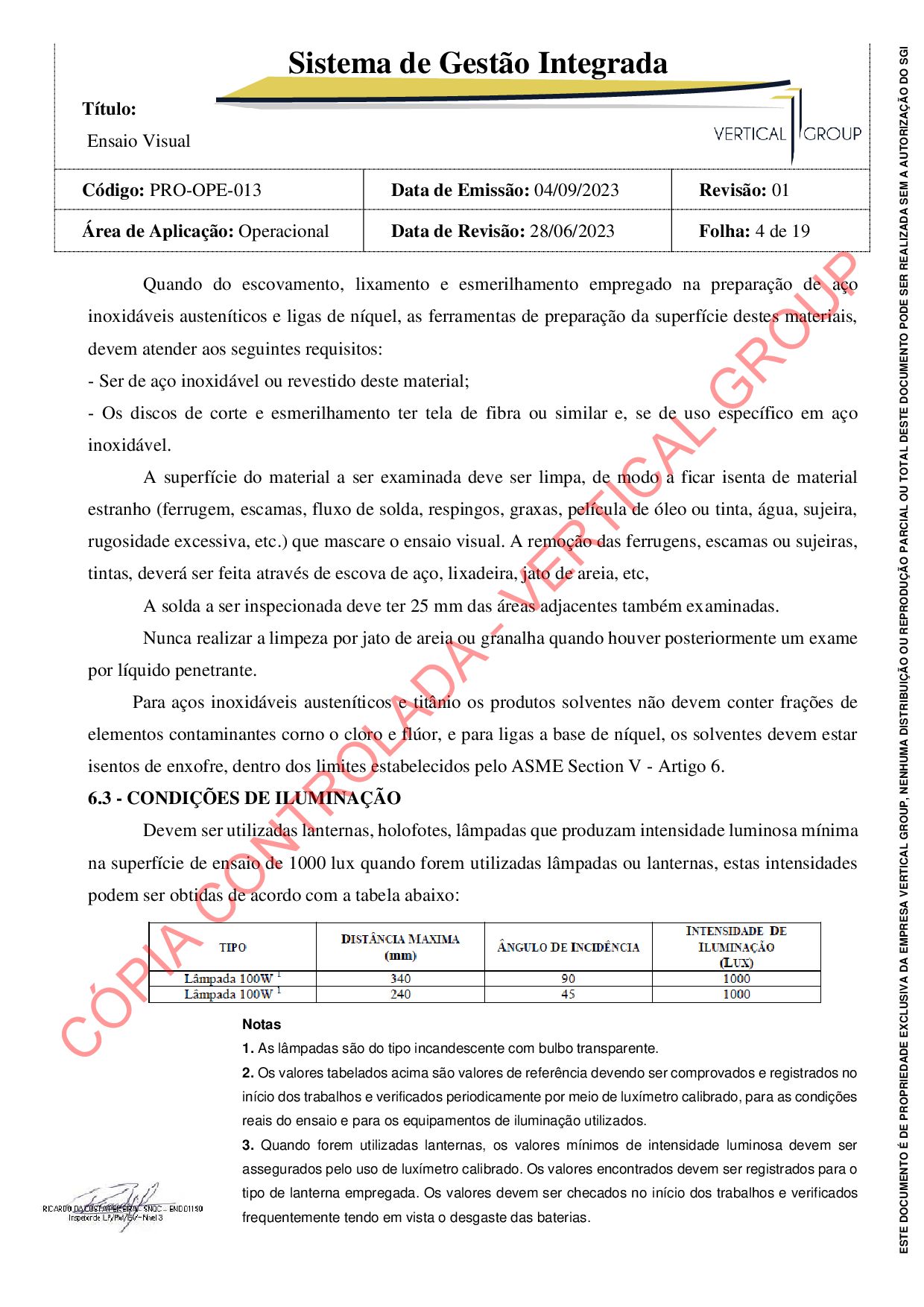
de Emissão: 04/09/2023 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 28/06/2023 Folha: 4 de 19 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Quando do escovamento, lixamento e esmerilhamento empregado na preparação de aço inoxidáveis austeníticos e ligas de níquel, as ferramentas de preparação da superfície destes materiais, devem atender aos seguintes requisitos: - Ser de aço inoxidável ou revestido deste material; - Os discos de corte e esmerilhamento ter tela de fibra ou similar e, se de uso específico em aço inoxidável. A superfície do material a ser examinada deve ser limpa, de modo a ficar isenta de material estranho (ferrugem, escamas, fluxo de solda, respingos, graxas, película de óleo ou tinta, água, sujeira, rugosidade excessiva, etc.) que mascare o ensaio visual. A remoção das ferrugens, escamas ou sujeiras, tintas, deverá ser feita através de escova de aço, lixadeira, jato de areia, etc, A solda a ser inspecionada deve ter 25 mm das áreas adjacentes também examinadas. Nunca realizar a limpeza por jato de areia ou granalha quando houver posteriormente um exame por líquido penetrante. Para aços inoxidáveis austeníticos e titânio os produtos solventes não devem conter frações de elementos contaminantes corno o cloro e flúor, e para ligas a base de níquel, os solventes devem estar isentos de enxofre, dentro dos limites estabelecidos pelo ASME Section V - Artigo 6. 6.3 - CONDIÇÕES DE ILUMINAÇÃO Devem ser utilizadas lanternas, holofotes, lâmpadas que produzam intensidade luminosa mínima na superfície de ensaio de 1000 lux quando forem utilizadas lâmpadas ou lanternas, estas intensidades podem ser obtidas de acordo com a tabela abaixo: Notas 1. As lâmpadas são do tipo incandescente com bulbo transparente. 2. Os valores tabelados acima são valores de referência devendo ser comprovados e registrados no início dos trabalhos e verificados periodicamente por meio de luxímetro calibrado, para as condições reais do ensaio e para os equipamentos de iluminação utilizados. 3. Quando forem utilizadas lanternas, os valores mínimos de intensidade luminosa devem ser assegurados pelo uso de luxímetro calibrado. Os valores encontrados devem ser registrados para o tipo de lanterna empregada. Os valores devem ser checados no início dos trabalhos e verificados frequentemente tendo em vista o desgaste das baterias. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}