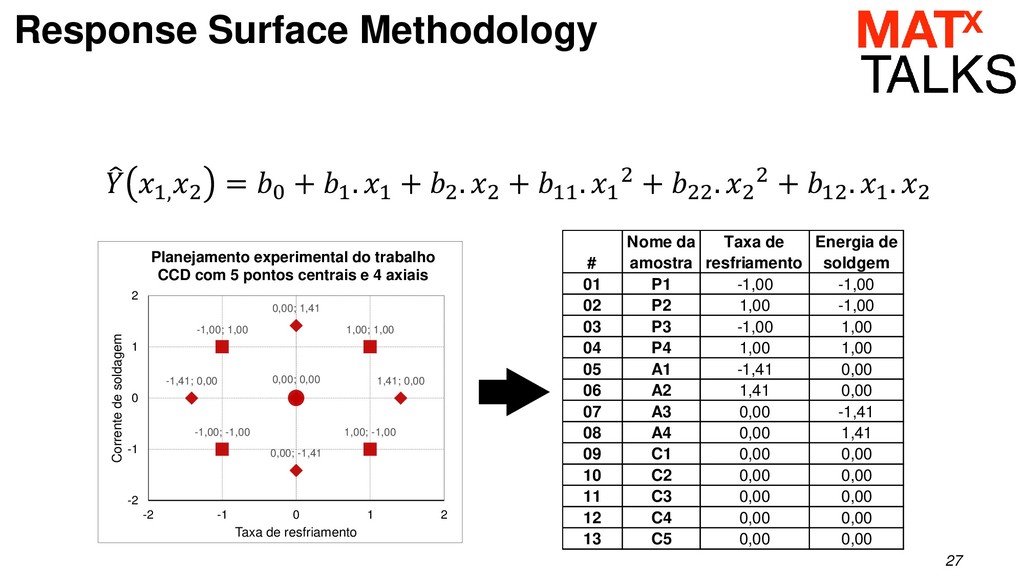
+ 2 . 2 + 11 . 1 2 + 22 . 2 2 + 12 . 1 . 2 -1,00; -1,00 -1,00; 1,00 1,00; -1,00 1,00; 1,00 0,00; -1,41 0,00; 1,41 -1,41; 0,00 1,41; 0,00 0,00; 0,00 -2 -1 0 1 2 -2 -1 0 1 2 Corrente de soldagem Taxa de resfriamento Planejamento experimental do trabalho CCD com 5 pontos centrais e 4 axiais # Nome da amostra Taxa de resfriamento Energia de soldgem 01 P1 -1,00 -1,00 02 P2 1,00 -1,00 03 P3 -1,00 1,00 04 P4 1,00 1,00 05 A1 -1,41 0,00 06 A2 1,41 0,00 07 A3 0,00 -1,41 08 A4 0,00 1,41 09 C1 0,00 0,00 10 C2 0,00 0,00 11 C3 0,00 0,00 12 C4 0,00 0,00 13 C5 0,00 0,00 Response Surface Methodology
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}