a ser utilizado. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 31 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.5 Condições para o Aperto Inicial 6.1.5.1. Antes da aplicação do aperto controlado todos os parafusos, porcas e a face do flange devem ser lubrificados com lubrificante adequado à temperatura de trabalho do flange. Neste caso, evitando erros de lubrificação e coeficientes de atrito diferentes na montagem foi escolhido para aplicação em todos os parafusos de ligações flangeadas na UO-AM o lubrificante Bolt-Lube da Novus (www.novussealing.com) cujo coeficiente de atrito padrão é 0,12 e cujo range de temperatura aplicável se estende de -54º C a 650º C. A lubrificação deve se estender na região do parafuso onde ocorrerá o giro da porca e na face de contato da porca com o flange (ver figura 16). Figura 16: Pontos de lubrificação em uma ligação flangeada 6.1.5.2. A face de contato do flange e porca deve ser limpa e de acabamento liso. 6.1.5.3. Defeitos na superfície de vedação do flange devem ser avaliados quanto à necessidade de reparos conforme tabela 5. No caso que a superfície de vedação do flange apresente múltiplas imperfeições, à distância entre elas deve ser de, no mínimo, quatro vezes a projeção radial admissível (RPL). C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 32 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 5: Dimensões máximas de imperfeições admissíveis que não requerem reparo nas faces de vedação de flanges face ressalto (FR) (conforme ASME B16.5) 6.1.5.4. As dimensões das arruelas devem atender a tabela 6, em função da dimensão nominal dos parafusos: Tabela 6 Dimensões das arruelas para parafusos estojos conforme ASME PCC-1 2010 C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 33 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.5.5. O aperto deve ser passado em sequência preestabelecida (padrão cruzado) de forma a obter valores de carga uniforme em todos os parafusos. Deve-se utilizar o torque recomendado pelo ASME PCC-1 (para a correta numeração sequencial do aperto nos parafusos da ligação flangeada. 6.1.5.6. Na montagem das ligações flangeadas o comprimento do parafuso estojo deve ser tal que garanta o total abraçamento da largura da porca quando apertada sobre a extremidade do estojo. Ou seja, não poderá existir filete de rosca não enroscado na porca. 6.1.5.7. O comprimento do parafuso estojo na ligação flangeada deve ser tal que após a montagem das porcas exista, no mínimo, um filete e, no máximo, três filetes de rosca passantes além da largura da porca (exceto como definido no item 6.1.5.10 abaixo). Ver figura 17. Figura 17: Comprimento ideal de montagem dos parafusos (mín 1 filete/ máx 3 filetes de rosca além das porcas) 6.1.5.8. Nas operações de aperto de montagem com utilização de tensionadores o comprimento dos parafusos estojos devem ser tal que o comprimento além das porcas corresponda a, no mínimo, um diâmetro de parafuso para permitir a “pega” adequada do esticador do tensionador (ver figura 18 abaixo). Para fins de utilização deste procedimento, adotar 1,0 x diâmetro do parafuso + 6,0 mm. Ex.: Se o parafuso estojo for de diâmetro nominal 1 ½ pol (38 mm) o comprimento além das porcas deve ser (38+6,0) = 44,0 mm. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 34 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 18: Comprimento mínimo requerido para uso de tensionadores em parafusos estojos 6.1.5.9. Na montagem de uma ligação flangeada, o montador qualificado deve buscar a melhor simetria possível dos parafusos e porcas, de tal forma a evitar que os comprimentos passantes dos parafusos em ambos os lados do flange sejam desiguais (ver figura 19). Figura 19: Simetria entre parafusos estojos e porcas em uma ligação flangeada 6.1.6 - Critério para definição de ligações flangeadas críticas 6.1.6.1. As ligações flangeadas críticas são definidas a partir de 4 parâmetros, a saber: Tipo de fluido e suas características, severidade do risco, potencial ou probabilidade de vazamento e o grau de criticidade. A sistemática abaixo deve ser seguida para definição da criticidade de uma ligação flangeada. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 35 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 1º. Passo – Identificação da severidade do risco 2º. Passo – Identificação do potencial de vazamento ou probabilidade 3º. Passo – Identificação da consequência da falha (vazamento) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 36 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4º. Passo – Identificação do grau de criticidade na matriz de criticidade 5º. Passo – Identificação da criticidade da ligação flangeada C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 37 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.7. Seleção das ferramentas para aplicação do aperto de montagem em ligações flangeadas 6.1.7.1. Para todas as ligações flangeadas consideradas críticas para o processo produtivo deve ser adotada uma sistemática de gerenciamento da integridade em conformidade com o definido no item 4.29 deste procedimento. 6.1.7.2. Para a seleção do método de aplicação da carga de aperto em parafusos de ligações flangeadas não críticas deve-se utilizar a tabela 8: Tabela 8: Seleção do método de aplicação da carga de aperto para ligações flangeadas NÃO críticas Nota: O código ASME VIII divisão I em seu apêndice S estabelece e aprova o uso de ferramentas manuais sem controle datensão sobre o parafuso estojo. Este mesmo apêndice estabelece que a tensão de tração induzida provável sobre o parafuso estojo usando ferramentas manuais sem controle da tensão é dada por: onde: S= Tensão de tração provável induzida no parafuso (psi) e d= Diâmetro nominal do parafuso (pol). Desta forma, as tensões de tração induzidas pelo uso de ferramentas manuais em função do diâmetro nominal nos parafusos estojos de uma ligação flangeada podem ser verificadas na tabela 9. Na tabela %TY representa o percentual da tensão de tração provável induzida em relação à tensão de escoamento (TY) de um parafuso estojo construído em ASTM A-193 grau B7 (TY=105.000 psi). Observar que conforme o critério ASME PCC-1 somente até o parafuso estojo de diâmetro 5/8 pol é atingida a relação mínima entre a tensão de tração provável induzida e a tensão de escoamento do parafuso próxima de 50%TY. Portanto, para parafusos estojos até esta dimensão é admitido o uso de ferramentas manuais sem controle de torque ou tensão de aperto. Para os demais diâmetros é obrigatório o uso de ferramentas com controle do torque ou tensão de aperto. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 38 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI DN (pol) Tensão induzida S (psi) % TY 01/fev 63640 60,60% 05/ago 56921 54,20% 03/abr 51962 49,50% 07/ago 48107 45,80% 1 45000 42,90% 1 1/4 40249 38,30% 1 1/2 36742 35,00% 1 5/8 35301 33,60% 1 3/4 34017 32,40% Tabela 9: Tensões induzidas no parafuso por aplicação de ferramentas manuais. 6.1.7.3. Para a seleção do método de aplicação da carga de aperto nos parafusos de deve-se utilizar a tabela 10 seguinte: Tabela 10: Seleção do método de aplicação da carga de aperto para ligações flangeadas críticas C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 39 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.7.4. Ferramenta manual de “bater” (tipo Marreta com chave de impacto) devem sempre ser evitadas em função dos riscos envolvidos e da imprecisão na aplicação da carga de aperto. Como última alternativa deve ser verificada a possibilidade de utilização de método de controle parcial do torque aplicado (Exemplo: verificação do giro da porca). Marretas somente devem ser utilizadas caso inexista alternativa técnica de uso de ferramentas manuais ou ferramentas de aperto controlado. Na operação de folgar deve-se, preferencialmente, utilizar ferramentas pneumáticas e/ou hidropneumáticas que permitam esta operação. MARRETAS DEVEM SER EVITADAS DEVIDO OS RISCOS ENVOLVIDOS! 6.1.7.5. Na montagem da junta de vedação a sede de assentamento deve estar isenta de poeira e graxa. Uma fina camada de adesivo é admitida para ajudar na fixação da junta (Ex.: Produto 3M Super 77). NÃO UTILIZAR GRAXA; PROFUTOS A BASE DE SILICONE (LOCTITE)! C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 40 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Adesivo Spray 3M SUPER 77 é a melhor alternativa para fixação da junta. Borrifar o spray na junta em 4 pontos a 90 graus e não no flange NÃO É ADESIVO. PRODUTO A BASE DE SILICONE. USO AUTOMOTIVO! NÃO UTILIZAR EM FLANGES PARA FIXAÇÃO DE JUNTAS. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 41 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.8 Condições para as operações de reaperto a quente (Hot Bolting) 6.1.8.1 Durante a entrada em operação da ligação flangeada ocorre um fenômeno conhecido como relaxamento espontâneo (relaxação) da junta e dos parafusos estojos, resultado da deformação dos componentes da ligação, o qual se intensifica com o aumento da temperatura, além do efeito de dilatação nos componentes da ligação flangeada por efeito da temperatura e "creep" da junta. Este efeito causa uma redução significativa do aperto da ligação nas primeiras horas de operação e durante sua operação até sua próxima intervenção. Nestes casos, o reaperto a quente é requerido para retornar o nível do aperto a sua condição inicial. Em certos casos, o reaperto a quente deve ser implementado a intervalos regulares para garantir a estanqueidade da ligação flangeada. Todas as ligações flangeadas operando em temperatura igual ou maior do que 112º C devem ser reapertadas a quente após transcorridas 24 horas de operação devido ao fenômeno da relaxação. 6.1.8.2 Todas as ligações flangeadas sujeitas à vibração devem ser avaliadas quanto à possibilidade de eliminação deste efeito. Se não for possível, programar plano de reaperto a quente a intervalos de tempo regulares. 6.1.8.3 Antes de iniciar o amaciamento ou a substituição individual todos os parafusos estojos devem ser equalizados e apertados em seu torque final. Quando houver parafusos estojos corroídos, somente os parafusos íntegros devem ser apertados em seu torque final. 6.1.8.4 No reaperto a quente dos parafusos estojos (parafusos com corrosão leve e sem redução de seção) deve ser garantida uma redução de pressão no sistema para o equivalente a, no máximo, 50% da pressão máxima admissível do flange. Se o flange já operar com pressões abaixo de 50% da pressão máxima admissível do flange esta redução de pressão não se faz necessária. 6.1.8.5 No amaciamento ou na substituição individual dos parafusos estojos devem ser observados os seguintes requisitos: • Não é permitido em nenhuma hipótese à retirada de mais do que um parafuso estojo por vez. Antes da retirada do próximo parafuso estojo deve ser instalado o anterior em bom estado e em seu torque recomendado • Antes de realizar estas operações todos os parafusos devem ser retorqueados no torque recomendado. Exceção se faz a substituição individual de parafusos corroídos, onde somente os parafusos estojos íntegros devem ser retorqueados C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 42 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.8.6 O amaciamento e a substituição individual dos parafusos estojos em ligações flangeadas devem ser encarados como “situações temporárias” e que devem ser realizadas no menor tempo possível, evitando com isto que tensões elevadas nos parafusos estojos remanescentes e perda de compressão (força mínima de aperto) localizada da junta permaneçam por longos períodos de tempo na ligação flangeada. 6.1.8.7 Conceitualmente, o termo “situações temporárias” descrito no item anterior deve ser considerado igualmente como o conceito de “Occasional Variations” do código americano ASME B31.3. Ou seja, temporário deve significar os seguintes tempos máximos para variações de tensão de 20 e 33% acima da tensão admissível definida pelo código: • 33% acima da tensão admissível do código por não mais do que 10 horas ininterruptas a qualquer tempo e não mais do que 100 horas somadas/ano; • 20% acima da tensão admissível do código por não mais do que 50 horas ininterruptas a qualquer tempo e não mais do que 500 horas somadas/ano Nota: Variações de tensões em "situações temporárias" maiores do que 33% acima da tensão admissível não são permitidas 6.1.8.8 Para ligações flangeadas com parafusos estojos corroídos (com redução de seção) uma avaliação específica pelo e criteriosa pelo engenheiro mecânico responsável deve ser feita e todos os requisitos abaixo atendidos: • No mínimo 50% dos parafusos estojos do flange devem estar íntegros e dispostos ao longo da circunferência do flange em uma sequência alternada íntegro-corroído-íntegro; • Em nenhuma hipótese, o flange deverá estar submetido a uma pressão maior do que 25% da pressão máxima admissível do flange durante a operação de substituição individual. Ver tabela abaixo para pressões limites para cada classe de pressão de flange ASME e para a classe 5000# da norma API- 6A. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 43 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 12: Pressões máximas para substituição individual de parafusos em flanges com, no máximo, 50% dos parafusos estojos corroídos Nota: Se uma das condições acima não for verificada a substituição individual é PROIBIDA devido alto risco de colapso da vedação. 6.1.8.9 Em resumo, as operações de amaciamento ou substituição individual de parafusos estojos são proibidas em qualquer dos seguintes casos: • Quando os parafusos estojos são de material desconhecido ou quando o limite de escoamento do material dos parafusos estojos utilizados na ligação flangeada for inferior ao limite de escoamento do material ASTM A-193 B7 • Quando uma junta de especificação mais adequada para o flange não estiver em uso. Exemplo: Junta de papelão hidráulico instalada em flange ASME classe 600# em vez de semi-metálica espiralada ou anel metálico • Quando mais da metade dos parafusos estojos do flange apresentam-se em estado corrosivo avançado com ou sem redução de seção evidente • Quando no mínimo 50% dos parafusos estojos do flange apresentam-se íntegros (sem corrosão), porém não dispostos ao longo da circunferência do flange em uma sequência alternada íntegro- corroído-íntegro • Quando a pressão a que o flange está submetido supera 50% da pressão máxima admissível do flange na temperatura de operação em flanges com todos os parafusos estojos íntegros • Quando a pressão a que o flange está submetido supera 25% da pressão máxima admissível do flange na temperatura de operação em flanges com, no máximo, metade dos parafusos estojos corroídos • Em temperaturas de operação superiores a 93º C • Em flanges ASME classe de pressão 150#; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 44 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI • Quando o flange se apresentar corroído em qualquer nível • Em flanges cujo número de parafusos é igual a 4 (quatro) em flanges fabricado conforme e quando o número de parafusos é igual a 5 (cinco) ou 6 seis) em flanges fabricados conforme API- 6A; • Em tubulações ou equipamentos sujeitos a vibração, pulsação ou cargas cíclicas • Quando na inspeção prévia foi constatado vazamento por perda de compressão da junta causada por corrosão ou mesmo quando não há vazamento mais a junta apresenta sinais de corrosão 6.1.8.10 Todas as ligações flangeadas sujeitas a ciclos com variação de temperatura igual ou maior do que 150º C em intervalo de tempo igual ou menor do que 30 minutos, deve ser programado plano de reaperto a quente a intervalos de tempo regulares. Fonte: Livro “Piping and Pipelines Assessment Guide”, GPP Elsevier, A. Keith Escoe, página 323. 6.1.8.10.1 Deve haver garantias através de bloqueios e, inclusive, placas ou etiquetas de aviso em válvulas pertencentes ao sistema em intervenção de reaperto a quente de tal forma que as mesmas não sejam operadas enquanto o trabalho estiver ocorrendo. 6.1.8.10.2 Para efeito de aplicação do reaperto a quente as seguintes pressões limites do sistema devem ser observadas para flanges fabricados em conformidade com as normas ASME B16.5 e ASME B16.47 C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 45 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 13: Limites de pressão e requisitos para flanges ASME em operações de reaperto a quente Nota: 1. Valores de pressão máxima baseados em flanges da norma ASME B16.5 e ASME B16.47, construídos em material ASTM A-105, com temperatura de operação entre -28 e 93º C utilizando parafusos de aço liga ASTM A-193 grau B7 2. Para flanges operando em temperaturas superiores a 93º C a pressão máxima de reaperto a quente puro indicada na tabela deve ser reduzida proporcionalmente a relação (Sadm na temp. operação / Sadm na temperatura ambiente), onde Sadm é a tensão admissível do material do flange na temperatura correspondente 3. Os Flanges eleitos para o reaperto a quente são aqueles cujo número mínimo de parafusos do flange é igual a 8 (oito); 4. Não há limite de temperatura para a operação de reaperto a quente puro para flanges que utilizam juntas metálicas. Em flanges que utilizam juntas não metálicas a temperatura limite de reaperto a quente puro será metade da máxima temperatura de trabalho permitida para a junta ou 93º C (o que for menor), conforme indicação do fabricante 5. No reaperto a quente em temperaturas de operação igual ou superiores a 60º C devem ser tomados cuidados especiais para evitar queimaduras no pessoal executante no caso de contato com partes quentes. A APN 2 do serviço deve contemplar mitigações adicionais para a proteção pessoal a exposição às altas temperaturas 6. Nas operações de amaciamento ou substituição individual de parafusos estojos o limite de temperatura será de 93º C. Em temperaturas acima deste valor estas operações são proibidas 7. As operações de amaciamento e substituição individual de parafusos em flanges de 4 furos são PROIBIDAS 8. As operações de reaperto a quente puro da ligação flangeada são permitidas em qualquer flange desde que as pressões máximas acima sejam atendidas 9. As taxas de redução indicadas são relativas às máximas pressões admitidas para os flanges operando sob as condições indicadas na nota 1, acima. Sistemas que operam sob pressões inferiores as suas pressões máximas de trabalho, podem não necessitar de redução na pressão. Independentemente de haver ou não necessidade de redução de pressão a Análise de Perigos e Riscos (APR) conforme PRO-SMS-014 e PRO-SMS-010 é requerida em qualquer caso; 10. As pressões limite acima de reaperto a quente são válidas apenas para flanges com todos os parafusos estojos íntegros (sem corrosão). C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 46 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.8.10.3 Para efeito de aplicação do reaperto a quente as seguintes pressões limites do sistema devem ser observadas para flanges fabricados em conformidade com a norma API-6A: Tabela 14: Limites de pressão e requisitos para flanges API em operações de reaperto a quente Nota: 1. Valores de pressão máxima baseados em flanges da norma API-6A padrão 6B ou 6BX, construídos em material ASTM A-105 (para flanges 6B classe 5000#) ou AISI-4130 (para flanges 6BX classe 10000 e 15000 psi), com temperatura de operação entre -28 e 93º C utilizando parafusos de aço liga ASTM A-193 grau B7; 2. Para flanges operando em temperaturas superiores a 93º C a pressão máxima de reaperto a quente puro indicada na tabela deve ser reduzida proporcionalmente a relação (Sadm na temp. operação / Sadm na temperatura ambiente), onde Sadm é a tensão admissível do material do flange na temperatura correspondente 3. Os Flanges eleitos para o reaperto a quente são aqueles cujo número mínimo de parafusos do flange é igual a 8 (oito) 4. Não há limite de temperatura para a operação de reaperto a quente puro para flanges que utilizam juntas metálicas 5. No reaperto a quente em temperaturas de operação igual ou superiores a 60º C devem ser tomados cuidados especiais para evitar queimaduras no pessoal executante no caso de contato com partes quentes. A APR do serviço deve contemplar mitigações adicionais para a proteção pessoal a exposição às altas temperaturas C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 47 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6. Nas operações de amaciamento ou substituição individual de parafusos estojos o limite de temperatura será de 93º C. Em temperaturas acima deste valor estas operações são proibidas 7. As operações de amaciamento e substituição individual de parafusos em flanges de 5 e 6 furos são PROIBIDAS 8. As operações de reaperto puro da ligação flangeada são permitidas em qualquer flange desde que as pressões máximas acima sejam atendidas 9. As taxas de redução indicadas são relativas às máximas pressões admitidas para os flanges operando sob as condições indicadas na nota 1, acima. Sistemas que operam sob pressões inferiores as suas pressões máximas de trabalho, podem não necessitar de redução na pressão. Independentemente de haver ou não necessidade de redução de pressão a Análise de Perigos e Riscos (APR) conforme PRO-SMS-014 e PRO-SMS-010 é requerida em qualquer caso 10. As pressões limite acima de reaperto a quente são válidas apenas para flanges com todos os parafusos estojos íntegros (sem corrosão 6.1.8.10.4 O valor do torque no reaperto a quente é o mesmo valor do torque de montagem aplicado. 6.1.8.10.5 Após a operação de reaperto a quente todos os parafusos estojos devem ser checados a 100% do torque de aperto de montagem passando a ferramenta de torque no sentido dos ponteiros dos relógios em todos os parafusos da ligação flangeada até que não ocorra mais giro da porca. Esta operação é extremamente importante para uniformizar a carga de aperto nos parafusos devido ao fenômeno da interação elástica. 6.1.10. Requisitos Específicos para o Torqueamento e Tensionamento de Parafusos Os seguintes requisitos específicos são aplicáveis a este procedimento: 6.1.10.1. Torqueamento - Procedimento de aplicação 6.1.10.1.1. Para toda ligação flangeada em que o método de aplicação da carga de aperto selecionado seja torqueamento é obrigatório a determinação do torque de aperto através da tabela do fabricante do equipamento hidráulico de torque os disponíveis na maleta do equipamento cuja responsabilidade de atualização é da gerência de Engenharia de Manutenção e Inspeção. No caso do torqueamento em flanges compactos deve ser consultado o Engenheiro responsável para definição do valor do torque a ser aplicado. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 48 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.10.1.2. Todo pessoal de manutenção para estar autorizado a utilizar o equipamento hidraulico de torque deverá passar formalmente por um treinamento onde serão abordados os princípios de projeto e funcionamento de uma ligação flangeada, os requisitos deste procedimento, com aplicação de uma avaliação final do aprendizado, onde será exigido uma nota mínima igual a 7 (sete) para caracterizar a eficácia do treinamento. Em não obtendo a nota mínima, será avaliada a necessidade de aplicação de novo treinamento e nova avaliação posteriormente. Os registros deste treinamento, assim como a avaliação com o resultado determinado pelo Engenheiro responsavel devem permanecer arquivados para futura consulta. 6.1.10.1.3. Os relatórios de cálculo com o resultado dos torques obtidos devem ser impressos em duas vias, da seguinte forma: • Uma via assinada pelo elaborador e/ou pela fiscalização do cliente a ser entregue ao executante do serviço; • Uma via assinada pelo elaborador e/ou pela fiscalização do cliente a ser arquivada pelo controle de qualidade da Contratada por um tempo mínimo de 1 ano. 6.1.10.1.4. Antes do início da aplicação da carga de aperto o profissional montador deve numerar os parafusos com marcador industrial obedecendo à sequência conforme método 324 para garantir que todos os parafusos sejam apertados segundo um padrão de aperto cruzado. Esta operação tem como principal objetivo garantir a compressão uniforme da junta durante a aplicação da carga de aperto e evitar vazamento em operação devido existir áreas da junta que foram insuficientemente comprimidas. 6.1.10.1.5. Após a numeração dos parafusos estojos no flange, todas as porcas devem ser encostadas à mão. 6.1.10.1.6. O torqueamento deve ser aplicado em sequência de, no mínimo, 4 passes de 30, 70, 100% e 100% rotacional ou 5 passes de 25, 50, 75, 100% e 100% rotacional conforme tabela 15 a seguir: C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 49 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 15: Procedimento de aplicação do torque em função da faixa de valores de torque calculado 6.1.10.1.7. Para a conexão patenteada do tipo GRAYLOC utilizar os torques tabelados do anexo I. A tabela é baseada na tensão de escoamento de parafusos estojos de material ASTM A-193 gr. B7 com lubrificação adequada. 6.1.10.1.8. Para flanges construídos em alumínio ou suas ligas deve ser utilizada a tabela do anexo II para definição dos valores do torque requerido em parafusos estojos ASTM A-193 B7 e ASTM A-320 L7. Os torques estão baseados em uma carga de aperto de montagem de 25% da tensão de escoamento do material ASTM A-193 B7. Caso os parafusos de outro material sejam utilizados, consultar o Engenheiro responsável para definição de novos valores de torque. 6.1.10.1.9. para definição de novos valores de torque. Devido à deformação do alumínio (alta ductilidade) cuidados especiais devem ser adotados quando da aplicação do torqueamento ou tensionamento. O uso de arruelas endurecidas é obrigatório, neste caso, para impedir a marcação e aprofundamento da porca sobre o flange. Torques muito altos podem levar a rotação do flange ou o surgimento de trincas entre cubo e anel do flange. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 50 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.10.2. Tensionamento - Procedimento de aplicação 6.1.10.2.1. No tensionamento o uso da tabela do fabricante do tensionador é obrigatória para a determinação da carga de aperto de montagem requerida para a ligação flangeada. 6.1.10.2.2. A definição da carga de aperto de montagem será baseada no método ASME PCC-1 conforme configuração do flange e da junta a ser utilizada. 6.1.10.2.3. A pressão de ajuste da bomba de óleo hidráulico no tensionamento é função da carga de aperto de montagem, da área hidráulica da ferramenta (tensionador) e das perdas admissíveis de montagem. Os seguintes passos de cálculo devem ser feitos para a determinação da pressão de ajuste da bomba: a) 1º. Passo: Determinar a Perda de Carga Admissível de Montagem , (1), Onde: ΔF – Perda de Carga admissível de montagem; Dp – Diâmetro do parafuso (mm ou pol); Lt – Comprimento de tração (mm ou pol). Nota: Se a Perda de Montagem calculada pela equação 1 resultar em um valor menor do que 1,10, adotar 1,10. A perda de carga de montagem admissível pode, também, ser determinada a partir do gráfico da figura 20 abaixo. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 51 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura: 20: Gráfico da Perda de Carga Admissível no Tensionamento b) 2º. Passo: Determinar a Força de Tensionamento , ou , (2), Onde: FT – Força de tensionamento; Fo – Carga de aperto de montagem. Nota: A força de tensionamento calculada acima, em qualquer caso, NUNCA deve ultrapassar o limite de 90% da tensão de escoamento do material do parafuso estojo sendo apertado. c) 3º. Passo: Determinar a Pressão do Ajuste da Bomba , (3), Onde: APH – Área de pressão hidráulica do tensionador (mm2); PB – Pressão de ajuste da bomba (bar). C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 52 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI d) 4º. Passo: Selecionar o procedimento de tensionamento (25%, 33%, 50% ou 100%) a ser aplicado. Em todos os procedimentos de tensionamento definidos abaixo, quando houver duas ou mais pressões a serem aplicadas, a primeira pressão é sempre maior do que a segunda e assim sucessivamente. Isto é necessário para que o conjunto sofra as deformações necessárias durante a primeira fase do tensionamento (primeiros passes com pressão A). Nos passes subsequentes a pressão a ser aplicada será sempre o menor dos valores (pressão B ou pressão intermediária, conforme o procedimento). O objetivo desta sequência é obter ao final do tensionamento um maior nível de precisão da carga residual de montagem e menor dispersão da carga de aperto ao longo dos parafusos do flange devido à interação elástica. O procedimento de tensionamento a ser aplicado dependerá do total de parafusos estojos no flange e do total de tensionadores disponíveis. A tabela abaixo exemplifica alguns casos e define o procedimento de tensionamento a ser adotado em função da relação entre o número de tensionadores e o número de parafusos estojos do flange. Tabela 18: Definicão do procedimento de tensionamento a ser adotado e) 5º. Passo: Selecionar em função do procedimento de tensionamento as pressões a serem aplicadas e o número de passes requerido C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 53 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Tabela 19: Quadro de pressões de ajuste da bomba em função do procedimento de Tensionamento Para cada pressão indicada na tabela acima a pressurização deve ser feita em 3 rampas. A figura 21 mostra a pressurização da pressão PA para qualquer dos procedimentos mostrados na tabela 19. A figura 22 exemplifica as pressurizações para o tensionamento 50% (PA e PB). Para os demais procedimentos de tensionamento cada pressão deve ter sua pressurização obedecendo ao mesmo critério e notas abaixo. Figura 21: Rampas de pressurização para pressão PA no tensionamento (3 rampas) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 54 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Figura 22: Rampas de pressurização para as pressões PA e PB no tensionamento 50% (3 rampas p/ cada pressão) Nota: 1. Procedimento 1 (tensionamento 100%) - Deve ser usado um único passe na pressão PB que deve corresponder à pressão de ajuste da bomba para a (carga de aperto de montagem x 1,05). Utilizar pressurização em 3 rampas com intervalo de manutenção da pressão por, no mínimo, 3 (três) minutos entre as 3 pressurizações. Para junta anel manter por, no mínimo, 5 (cinco) minutos; 2. Procedimento 2 (tensionamento 50%) - Devem ser usados 3 passes: Primeiro passe na pressão PA para a 1ª. metade de estojos do flange, segundo passe na pressão PB para a 2ª. metade de estojos do flange e, finalmente, terceiro passe na pressão PB para a 1ª. metade de estojos do flange. Em cada passe utilizar pressurização em 3 rampas com intervalo de manutenção da pressão por, no mínimo, 3 (três) minutos entre as 3 pressurizações. Para junta anel manter por, no mínimo, 5 (cinco) minutos; 3. Procedimento 3 (tensionamento 33%) - Devem ser usados 5 passes: Primeiro passe na pressão PA para a 1ª. terça parte de estojos do flange, segundo passe na pressão (PA+PB/2) para a 2ª. terça parte de estojos do flange, terceiro passe na pressão PB para a 3ª. terça parte de estojos do flange, quarto passe na pressão PB para a 1ª. terça parte de estojos do flange e, finalmente, quinto passe na pressão PB para a 2ª. terça parte de estojos do flange. Em cada passe utilizar pressurização em 3 rampas com intervalo de manutenção da pressão por, no mínimo, 3 (três) minutos entre as 3 pressurizações. Para junta anel manter por, no mínimo, 5 (cinco) minutos; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 55 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4. Procedimento 4 (tensionamento 25%) - Devem ser usados 7 passes: Primeiro passe na pressão PA para a 1ª. quarta parte de estojos do flange, segundo passe na pressão (2PA+PB)/3 para a 2ª. quarta parte de estojos do flange, terceiro passe na pressão (PA+2PB)/3 para a 3ª. quarta parte de estojos do flange, quarto passe na pressão PB para a última 4ª. parte de estojos do flange, quinto passe na pressão PB para a 1ª. quarta parte de estojos do flange, sexto passe na pressão PB para a 2ª. quarta parte de estojos do flange e, finalmente, sétimo passe na pressão PB para a 3ª. quarta parte de estojos do flange. Em cada passe utilizar pressurização em 3 rampas com intervalo de manutenção da pressão por, no mínimo, 3 (três) minutos entre as 3 pressurizações. Para junta anel manter por, no mínimo, 5 (cinco) minutos. 7 - DOCUMENTOS DE REFERÊNCIA Documentos Código/Item/Revisão Manual do Sistema de Gestão Integrada MSGI-VG-001 Sistemas de Gestão da Qualidade - Requisitos ISO 9001 Sistemas de Gestão Ambiental - Requisitos com Orientações para uso ISO 14001 Sistemas de Gestão de Segurança e Saúde do Trabalho - Requisitos para uso ISO 45001 Segurança para Trabalho em Altura PRO-SMS-006 Análise Preliminar de Risco PRO-SMS-010 Permissão de Trabalho PRO-SMS-014 C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Ligações Flangeadas de Equipamentos e Tubulações Código: PRO-OPE-047 Data de Emissão: 16/10/2023 Revisão: 00 Área de Aplicação: Operacional Data de Revisão: - Folha: 56 de 56 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 8 - FORMULÁRIOS Identificação Armazenamento Proteção Recuperação Retenção Disposição Local Forma 9 - CONTROLE DE ALTERAÇÕES Revisão Data da última revisão Descrição da Revisão Data da última análise crítica Responsável pela aprovação 00 16/10/2023 Emissão Inicial NA Matheus Ribeiro C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
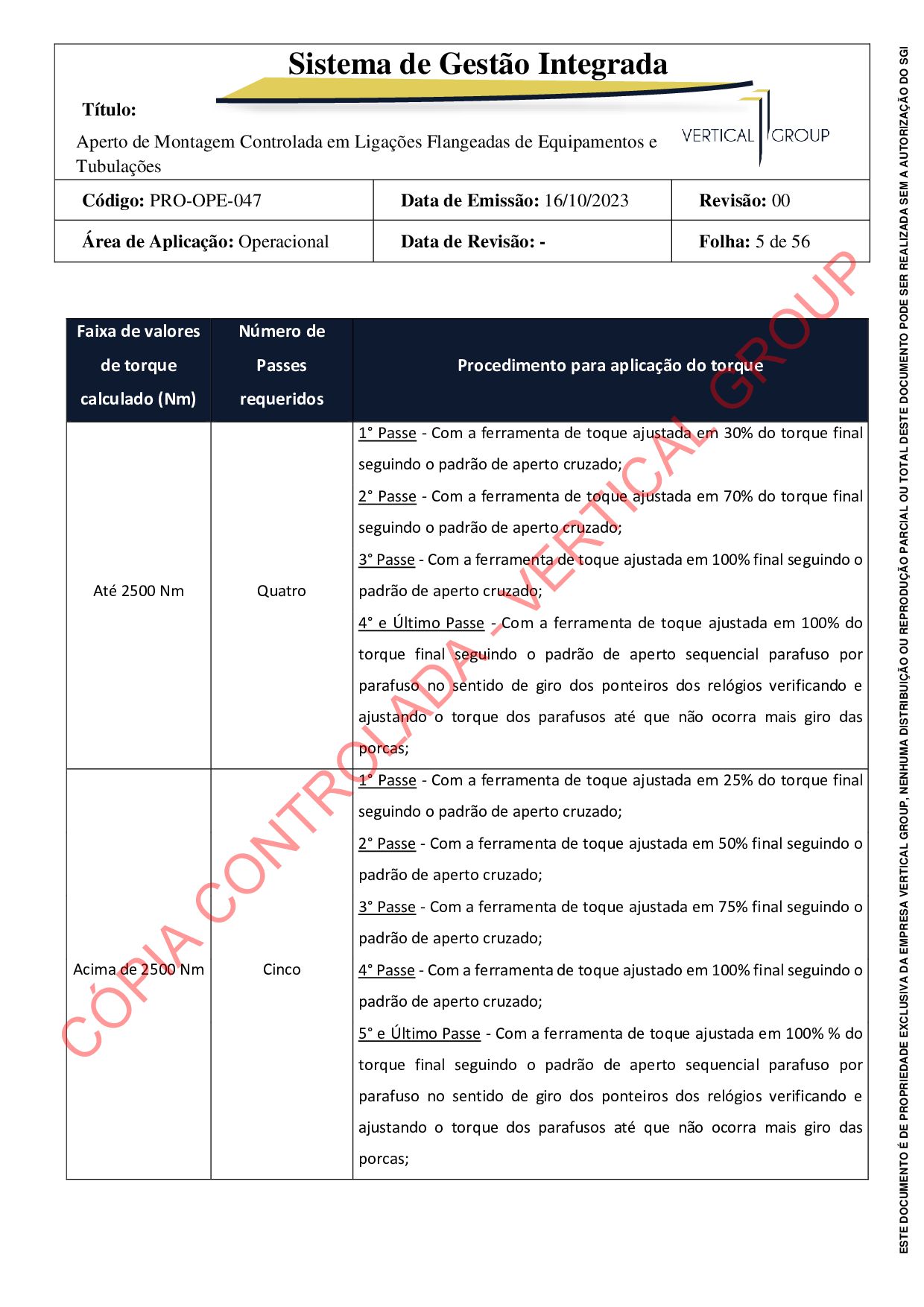{kind=link}
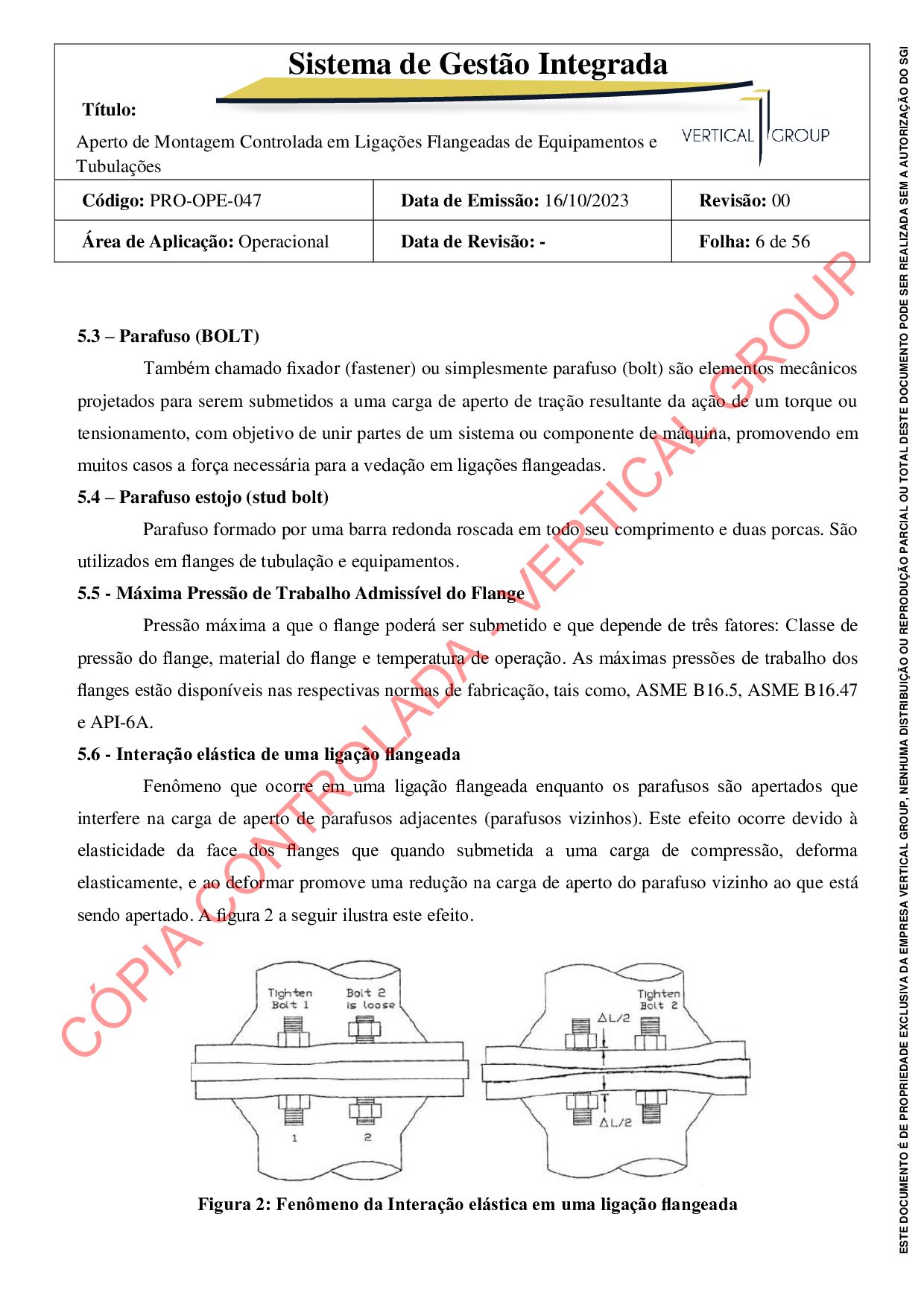{kind=link}
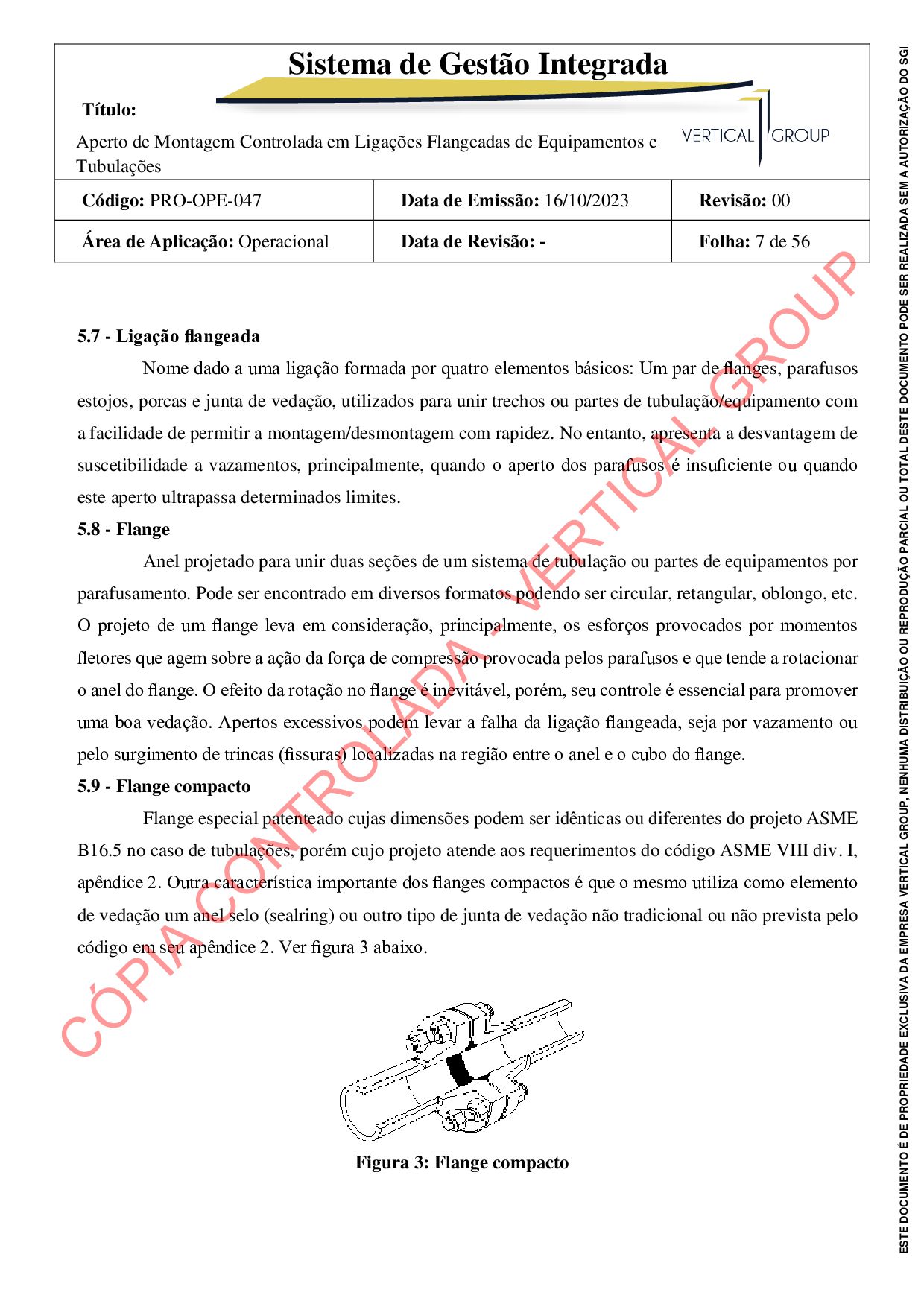{kind=link}
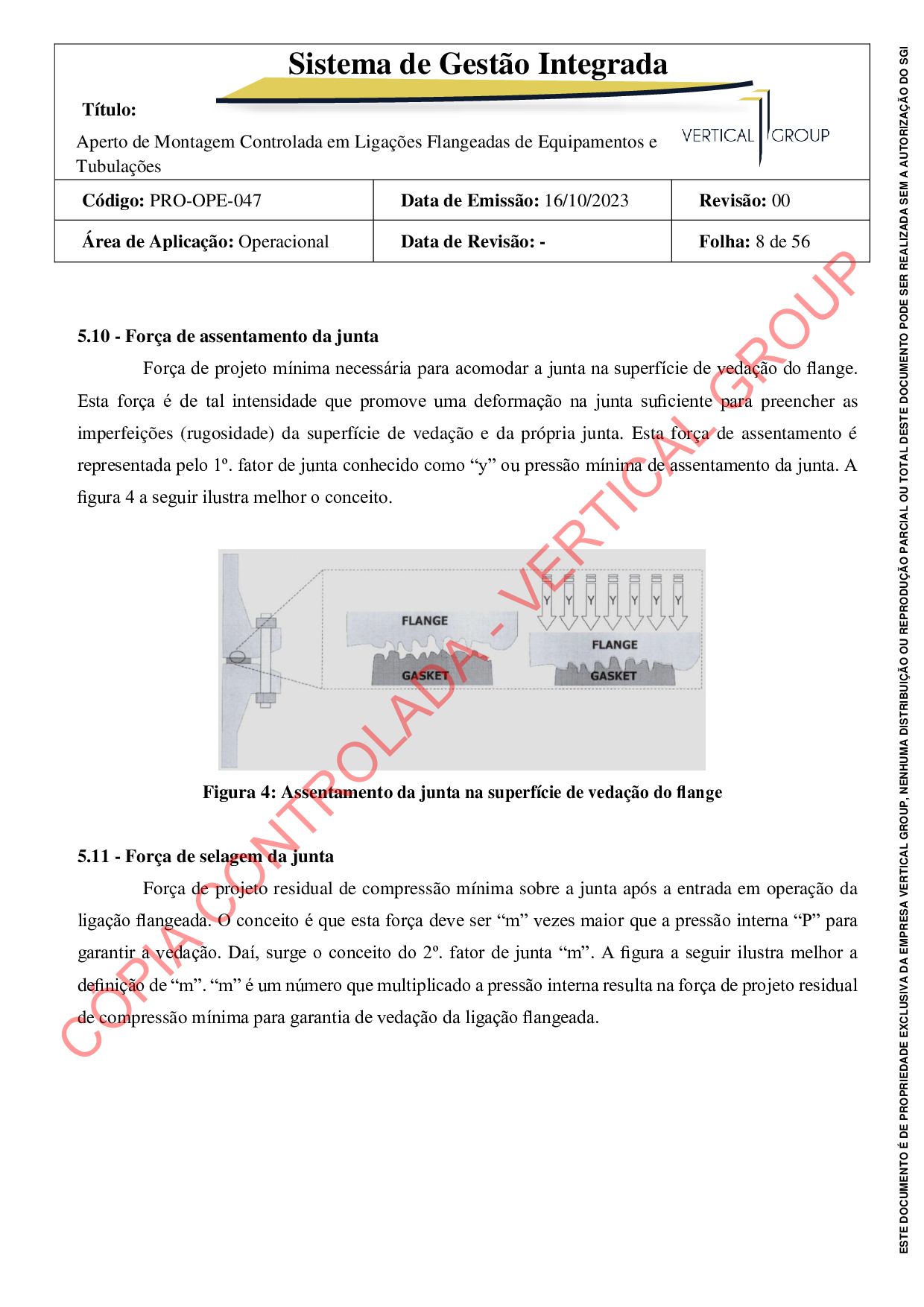{kind=link}
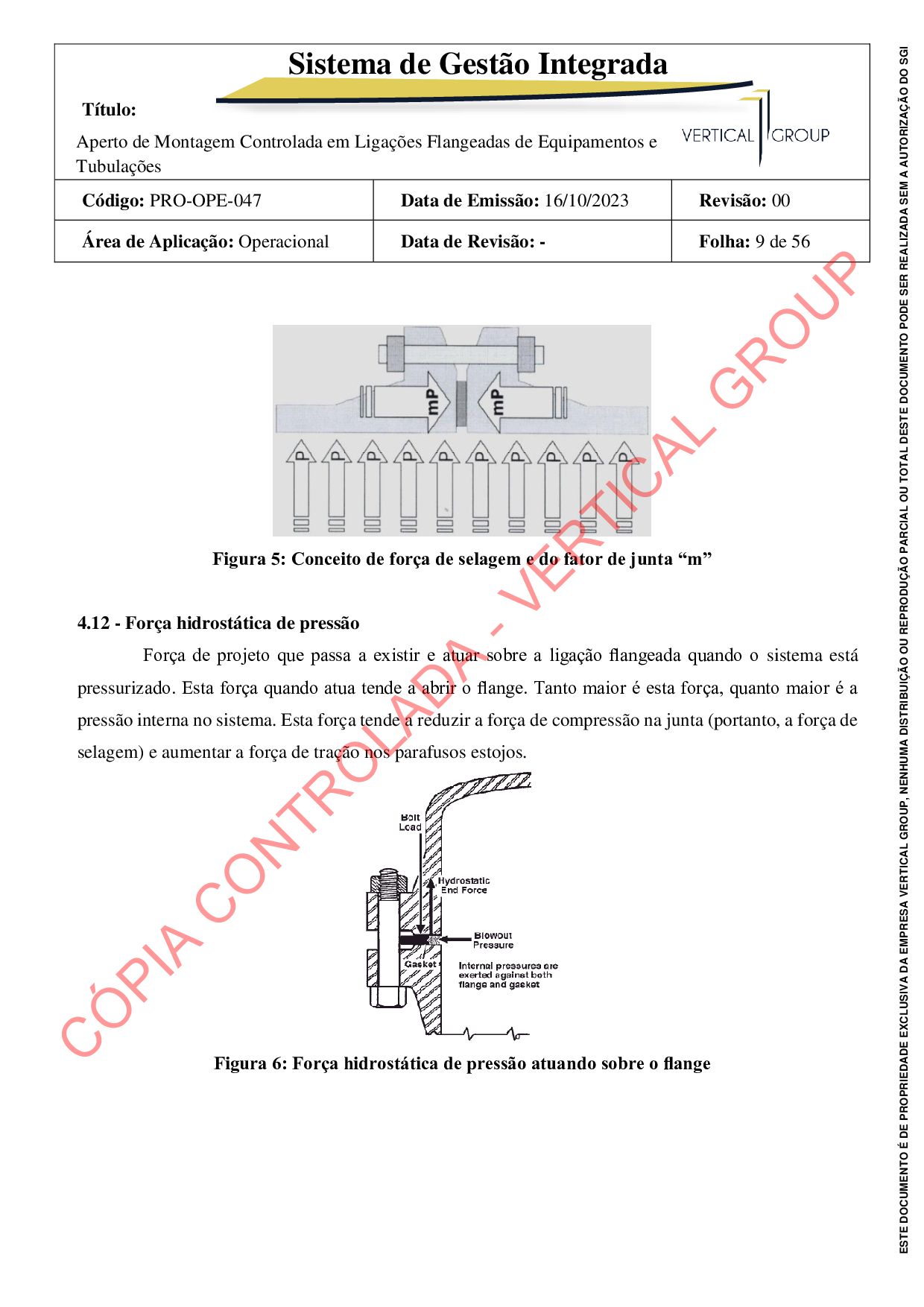{kind=link}
{kind=link}
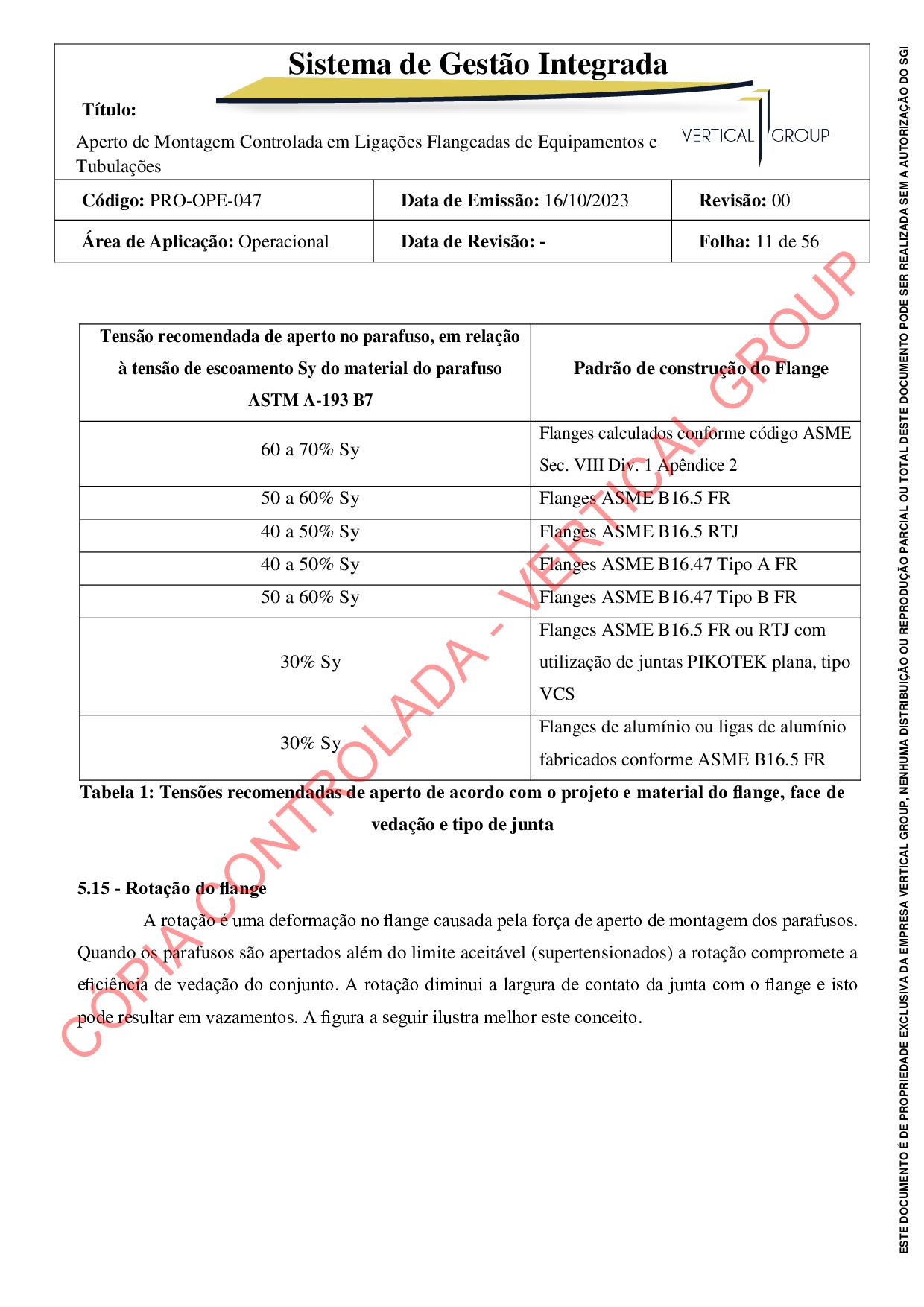{kind=link}
{kind=link}
{kind=link}
{kind=link}
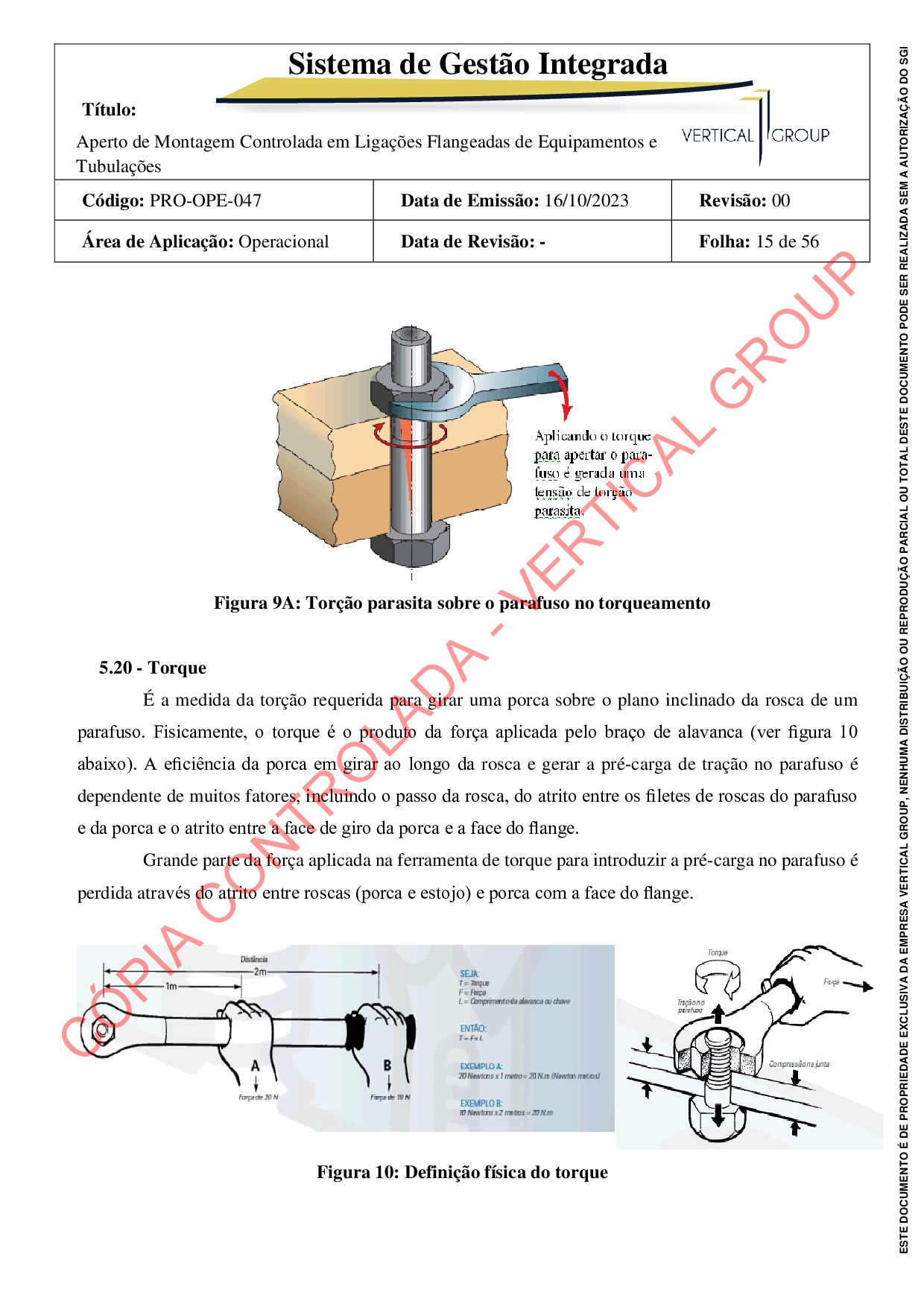{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
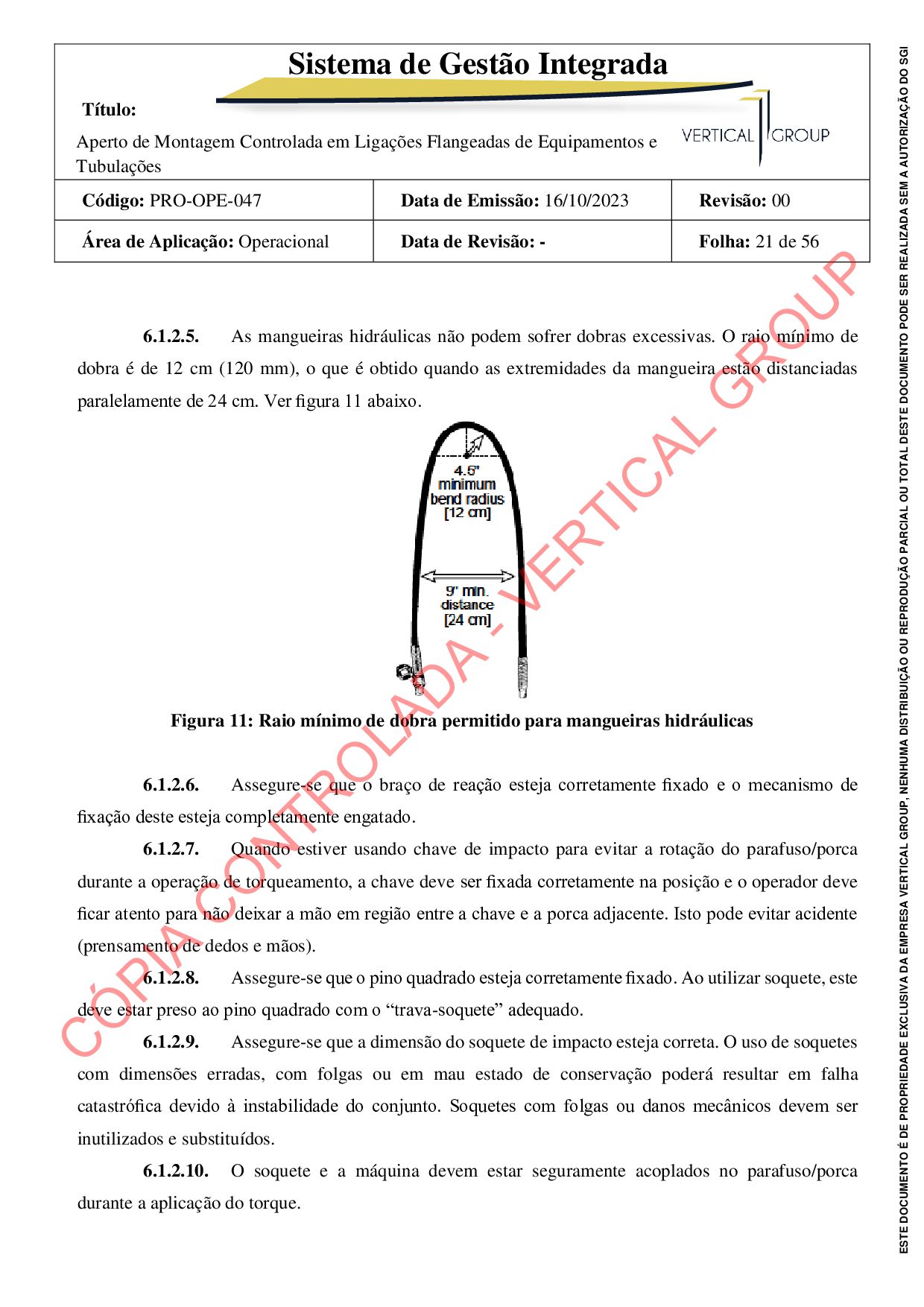{kind=link}
{kind=link}
{kind=link}
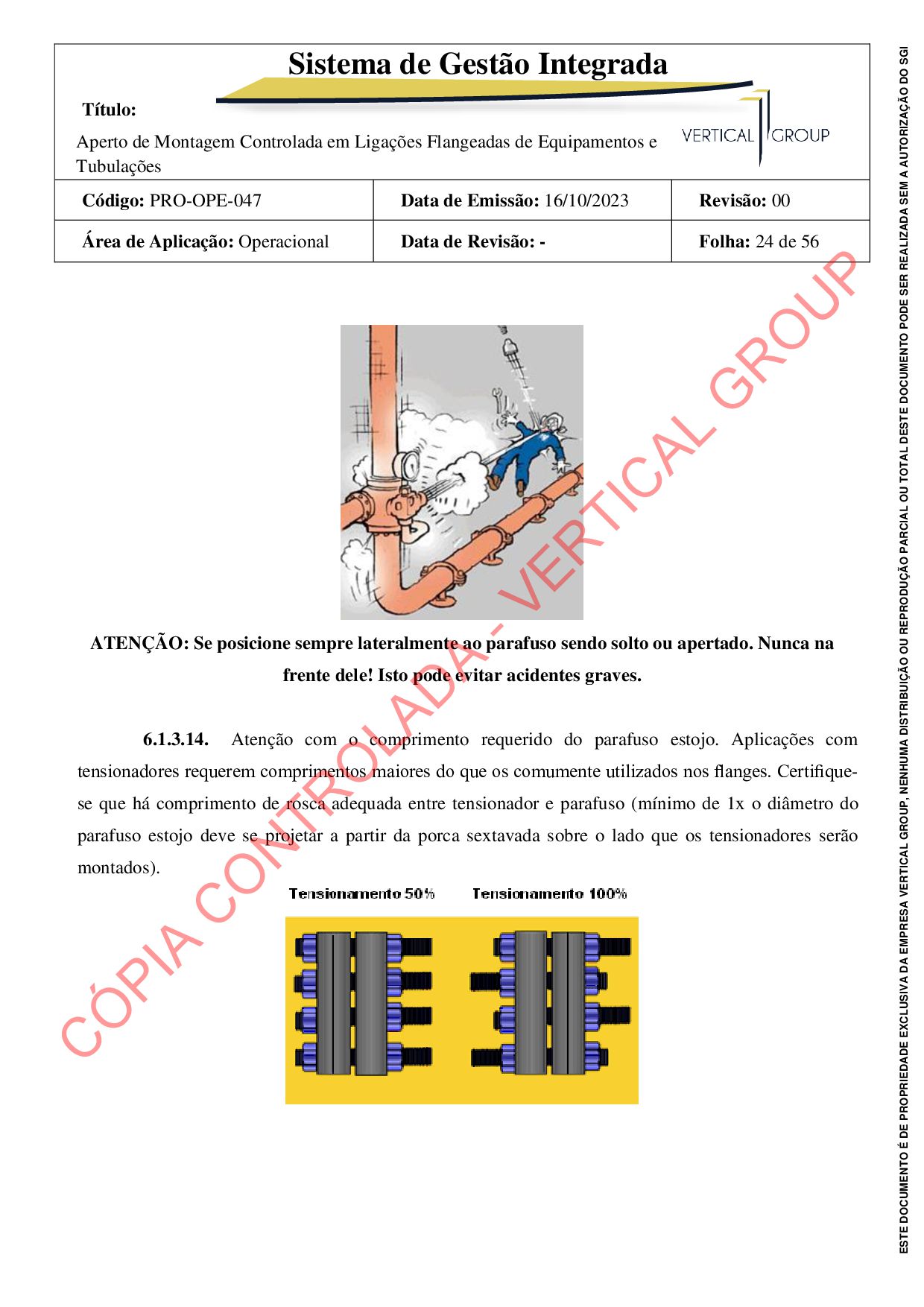{kind=link}
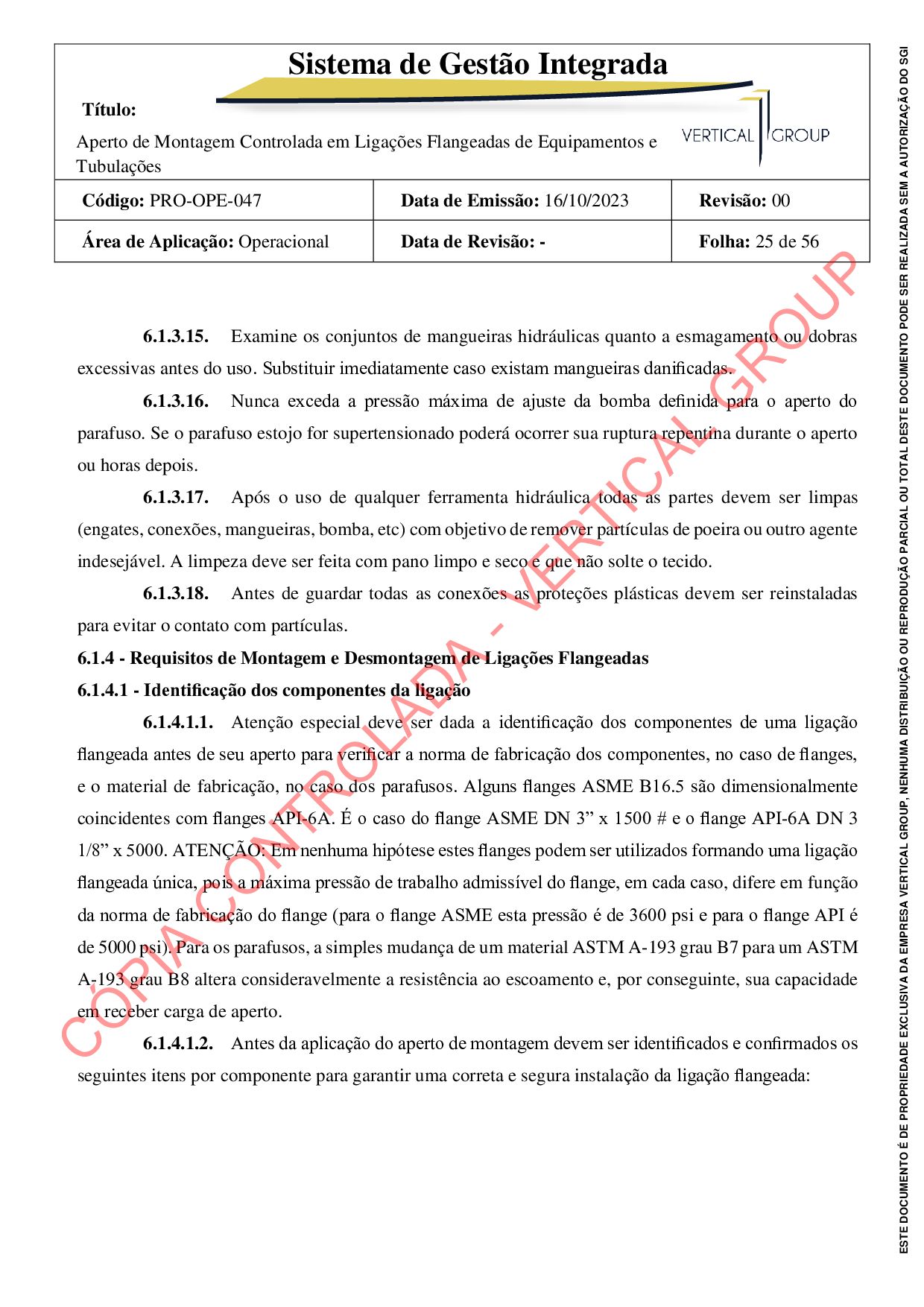{kind=link}
{kind=link}
{kind=link}
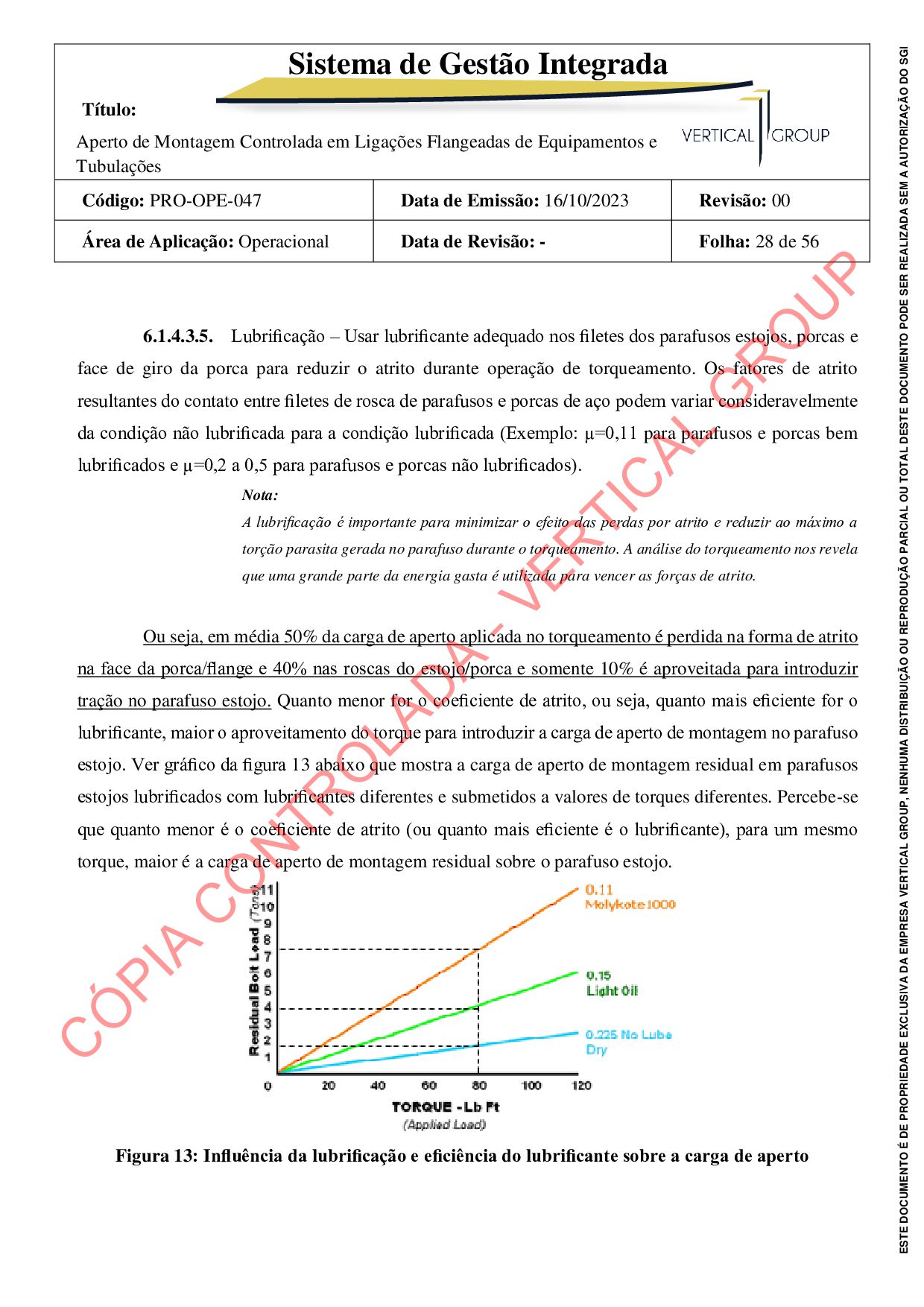{kind=link}
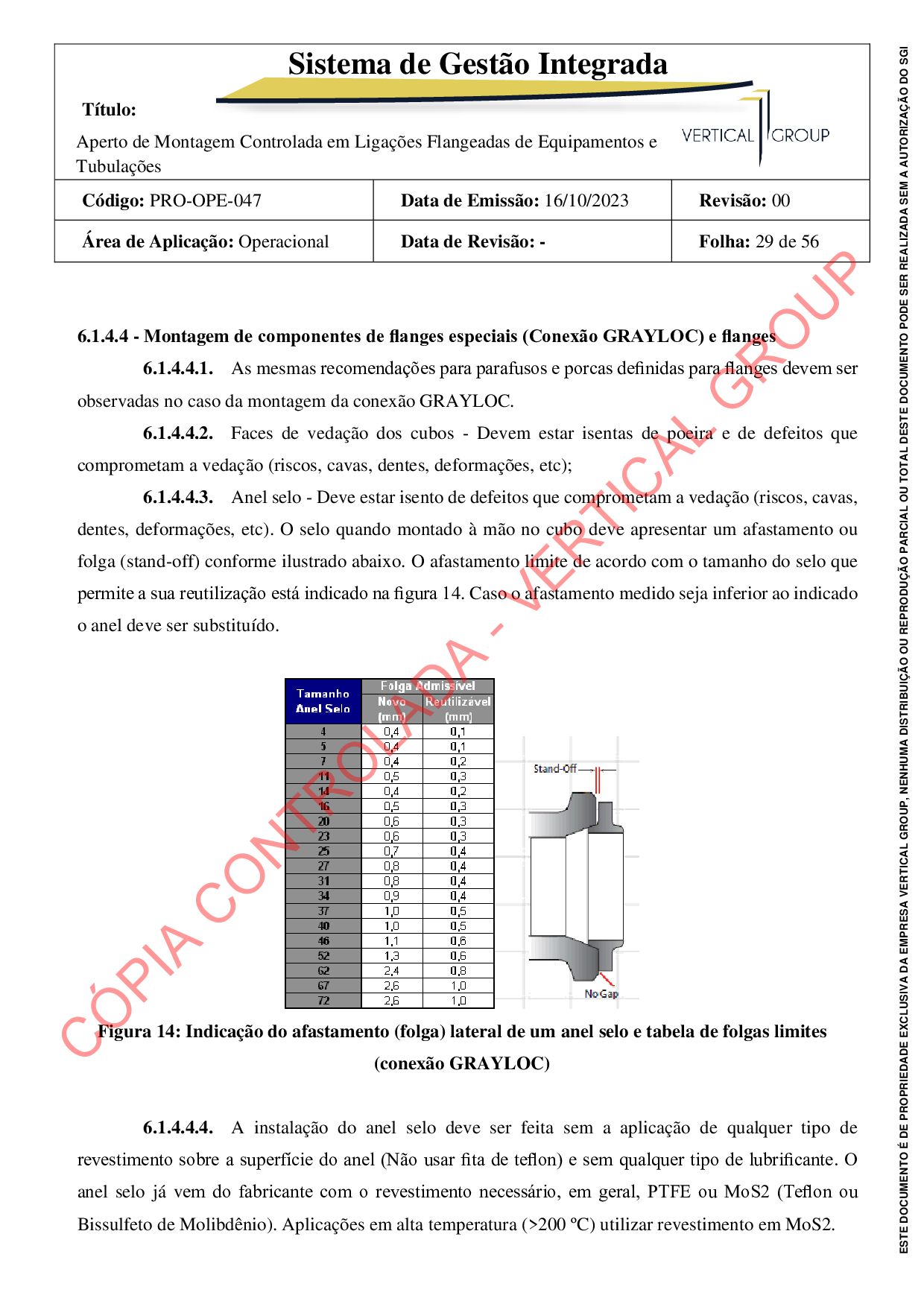{kind=link}
{kind=link}
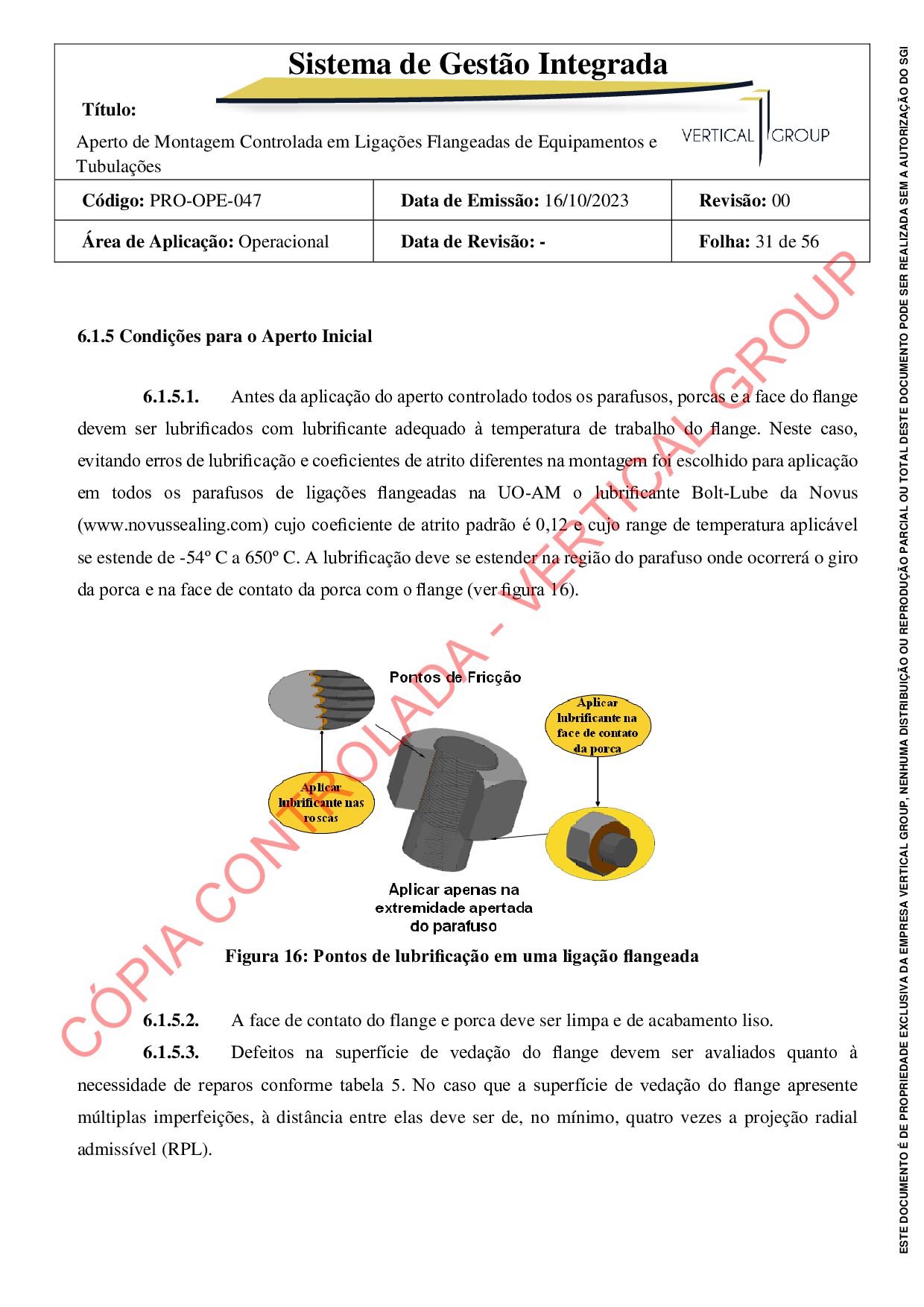{kind=link}
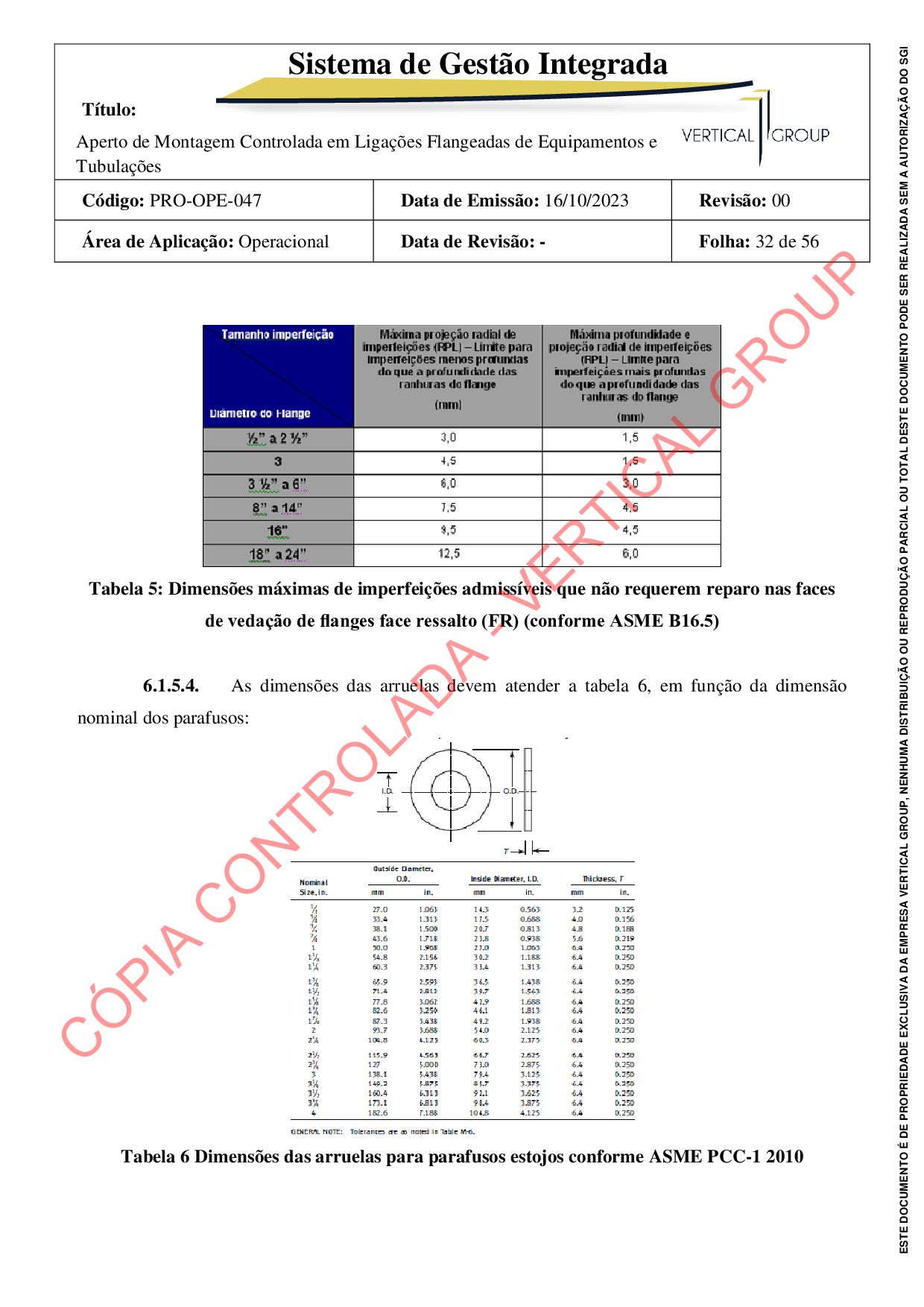{kind=link}
{kind=link}
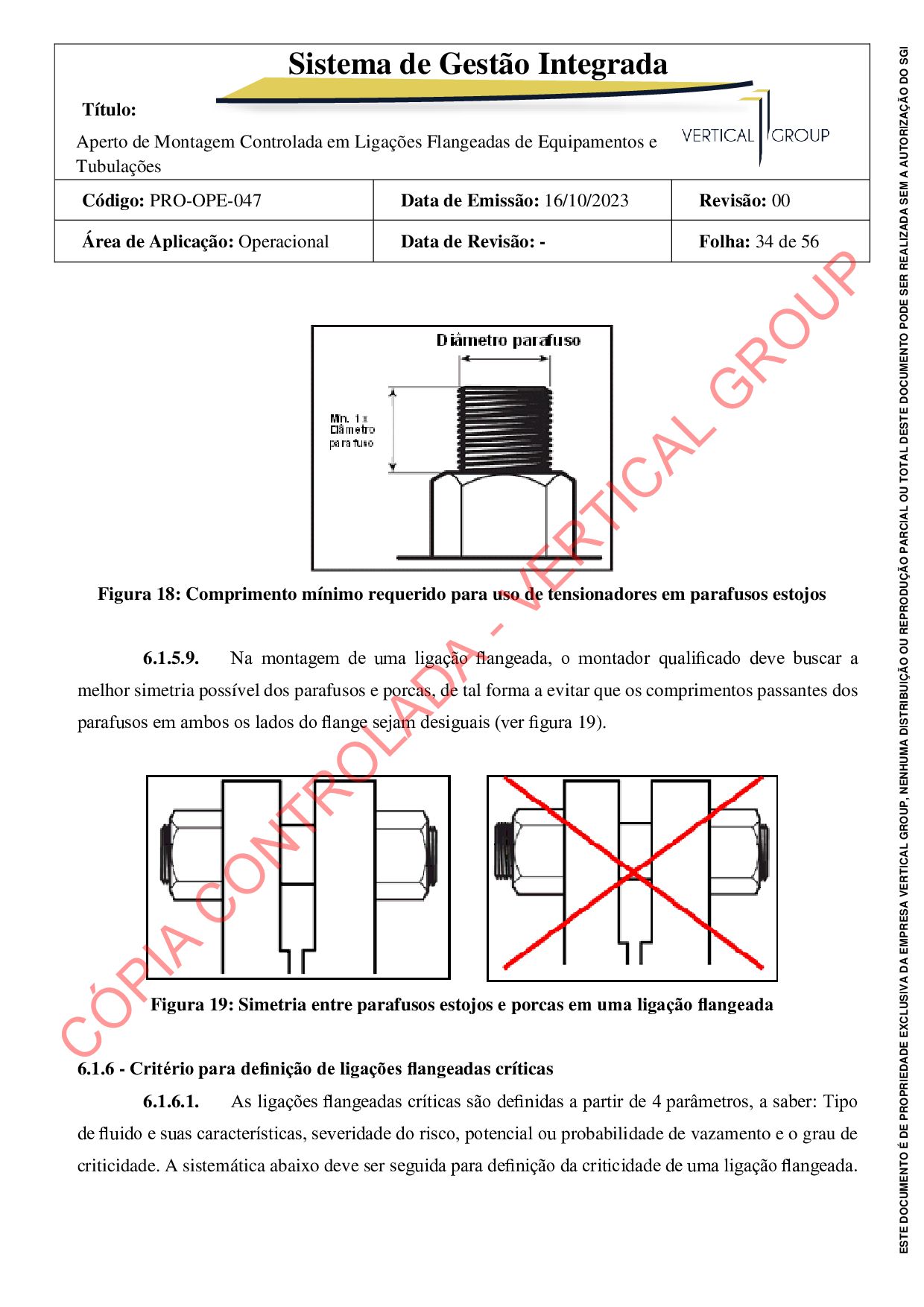{kind=link}
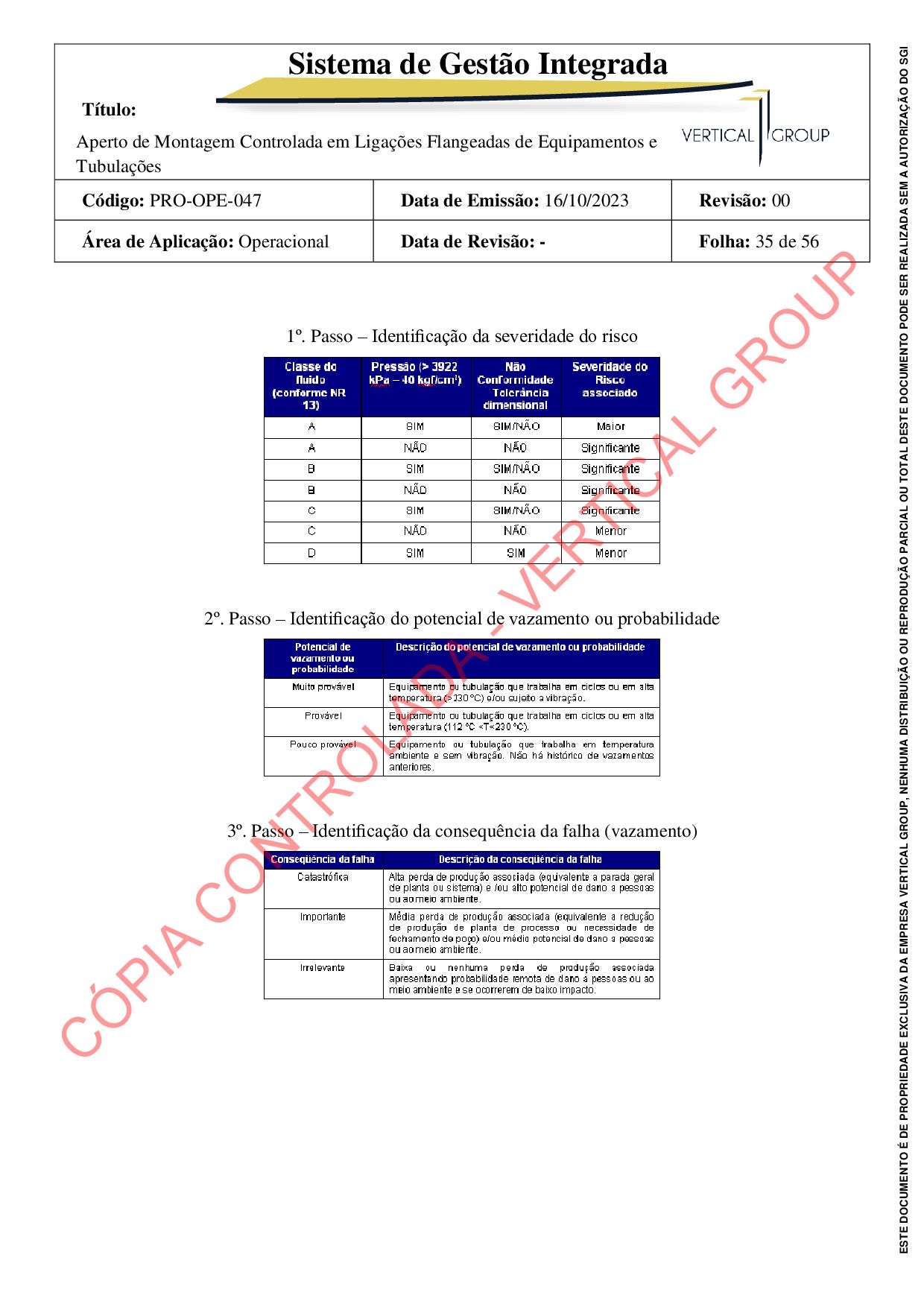{kind=link}
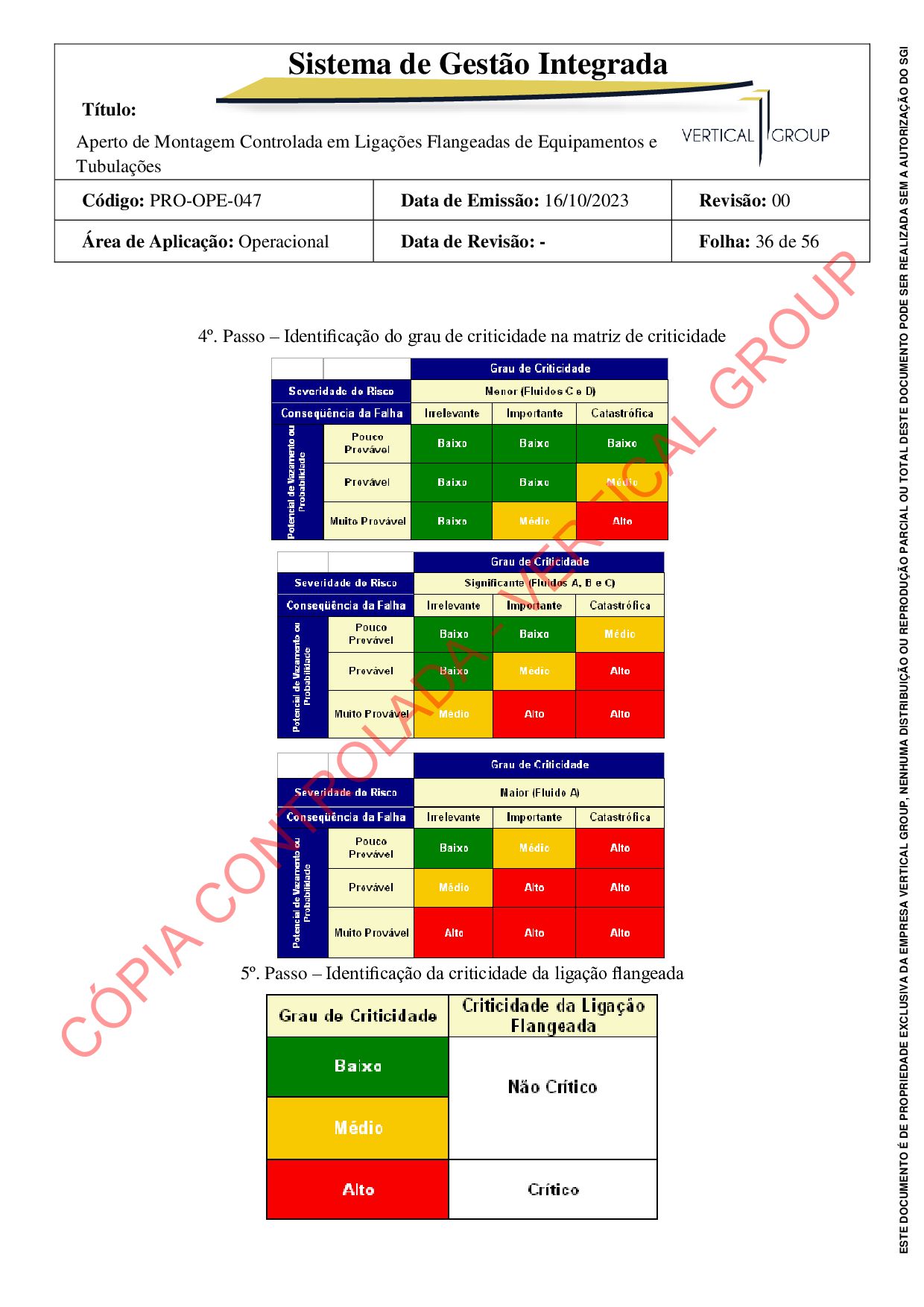{kind=link}
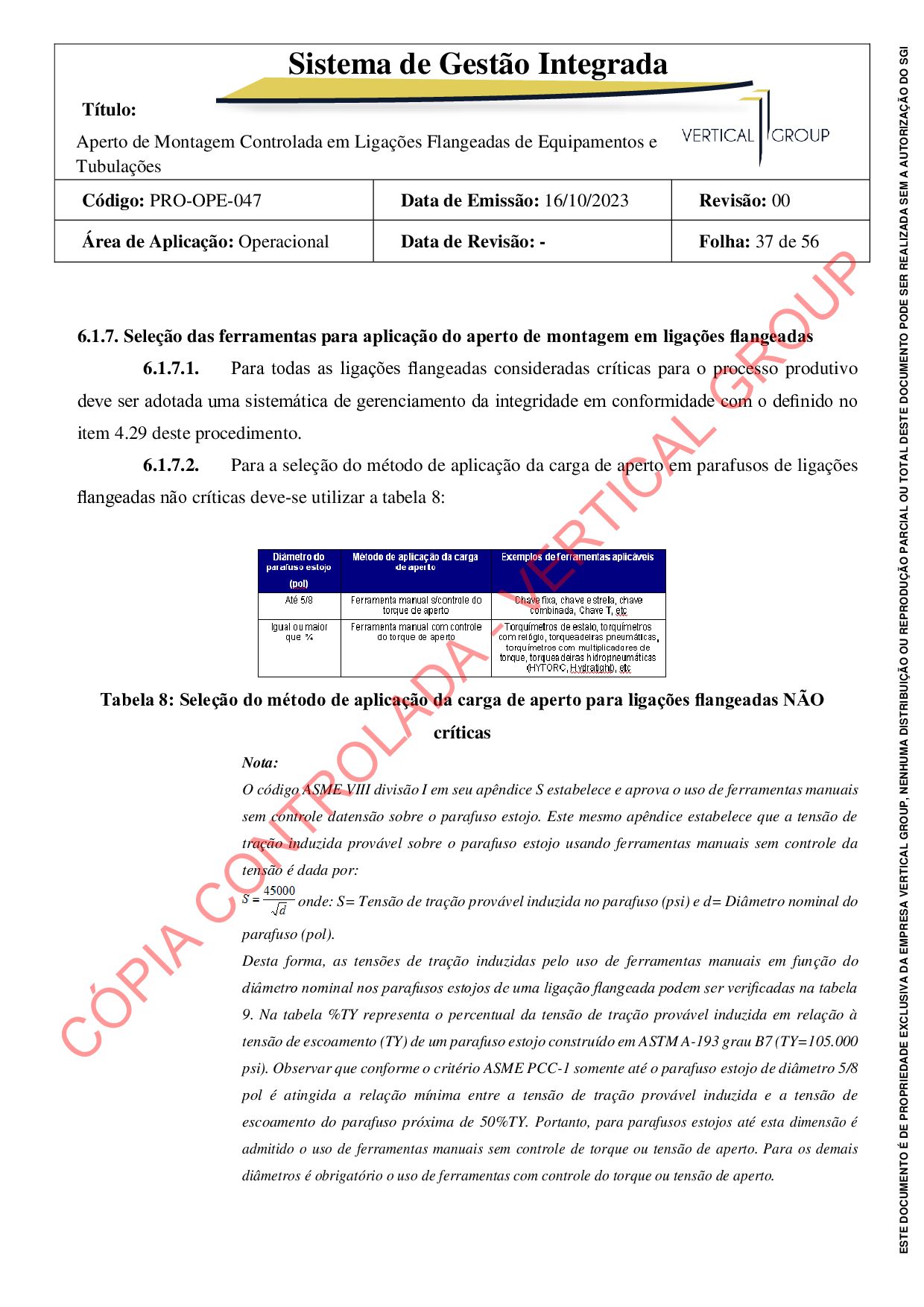{kind=link}
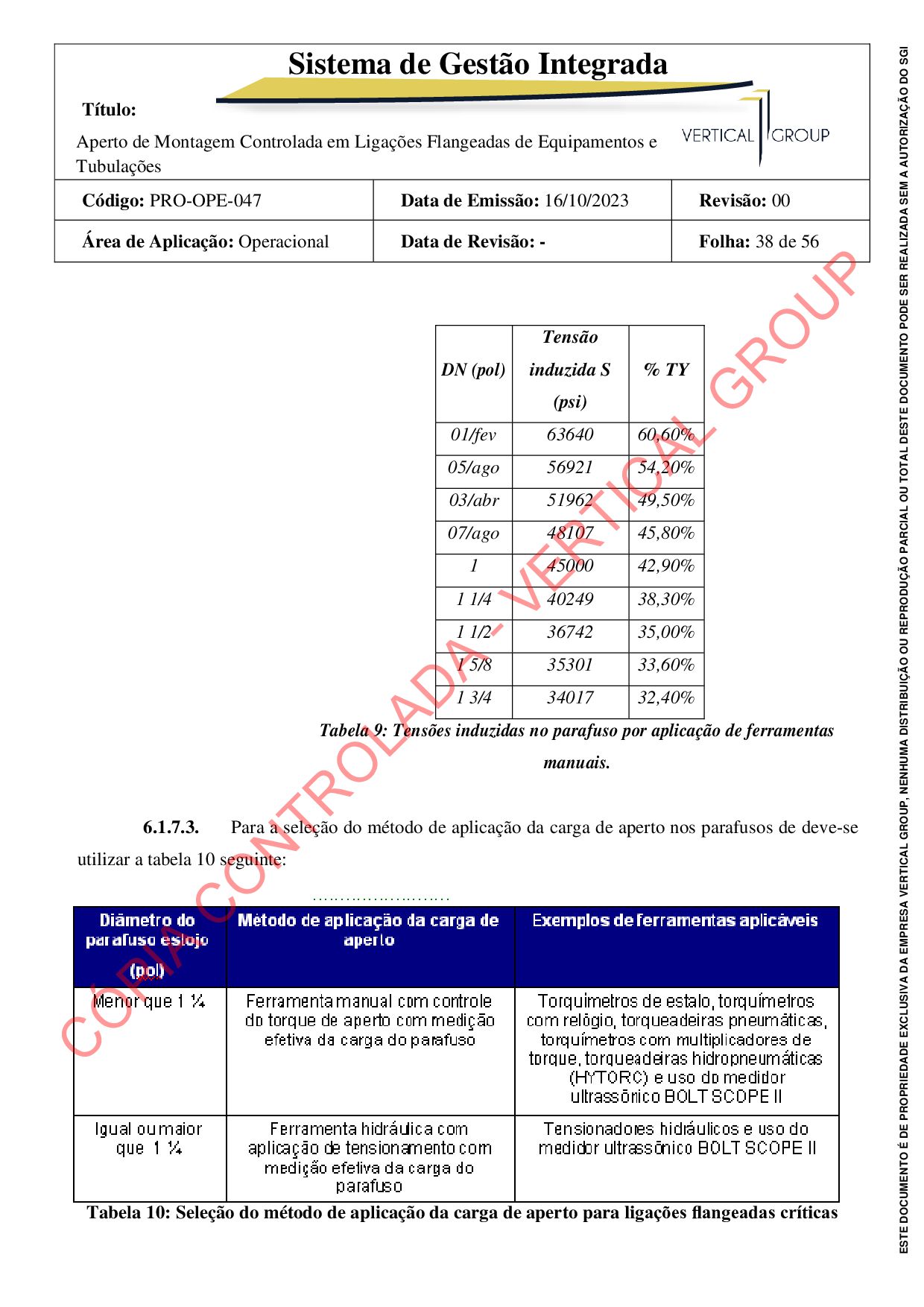{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
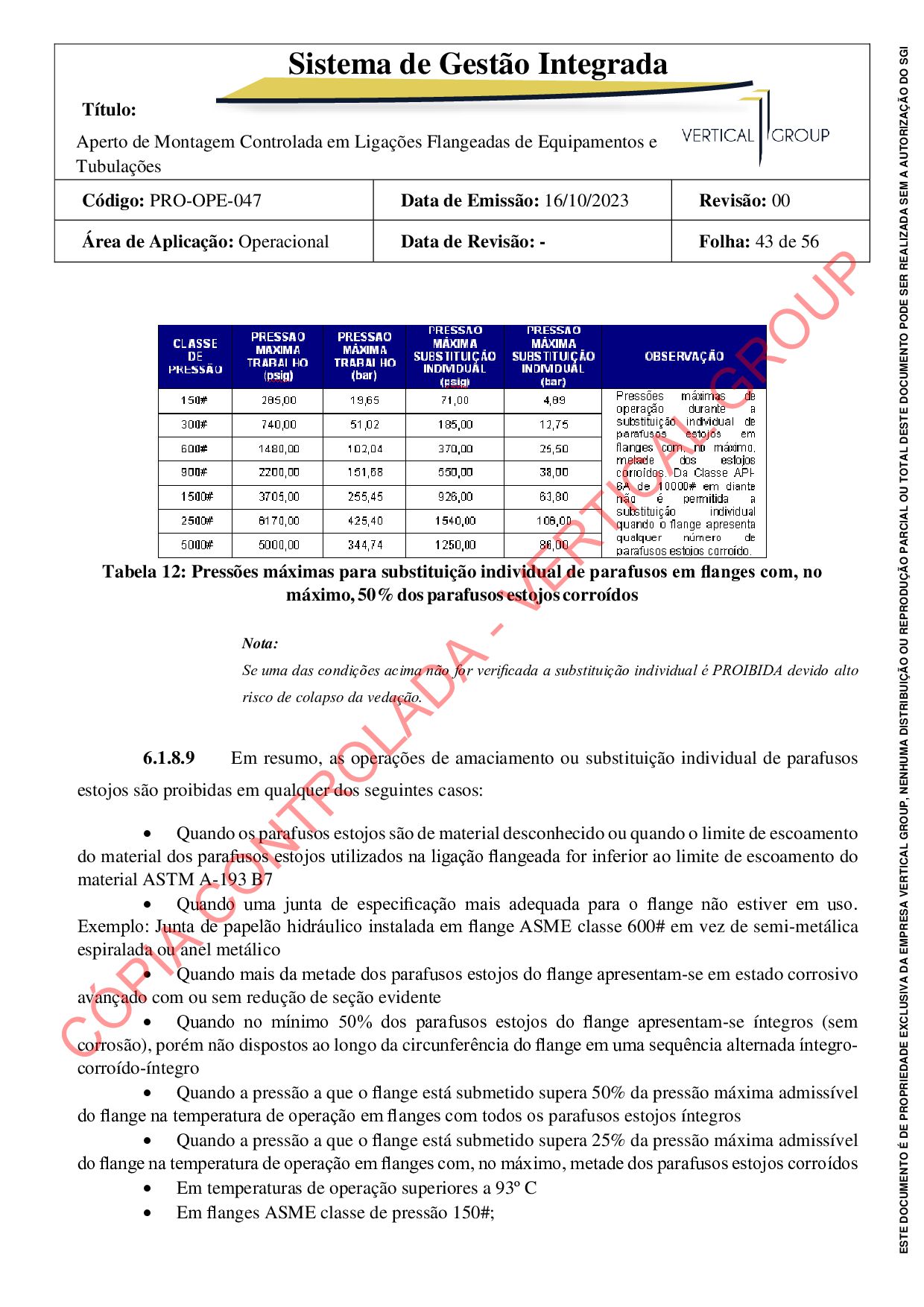{kind=link}
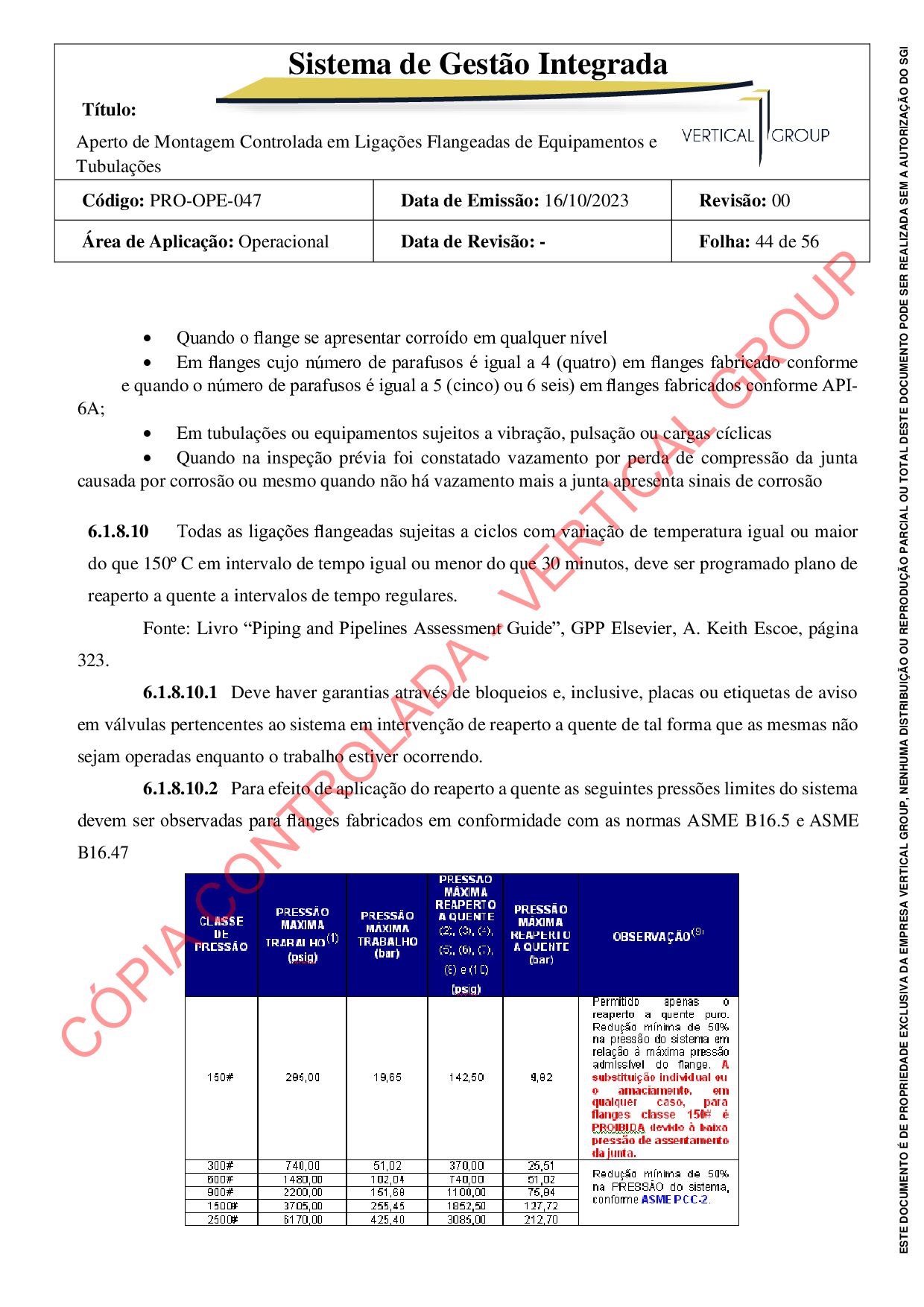{kind=link}
{kind=link}
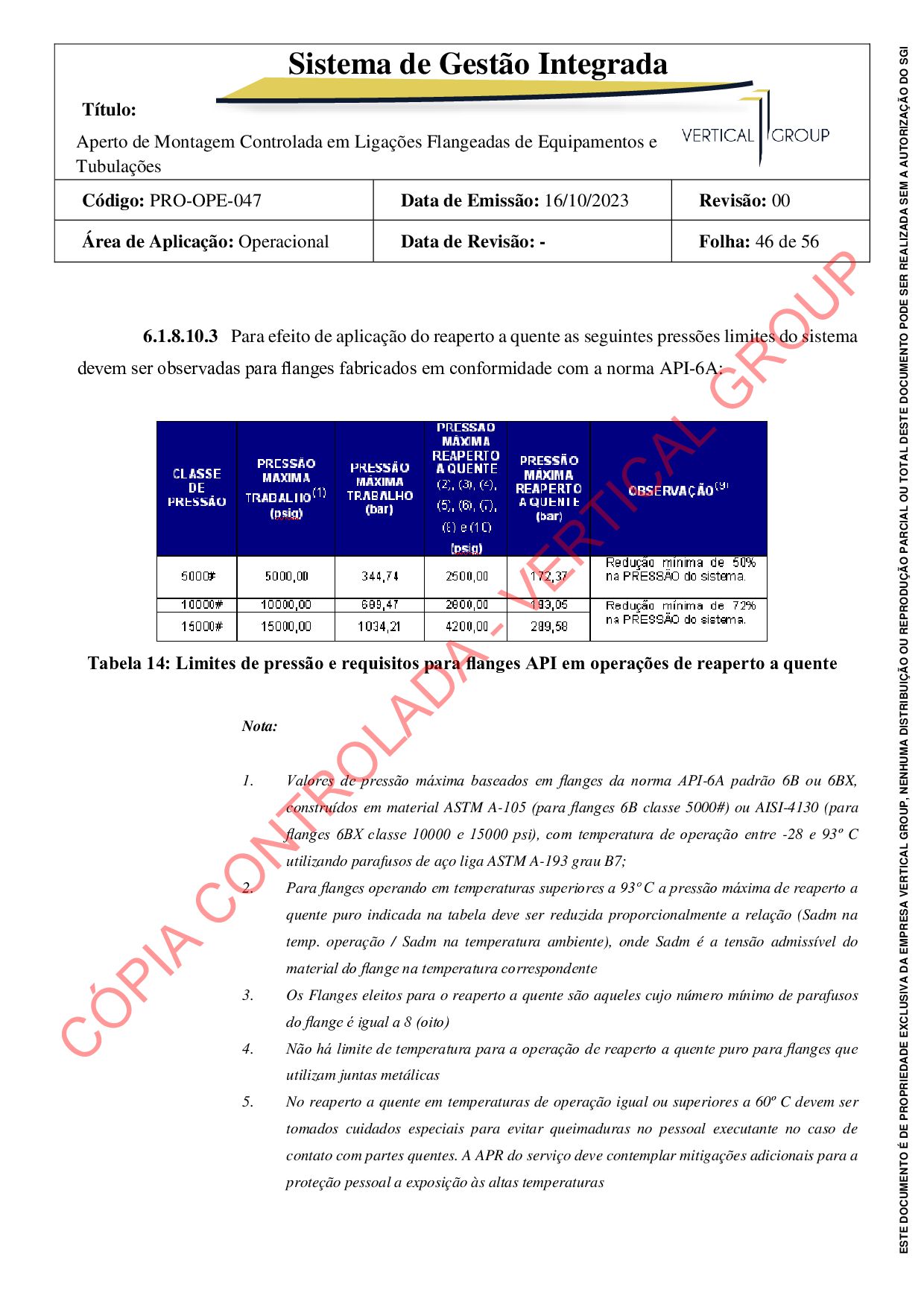{kind=link}
{kind=link}
{kind=link}
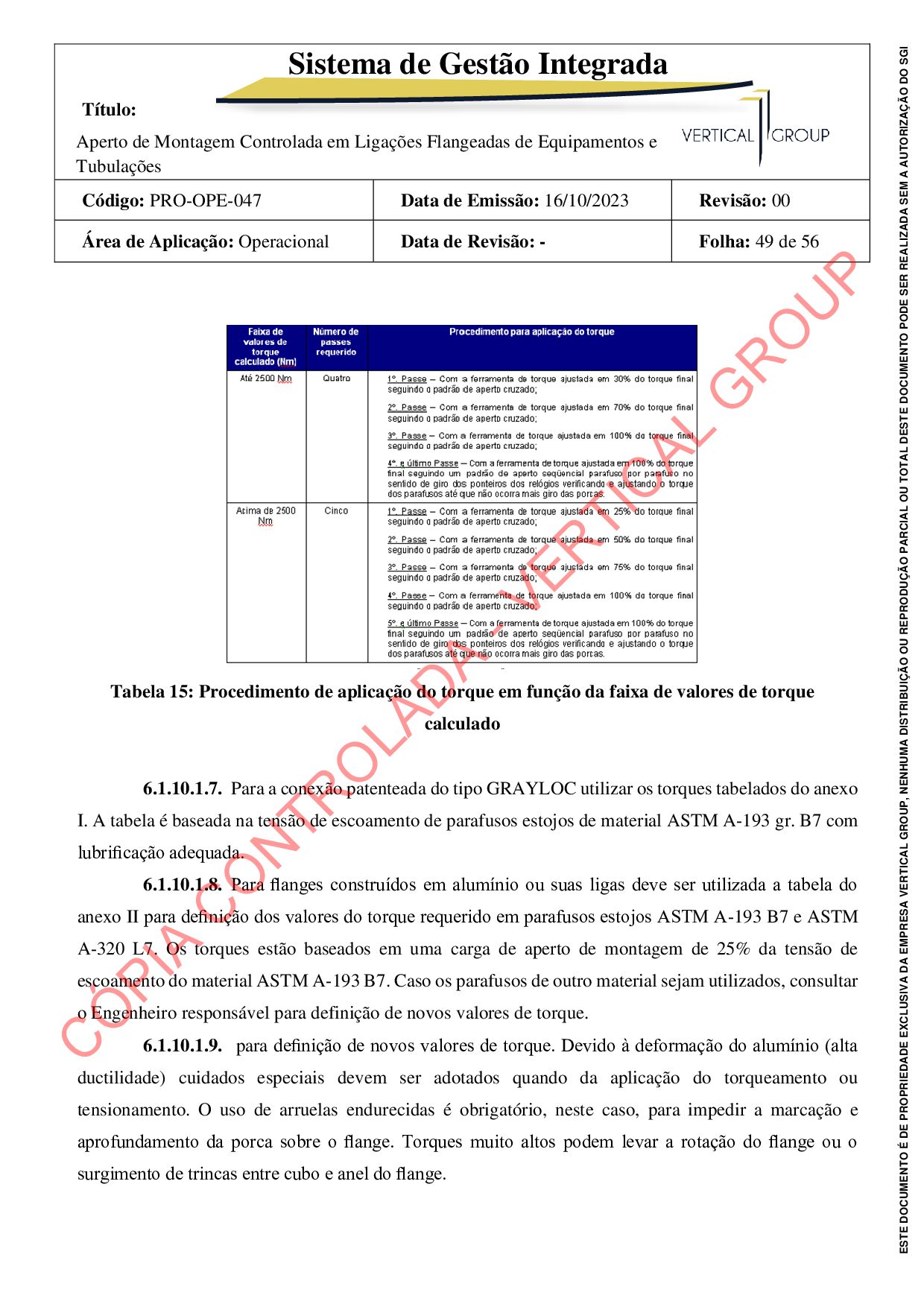{kind=link}
{kind=link}
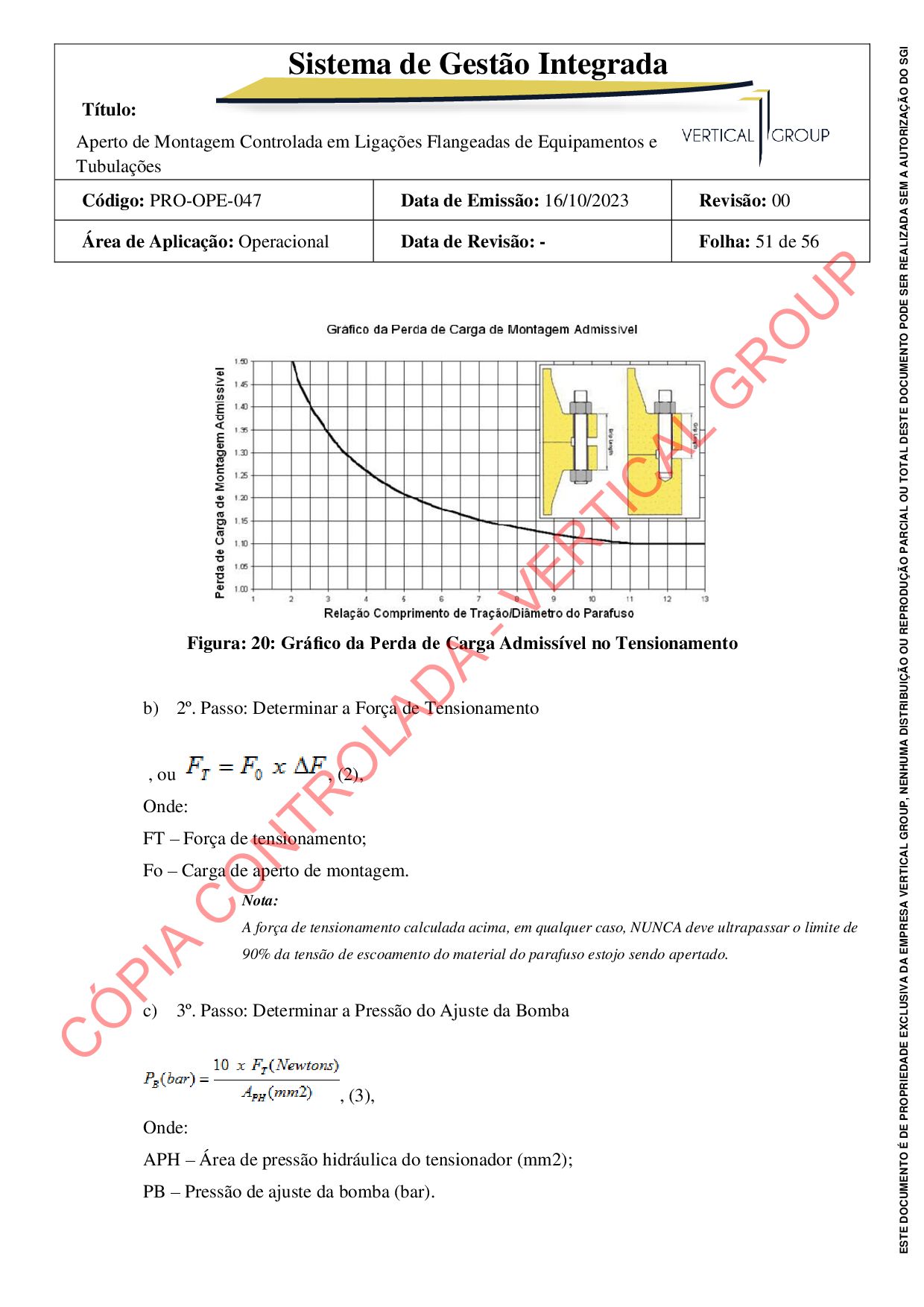{kind=link}
{kind=link}
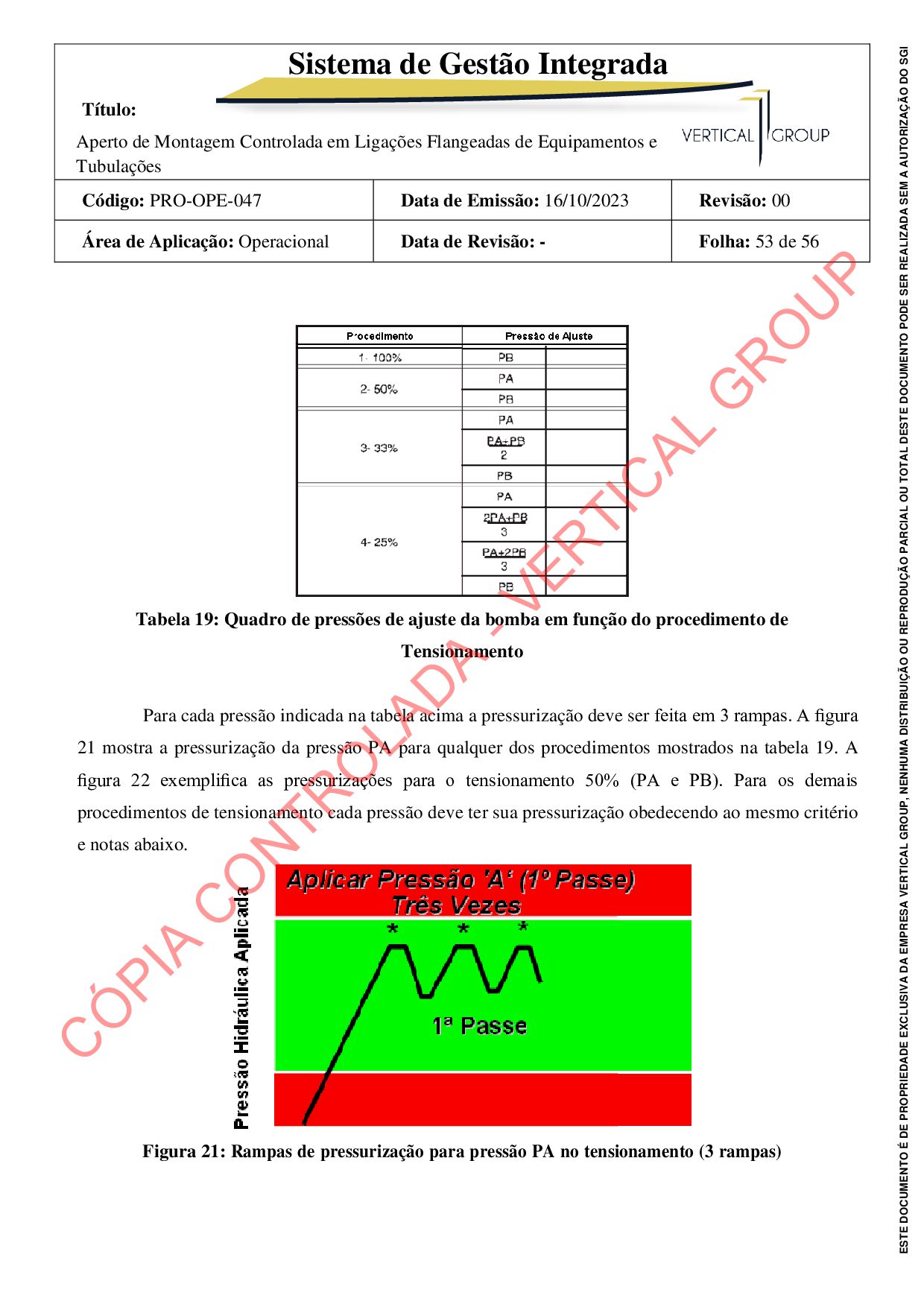{kind=link}
{kind=link}
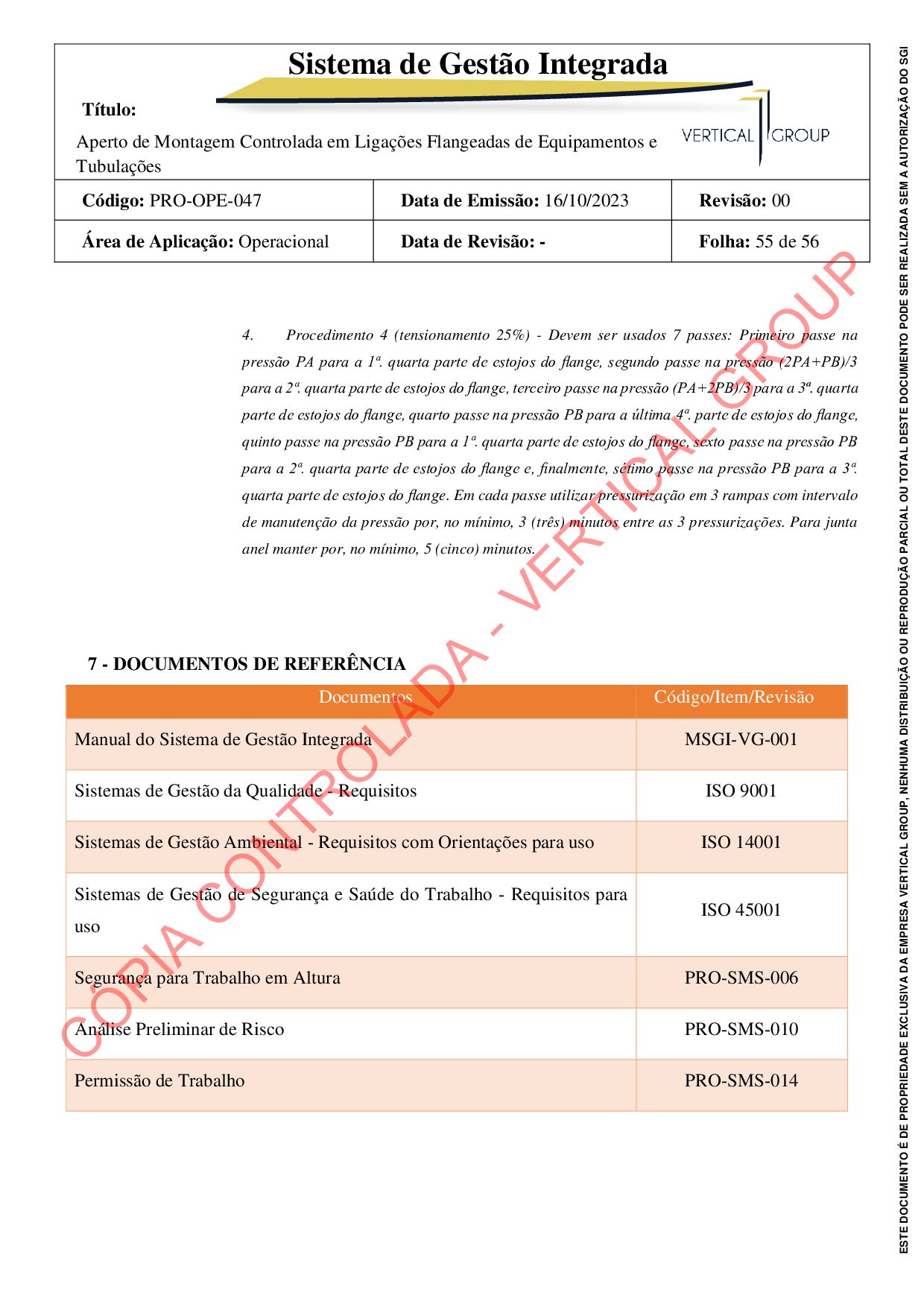{kind=link}
{kind=link}