- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 1 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Inspeção Por Ultrassom em Parafusos - Phased Array CONTROLE DE APROVAÇÃO ELABORAÇÃO ANÁLISE CRÍTICA / APROVAÇÃO CLIENTE | FISCALIZAÇÃO Matheus Ribeiro (Gerente Operacional) Bruno Andrade (Diretor Operacional) N/A (--------------) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 2 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ESTRUTURA 1. Escopo; 2. Objetivo; 3. Aplicação; 4. Responsabilidade; 5. Termos e definições; 6. Detalhamento; 7. Documentos de Referência; 8. Formulários; 9. Controle de Alterações. 1 - ESCOPO Esse procedimento define a metodologia ser utilizada na inspeção por ultrassom pela técnica phased. 2 - OBJETIVO Este procedimento determina as condições de inspeção por ultrassom pela técnica phased array em parafusos, para detecção de trincas transversais ao seu eixo, com profundidades radiais superiores a 2,5 mm e registro setorial estático. 3 - APLICAÇÃO Este procedimento se aplica aos colaboradores envolvidos na atividade de inspeção por ultrassom pela técnica phased. 4 - RESPONSABILIDADE 4.1 - SETOR DE SISTEMA DE GESTÃO INTEGRADA (SGI) O setor de SGI é responsável por: • Divulgar este procedimento a todos da Vertical Group; • Cumprir e fazer cumprir as ações estabelecidas para Controle da Informação Documentada; • Avaliar se as informações documentadas das tarefas desenvolvidas, estão de acordo; • Dar suporte ao gestor responsável para revisar este procedimento sempre que necessário. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 3 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.2 - COLABORADORES OFFSHORE Os colaboradores offshore ligados a atividade são responsáveis por: • Os profissionais diretamente ligados à preparação da superfície para o teste devem utilizar os equipamentos de segurança adequados tal como luva, avental de couro, protetores faciais e óculos; • Para os profissionais ligados a execução do ensaiar os mesmos devem portar os EPI'S determinados para cada área específica • Os resíduos dos ensaios, se existirem, devem ser acondicionados em local para descarte conforme norma de controle gerenciada pelo SMS da empresa onde se realiza a atividade. Esta análise deve considerar os aspectos e impactos ambientais, riscos e perigos causados por esta atividade de inspeção. • A liberação do serviço deve ser condicionada a verificação de ventilação adequada além dos requisitos de segurança industrial para esta atividade, sendo a responsabilidade desta liberação do Serviço de Segurança, Meio Ambiente e Saúde (SMS) da empresa onde se realiza a atividade; 5 - TERMOS E DEFINIÇÕES N/A 6 - DETALHAMENTO Material e dimensão • Material: Aço carbono e aço baixa liga, o Comprimento: 50 mm a 600 mm; Vertical Group PROCEDIMENTO PARA INSPEÇÃO POR ULTRASSOM PHASED ARRAY EM PARAFUSOS CÓDIGO: PRO-OPE-22 FOLHA: 3/18 • Forma de construção: Forjados e laminados redondos • Tipos de aplicação: Plataforma de petróleo • Diâmetro: 19 mm até 100 mm; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
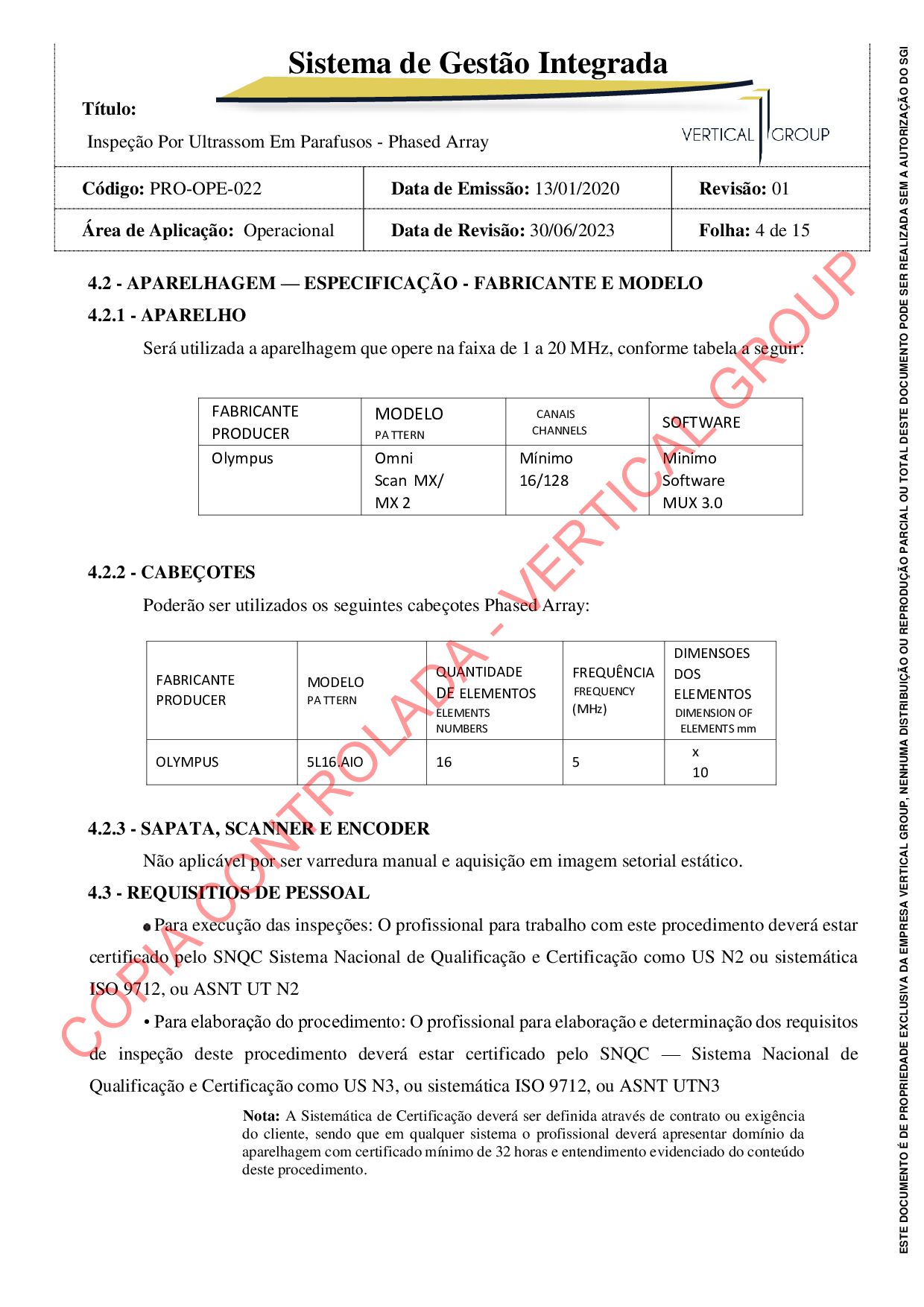
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 4 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.2 - APARELHAGEM — ESPECIFICAÇÃO - FABRICANTE E MODELO 4.2.1 - APARELHO Será utilizada a aparelhagem que opere na faixa de 1 a 20 MHz, conforme tabela a seguir: FABRICANTE PRODUCER MODELO PA TTERN CANAIS CHANNELS SOFTWARE Olympus Omni Scan MX/ MX 2 Mínimo 16/128 Minimo Software MUX 3.0 4.2.2 - CABEÇOTES Poderão ser utilizados os seguintes cabeçotes Phased Array: FABRICANTE PRODUCER MODELO PA TTERN QUANTIDADE DE ELEMENTOS ELEMENTS NUMBERS FREQUÊNCIA FREQUENCY (MHz) DIMENSOES DOS ELEMENTOS DIMENSION OF ELEMENTS mm OLYMPUS 5L16.AIO 16 5 x 10 4.2.3 - SAPATA, SCANNER E ENCODER Não aplicável por ser varredura manual e aquisição em imagem setorial estático. 4.3 - REQUISITIOS DE PESSOAL Para execução das inspeções: O profissional para trabalho com este procedimento deverá estar certificado pelo SNQC Sistema Nacional de Qualificação e Certificação como US N2 ou sistemática ISO 9712, ou ASNT UT N2 • Para elaboração do procedimento: O profissional para elaboração e determinação dos requisitos de inspeção deste procedimento deverá estar certificado pelo SNQC — Sistema Nacional de Qualificação e Certificação como US N3, ou sistemática ISO 9712, ou ASNT UTN3 Nota: A Sistemática de Certificação deverá ser definida através de contrato ou exigência do cliente, sendo que em qualquer sistema o profissional deverá apresentar domínio da aparelhagem com certificado mínimo de 32 horas e entendimento evidenciado do conteúdo deste procedimento. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 5 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.4 - TÉCNICA UTILIZADA Serão utilizadas a técnica de phased array em onda longitudinal, com abertura setorial entre -15 e + 150, com acoplamento na extremidade do parafuso (cabeça). 4.5 - AFERIÇÃO DA APARELHAGEM-MÉTODO E PERIODICIDADE A aferição de Aparelhagem deverá ocorrer conforme Instrução de Trabalho previsto no item 7. Um certificado de calibração anual deverá ser apresentado com validade não superior a 12 meses. 4.6 - AJUSTE DO SETUP E LEIS FOCAIS Ajustar o aparelho de modo a ser configurado com as informações a seguir: 4.6.1. Configuração do Cabeçote 16AIOe lúA1 Configuratton O Open Qsave Transducer Part Ntrnber Frequency Total Elements Element Pitch Element Width PassiveWldth Start Channet MHz C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 6 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Antes do acoplamento, o cabeçote deverá ser revestido com uma película de fita isolante de modo a preservar a integridade do cristal. Esta fita deverá ser substituída sempre que houver rompimento por desgaste. 4.6.2. CONFIGURAÇÃO DAS LEIS FOCAIS Ajustar o setup do aparelho para a configuração de lei focal determinada a seguir: C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
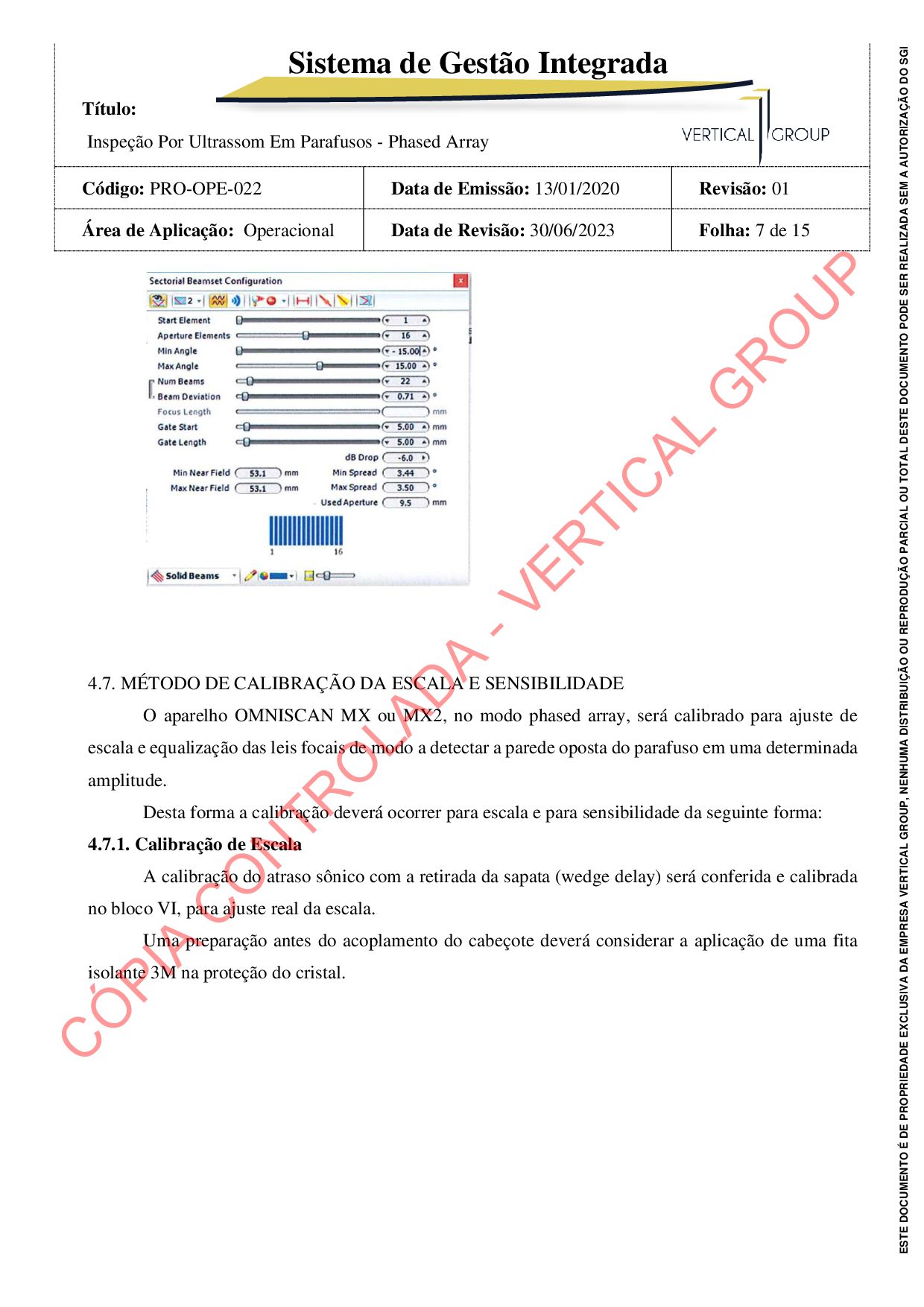
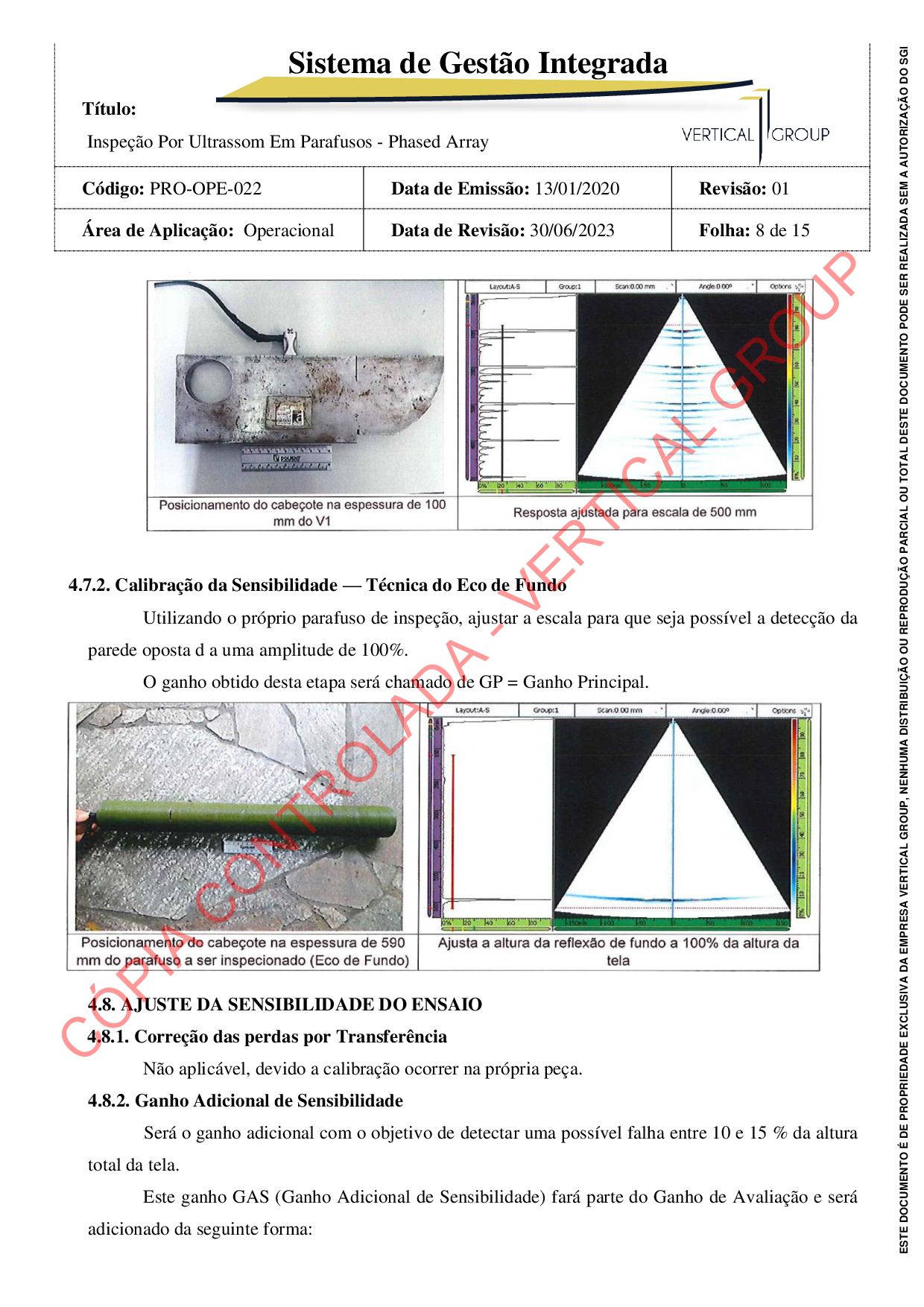
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 7 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.7. MÉTODO DE CALIBRAÇÃO DA ESCALA E SENSIBILIDADE O aparelho OMNISCAN MX ou MX2, no modo phased array, será calibrado para ajuste de escala e equalização das leis focais de modo a detectar a parede oposta do parafuso em uma determinada amplitude. Desta forma a calibração deverá ocorrer para escala e para sensibilidade da seguinte forma: 4.7.1. Calibração de Escala A calibração do atraso sônico com a retirada da sapata (wedge delay) será conferida e calibrada no bloco VI, para ajuste real da escala. Uma preparação antes do acoplamento do cabeçote deverá considerar a aplicação de uma fita isolante 3M na proteção do cristal. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
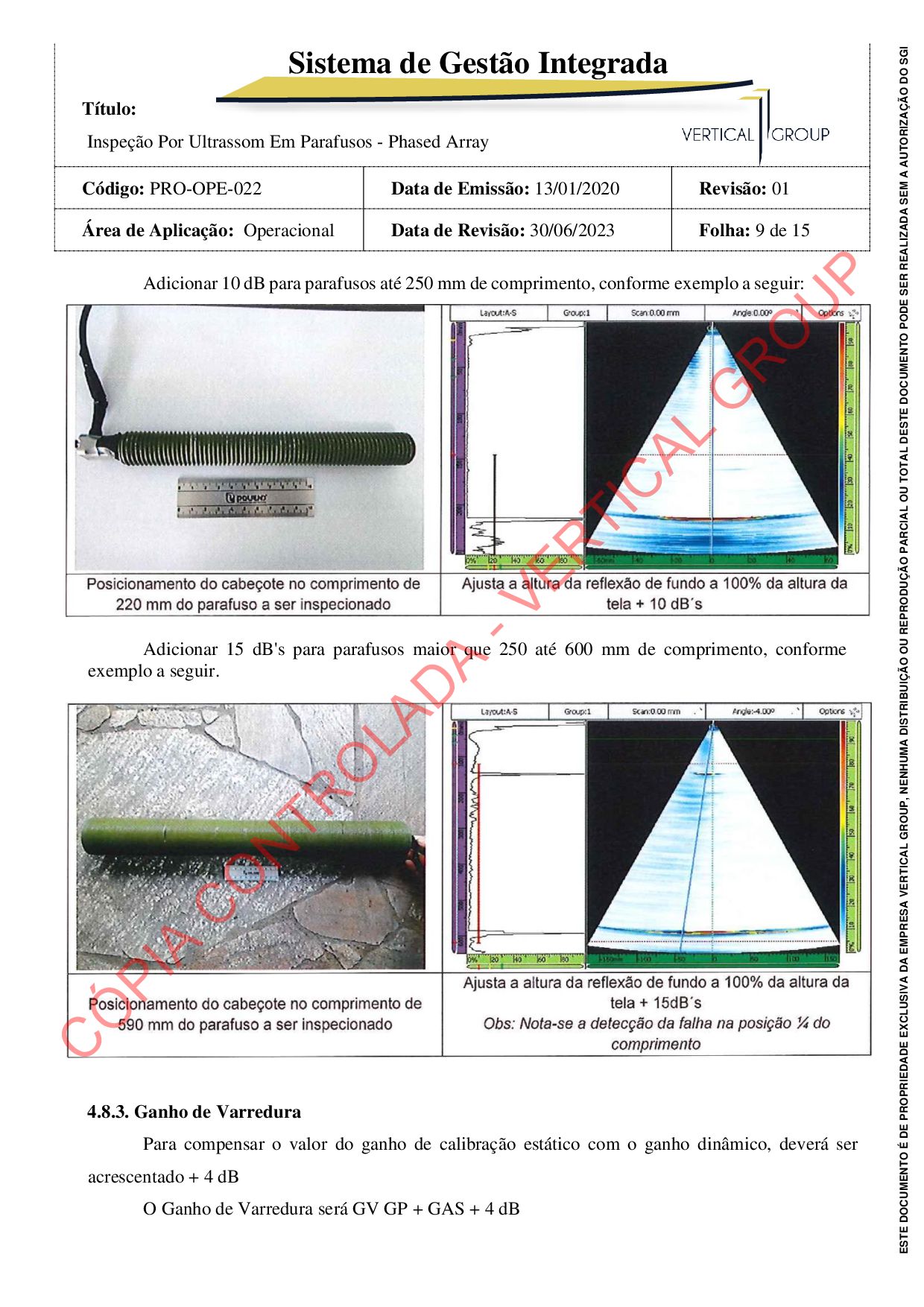
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 8 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.7.2. Calibração da Sensibilidade — Técnica do Eco de Fundo Utilizando o próprio parafuso de inspeção, ajustar a escala para que seja possível a detecção da parede oposta d a uma amplitude de 100%. O ganho obtido desta etapa será chamado de GP = Ganho Principal. 4.8. AJUSTE DA SENSIBILIDADE DO ENSAIO 4.8.1. Correção das perdas por Transferência Não aplicável, devido a calibração ocorrer na própria peça. 4.8.2. Ganho Adicional de Sensibilidade Será o ganho adicional com o objetivo de detectar uma possível falha entre 10 e 15 % da altura total da tela. Este ganho GAS (Ganho Adicional de Sensibilidade) fará parte do Ganho de Avaliação e será adicionado da seguinte forma: C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
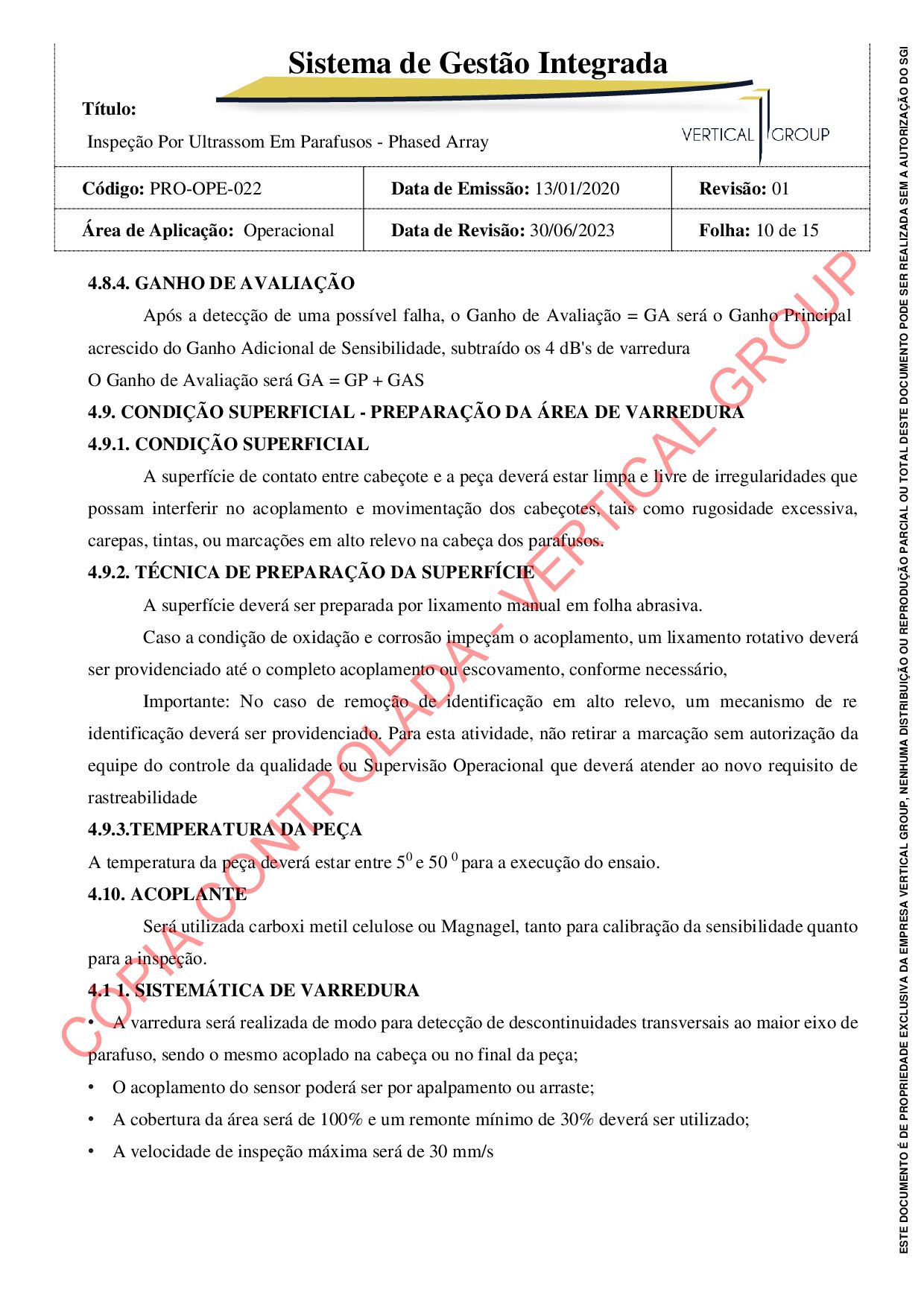
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 9 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Adicionar 10 dB para parafusos até 250 mm de comprimento, conforme exemplo a seguir: Adicionar 15 dB's para parafusos maior que 250 até 600 mm de comprimento, conforme exemplo a seguir. 4.8.3. Ganho de Varredura Para compensar o valor do ganho de calibração estático com o ganho dinâmico, deverá ser acrescentado + 4 dB O Ganho de Varredura será GV GP + GAS + 4 dB C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 10 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.8.4. GANHO DE AVALIAÇÃO Após a detecção de uma possível falha, o Ganho de Avaliação = GA será o Ganho Principal acrescido do Ganho Adicional de Sensibilidade, subtraído os 4 dB's de varredura O Ganho de Avaliação será GA = GP + GAS 4.9. CONDIÇÃO SUPERFICIAL - PREPARAÇÃO DA ÁREA DE VARREDURA 4.9.1. CONDIÇÃO SUPERFICIAL A superfície de contato entre cabeçote e a peça deverá estar limpa e livre de irregularidades que possam interferir no acoplamento e movimentação dos cabeçotes, tais como rugosidade excessiva, carepas, tintas, ou marcações em alto relevo na cabeça dos parafusos. 4.9.2. TÉCNICA DE PREPARAÇÃO DA SUPERFÍCIE A superfície deverá ser preparada por lixamento manual em folha abrasiva. Caso a condição de oxidação e corrosão impeçam o acoplamento, um lixamento rotativo deverá ser providenciado até o completo acoplamento ou escovamento, conforme necessário, Importante: No caso de remoção de identificação em alto relevo, um mecanismo de re identificação deverá ser providenciado. Para esta atividade, não retirar a marcação sem autorização da equipe do controle da qualidade ou Supervisão Operacional que deverá atender ao novo requisito de rastreabilidade 4.9.3.TEMPERATURA DA PEÇA A temperatura da peça deverá estar entre 50 e 50 0 para a execução do ensaio. 4.10. ACOPLANTE Será utilizada carboxi metil celulose ou Magnagel, tanto para calibração da sensibilidade quanto para a inspeção. 4.1 1. SISTEMÁTICA DE VARREDURA • A varredura será realizada de modo para detecção de descontinuidades transversais ao maior eixo de parafuso, sendo o mesmo acoplado na cabeça ou no final da peça; • O acoplamento do sensor poderá ser por apalpamento ou arraste; • A cobertura da área será de 100% e um remonte mínimo de 30% deverá ser utilizado; • A velocidade de inspeção máxima será de 30 mm/s C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
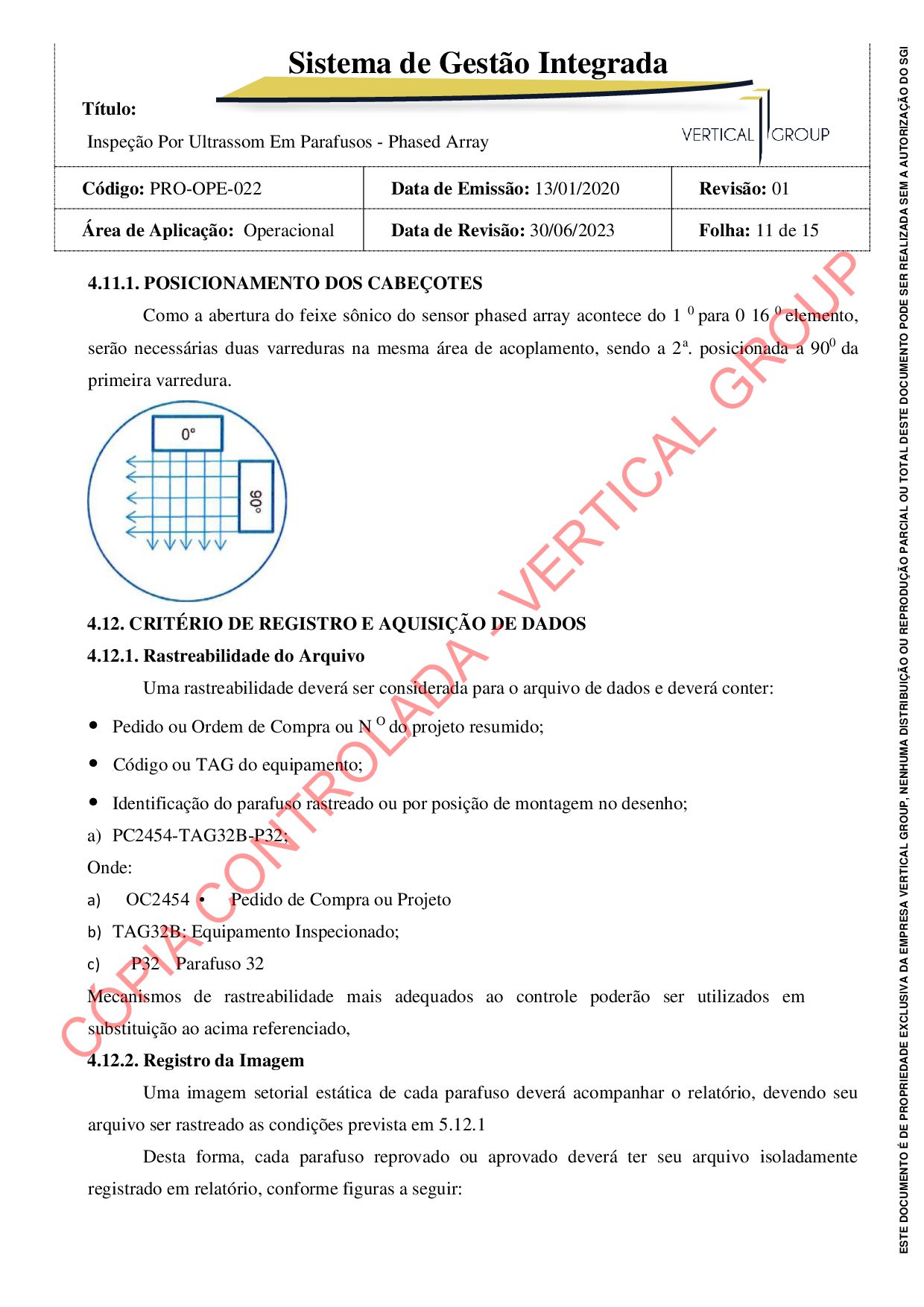
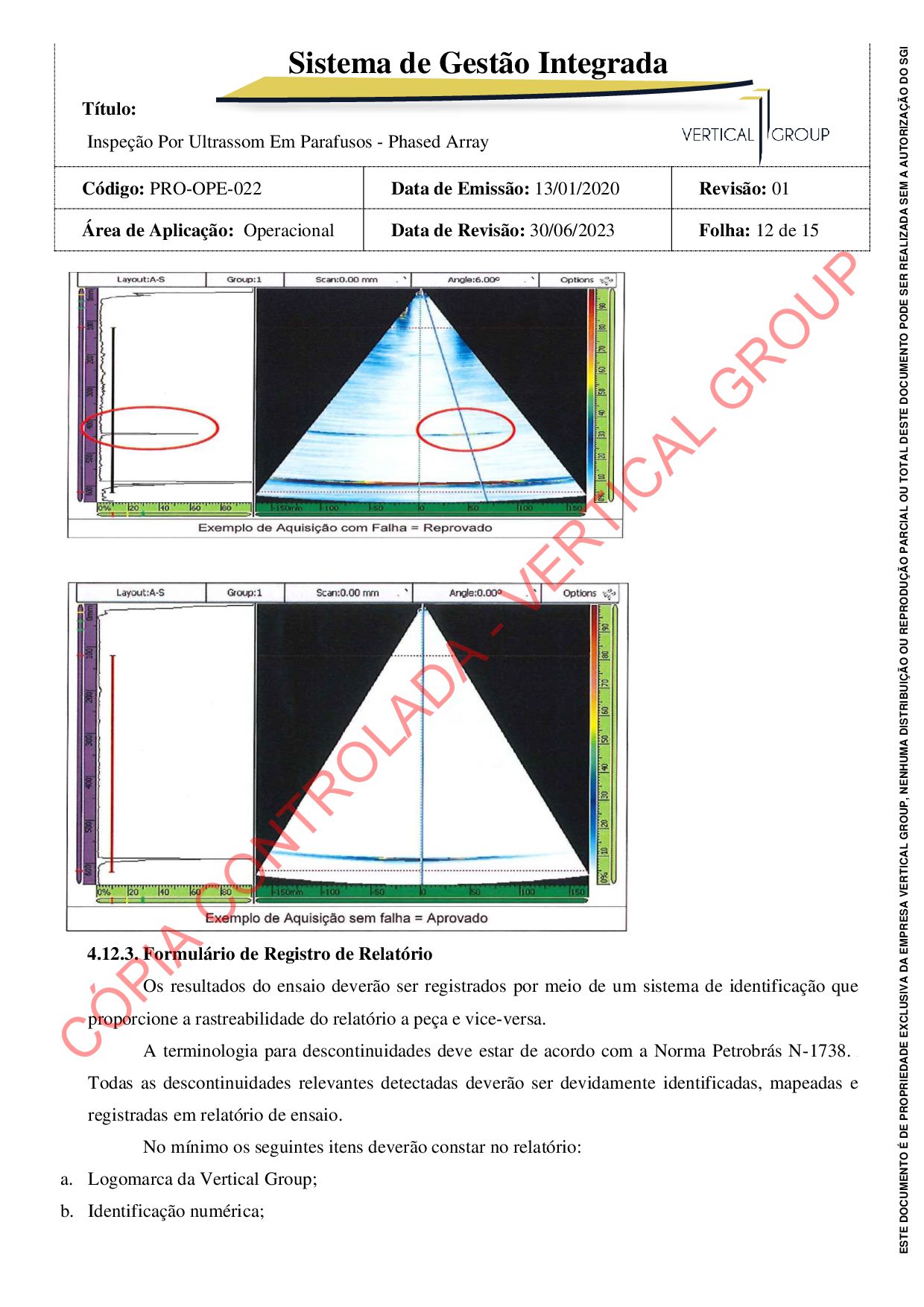
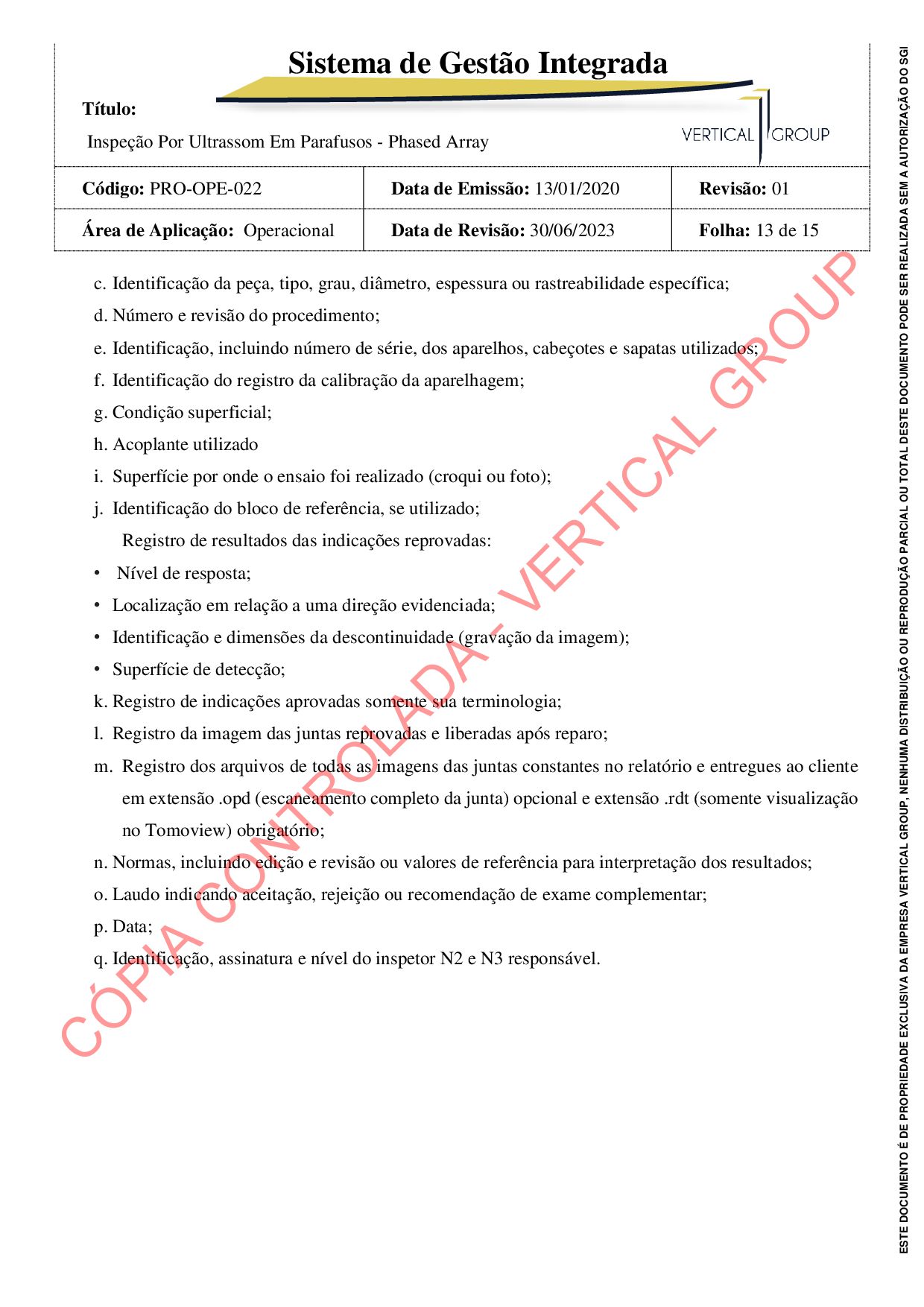
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 11 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.11.1. POSICIONAMENTO DOS CABEÇOTES Como a abertura do feixe sônico do sensor phased array acontece do 1 0 para 0 16 0 elemento, serão necessárias duas varreduras na mesma área de acoplamento, sendo a 2a. posicionada a 900 da primeira varredura. 4.12. CRITÉRIO DE REGISTRO E AQUISIÇÃO DE DADOS 4.12.1. Rastreabilidade do Arquivo Uma rastreabilidade deverá ser considerada para o arquivo de dados e deverá conter: • Pedido ou Ordem de Compra ou N O do projeto resumido; • Código ou TAG do equipamento; • Identificação do parafuso rastreado ou por posição de montagem no desenho; a) PC2454-TAG32B-P32; Onde: a) OC2454 • Pedido de Compra ou Projeto b) TAG32B: Equipamento Inspecionado; c) P32 Parafuso 32 Mecanismos de rastreabilidade mais adequados ao controle poderão ser utilizados em substituição ao acima referenciado, 4.12.2. Registro da Imagem Uma imagem setorial estática de cada parafuso deverá acompanhar o relatório, devendo seu arquivo ser rastreado as condições prevista em 5.12.1 Desta forma, cada parafuso reprovado ou aprovado deverá ter seu arquivo isoladamente registrado em relatório, conforme figuras a seguir: C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 12 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.12.3. Formulário de Registro de Relatório Os resultados do ensaio deverão ser registrados por meio de um sistema de identificação que proporcione a rastreabilidade do relatório a peça e vice-versa. A terminologia para descontinuidades deve estar de acordo com a Norma Petrobrás N-1738. Todas as descontinuidades relevantes detectadas deverão ser devidamente identificadas, mapeadas e registradas em relatório de ensaio. No mínimo os seguintes itens deverão constar no relatório: a. Logomarca da Vertical Group; b. Identificação numérica; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 13 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI c. Identificação da peça, tipo, grau, diâmetro, espessura ou rastreabilidade específica; d. Número e revisão do procedimento; e. Identificação, incluindo número de série, dos aparelhos, cabeçotes e sapatas utilizados; f. Identificação do registro da calibração da aparelhagem; g. Condição superficial; h. Acoplante utilizado i. Superfície por onde o ensaio foi realizado (croqui ou foto); j. Identificação do bloco de referência, se utilizado; Registro de resultados das indicações reprovadas: • Nível de resposta; • Localização em relação a uma direção evidenciada; • Identificação e dimensões da descontinuidade (gravação da imagem); • Superfície de detecção; k. Registro de indicações aprovadas somente sua terminologia; l. Registro da imagem das juntas reprovadas e liberadas após reparo; m. Registro dos arquivos de todas as imagens das juntas constantes no relatório e entregues ao cliente em extensão .opd (escaneamento completo da junta) opcional e extensão .rdt (somente visualização no Tomoview) obrigatório; n. Normas, incluindo edição e revisão ou valores de referência para interpretação dos resultados; o. Laudo indicando aceitação, rejeição ou recomendação de exame complementar; p. Data; q. Identificação, assinatura e nível do inspetor N2 e N3 responsável. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 14 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.13 - CRITÉRIO DE ACEITAÇÃO Qualquer indicação de falha que apresente amplitude superior a 15% da altura total da tela, estando o ganho ajustado no GA (Ganho de Avaliação) deverá ser reprovado. 4.14 - VERIFICAÇÃO DA EFICIÊNCIA DE INSPEÇÃO A demonstração da eficiência de inspeção foi realizada nas dependências da POLIEND em Piracicaba-SP em 06/03/2017, estando todos as evidências registradas no relatório N O 1754 EV108.001/17-113. Cópia original deste documento está em poder da Vertical Group e registro digital mantido pelo N3. 7 - DOCUMENTOS DE REFERÊNCIA Documentos Código/Item/Revisão Manual do Sistema de Gestão Integrada MSGI-VG-001 Sistemas de Gestão da Qualidade - Requisitos ISO 9001 Sistemas de Gestão Ambiental - Requisitos com Orientações para uso ISO 14001 Sistemas de Gestão de Segurança e Saúde do Trabalho - Requisitos para uso ISO 45001 Qualificação e Certificação de Pessoal em END ABENDI NA 001 Rev. 20 Ensaios não destrutivos — Qualificação e Certificação de Pessoal em END ABNT NBR NM ISO 9712:2014 ASME Boiler and Pressure Vessei Code ASME seção V, Ed. 2015 Standard Practice for Evaluating Performance Characteristics of Ultrasonic Pulse- Echo Examination Instruments and Systems without the use of electronic Measurement Instruments ASTM E 317 — Standard Practice for Ultrasonic Examination of Steel Forgings ASTM A388/16 Petrobrás Execução de Ensaio Não Destrutivo — Ultrassom em Forjado N-2315 E Descontinuidades em juntas soldadas, fundidos, forjados e laminados N-1738 C Permissão para Trabalho N-2162 - Petrobrás C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
- Phased Array Código: PRO-OPE-022 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 15 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 8 - FORMULÁRIOS Identificação Armazenamento Proteção Recuperação Retenção Disposição Local Forma N/A N/A N/A N/A N/A N/A N/A 9 - CONTROLE DE ALTERAÇÕES Revisão Data da última revisão Descrição da Revisão Data da última análise crítica Responsável pela aprovação 00 13/01/2020 Emissão Inicial NA Matheus Ribeiro 01 30/06/2023 Revisão do Layout NA Matheus Ribeiro C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}