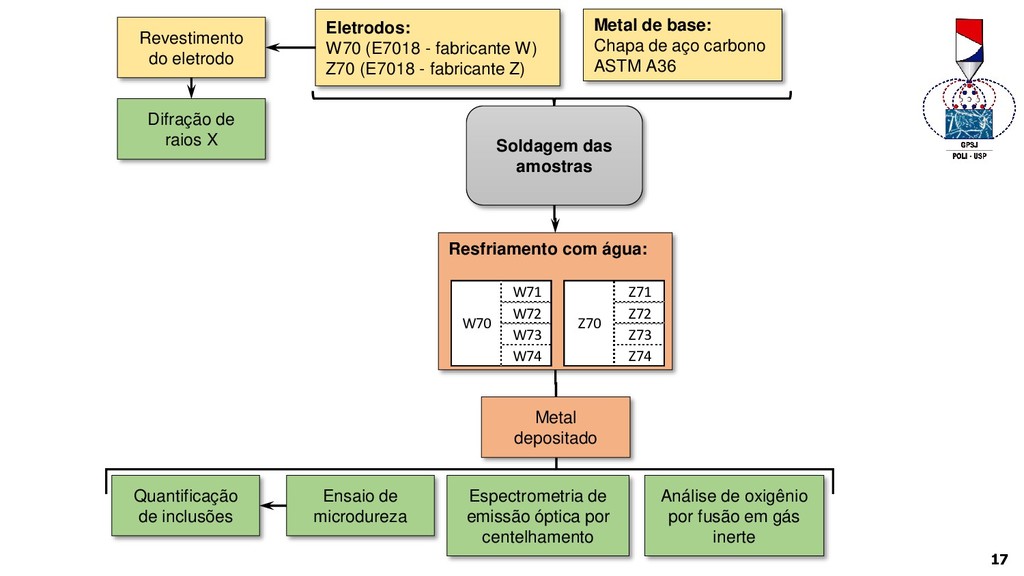
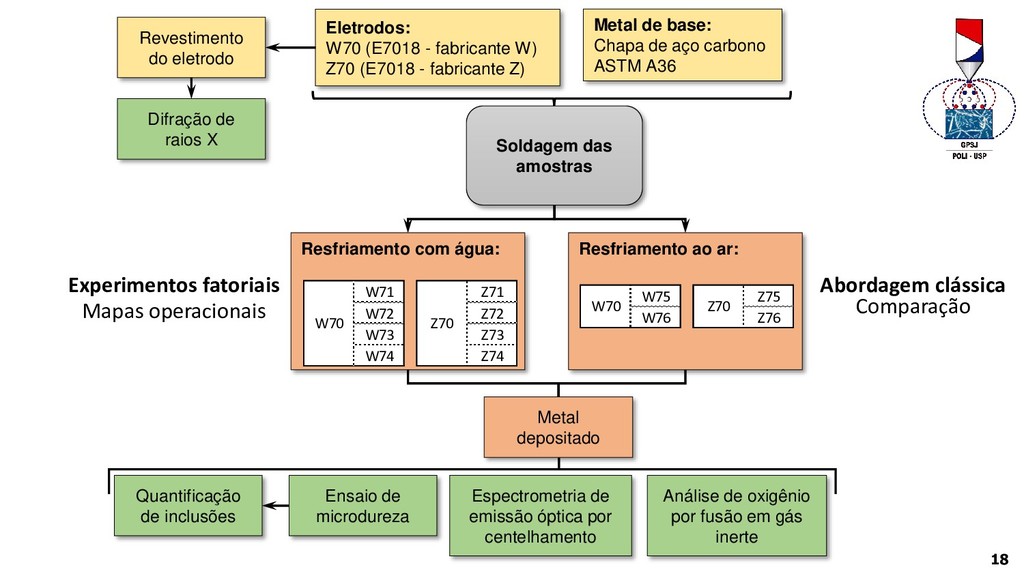
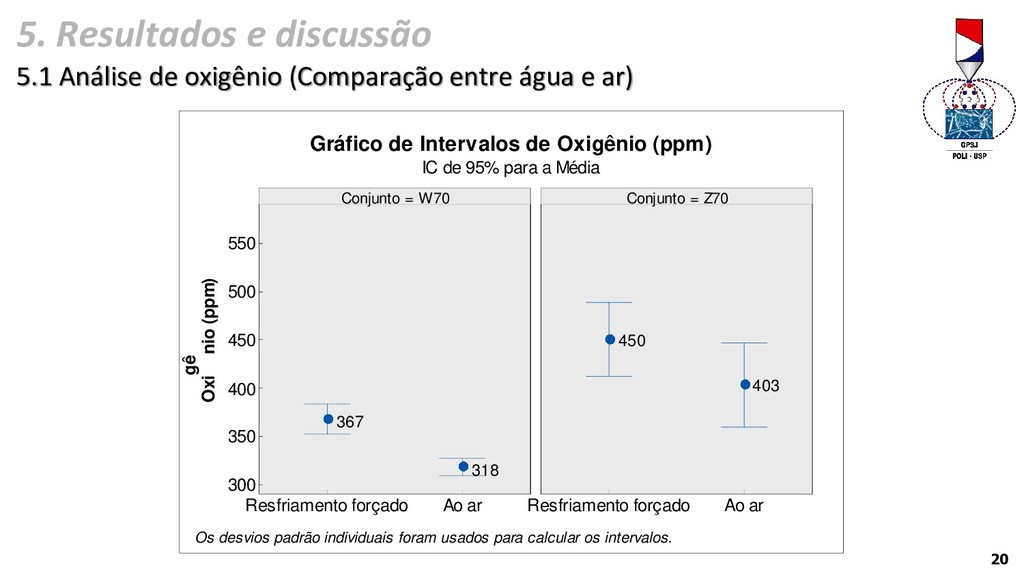
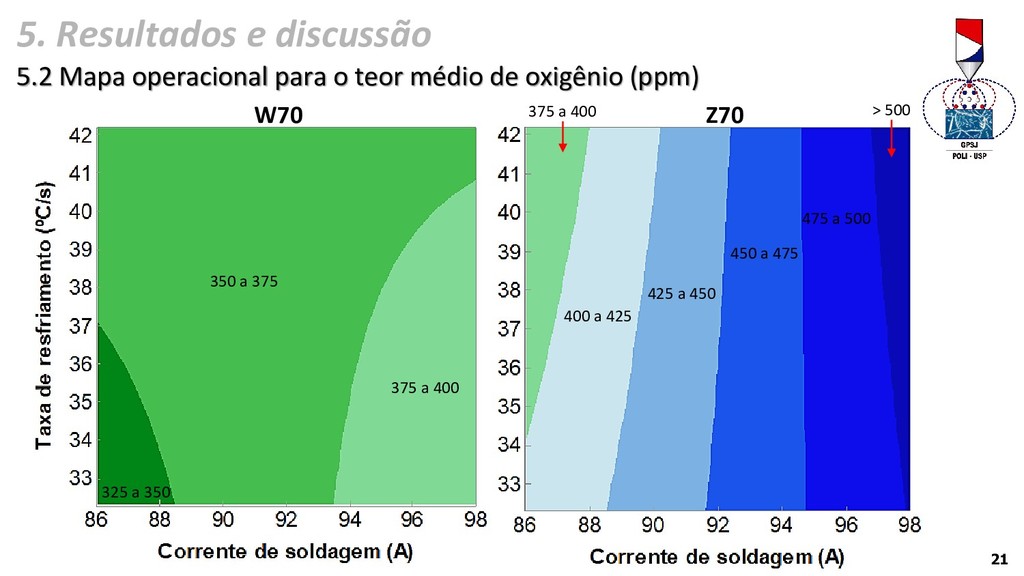
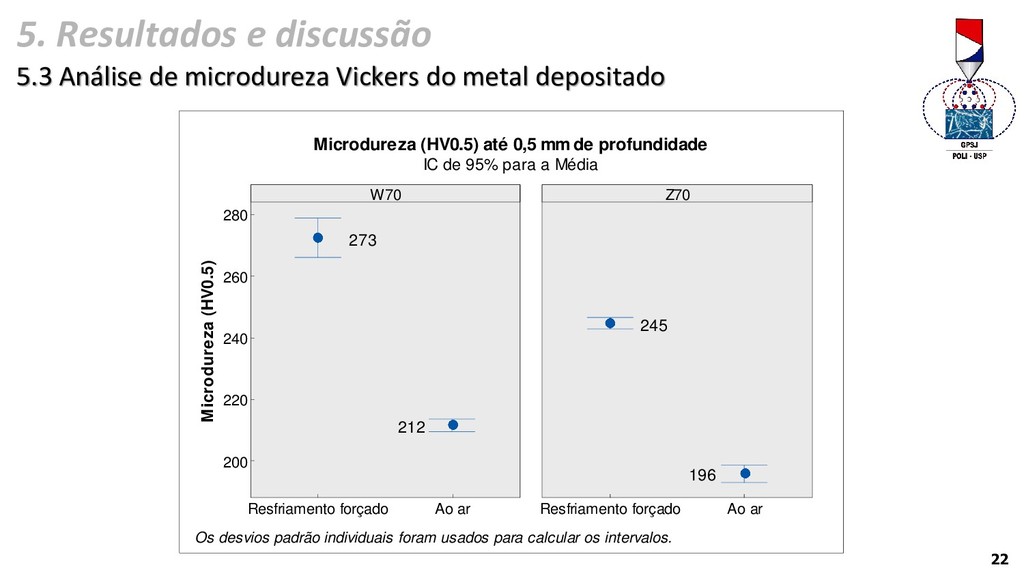
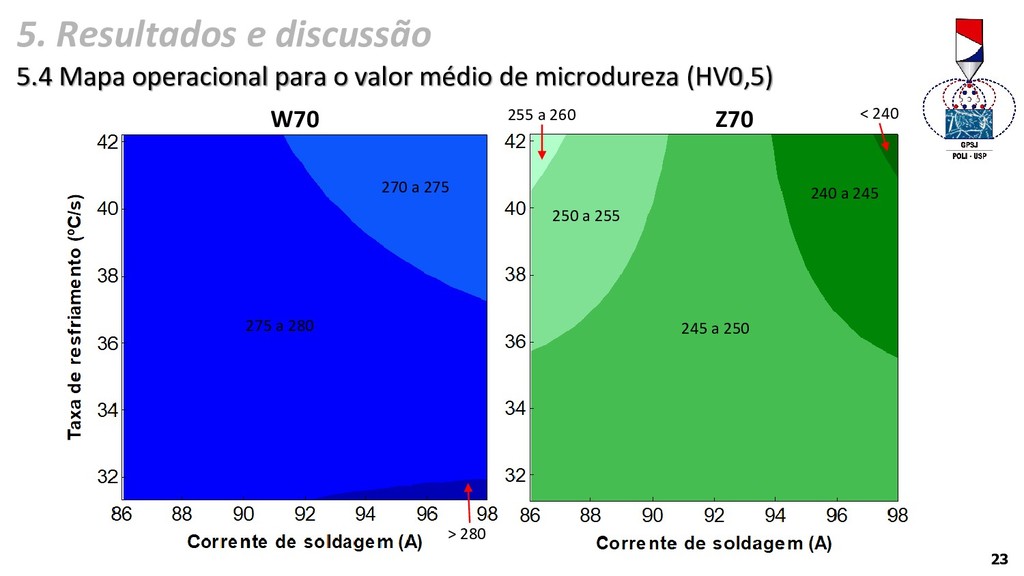
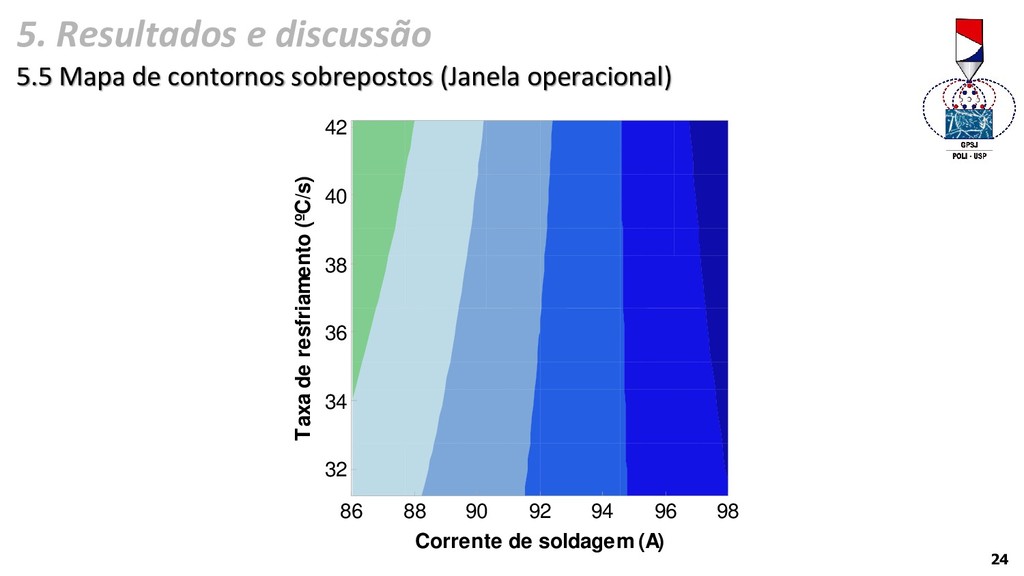
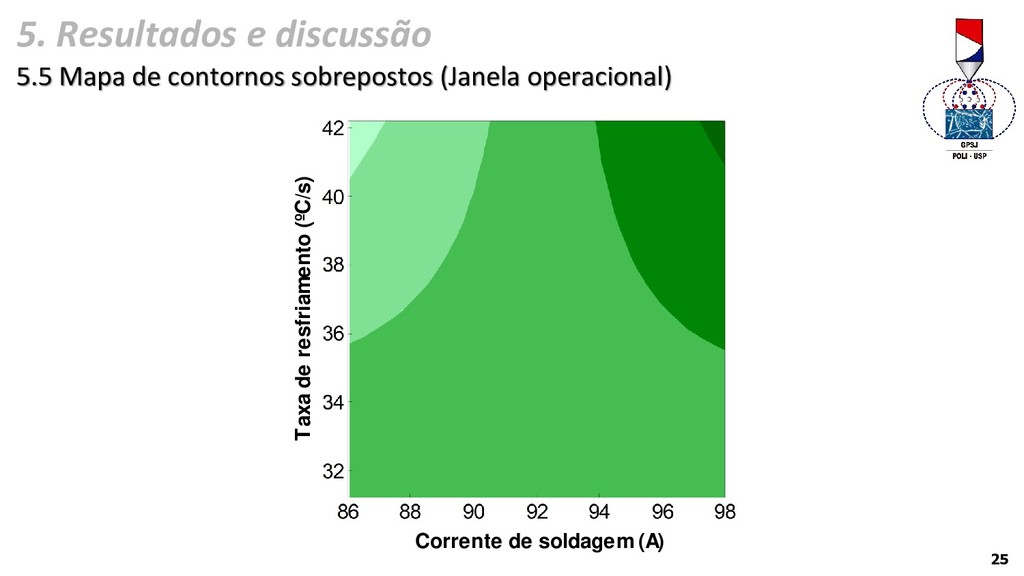
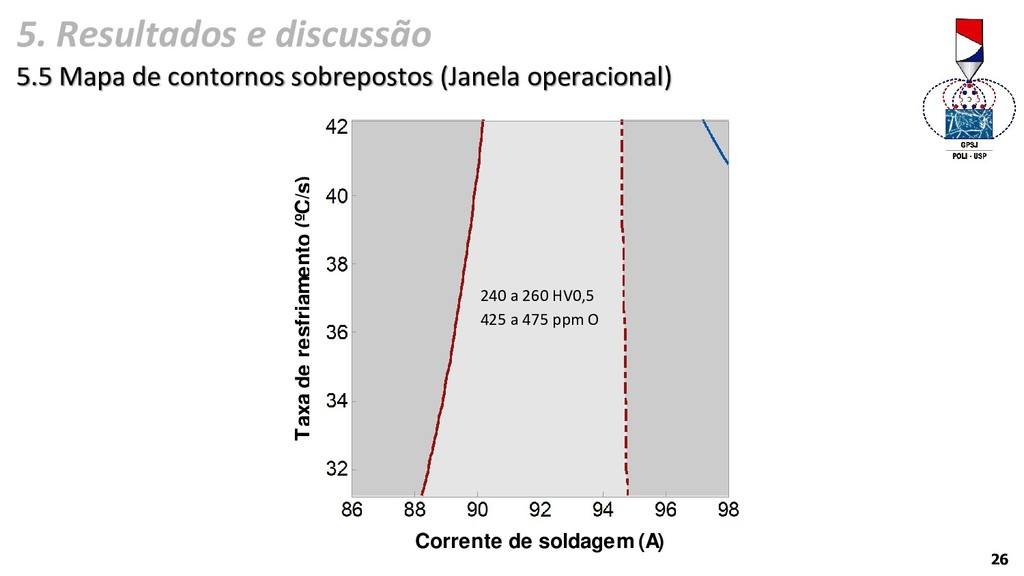
Na manutenção de tubulações e dutos de aços de alta resistência baixa liga (ARBL), os reparos são executados com eletrodo revestido e com o equipamento operação, com o intuito de reduzir custos com paradas. Nesta aplicação, os gradientes de temperatura são mais elevados quando comparados com soldagens realizadas ao ar, o que pode levar à redução das propriedades mecânicas nessas juntas soldadas e causar maiores impactos financeiros ou mesmo ambientais. No metal depositado resultante do eletrodo revestido AWS E7018-1, usualmente utilizado no reparo de dutos de aços ARBL, as propriedades mecânicas têm forte relação com a ferrita acicular, microestrutura que ocorre intergranularmente, nucleando preferencialmente em inclusões do metal depositado. O objetivo desse trabalho é analisar a influência de diferentes condições de soldagem e de resfriamento sobre o teor de oxigênio e sobre a microdureza do metal depositado resultante do uso de eletrodos revestidos AWS E7018-1, usando técnicas de planejamento experimental como as metodologias Taguchi e experimentos fatoriais. Usando o método Taguchi foi possível observar que os três fatores (fabricante do eletrodo, corrente de soldagem e condição de resfriamento) influenciam no teor de oxigênio e que o fornecedor do eletrodo é o fator com maior efeito sobre a resposta, seguido pela corrente de soldagem. Com relação à etapa de experimentos fatoriais mapas operacionais para o teor de oxigênio e microdureza dos cordões de solda foram construídos. Foi possível observar que a corrente de soldagem tem efeito mais impactante que a taxa de resfriamento sobre o teor de oxigênio e a microdureza.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}