& economic operation • The need to consider the biology of anaerobic digestion (AD) – the digester is a ‘living entity’ • diverse populations of bacteria & methanogenic archaea • hydrolysis, acidification, acetic acid formation & methanogenesis occur concurrently – good nutrition is key FM BioEnergy specialise in nutrition to optimise plant performance, improve substrate utilisation and maximise financial returns
– spoilage or DM losses before feeding mean reduced potential • lower gas yield and income • For high dry matter forage crops losses can be considerable – untreated losses can average 15%! – loss of 45 tonnes DM for every 1,000 tonnes ensiled • costing ~ £3.75/tonne* * maize silage at £450/ac and 18t/ac
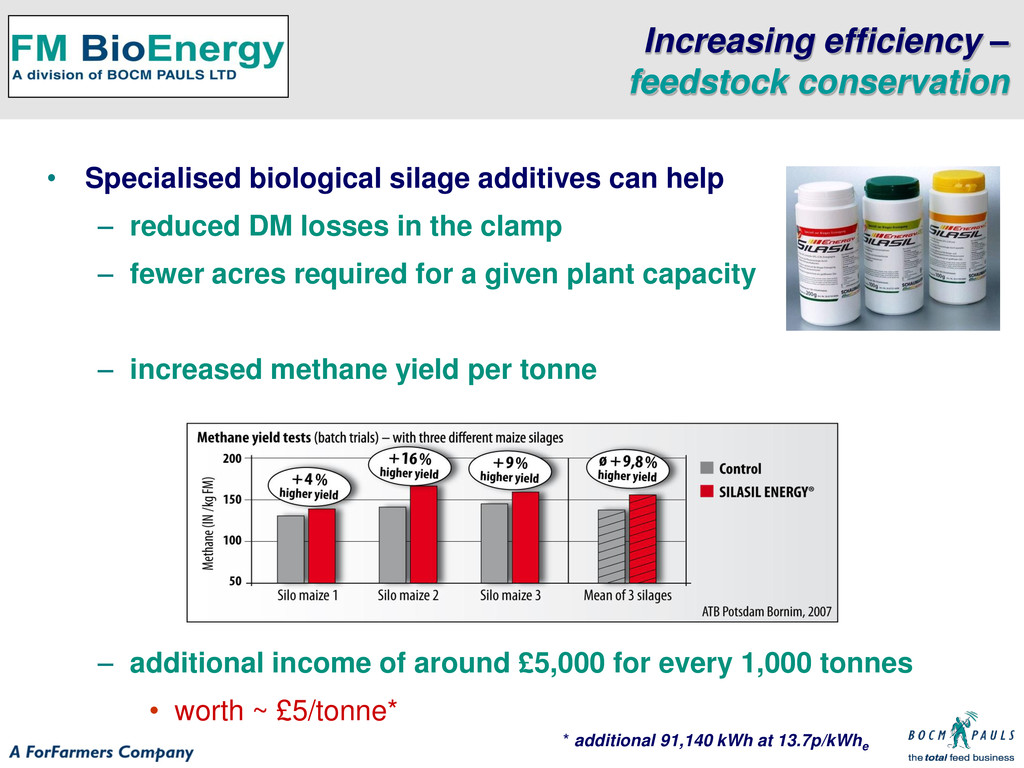
losses in the clamp – fewer acres required for a given plant capacity – increased methane yield per tonne – additional income of around £5,000 for every 1,000 tonnes • worth ~ £5/tonne* Increasing efficiency – feedstock conservation * additional 91,140 kWh at 13.7p/kWhe
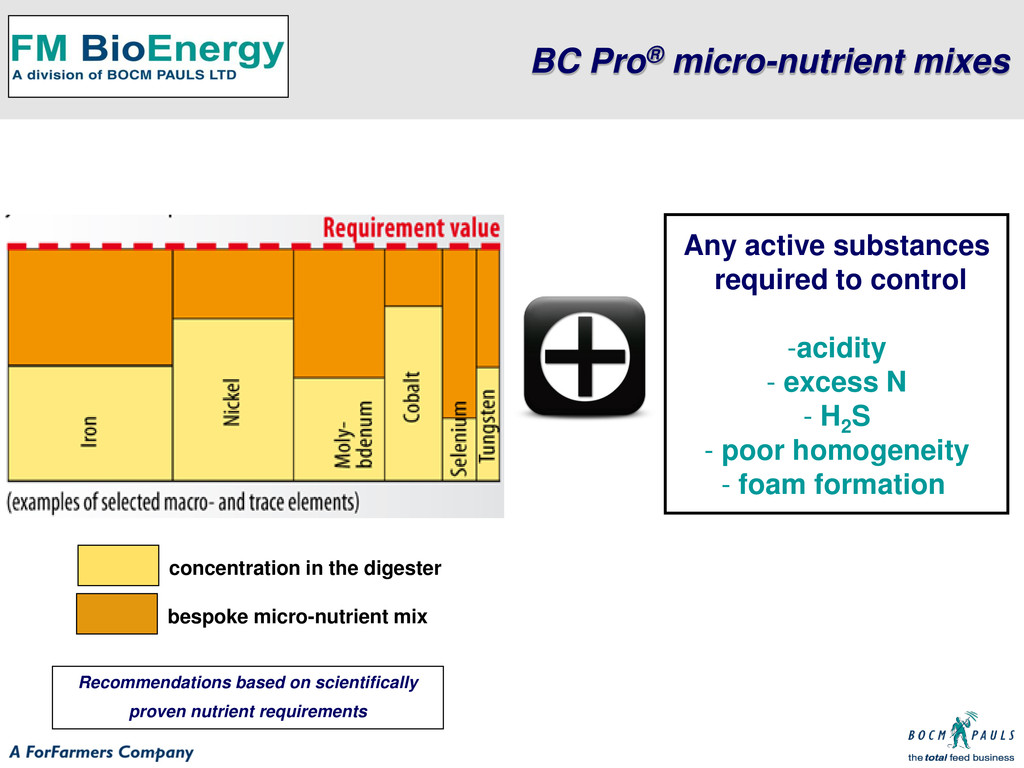
gas yield and methane content – feedstock quality and variation – sub-optimal conditions in the digester • excess acidity • excess nitrogen (specifically NH4 & free ammonia) • excess hydrogen sulphide (H2 S) • poor homogeneity or foam formation – trace element deficiencies • growth of the methanogens can be limited by the nutrient in shortest supply
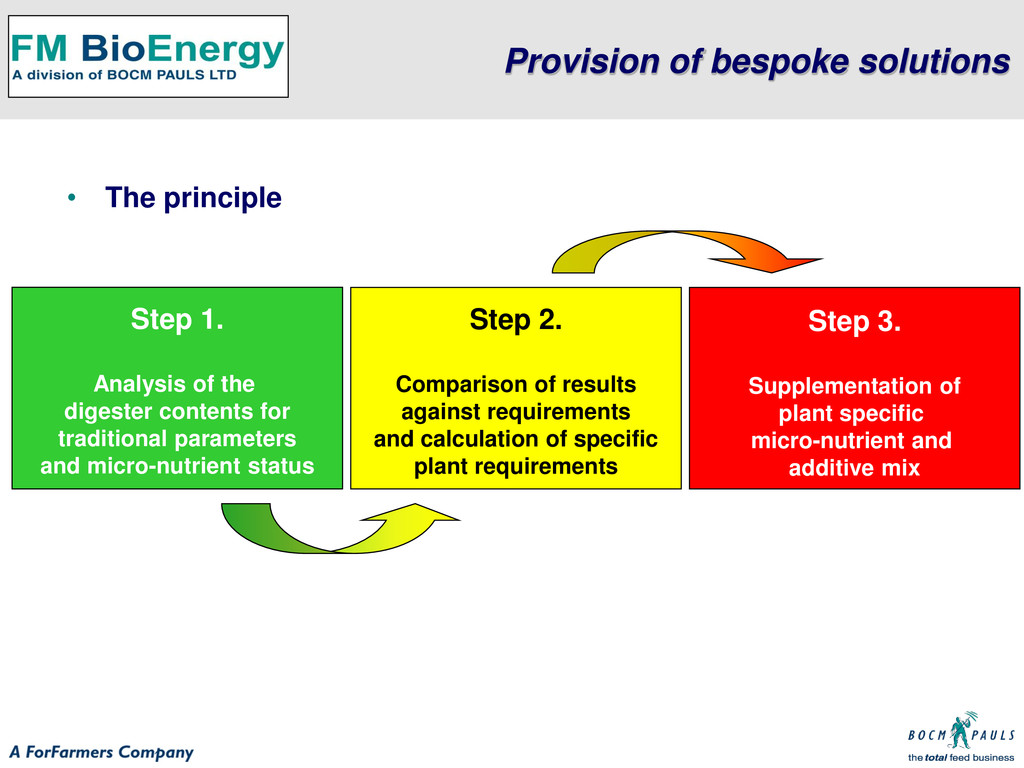
for traditional parameters and micro-nutrient status Provision of bespoke solutions Step 2. Comparison of results against requirements and calculation of specific plant requirements Step 3. Supplementation of plant specific micro-nutrient and additive mix
mix Recommendations based on scientifically proven nutrient requirements Any active substances required to control -acidity - excess N - H2 S - poor homogeneity - foam formation
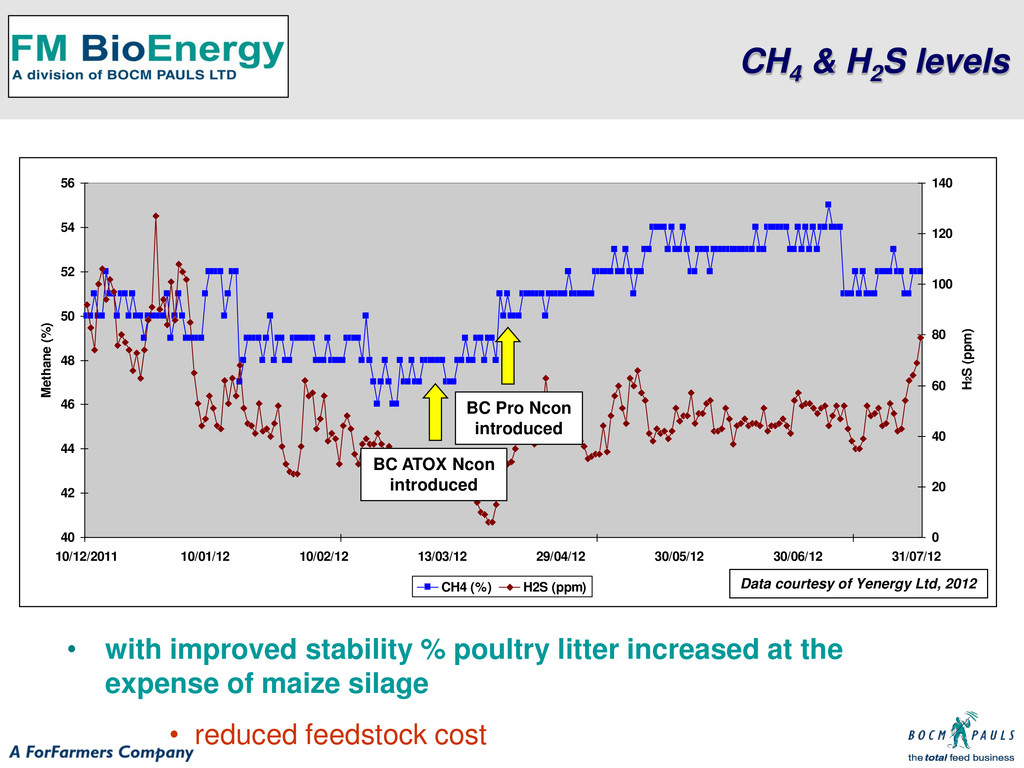
– fed with poultry litter and maize silage • Problem – high ammonia levels in the digester (picked up via fortnightly biological analysis by PlanET) • increased proportion of maize silage relative to poultry litter • reduction in operating temperature
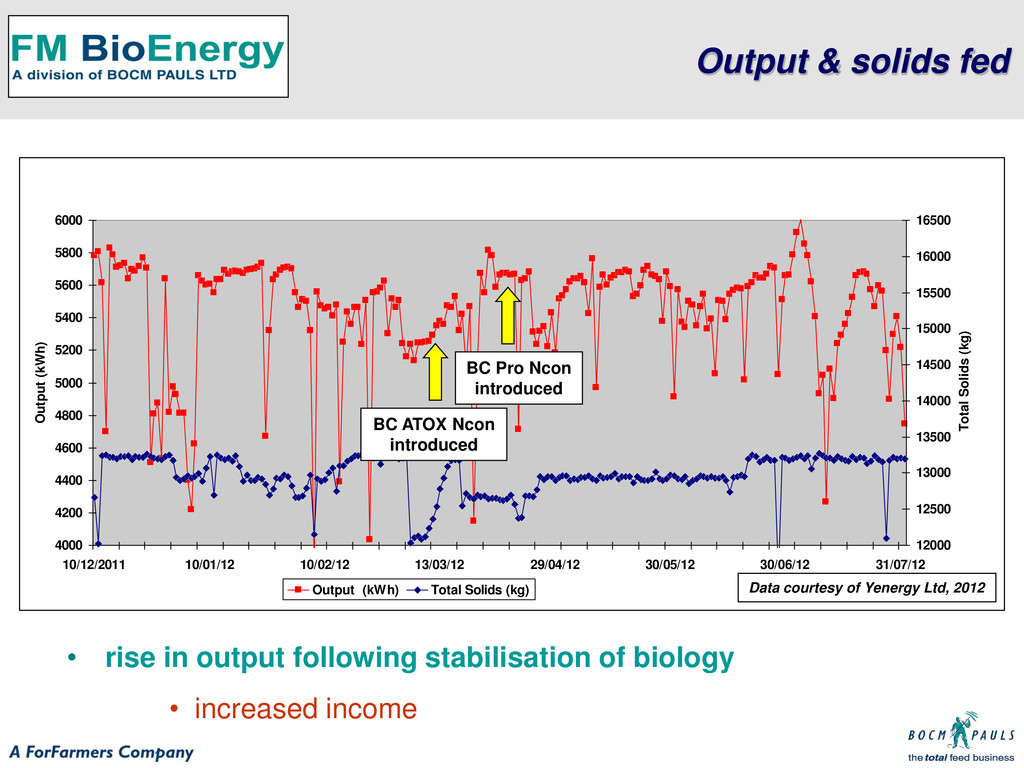
ATOX Ncon • specifically formulated to reduce ammonia toxicity by adsorption of NH4 + (NH3 ) – full biological analysis of digester and plant performance – subsequent introduction of BC Pro® Ncon • bespoke trace element mixture with active ingredient to reduce the inhibitory effect of N rich poultry litter
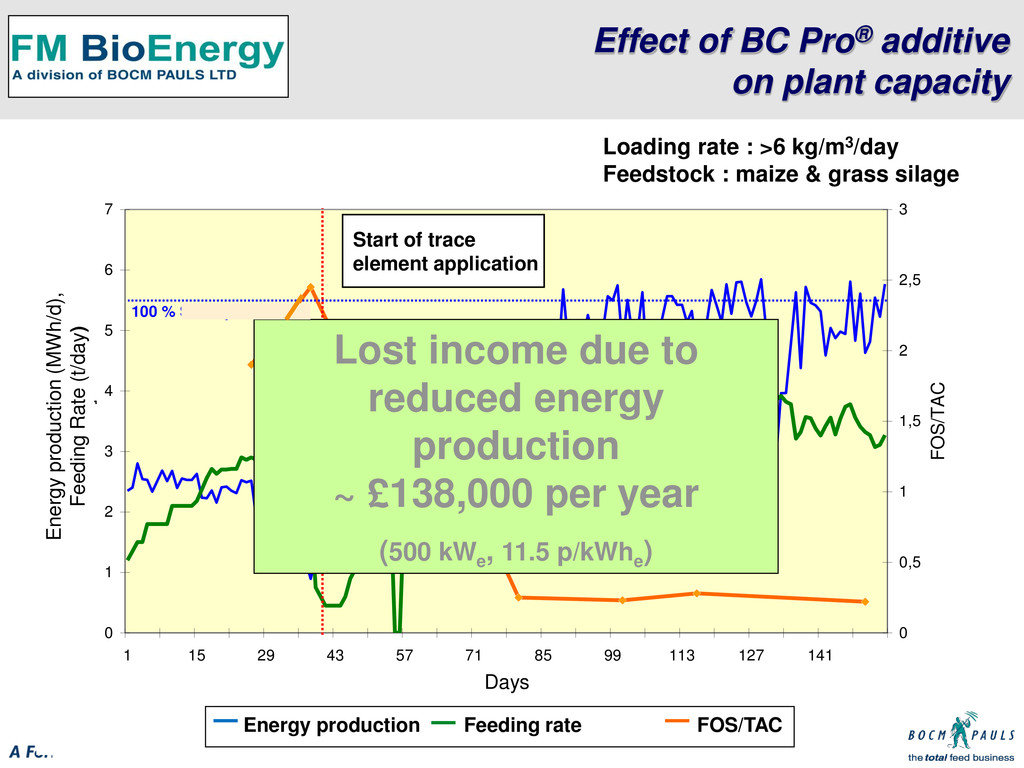
29 43 57 71 85 99 113 127 141 Zeit [d] Stromproduktion [MWh/d], Fütterung [t TS/d] 0 0,5 1 1,5 2 2,5 3 FOS/TAC Stromproduktion Fütterung (TS) FOS/TAC 100 % Stromproduktion Start of trace element application Loading rate : >6 kg/m3/day Feedstock : maize & grass silage Lost income due to reduced energy production ~ £138,000 per year (500 kWe , 11.5 p/kWhe ) Effect of BC Pro® additive on plant capacity Days Energy production Feeding rate FOS/TAC Energy production (MWh/d), Feeding Rate (t/day)
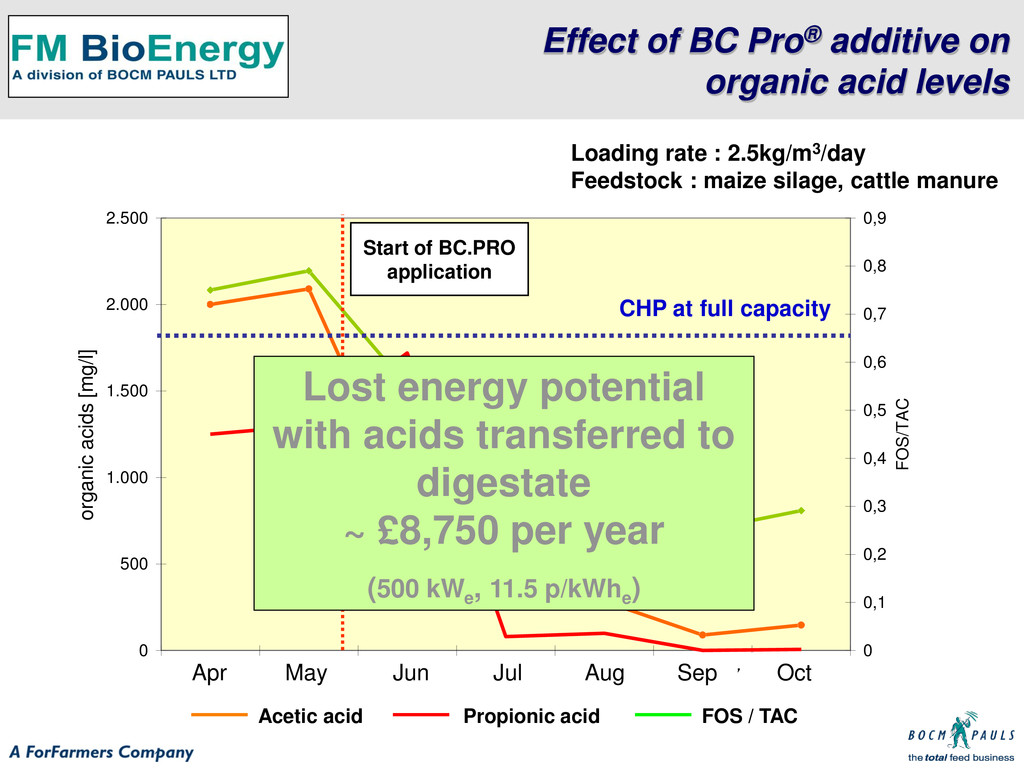
Juni 07 Juni 07 Juli 07 August 07 Oktober 07 Org. Säuren [mg/l] 0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 FOS/TAC Essigsäure Propionsäure FOS/TAC Loading rate : 2.5kg/m3/day Feedstock : maize silage, cattle manure Start of BC.PRO application CHP at full capacity organic acids [mg/l] Lost energy potential with acids transferred to digestate ~ £8,750 per year (500 kWe , 11.5 p/kWhe ) Effect of BC Pro® additive on organic acid levels Acetic acid Propionic acid Apr May Jun Jul Aug Sep Oct Acetic acid Propionic acid FOS / TAC
combination product including trace elements and active agents to accelerate start-up • 75% of plants commissiond using BC Pro® Start, combined with start up consultancy reached full capacity in 14 days • Creating a strong stable plant biology is vital for plant profitability and future performance
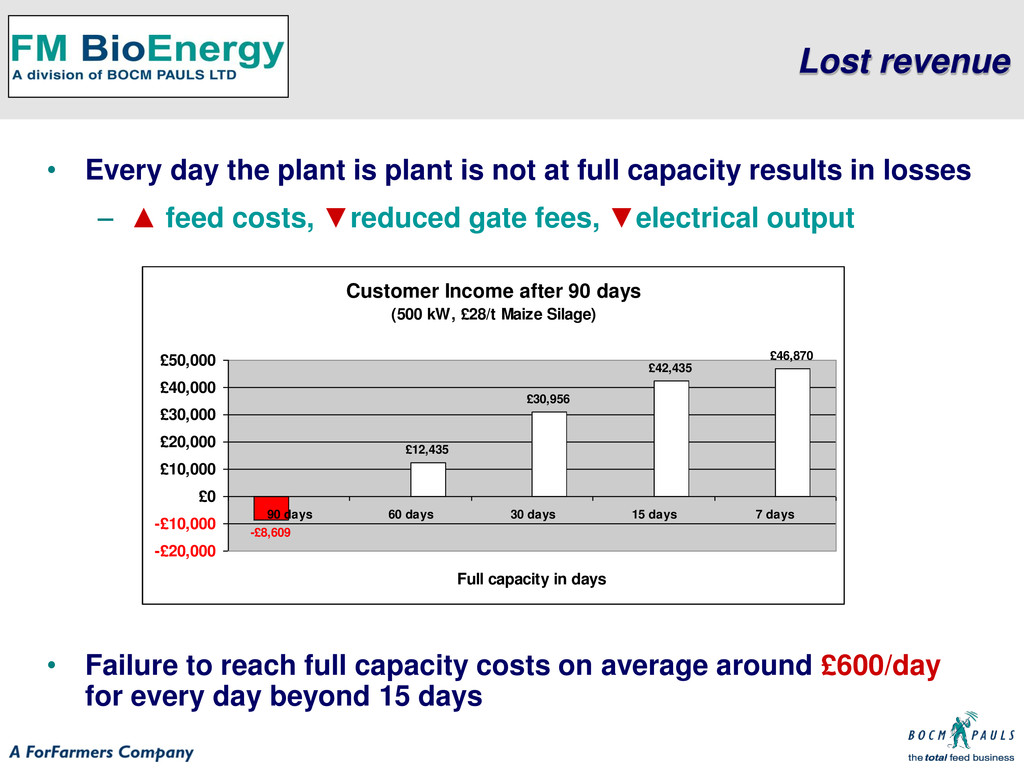
not at full capacity results in losses – ▲ feed costs, ▼reduced gate fees, ▼electrical output • Failure to reach full capacity costs on average around £600/day for every day beyond 15 days Customer Income after 90 days (500 kW, £28/t Maize Silage) -£8,609 £12,435 £30,956 £42,435 £46,870 -£20,000 -£10,000 £0 £10,000 £20,000 £30,000 £40,000 £50,000 90 days 60 days 30 days 15 days 7 days Full capacity in days
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![Thank you [email protected]](https://files.speakerdeck.com/presentations/0c2019505e6d0130838b1231380e542f/slide_22.jpg){kind=link}
{kind=link}