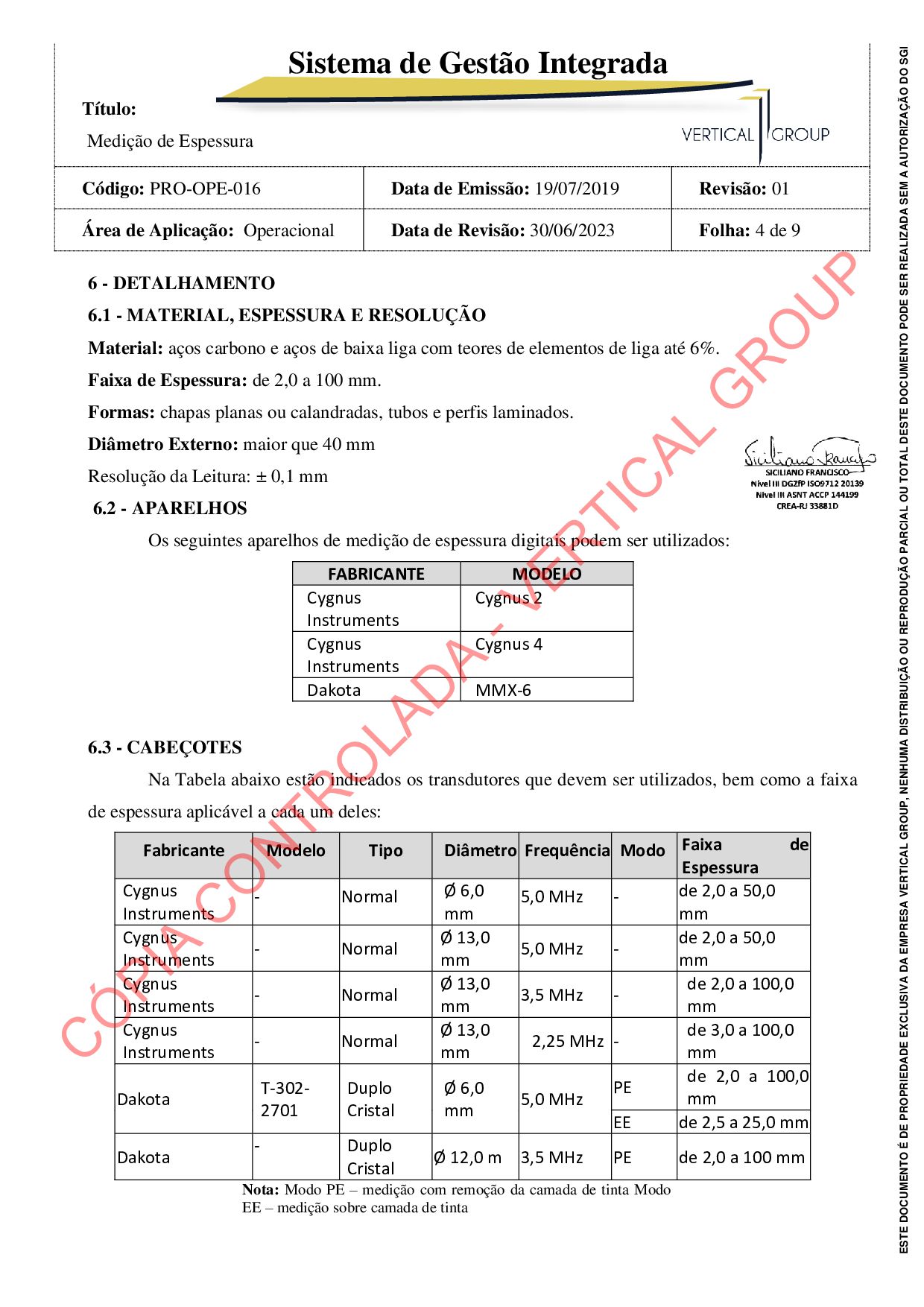
Data de Emissão: 19/07/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 4 de 9 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6 - DETALHAMENTO 6.1 - MATERIAL, ESPESSURA E RESOLUÇÃO Material: aços carbono e aços de baixa liga com teores de elementos de liga até 6%. Faixa de Espessura: de 2,0 a 100 mm. Formas: chapas planas ou calandradas, tubos e perfis laminados. Diâmetro Externo: maior que 40 mm Resolução da Leitura: ± 0,1 mm 6.2 - APARELHOS Os seguintes aparelhos de medição de espessura digitais podem ser utilizados: FABRICANTE MODELO Cygnus Instruments Cygnus 2 Cygnus Instruments Cygnus 4 Dakota MMX-6 6.3 - CABEÇOTES Na Tabela abaixo estão indicados os transdutores que devem ser utilizados, bem como a faixa de espessura aplicável a cada um deles: Fabricante Modelo Tipo Diâmetro Frequência Modo Faixa de Espessura Cygnus Instruments - Normal Ø 6,0 mm 5,0 MHz - de 2,0 a 50,0 mm Cygnus Instruments - Normal Ø 13,0 mm 5,0 MHz - de 2,0 a 50,0 mm Cygnus Instruments - Normal Ø 13,0 mm 3,5 MHz - de 2,0 a 100,0 mm Cygnus Instruments - Normal Ø 13,0 mm 2,25 MHz - de 3,0 a 100,0 mm Dakota T-302- 2701 Duplo Cristal Ø 6,0 mm 5,0 MHz PE de 2,0 a 100,0 mm EE de 2,5 a 25,0 mm Dakota - Duplo Cristal Ø 12,0 m 3,5 MHz PE de 2,0 a 100 mm Nota: Modo PE – medição com remoção da camada de tinta Modo EE – medição sobre camada de tinta C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}