WELDING ACTIVITIES RISKS AND FORMS OF PREVENTION Atividade com Solda Riscos e Formas de Prevenção: • Riscos da Solda Elétrica; • Radiações Não Ionizantes; • Gases e Fumos Metálicos; • Máquinas de Solda; • Cabos de Solda; • Eletrodos; NR-34 ATIVIDADES COM SOLDA RISCOS E FORMAS DE PREVENÇÃO
WELDING ACTIVITIES RISKS AND FORMS OF PREVENTION • Circuito de Corrente de Solda; • Riscos nas Soldas com Eletrodos Especiais; • Riscos nas Soldas com Processos Especiais (Arco Submerso , Mig, Mag, Tig); • Riscos na Operação de Goivagem; • EPI e EPC. • Proteção Elétrica - Quadros, Disjuntores e Cabos de Alimentação NR-34 ATIVIDADES COM SOLDA RISCOS E FORMAS DE PREVENÇÃO
•Controle de materiais combustíveis e inflamáveis • Estudo da NR 34 Item 34.5; • Proteção Física • Atividades no entorno • Sinalização e Isolamento do Local de Trabalho; • Inspeção Posterior para controle de fontes de ignição • Renovação de Ar no Local de Trabalho (Ventilação/Exaustão); • Rede de Gases (Válvulas e Engates); • Ergonomia; • Doenças ocupacionais; • FISPQ.
os metais) mais importante do ponto de vista industrial sendo extensivamente utilizada na fabricação e recuperação de peças, equipamentos e estruturas. Outro conceito muito utilizado: é a operação que visa a união de duas ou mais peças, assegurando na junta, a continuidade das propriedades físicas e químicas do material. A solda pode ocorrer por fusão, pressão ou sem pressão.
das atividades que precisa desempenhar como um todo e, também, conhecer os riscos decorrentes da utilização dos equipamentos manuseados para a execução dessas atividades. É indispensável, ainda, que esse profissional se preocupe em adotar medidas de saúde e segurança capazes de minimizar acidentes, e que vão permitir o desempenho de seu trabalho de forma segura e eficaz. INTRODUÇÃO
à que o soldador se expõe são imensos. Entre estes riscos podemos citar os seguintes: • Poluição por fumos de soldagem; • Radiação visível e invisível; • Ruídos excessivos; • Choques elétricos; • Incêndios e explosões. PRINCIPAIS RISCOS
um fato real e inevitável, estes fumos são oriundos de partículas metálicas liberadas na fusão dos metais, esta poluição é provocada principalmente por resíduos contidos no metal base a exemplo de óleos, impurezas, tintas entre outros. No processo de eletrodo revestido (em alguns casos) são liberados fumos prejudiciais à saúde do homem, que podem provocar desde irritações nos olhos e vias aéreas como problemas futuros em caso de grandes exposições aos mesmos, a exemplo de câncer nos ossos e nos pulmões em virtude de substâncias como o fluoreto de cálcio e óxido de zircônio existentes no revestimento de alguns deles. POLUIÇÃO POR FUMOS DE SOLDAGEM
arco elétrico, ao calor, aos fumos metálicos, respingos, fumaça e vapores. O calor e os respingos, emanados na deposição da solda, são capazes de causar a explosão de substâncias inflamáveis. Se possível, nunca efetuar nenhum trabalho de soldagem em áreas que envolvam gases, vapores, líquidos inflamáveis ou ambientes que contenham pós ou fibras que possam gerar explosão. Convém que se conheçam as características dessas substâncias relacionadas com o seu ponto de fulgor, combustão, o limite inferior de explosividade, etc., por meio de instrumentos de medição apropriados e devidamente calibrados, no caso de soldagem nessas áreas. POLUIÇÃO POR FUMOS DE SOLDAGEM
levam riscos representados pela emanação de fumos, gases e vapores, à saúde do soldador e das pessoas que trabalham nas proximidades. Faz-se necessária a instalação de exaustores com a finalidade de reduzir ou mesmo eliminar a presença desses agentes. POLUIÇÃO POR FUMOS DE SOLDAGEM
✓Ventilar forçadamente ambientes confinados; ✓Usar máscaras de proteção para fumos; ✓Posicionar-se de maneira a não inalar os fumos; ✓Utilizar exaustores para soldagem (portáteis ou fixos). MEDIDAS DE SEGURANÇA
forma invisível e visível. As radiações invisíveis são em forma de raios Infravermelhos e ultravioletas emitidas nas mesmas proporções que as dos raios solares, entretanto ocorre um grande diferencial, os raios solares são filtrados pelas nuvens e pela a camada de ozônio fato que nos processos de soldagem é agravado pela ausência destas proteções. RADIAÇÕES VISÍVEIS E INVISÍVEIS
no arco elétrico que em conjunto com os raios invisíveis podem causar problemas de visão e queimaduras, podendo ocorrer lesões irreversíveis nos olhos e até câncer de pele se a exposição do soldador for de forma constante e prolongada. Em virtude desta ausência é fundamental que o soldador utilize todos os equipamentos de proteção individual para que possa preservar a sua própria saúde. RADIAÇÕES VISÍVEIS E INVISÍVEIS
segurança aos usuários dos processos de soldagem, corte e goivagem ao arco elétrico e equipamentos relacionados. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO NR-34 WELDING ACTIVITIES - RISKS AND FORMS OF PREVENTION NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
arco elétrico tais como: • Goivagem com grafite e com Plasma • Plasmacorte • Soldagem ao arco submerso, plasma, arame tubular • Soldagem com eletrodo revestido • Soldagem MIG/MAG e TIG NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
grupos principais: 1) Regras de segurança relativas ao local de trabalho 2) Regras de segurança relativas ao pessoal 3) Regras de segurança relativas ao equipamento NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO NR-34 WELDING ACTIVITIES - RISKS AND FORMS OF PREVENTION NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
explosões O calor produzido por arcos elétricos e as suas irradiações, por escórias quentes e por faíscas podem ser causas de incêndios ou explosões. Consequentemente, toda área de soldagem ou corte deve ser equipada com sistema adequado de combate a incêndio e o pessoal de supervisão de área, operação ou manutenção do equipamento envolvido deve ser treinado no combate a incêndios. Todo e qualquer trabalhador deve ser familiarizado com as seguintes medidas de prevenção e proteção contra incêndios: NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
possível, trabalhar em locais especialmente previstos para soldagem ou corte ao arco elétrico. Eliminar possíveis causas de incêndios - Locais onde se solde ou corte não devem conter líquidos inflamáveis (gasolina, tintas, solventes, etc), sólidos combustíveis (papel, materiais de embalagem, madeira, etc) ou gases inflamáveis (oxigênio, acetileno, hidrogênio, etc). NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
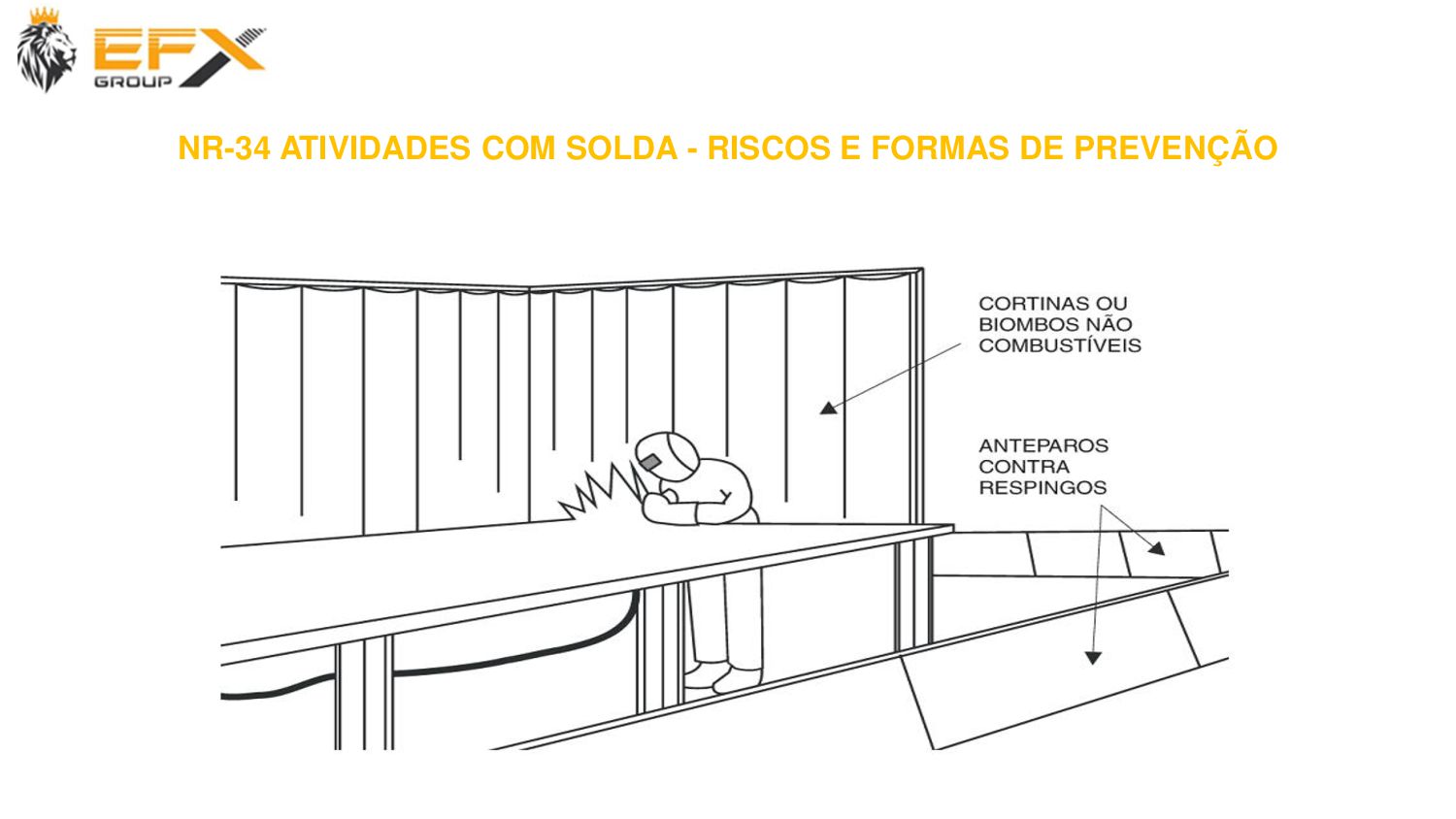
operações de soldagem ou corte não podem ser efetuadas em locais específicos e especialmente organizados, instalar biombos metálicos ou proteções não inflamáveis ou combustíveis para evitar que o calor, as fagulhas, os respingos ou as escórias possam atingir materiais inflamáveis. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
respingos podem "voar" sobre longas distâncias. Eles podem provocar incêndios em locais não visíveis ao soldador. Procurar buracos ou rachaduras no piso, fendas em torno de tubulações e quaisquer aberturas que possam conter e ocultar algum material combustível. Instalar equipamentos de combate a incêndios - Extintores apropriados, baldes de areia e outros dispositivos anti incêndio devem ficar a proximidade imediata da área de soldagem ou corte. Sua especificação depende da quantidade e do tipo dos materiais combustíveis que possam se encontrar no local de trabalho. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
Quando soldam ou cortam, os operadores, podem não se dar conta da existência de algum incêndio pois além da atenção exigida pelo próprio trabalho, eles ficam isolados do ambiente pela sua máscara de soldagem e os seus diversos equipamentos de proteção individual. De acordo com as condições do local de trabalho, a presença de uma pessoa especialmente destinada a tocar um alarme e iniciar o combate ao incêndio pode ser necessária. Usar um procedimento de "Autorização de uso de área" - Antes de se iniciar uma operação de soldagem ou corte num local não especificamente previsto para esta finalidade, ele deve ser inspecionado por pessoa habilitada para a devida autorização de uso. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
peça que não tenha sido adequadamente limpa - Substâncias depositadas na superfície das peças podem decompor-se sob a ação do calor e produzir vapores inflamáveis ou tóxicos Não soldar, cortar ou goivarem recipientes fechados ou que não tenham sido devidamente esvaziados e limpos internamente - Eles podem explodir se tiverem contido algum material combustível ou criar um ambiente asfixiante ou tóxico conforme o material que foi armazenado neles. Proceder à inspeção da área de trabalho após ter-se completado a soldagem ou o corte - Apagar ou remover fagulhas ou pedaços de metal quente que, mais tarde, possam provocar algum incêndio. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
forma a eliminar os gases, vapores e fumos usados e gerados pelos processos de soldagem e corte e que podem ser prejudiciais à saúde dos trabalhadores. Substâncias potencialmente nocivas podem existir em certos fluxos, revestimentos e metais de adição ou podem ser liberadas durante a soldagem ou o corte. Em muitos casos, a ventilação natural é suficiente, mas certas aplicações podem requerer uma ventilação forçada, cabines com coifas de exaustão, filtros de respiração ou máscaras com suprimento individual de ar. O tipo e a importância da ventilação dependem de cada aplicação específica, do tamanho do local de trabalho, do número de trabalhadores presentes e da natureza dos materiais trabalhados e de adição. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
como áreas confinadas - A soldagem ou o corte em áreas confinadas requer procedimentos específicos de ventilação e trabalho, com o uso eventual de capacetes ou máscaras especiais. Não soldar ou cortar peças sujas ou contaminadas por alguma substância desconhecida - Não se deve soldar, cortar ou realizar qualquer operação a quente numa peça que não tenha sido adequadamente limpa.Os produtos da decomposição destas substâncias pelo calor do arco podem produzir vapores inflamáveis ou tóxicos. Todos os fumos e gases desprendidos devem ser considerados como potencialmente nocivos. Remover toda e qualquer pintura ou revestimento de zinco de uma peça antes de soldá-la ou cortá-la. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
da área de ocorrência dos fumos ou vapores gerados por um arco elétrico de forma a não respirá-los - O tipo e a quantidade de fumos e gases dependem do processo, do equipamento e dos consumíveis usados. Uma posição de soldagem pode reduzir a exposição do soldador aos fumos. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
que acabem de ser desengraxadas. A decomposição dos hidrocarbonetos clorados usados neste tipo de desengraxador pelo calor ou a irradiação do arco elétrico pode gerar fosgênio, um gás altamente tóxico, ou outros gases nocivos. Metais tais como o aço galvanizado, o aço inoxidável, o cobre, ou que contenham zinco, chumbo, berílio ou cádmio nunca devem ser soldados ou cortados sem que se disponha de uma ventilação forçada eficiente.Nunca se deve inalar os vapores produzidos por estes materiais. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
causar tonturas, perda de consciência e eventualmente morte, sem sinais prévios de aviso. Os gases de proteção usados em soldagem e corte são quer mais leves, quer mais pesados que o ar; certos deles (argônio, dióxido de carbono-CO , nitrogênio) podem deslocar o oxigênio do ar ambiente sem serem detectados pelos sentidos do homem. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
com oxigênio ou ar numa área confinada explode se alguma faísca ocorrer. Ele é incolor, inodor e insípido. Ainda, sendo mais leve que o ar, ele pode acumular-se nas partes superiores de áreas confinadas e agir como gás asfixiante. Alguma irritação nos olhos, no nariz ou na garganta durante a soldagem ou o corte pode ser indício de uma contaminação do local de trabalho e de uma ventilação inadequada. O trabalho deve ser interrompido, as condições do ambiente devem ser analisadas e as providências necessárias para melhorar a ventilação do local devem ser tomadas. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
usados em soldagem ou corte elétricos pode provocar a danificação ou ruptura da válvula de fechamento e a liberação repentina e violenta do gás que contêm com riscos de ferimento ou morte. Observar as características físicas e químicas dos gases usados e seguir rigorosamente as regras de segurança específicas indicadas pelo fornecedor. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
corte e à aplicação previstos. Somente usar um regulador de pressão específico para o gás usado e de capacidade apropriada à aplicação - Nunca usar adaptadores de rosca entre um cilindro e o regulador de pressão. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
condições de trabalho - O circuito de gás deve estar isento de vazamentos. Os cilindros de gás devem sempre ser mantidos em posição vertical - Eles devem ser firmemente fixados no seu carrinho de transporte ou nos seus suportes ou encostos (em paredes, postes, colunas, etc) por meio de correia ou de corrente isolada eletricamente. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
em áreas confinadas Nunca instalar um cilindro de gás de forma que ele possa, mesmo que acidentalmente, se tornar parte de um circuito elétrico - Em particular, nunca usar um cilindro de gás, mesmo que vazio, para abrir um arco elétrico. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
com sua válvula fechada, mesmo que estejam vazios - Devem sempre ser guardados com o seu capacete parafusado. O seu deslocamento ou transporte deve ser feito por meio de carrinhos apropriados e deve-se evitar que cilindros se choquem. Sempre manter cilindros de gás distantes de chamas e de fontes de faíscas ou de calor (fornos, etc). Ao abrir a válvula do cilindro,manter o rosto afastado do regulador de pressão/vazão. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
SEGURANÇA Choques elétricos podem ser fatais e devem ser evitados. Instalações elétricas defeituosas, aterramento ineficiente assim como operação ou manutenção incorretas de um equipamento elétrico são fontes comuns de choque elétricos. Nunca tocar em partes eletricamente "vivas" - A rede de alimentação elétrica, o cabo de entrada e os cabos de soldagem (se insuficientemente isolados), o porta-eletrodo, a pistola ou a tocha de soldar, os terminais de saída da máquina e a própria peça a ser soldada (se não adequadamente aterrada) são exemplos de partes eletricamente "vivas".
envolvida (a corrente alternada é mais perigosa que a corrente contínua), do valor da tensão elétrica (quanto mais alta a tensão, maior o perigo) e das partes do corpo afetadas.As tensões em vazio das fontes de energia usadas em soldagem, corte ou goivagem podem provocar choques elétricos graves. Quando vários soldadores trabalham com arcos elétricos de diversas polaridades ou quando se usam várias máquinas de corrente alternada, as tensões em vazio das várias fontes de energia podem se somar; o valor resultante aumenta o risco de choque elétrico. MEDIDAS DE SEGURANÇA
específico fornecido - Sempre usar cabos elétricos de bitola adequada às aplicações previstas e com a isolação em perfeito estado. Para o circuito de soldagem, respeitar a polaridade exigida pelo processo ou a aplicação. Aterrar os equipamentos e seus acessórios a um ponto seguro de aterramento - ligação da estrutura das máquinas a um ponto seguro de aterramento próximo do local de trabalho é condição básica para se evitar choques elétricos. Ainda e de acordo com a figura abaixo, a peça a ser soldada ou o terminal de saída correspondente na fonte de energia deve ser aterrada, mas não ambos: "aterramentos duplos" podem fazer com que a corrente de soldagem circule nos condutores de aterramento, normalmente finos, e os queime. MEDIDAS DE SEGURANÇA SECURITY MEASURES
de saída da máquina - Os terminais de saída, em particular aquele ao qual a peça soldada estiver ligada, devem ser mantidos em bom estado, sem partes quebradas ou isolação trincada. Nunca fazer contatos elétricos através de superfícies pintadas, notadamente na peça a ser soldada. Assegurar-se de que todas as conexões elétricas estão bem apertadas, limpas e secas - Conexões elétricas defeituosas podem aquecer e, eventualmente, derreter. Elas podem ainda ser a causa de más soldas e provocar arcos ou faíscas perigosas. Não se deve permitir que água, graxa ou sujeira se acumule em plugues, soquetes, terminais ou elementos de um circuito elétrico. MEDIDAS DE SEGURANÇA
umidade e a água são condutoras da eletricidade. Manter sempre o local de soldagem ou corte, os equipamentos e a roupa de trabalho secos. Eliminar de imediato todo e qualquer vazamento de água. Não deixar que mangueiras encostem em peças metálicas. Nunca ultrapassar os limites de pressão da água indicados nos Manuais de Instruções. Usar roupa e equipamentos de proteção individual adequados, em bom estado. Ao soldar ou cortar, não usar quaisquer adornos, acessórios ou objetos corporais . O soldador ou operador de uma máquina de soldar ou cortar deve trabalhar em cima de um estrado ou plataforma isolante. MEDIDAS DE SEGURANÇA
provoca o aparecimento de campos elétricos e magnéticos. As correntes elétricas utilizadas em soldagem, corte ou goivagem criam tais campos em torno dos cabos de solda e dos equipamentos. Ademais certas máquinas de soldar geram e usam, para abrir o arco ou durante toda a operação de soldagem, um faiscamento do tipo "ruído branco" conhecido como "alta frequência". Consequentemente, pessoas portadoras de marca-passo devem consultar um médico antes de adentrar uma área de soldagem ou corte: os campos elétricos e magnéticos ou as irradiações podem interferir no funcionamento do marca-passo. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
de soldagem e corte Não se deve permanecer entre os dois cabos eletrodo e obra e sim, sempre manter ambos do mesmo lado do corpo. Os dois cabos de soldagem (eletrodo e obra) devem correr juntos e, sempre que possível, amarrados um ao outro. Manter os cabos de soldagem e de alimentação do equipamento tão longe quanto possível do corpo. Nunca se deve enrolar cabos de soldagem em torno do corpo. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
circuito ocorre quando o soldador toca na bancada ou na peça onde está conectado o grampo terra ao mesmo tempo em que toca no eletrodo com o equipamento energizado e sem isolante, fazendo com que a corrente passe pelo seu corpo. CIRCUITO DE CORRENTE DE SOLDA
ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO Os arcos elétricos de soldagem ou corte e longa duração podem provocar queimaduras graves e dolorosas da pele e danos permanentes na vista. Para soldar ou cortar, usar máscara com vidro ou dispositivo de opacidade adequado ao processo e à aplicação prevista - A tabela abaixo orienta quanto à opacidade recomendada para a proteção em função do processo e da faixa de corrente usados. Como regra geral, iniciar com uma opacidade alta demais para que se veja a zona do arco; reduzir então a opacidade que se tenha uma visão adequada da área de soldagem, sem problema para os olhos.
solda, corta ou goiva, quando se remove a escória de um cordão de solda ou quando se esmerilha alguma peça, partículas metálicas, respingos e fagulhas podem atingir os olhos sob ângulos quaisquer de incidência. Nos processos semi-automáticos ou automáticos, pontas de arame podem ferir gravemente. Usar os óculos de segurança inclusive por baixo da máscara de soldar ou de qualquer protetor facial. Qualquer pessoa dentro de uma área de soldagem ou corte, ou num raio de 20 m, deve estar adequadamente protegida - A irradiação de um arco elétrico tem grande alcance e partículas metálicas e respingos podem voar sobre distâncias relativamente grandes. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
raios ultravioletas e infravermelhos, arcos elétricos queimam a pele da mesma maneira que o sol, porem muito mais rapidamente e com maior intensidade. Os operadores, e em particular aqueles sensíveis à exposição ao sol podem sofrer queimaduras na pele após breve exposição a um arco elétrico. Os respingos de solda e as fagulhas são outras fontes de queimaduras. Seguir as recomendações abaixo para garantir uma proteção segura contra a irradiação de um arco elétrico e os respingos. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
as mangas da camisa ou do avental Usar roupa protetora resistente ao calor: gorro, jaqueta, avental, luvas e perneiras - Roupa de algodão ou similares constitui uma proteção inadequada, pois além de ser inflamável, ela pode se deteriorar em função da exposição às radiações dos arcos elétricos. Usar calçado de cano longo e estreito - Não usar sapatos baixos e folgados nos quais respingos e fagulhas podem penetrar Usar calças sem bainha - Bainhas podem reter fagulhas e respingos. As pernas das calças devem descer por cima das botas ou dos sapatos para evitar a entrada de respingos NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
óleo ou graxa ou sujeira em excesso podem inflamar-se devido ao calor do arco. Manter os bolsos, mangas e colarinhos abotoados - Fagulhas e respingos podem penetrar por tais aberturas e queimar pelos e/ou pele. Os bolsos não devem conter objetos ou produtos combustíveis tais como fósforos ou isqueiros. Todas as regras acima aplicam-se integralmente às manutenções preventiva e corretiva dos equipamentos - Manutenções ou reparações somente devem ser feitas por elementos habilitados devidamente protegidos e isolados do ponto de vista elétrico; somente usar ferramentas isoladas, específicas para eletricidade. Proceder à reparação de máquinas elétricas em local apropriado e devidamente isolado. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
ou goivagem produzem ruídos de intensidade elevada e, eventualmente, longa duração. Protetores de ouvido adequados, além de protegerem contra estes ruídos excessivos, impedem que respingos e fagulhas entrem nos ouvidos. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
um equipamento de soldar ou cortar de acordo com a orientação do seu Manual de Instruções. Além da proteção ao pessoal de operação e manutenção, o aterramento constitui uma proteção fundamental dos equipamentos. Sempre ligar uma máquina de soldar ou cortar à sua linha de alimentação através de uma chave de parede - Esta chave deve ter fusíveis ou disjuntor de capacidade adequada e poder ser trancada. Instalar um plugue na extremidade do cabo de entrada da máquina. Se for necessário fazer manutenção da máquina no local de trabalho, colocar uma etiqueta de aviso na chave geral para evitar que ela venha a ser usada . NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
- Nunca sobrecarregá-los. Nunca usar máquina de cortar ou soldar com parte do seu gabinete removida ou mesmo aberta - Além de tal situação ser potencialmente perigosa para o soldador ou Operador, a falta de refrigeração pode resultar em danos a componentes internos. Nunca operar equipamentos defeituosos - Conservá-los em perfeito e estado de funcionamento, procedendo à manutenção preventiva periódica recomendada pelo fabricante e à manutenção corretiva sempre que necessário. Em particular, todos os dispositivos de segurança incorporados a um equipamento devem ser mantidos em boas condições de trabalho. Sempre manter equipamentos de soldar ou cortar afastado de fontes externas de calor (fornos, por exemplo). NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
locais alagados ou poças de água – salvo quando projetados especialmente ou adequadamente protegidos ( a critério do fabricante), máquinas de soldar ou cortar não devem ser operadas em ambientes corrosivos ou que tenham matérias oleosas em suspenção, ou nas intempéries. Depois de usar um equipamento de soldar ou cortar, sempre desligá-lo e isolá-lo de sua linha de alimentação. NR-34 ATIVIDADES COM SOLDA - RISCOS E FORMAS DE PREVENÇÃO
fabricada em raspa de couro ou vaqueta para uma melhor proteção do mesmo. Este por sua vez só poderá usar roupas em algodão ou tecidos grossos e exemplo do jeans para evitar queimaduras. Avental; • Casaca; • Mangas; • Polainas (perneiras); • Luvas de cano longo; • Toca em algodão ou raspa de couro; • Óculos de proteção; • Botas de segurança (bico de aço) • Máscara para soldador; • Protetor auricular.
de bolsos para evitar que respingos possam neles penetrar. O soldador nunca deve guardar fósforos ou isqueiros nos bolsos de suas próprias roupas. As botinas de segurança, preferencialmente, devem ter uma cobertura, geralmente feita do mesmo material das perneiras, para proteção contra respingos da solda.
conhecidas como perneiras para soldador, podem apresentar-se de diversas formas ou modelos. Este elemento utiliza-se para proteger parte das pernas e os pés do usuário.
luvas podem ser consideradas uma das partes mais importantes da vestimenta do soldador, todo o manuseio das peças e acessórios devem ser realizados com as mesmas. Este EPI tem finalidade de proteger as mãos de possíveis queimaduras, cortes ao manusear peças bem como isolante contra descargas elétricas. Seus modelos podem variar quanto às necessidades dos serviços. Luvas de vaquetas são mais flexíveis, porém menos resistentes luvas de raspas de couro com reforços na palma da mão são usadas para trabalhos maiores. Deve-se evitar segurar peças muito quentes com as luvas porque elas se deformam e perdem sua flexibilidade.
utilizada pelo soldador é fabricada em algodão e tem por finalidade proteger a cabeça, orelhas e pescoço dos respingos projetados durante a execução da soldagem.
os olhos são uma das partes mais sensíveis do nosso corpo. O uso de óculos de proteção incolor, para os trabalhos do soldador devem ser constantes, mesmo quando utilizando máscaras de proteção, afinal máscaras protegem o rosto do usuário. Outro ponto importante na obrigatoriedade da utilização deste EPI se deve também aos respingos e projeções que passam por cima da máscara podendo atingir os olhos. Existem no comércio óculos de proteção com várias tonalidades de cores: amarelos, pretos, entre outros. Estes, caso usados durante a soldagem podem aumentar a luminosidade do Arco elétrico ou não proteger adequadamente, provocando lesões graves aos olhos do soldador.
serviços realizados por soldadores o manuseio de grandes peças, chapas pesadas bem como o risco de incidentes com peças no piso são eminentes. A utilização de botas de segurança com biqueira de aço se torna indispensável. Em determinados serviços realizados por soldadores o manuseio de grandes peças, chapas pesadas bem como o risco de incidentes com peças no piso são eminentes. A utilização de botas de segurança com biqueira de aço se torna indispensável.
As máscaras de proteção são feitas de fibra de vidro, fibra prensada ou de plástico e têm um visor no qual se coloca um vidro neutralizador e os vidros protetores deste. Usa se para proteger o rosto e evitar queimaduras. Existem máscaras de diversos tipos e aplicações como se segue: • Com suporte para cabeça; • Com lente de auto-escurecimento (cristal líquido). Com lente de auto-escurecimento sem e com exaustor (cristal líquido).
da lente adequada para o processo de soldagem, a qual o soldador irá executar o trabalho possui importância extrema para que o mesmo não sofra lesões na visão. As lentes podem apresentar tonalidades nas cores verdes ou cinzas com numerações variadas em função do processo de soldagem, relacionado com a amperagem a ser utilizada. As lentes escuras devem ser protegidas com lentes incolores para que os respingos projetados durante a soldagem não fixem diretamente na mesma, este fato trará economia tendo em vista que as lentes incolores possuem um custo bem menor que às escuras.
Coletiva Para proteger as pessoas ao redor e o ambiente de radiações e respingos, é utilizado biombos de material não inflamável, ou cortinas próprias para essa utilização. As cortinas vem ganhando espaço na indústria pelo fato delas favorecerem a visibilidade do trabalho realizado pelo soldador sem afetar a saúde visual das pessoas próximas. Suas cores podem variar conforme a aplicação do serviço.
peças, a máquina de solda é item básico para profissionais que trabalham com soldagem, como funileiros e serralheiros. Além disso, proporciona durabilidade ao trabalho. Também são utilizadas para reparar vários tipos de objetos, como peças mecânicas e até mesmo ferramentas e máquinas industriais. Em vários tamanhos e capacidades, escolha a que melhor se adapta a sua necessidade. Máquinas de solda inversora, transformador.
dispositivo protetor contra sobre tensão quando a elevação da tensão puder ocasionar risco de acidentes. 12.20.2 Nas máquinas e equipamentos em que a falta ou a inversão de fases da alimentação elétrica puder ocasionar riscos, deve haver dispositivo que impeça a ocorrência de acidentes. 12.20.2. Quando a alimentação elétrica possibilitar a inversão de fases de máquina que possa provocar acidentes de trabalho, deve haver dispositivo monitorado de detecção de sequência defases ou outra medida de proteção de mesma eficácia.
método em que calor necessário para fundir o metal é produzido por um arco elétrico criado entre a peça de trabalho e a ponta do arame de soldagem. A ponta do arame de soldagem, o arco elétrico e a peça de trabalho são cobertos por uma camada de um material mineral granulado conhecido por fluxo para soldagem (daí o nome arco submerso), portanto não há arco visível pois fica escondido, nem faíscas, respingos ou fumos comuns em outros processos. Parte do fluxo é fundida gerando uma capa protetora sobre a poça de fusão da solda. O restante não fundido é recolhido para a reutilização.
arame sólido, mas também são utilizados arames tubulares. A soldagem por Arco Submerso é geralmente realizada com equipamentos automáticos, embora existam pistolas de soldagem manuais para o processo. Para aumentar a produtividade, um arranjo com vários consumíveis pode ser introduzido. Devido à sua elevada taxa de deposição de metal, é um processo particularmente adequado para longas articulações retas de boa qualidade na posição horizontal. É amplamente utilizado na fabricação de vasos de pressão, em plantas químicas, em estruturas pesadas, soldagem de tubos, em reparação e na indústria de construção naval. Duas razões fazem do arco submerso um processo de alto rendimento: Praticamente não ocorrem perdas do arame de soldagem e a automatização do processo que possibilita utilizar altas correntes sem grandes riscos para a segurança do operador.
Inspeção Preliminar •Controle de materiais combustíveis e inflamáveis • Estudo da NR 34 Item 34.5; • Proteção Física • Atividades no entorno • Sinalização e Isolamento do Local de Trabalho; • Inspeção Posterior para controle de fontes de ignição • Renovação de Ar no Local de Trabalho (Ventilação/Exaustão); • Rede de Gases (Válvulas e Engates); • Ergonomia; • Doenças ocupacionais; • FISPQ.
trabalho a quente as atividades de soldagem, goivagem, esmerilhamento, corte ou outras que possam gerar fontes de ignição tais como aquecimento, centelha ou chama. ESTUDO DA NR34, ÍTEM 34.5 34.5.1.1 As medidas de proteção contemplam as de ordem geral e as específicas, aplicáveis, respectivamente, a todas as atividades inerentes ao trabalho a quente e aos trabalhos em áreas não previamente destinadas a esse fim.
Inspeção Preliminar 34.5.2.1 Nos locais onde se realizam trabalhos a quente deve ser efetuada inspeção preliminar, de modo a assegurar que: a) o local de trabalho e áreas adjacentes estejam limpos, secos e isentos de agentes combustíveis, inflamáveis, tóxicos e contaminantes; b) a área somente seja liberada após constatação da ausência de atividades incompatíveis com o trabalho a quente; c) o trabalho a quente seja executado por trabalhador capacitado.
seguintes medidas de proteção contra incêndio nos locais onde se realizam trabalhos a quente: a) providenciar a eliminação ou manter sob controle possíveis riscos de incêndios; b) instalar proteção física adequada contra fogo, respingos, calor, fagulhas ou borras, de modo a evitar o contato com materiais combustíveis ou inflamáveis, bem como interferir em atividades paralelas ou na circulação de pessoas; ESTUDO DA NR34, ÍTEM 34.5
de combate a incêndio, especificado conforme tipo e quantidade de inflamáveis e/ou combustíveis presentes; d) inspecionar o local e as áreas adjacentes ao término do trabalho, a fim de evitar princípios de incêndio. ESTUDO DA NR34, ÍTEM 34.5
de fumos e contaminantes decorrentes dos trabalhos a quente devem ser implementadas as seguintes medidas: a) limpar adequadamente a superfície e remover os produtos de limpeza utilizados, antes de realizar qualquer operação; b) providenciar renovação de ar a fim de eliminar gases, vapores e fumos empregados e/ou gerados durante os trabalhos a quente. 34.5.4.2 Sempre que ocorrer mudança nas condições ambientais estabelecidas as atividades devem ser interrompidas, avaliando-se as condições ambientais e adotando-se as medidas necessárias para adequar a renovação de ar. ESTUDO DA NR34, ÍTEM 34.5
gases liberados no processo de solda/aquecimento não for conhecida, deve ser utilizado equipamento autônomo de proteção respiratória ou proteção respiratória de adução por linha de ar comprimido, de acordo com o previsto no Programa de Proteção Respiratória - PPR. 34.5.5 Utilização de gases 34.5.5.1 Nos trabalhos a quente que utilizem gases devem ser adotadas as seguintes medidas: a) utilizar somente gases adequados à aplicação, de acordo com as informações do fabricante; b) seguir as determinações indicadas na Ficha de Informação de Segurança de Produtos Químicos - FISPQ; c) usar reguladores de pressão calibrados e em conformidade com o gás empregado. ESTUDO DA NR34, ÍTEM 34.5
e o regulador de pressão. 34.5.5.3 - No caso de equipamento de oxiacetileno, deve ser utilizado dispositivo contra retrocesso de chama nas alimentações da mangueira e do maçarico. 34.5.5.4 Quanto ao circuito de gás, devem ser observadas: a) a inspeção antes do início do trabalho, de modo a assegurar a ausência de vazamentos e o seu perfeito estado de funcionamento; b) manutenção com a periodicidade estabelecida no procedimento da empresa, conforme especificações técnicas do fabricante/fornecedor. 34.5.5.5 Somente é permitido emendar mangueiras por meio do uso de conector, em conformidade com as especificações técnicas do fornecedor/fabricante. ESTUDO DA NR34, ÍTEM 34.5 NR 34 STUDY OF THE ITEM 34.5
em posição vertical, fixados e distantes de chamas, fontes de centelhamento, calor ou de produtos inflamáveis; b) instalados de forma a não se tornar parte de circuito elétrico, mesmo que acidentalmente; c) transportados na posição vertical, com capacete rosqueado, por meio de equipamentos apropriados, devidamente fixados, evitando-se colisões; d) quando inoperantes e/ou vazios, mantidos com as válvulas fechadas; e guardados com o protetor de válvulas (capacete rosqueado). 34.5.5.7 É proibida a instalação de cilindros de gases em ambientes confinados. ESTUDO DA NR34, ÍTEM 34.5
as válvulas dos cilindros, dos maçaricos e dos distribuidores de gases. 34.5.5.9 Ao término do serviço, as mangueiras de alimentação devem ser desconectadas. 34.5.5.10 Os equipamentos inoperantes e as mangueiras de gases devem ser mantidos fora dos espaços confinados. 34.5.6 Equipamentos elétricos 34.5.6.1 Os equipamentos elétricos e seus acessórios devem ser aterrados a um ponto seguro de aterramento e instalados de acordo com as instruções do fabricante. 34.5.6.2 Devem ser utilizados cabos elétricos de bitola adequada às aplicações previstas, e com a isolação em perfeito estado. ESTUDO DA NR34, ÍTEM 34.5 34.5.6.3 Os terminais de saída devem ser mantidos em bom estado, sem partes quebradas ou isolação trincada, principalmente aquele ligado à peça a ser soldada. 34.5.6.4 Deve ser assegurado que as conexões elétricas estejam bem ajustadas, limpas e secas.
a) determinar as medidas de controle; b) definir o raio de abrangência; c) sinalizar e isolar a área; d) avaliar a necessidade de vigilância especial contra incêndios (observador) e de sistema de alarme; e) outras providências, sempre que necessário. ESTUDO DA NR34, ÍTEM 34.5 34.5.8 Antes do início dos trabalhos a quente, o local deve ser inspecionado, e o resultado da inspeção ser registrado na Permissão de Trabalho. 34.5.9 As aberturas e canaletas devem ser fechadas ou protegidas, para evitar projeção de fagulhas, combustão ou interferência em outras atividades. 34.5.10 Quando definido na APR, o observador deve permanecer no local, em contato permanente com as frentes de trabalho, até a conclusão do serviço. 34.5.10.1 O observador deve receber treinamento ministrado por trabalhador capacitado em prevenção e combate a incêndio, com conteúdo programático e carga horária mínima conforme o item 1 do Anexo I desta Norma.
objeto, ferramenta, máquina, situação ou ação com potencial de provocar danos à alguém ou à um ambiente. Risco Fator causador de acidentes. Probabilidade dos danos ocorrerem. Técnicas de identificação Percepção de Riscos Capacidade de identificar os riscos. Cada colaborador possui um nível de percepção que é desenvolvido através de treinamentos de segurança e muitas vezes através de experiências envolvendo acidentes. Análise de riscos Técnica utilizada para se listar os riscos, os possíveis danos e as medidas de controle ou de prevenção. As mais conhecidas são: APR(Análise Preliminar de Riscos) e APP(Análise Preliminar de Perigo).
visão do trabalho a ser executado, que permite a identificação dos riscos envolvidos em cada passo da tarefa, e ainda propicia condição para evitá-los ou conviver com eles em segurança. Por se tratar de uma técnica aplicável à todas as atividades, a técnica de Análise Preliminar de Risco promove e estimula o trabalho em equipe e a responsabilidade solidária. Verificando: perigo, risco, danos, medidas de controle IDENTIFICAÇÃO DE PERIGOS E ANÁLISE DE RISCOS
documento próprio, para a execução de qualquer trabalho de manutenção, montagem, desmontagem (inclusive sistemas móveis para operações especiais), construção, reparos ou inspeções que envolvam riscos à integridade do pessoal, às instalações, ao meio ambiente, à comunidade ou à continuidade operacional. PT – EMITIDA EM 3 VIAS, DEVENDO: • Estar disponível no local de trabalho; • Ser entregue ao responsável pela autorização da permissão; • Ser arquivada; CONTÉM: • Requisitos mínimos para a execução dos trabalhos e medidas estabelecidas na APR; • Relação de todos os envolvidos e suas autorizações; • Ter assinatura do responsável pela PT. VALIDADE LIMITADA • É válida para o turno de trabalho dos executantes, podendo ser revalidada pelo responsável da PT se não ocorrer mudanças nas condições ou na equipe de trabalho;
DE EXPLOSIVIDADE Menor concentração de um gás, vapor ou pó inflamável capaz de gerar explosão. L.S.E. – LIMITE SUPERIOR DE EXPLOSIVIDADE Maior concentração de um gás, vapor ou pó inflamável capaz de gerar explosão. OBS: CADA GÁS POSSUI O SEU L.I.E. E O SEU L.S.E. DISPOSTOS NA NR15 – ANEXO 11 QUADRO 2.
Preliminar 34.5.2.1 Nos locais onde se realizam trabalhos a quente deve ser efetuada inspeção preliminar, de modo a assegurar que: a) o local de trabalho e áreas adjacentes estejam limpos, secos e isentos de agentes combustíveis, inflamáveis, tóxicos e contaminantes; b) a área somente seja liberada após constatação da ausência de atividades incompatíveis com o trabalho a quente; c) o trabalho a quente seja executado por trabalhador capacitado. Classificação dos Produtos Perigosos: Na relação de produtos considerados perigosos foi adotada a classificação da Organização das Nações Unidas (ONU) que agrupa tais produtos em nove classes de risco. A inclusão de um produto em uma classe leva em conta o seu risco principal. Classe 1 – Explosivos Substância explosiva é uma substância sólida ou líquida, ou a mistura de substâncias, capaz de produzir gás por uma reação química, a uma temperatura, pressão e velocidade que provoquem danos à sua volta. Estão incluídas nessa definição as substâncias pirotécnicas, mesmo que não desprendam gases. Ex: Dinamite, nitrocelulose, pólvora, cordel, acendedor, cartuchos para arma de festim, TNT (Trinitrotolueno) etc.
em 6 subclasses: Subclasse 1.1 - Substâncias e artigos com risco de explosão em massa. Ex.: Nitrobenzotriazol; Subclasse 1.2 - Substâncias e artigos com risco de projeção, mas sem risco de explosão em massa. Ex.: Artigos Pirofóricos; Subclasse 1.3 - Substâncias e artigos com risco de fogo e com pequeno risco de explosão, de projeção ou ambos, mas sem risco de explosão em massa. Ex: Cartuchos para sinalização; Subclasse 1.4 - Substância e artigos que não apresentam riscos significativos. Ex.: Cartuchos para armas; Subclasse 1.5 - Substância muito insensível com risco de explosão em massa. Ex.: Explosivo de Demolição Tipo B; Subclasse 1.6 - Substância extremamente insensível, sem risco de explosão em massa. Ex.: Explosivos usados em minas de escavação. CLASSE 2 – GASES COMPRIDOS, LIQUEFEITOS; DISSOLVIDOS SOB PRESSÃO OU ALTAMENTE REFRIGERADOS: Gás é uma substância que a 50ºC tem a pressão de vapor superior a 300 KPa, ou, ainda, é completamente gasoso na temperatura de 20ºC e na pressão normal de 101,3 KPa. A Classe 2 está dividida em três subclasses, com base no risco principal que os gases apresentam durante o transporte:
São gases asfixiantes ou oxidantes; Subclasse 2.3 - Gases tóxicos. MEDIDAS DE CONTROLE DE RISCOS RISK COTROL MEASURES Classe 3 – Líquidos Inflamáveis Líquidos inflamáveis são líquidos, misturas de líquidos contendo sólidos em solução ou suspensão, que produzem vapores inflamáveis a temperaturas de até 60,5ºC, em teste de vaso fechado, ou até 65,5ºC em teste de vaso aberto. Um caminhão tanque que tenha descarregado um líquido inflamável continua com risco de inflamabilidade por ainda conter uma mistura de gases inflamáveis. Nas manobras de carregamento e descarregamento deve-se utilizar cabo-terra em todas as partes metálicas envolvidas, para que não ocorram centelhas em virtude da eletricidade estática.
à combustão espontânea. São substâncias que, em contato com água, emitem gases inflamáveis. A classe 4 é dividida em três subclasses: MEDIDAS DE CONTROLE DE RISCOS
como explosivos que, em condições encontradas no transporte, são facilmente combustíveis ou que, por atrito, podem causar ou contribuir para o fogo. Inclui produtos auto-reagentes que podem sofrer reações fortemente exotérmicas. Subclasse 4.2 - Substâncias sujeitas à combustão espontânea – Elas são sujeitas a aquecimento espontâneo em condições normais de transporte, ou aquecimento em contato com o ar, podendo inflamar-se. Subclasse 4.3 - Substâncias que em contato com a água emitem gases inflamáveis – São aquelas que, por interação com a água, podem tornar-se espontaneamente inflamáveis ou liberar gases inflamáveis em quantidades perigosas. MEDIDAS DE CONTROLE DE RISCOS
➢ Tecidos Sintéticos podem derreter ou pegar fogo quando expostos a calor intenso. ➢ Devem proporcionar liberdade de movimentos. ➢ Devem estar isentas de graxa e óleo. ➢ Não faça dobras em suas luvas e calças. ➢ Mantenha as pernas das calças sobrepondo as botas. ➢ Use botas de couro, de cano alto e com biqueira de aço. ➢ Tenha cuidado ao trabalhar em ambiente molhado ou quando estiver transpirando.
couro 2 – Manga de couro 3 – Luvas de couro 4 – Polainas de couro 5 – Sapato de segurança 6 – Touca de proteção 7 – Óculos de segurança 8 – Ombreira de couro 9 – Filtro de proteção para solda PROTEÇÃO FÍSICA
TRABALHO: Resfriar todos os elementos que sofreram aquecimento (ou acompanhar seu esfriamento até atingir a temperatura ambiente). REALIZAR INSPEÇÃO MINUCIOSA NOS SEGUINTES PONTOS: a. Local onde foi realizado o trabalho. b. Áreas adjacentes. c. Os pontos atingidos pela projeção de fagulhas incandescentes. d. Todos os locais onde existe a possibilidade do calor ter sido transmitido.
forçado com o objetivo de dispersar a fumaça ou contaminantes de um local que deseja trabalhar. É o meio artificial necessário para a remoção de gases e vapores prejudiciais que podem ser encontrados principalmente em ambientes fechados e sua determinação depende do tamanho do espaço, quantidade do gás ou vapor a ser removido. VENTILAÇÃO E EXAUSTÃO Existem alguns tipos de ventilação mecânica que são: ➢Insuflação (diluição) ➢Exaustão (remoção)
no local. O processo de inertização ocorre geralmente pelo deslocamento da atmosfera contida no interior do espaço. Portanto a inertização não limpa a atmosfera porque ela desloca a atmosfera inflamável /explosiva porém a substituí por uma atmosfera asfixiante simples. A INERTIZAÇÃO GERA ATMOSFERA IPVS PURGA Quer dizer tornar puro, purificar, limpar e expelir. Podemos limpar por ventilação ou lavagem com água ou vapor, tornando a atmosfera interna pura e limpa. VENTILAÇÃO E EXAUSTÃO VENTILATION AND EXAUSTION NR 17 Esta Norma Regulamentadora visa a estabelecer parâmetros que permitam a adaptação das condições de trabalho às características psicofisiológicas dos trabalhadores, de modo a proporcionar um máximo de conforto, segurança e desempenho eficiente. 17.1.1. As condições de trabalho incluem aspectos relacionados ao levantamento, transporte e descarga de materiais, ao mobiliário, aos equipamentos e às condições ambientais do posto de trabalho, e à própria organização do trabalho.
de adaptação de elementos do ambiente de trabalho ao ser humano, com o objetivo de gerar o bem-estar do trabalhador e consequentemente aumentar a sua produtividade. ERGONOMIA
Trabalho “Patologias que acometem e se manifestam em tecidos moles, como tendões, músculos, nervos, fáscias e ligamentos, geralmente em Membros Superiores e Coluna Vertebral, em forma de resposta inflamatória e/ou degeneração de tecidos, sempre de origem ocupacional” (Sato et al., 1993).
o passar do tempo. •Acontecem quando a exposição habitual ou as exigências físicas de um trabalho excedem a capacidade física do funcionário. • São causadas por exposição aos riscos ergonômicos. Como Se Desenvolvem? 1 - Super-utilização Das Estruturas Anatômicas Osteomusculares; 2 - Uso Biomecânico Incorreto Dos Segmentos Corporais; 3 - Falta De Tempo Para Recuperação; DOENÇAS OCUPACIONAIS LER/DORT
Disco; • Ruptura Muscular ou Tendínea; • Compressão de Nervos; • Torção; • Distensão • Tendinite/Tenossinovite/Epicondilite; OBS.: e elas aparecem quando vamos, puxa empurrar, agarrar materiais de forma inadequada DOENÇAS OCUPACIONAIS LER/DORT
Ombros elevados (cadeira muito baixa), ombros irregulares (segurar telefone com o ombro); • Flexão da Coluna Vertebral (não utilizar o apoio dorsal da cadeira); Inadequate postures: DOENÇAS OCUPACIONAIS LER/DORT Pés suspensos (falta de apoio para os pés); Braços estendidos à frente (superfície de trabalho distante); Punhos em extensão, flexão ou desvio lateral (falta de apoio para punhos, equipamentos em formato ou tamanho inadequados);
Tarefa única e rápida, sem tempo de recuperação; • Mesmo padrão de movimento, ininterruptamente por um determinado período de tempo; • Se repete milhares de vezes ao dia, monotonia; • Maior risco: movimentos constantes, rápidos, com pouca ou nenhuma pausa; • Menor risco: movimentos lentos, interrompidos periodicamente por pausas significativas;
A FISPQ (Ficha de Informações de Segurança de Produtos Químicos) é um documento normalizado pela Associação Brasileira de Normas Técnicas (ABNT) conforme norma, ABNT-NBR 14725. Este documento, denominado “Ficha com Dados de Segurança” segundo Decreto nº 2.657 de 03/07/1998 (promulga a Convenção nº 170 da Organização Internacional do Trabalho-OIT), deve ser recebido pelos empregadores que utilizem produtos químicos, tornando-se um documento obrigatório para a comercialização destes produtos.
(substâncias ou misturas) quanto à segurança, à saúde e ao meio ambiente; transmitindo desta maneira, conhecimentos sobre produtos químicos, recomendações sobre medidas de proteção e ações em situação de emergência. A FISPQ é um instrumento de comunicação dos perigos e possíveis riscos levando em consideração o uso previsto dos produtos químicos; o documento não leva em conta todas as situações que possam ocorrer em um ambiente de trabalho, constituindo apenas parte da informação necessária para elaboração de um programa de saúde, segurança e meio ambiente. FISPQ - FICHA DE INFORMAÇÃO DE SEGURANÇA DE PRODUTO QUÍMICO
siglas mundialmente conhecidas referentes a este documento, o qual é apresentado por diversos modelos pertinente a cada país. FISPQ FICHA DE INFORMAÇÃO DE SEGURANÇA DE PRODUTO QUÍMICO
utilizada para aplicar chama ou calor capaz de aquecer, fundir e cortar diversos tipos de materiais, especialmente metais e plásticos. São ferramentas de muitas aplicações: na indústria, são usados principalmente em processos de brasagem, soldagem e corte. Também são usados em iluminação, e para acender fogões, lareiras e charutos.
A soldagem a gás é normalmente aplicada aos aços carbono, não-ferrosos e ferros fundidos. Nas indústrias petroquímicas, é amplamente utilizada na soldagem de tubos de pequenos diâmetros e espessura, e na soldagem de revestimentos resistentes a abrasão. Pode também ser utilizada na soldagem de outros materiais, variando-se a técnica, preaquecimento, tratamentos térmicos e uso de fluxos. A soldagem por fusão a gás, também chamada autógena, processa-se mediante a fusão do material, através do auxílio de uma chama constituída de gás e oxigênio de elevada temperatura.
hidrogênio, propano e acetileno, são aplicados na soldagem. O acetileno é empregado, principalmente, por se obter um bom rendimento e elevadas temperaturas.
hidrocarboneto que contém, em peso, uma porcentagem maior de carbono que qualquer outro gás hidrocarboneto combustível. É incolor e menos denso que o ar. Quando gasoso, é instável, se sua temperatura excede 780ºC ou sua pressão monométrica sobre acima de 20N/cm2. Uma decomposição explosiva pode ocorrer mesmo sem a presença do oxigênio. O acetileno deve ser manuseado cuidadosamente.
suas propriedades, é superior aos demais gases e oferece uma série de vantagens em comparação com o propano e hidrogênio. O acetileno é obtido através da ação da água em combinação com o carboneto de cálcio.
relativamente baixo • Altamente portátil e de fácil transporte • Soldagem possível em todas as posições • Equipamento versátil, pois pode ser utilizado em operações de brasamento, corte a chama e fonte de calor para aquecimento.
ser utilizado para soldar peças de espessuras finas e médias. A principal desvantagem do processo é o grau elevado de habilidade requerido do soldador, uma vez que ele deve controlar a temperatura, posição e direção da chama, além de manipular o metal de adição.
acetileno é fornecido em garrafas de aço, com uma capacidade de 40 l, a qual é preenchida internamente por uma massa porosa de 16 l de acetona. Ele é solubilizado na acetona ,pois normalmente o acetileno puro só pode ser comprimido até 1,5 bar sem que ocorra problemas, o que significa baixo conteúdo. O acetileno solubilizado na acetona pode ser comprimido sem problemas a 15 bar, ocorrendo assim 6000 l de gás acetileno por garrafa.
deve ser superior a 1000 l/h. As garrafas, cuja cor é vermelha, devem ficar na posição vertical e nunca expostas ao sol. O acetileno combinado com o ar em torno de 2 a 80% torna-se inflamável e explosivo.
Garrafa de oxigênio Possui um conteúdo de 40 l, numa pressão de 150 bar, e uma quantidade de 6000 l de gás. Não deve ter graxa ou óleo nas válvulas: risco de combustão. Não deve ser utilizado mais de 1200 a 1500 l/h, por curto espaço de tempo. A garrafa de oxigênio é de cor verde ou preta.
de soldar é composto de um dosador, onde o oxigênio circula numa pressão de 2-5 bar, provocando uma depressão que arrasta o acetileno (0,4 bar), formando a mistura. A mistura circula até o bico de maçarico, em condições para iniciar a chama.
de soldagem é composta por um dosador, onde o oxigênio circula em uma pressão de 2-5 bar, causando uma depressão que arrasta o acetileno (0,4 bar), formando a mistura. A mistura flui para o bico da tocha, em condições de iniciar a chama.
deverá sair do bico do maçarico, com uma velocidade que depende da pressão necessária para soldar. A velocidade do fluxo deve ser maior que a propagação da combustão do gás empregado, para se evitar o retrocesso da chama.
pressão O manômetro de alta pressão marca o conteúdo de gás contido no cilindro; o de baixa marca a pressão necessária ao trabalho, a qual é regulada de acordo com o bico e o material base a ser usado.
O oxigênio e o acetileno são retirados das garrafas. A mistura obtida queima-se em duas fases. A chama para soldar é ajustada ou regulada através do maçarico. Para que se obtenha uma combustão completa, para uma parte de acetileno, necessita-se de 2,5 partes de oxigênio. Para a regulagem da chama de solda, misturam-se oxigênio e acetileno na proporção de 1:1. A combustão nesta primeira fase é incompleta.
Os gases resultantes dessa combustão, monóxido de carbono e hidrogênio, ainda são combustíveis; ao retirarem o oxigênio do ar, completam a combustão, formando o período e caracterizando uma segunda fase da combustão. Essa eliminação de oxigênio do ar oferece uma peça de fusão limpa (efeito redutor).
calor produzida pela chama depende da quantidade de gás que é queimado. A temperatura alcançada pela chama depende do combustível utilizado e da regulagem dos gases. Ignição e extinção da chama Deve-se observar a seguinte sequência para acender o maçarico. Primeiro, abre- se a válvula do gás oxigênio e, em segundo lugar a válvula do gás acetileno. Para se extinguir a chama, fecha-se primeiro a válvula do gás acetileno e, em seguida, a válvula do gás oxigênio.
regulagem da chama a variação da proporção entre os gases. Para cada proporção entre os gases, obtém-se também uma variação do tipo de chama e com isso uma respectiva variação da sua temperatura.
de provocar a carbonetação do metal em fusão, devido ao excesso de acetileno. Possui pouca utilização; geralmente é usada em alumínio e ferro fundido maleável. Possui acetileno em excesso, em relação ao oxigênio.
da relação 1:1 entre oxigênio e acetileno. Possui um cone interno bem definido, de um branco intenso. É empregada amplamente para soldar e aquecer. Em função de sua neutralidade, ocorre uma atmosfera de proteção da solda. Possui uma grande aplicação nos materiais ferrosos em geral.
de um excesso de oxigênio em relação ao acetileno. Tem a temperatura mais elevada das chamas. Na soldagem dos aços, provoca a descarbonetação ou a oxidação do metal fundido. É utilizada no processo de oxicorte e também da soldagem de latões de cobre.
retrocesso A chama possui uma velocidade de propagação, que é contrabalanceada pela velocidade de saída do gás pelo bico do Maçarico. No instante em que a velocidade de saída dos gases for menor que a de deflagração da chama, rompe-se o equilíbrio das velocidades e ocorre o retrocesso da chama que, eventualmente, pode ser acompanhado por uma onda explosiva.
para o interior do maçarico até o ponto em que as velocidades se igualarem novamente. A chama continua na câmara de mistura de forma invisível e causa um barulho estridente. Ela pode ainda prosseguir queimando-se na mangueira de acetileno e até, em alguns casos, atingir a garrafa de gás. Ao ocorrer um retrocesso, deve-se, em primeiro lugar, fechar a válvula de acetileno, posteriormente, o oxigênio e, em seguida, resfriar o maçarico, mergulhando-o em água.
muito pequena da mistura no maçarico; • bico sem condições de uso (entupido); • componentes do maçarico não foram bem montados e devidamente operados; • maçarico superaquecido; • falta de purgamento nas mangueiras.
nos trabalhos de solda que acetileno, propano, metano, hidrogênio, quando combinados com o ar, são explosivos. • Óleo, gordura e graxa em válvulas de oxigênio podem provocar risco de vida, pois tal combinação pode provocar combustão e posterior explosão da garrafa. • As garrafas devem estar posicionadas sempre na vertical. • No caso de retrocesso de chama, fechar a válvula de acetileno e logo após a de oxigênio, resfriando em seguida o maçarico em água.
roladas para transporte. O frio prejudica a garrafa de acetileno e altas temperaturas podem provocar sua explosão. Ao soldar, devem-se usar roupas adequadas de proteção contra queimaduras e óculos para proteger os olhos das radiações provocadas pela chama.
procedimento térmico para cortar aços não ligados ou de baixa liga. O procedimento se baseia na propriedade inerente dos aços de se oxidarem rapidamente em contato com o oxigênio puro, ao atingirem a temperatura de queima - aproximadamente 1200ºC. Através da chama de aquecimento prévio do maçarico de corte, o aço é aquecido à temperatura de queima, a qual é inferior à temperatura de fusão. Após atingir essa temperatura, abre-se a válvula de oxigênio puro. O oxigênio puro sob pressão atua na região de corte provocando grande oxidação e queima do aço.
porém apenas na região em que incide o jato de oxigênio. Com a queima, produz-se óxido, que possui grande fluidez e é eliminado pelo jato de oxigênio. A força do jato de oxigênio produz superfícies de corte na peça.
de corte possuem na mesma peça saídas anelares da chama, com as quais se processa o aquecimento, e uma saída central para o oxigênio, com a qual se processa o corte. Para o aquecimento, deve ser usada a chama neutra.
maçaricos de bicos cambiáveis atinge até espessuras de 100mm. Os maçaricos manuais de corte podem ser utilizados para espessuras de até 300mm. Existem ainda maçaricos especiais, cuja potência proporciona corte de espessuras de até 2000mm de material. Portanto, os bicos de corte são selecionados em função da espessura da chapa a ser cortada.
as fontes de gases (cilindros, redes e reguladores) tenham capacidade suficiente para o tamanho do bico de corte. • Ajuste as pressões de trabalho adequadamente conforme instruções. • Ajuste as válvulas de controle de chama para a chama neutra apropriada. • Mantenha sempre o maçarico em bom estado de manutenção. • Jamais ajuste as pressões e vazões de trabalho de bicos grandes para trabalhos com chapas finas.
da chama ocorre quando a chama queima de volta para dentro do maçarico, comumente com um silvo agudo. No caso de acontecer um engolimento da chama proceda como segue: Feche imediatamente a válvula do acetileno; NOTA: dependendo do período, isto é, do tempo que se leva para fechar a válvula, poderá o operador optar em fechar a válvula do acetileno ou do oxigênio. Quando se verificar o engolimento da chama, a queima interna pode chegar até ao derretimento do divergente. Neste caso que é uma exceção do processo de fechamento, fecha-se à válvula do oxigênio; Fechar a válvula de oxigênio de corte; Se os engolimentos ocorrem, mesmo após a verificação dos motivos prováveis já descritos, leve o maçarico à seção de recondicionamento para a eliminação do defeito ou descarte-o.
fabricada em raspa de couro ou vaqueta para uma melhor proteção do mesmo. Este por sua vez só poderá usar roupas em algodão ou tecidos grossos e exemplo do jeans para evitar queimaduras. • Avental; • Casaca; • Mangas; • Polainas (perneiras); • Luvas de cano longo; • Toca em algodão ou raspa de couro; • Óculos de proteção; • Botas de segurança (bico de aço) • Máscara para soldador; • Protetor auricular.
para evitar que respingos possam neles penetrar. O soldador nunca deve guardar fósforos ou isqueiros nos bolsos de suas próprias roupas. As botinas de segurança, preferencialmente, devem ter uma cobertura, geralmente feita do mesmo material das perneiras, para proteção contra respingos da solda.
perneiras para soldador, podem apresentar-se de diversas formas ou modelos. Este elemento utiliza-se para proteger parte das pernas e os pés do usuário.
ser consideradas uma das partes mais importantes da vestimenta do soldador, todo o manuseio das peças e acessórios devem ser realizados com as mesmas. Este EPI tem finalidade de proteger as mãos de possíveis queimaduras, cortes ao manusear peças bem como isolante contra descargas elétricas. Seus modelos podem variar quanto às necessidades dos serviços. Luvas de vaquetas são mais flexíveis, porém menos resistentes luvas de raspas de couro com reforços na palma da mão são usadas para trabalhos maiores.
são uma das partes mais sensíveis do nosso corpo. O uso de óculos de proteção incolor, para os trabalhos do soldador devem ser constantes, mesmo quando utilizando máscaras de proteção, afinal máscaras protegem o rosto do usuário. Outro ponto importante na obrigatoriedade da utilização deste EPI se deve também aos respingos e projeções que passam por cima da máscara podendo atingir os olhos.
várias tonalidades de cores: amarelos, pretos, entre outros. Estes, caso usados durante a soldagem podem aumentar a luminosidade do Arco elétrico ou não proteger adequadamente, provocando lesões graves aos olhos do soldador.
por soldadores o manuseio de grandes peças, chapas pesadas bem como o risco de incidentes com peças no piso são eminentes. A utilização de botas de segurança com biqueira de aço se torna indispensável. Em determinados serviços realizados por soldadores o manuseio de grandes peças, chapas pesadas bem como o risco de incidentes com peças no piso são eminentes. A utilização de botas de segurança com biqueira de aço se torna indispensável.
proteger as pessoas ao redor e o ambiente de radiações e respingos, é utilizado biombos de material não inflamável, ou cortinas próprias para essa utilização. As cortinas vem ganhando espaço na indústria pelo fato delas favorecerem a visibilidade do trabalho realizado pelo soldador sem afetar a saúde visual das pessoas próximas. Suas cores podem variar conforme a aplicação do serviço.
trabalhos em oficinas mecânicas. Infelizmente, também é uma causa comum de danos – especialmente danos para os olhos. Na operação de um esmerilagem requer uso de várias precauções e o uso de Equipamento Protetor Individual deve ser feito para prevenir danos sérios. Um dos perigos principais é estilhaçamento de pedaços do rebolo quanto este está em alta rotação. Estas rodas podem explodir literalmente, soltando pedaços que voam pelo ar como balas. O uso correto do EPI pode ajudar a prevenir danos ao usar os esmeris. Sempre use a proteção dos olhos (óculos + protetor facial) apropriada sempre que você usar um esmeril, e isto inclui o trabalho em casa, também. SEGURANÇA NO USO DE ESMERIL
e desbaste, sendo eles, utilizados para reparos. Os mais utilizados para esse tipo de trabalho são as lixadeiras, esmerilhadeiras, agulheiro e algumas outras ferramentasrotativas. Cuidado: Tais ferramentas modificadas torna-se uma arma perigosa, que expõe, não somente o operador, mas também as outras pessoas que trabalham ou transitam nas imediações de suas operações. EQUIPAMENTOS E ACESSÓRIOS DE TRABALHO
fixadas em seus lugares, antes de começar qualquer trabalho. Além disso, tenha certeza que o restante das ferramentas está ajustado corretamente. Confira para ver se o esmeril é bem fixado na bancada ou pedestal. É importante que você inspecione o rebolo (roda do esmeril) antes de colocá-lo em uso. Não deve estar danificado de qualquer forma, e devem ser descartados os rebolos estragados (com trincas) imediatamente. Para verificar se os mesmos estão trincados, basta segurá-los com um gancho e dar pequenas pancadas com pedaço de metal. Se o som produzido for igual a de um sino, o mesmo não está trincado. Porém, se produzir um som apagado, está trincado. EQUIPAMENTOS E ACESSÓRIOS DE TRABALHO
trabalho que você estará fazendo. O rebolo deve ser projetado para se ajustar ao esmeril que você está usando. Dependendo do material a ser esmerilhado, deve ser o tipo de rebolo a ser utilizado. Se você achar qualquer defeito, você tem que etiquetar o esmeril e tem que remover este imediatamente de serviço. Deixe o rebolo girar livremente no mínimo por 1 minuto antes de iniciar o trabalho; EQUIPAMENTOS E ACESSÓRIOS DE TRABALHO
temperaturas extremas, exposição a produtos químicos e impactos. Entre um rebolo e outro, é indicado separá-los com papelão, para evitar que entrem em contato um com o outro, evitando assim, que sejam danificados pelo atrito gerado. Siga as instruções do fabricante para armazenamento. Sempre há potencial para acidentes com um esmeril. Proteja especialmente seus olhos, quando você usa qualquer tipo de esmeril. Siga rigorosamente as instruções de segurança. EQUIPAMENTOS E ACESSÓRIOS DE TRABALHO
de serviços de desbaste e corte de modo geral, em materiais ferrosos e não ferrosos. Podem ser fabricadas com propulsão elétrica ou ar comprimido. É manuseado como ferramenta, um disco fabricado de material abrasivo. O nível de ruído avaliado do aparelho é caracteristicamente: nível de pressão acústica 90 dB; nível de potência acústica 103 dB ESMERILHADEIRA MNUAL
os trabalhos com o equipamento. A capa de proteção deve estar montada ao trabalhar com disco de desbaste e/ou corte. Empunhadura Coifra EQUIPAMENTOS E ACESSÓRIOS DE TRABALHO
requerida para o trabalho. Não force a peça sobre a pedra; Use só a superfície plana do esmeril. Não use o lado da roda, pois este método é incorreto e pode danificar a pedra do esmeril, além de puxar sua mão; Não permita que faíscas do esmeril entrem em contato com combustível ou materiais inflamáveis como solventes, combustíveis, lubrificantes, etc.; EQUIPAMENTOS E ACESSÓRIOS DE TRABALHO
ferramentas elétricas, não use cabelos e roupas soltas, joias ou relógio ao redor de esmeris, ou outro equipamento em movimento, porque você pode ser puxado pelas partes móveis. Se você tiver que usar luvas, lembre-se de que elas também podem ser puxadas. As pessoas que estiverem auxiliando no trabalho com o esmeril, também devem estar utilizando os EPI´s adequados. DICAS PARA O USO DE ESMERIS
um funcionamento de teste no mínimo durante 60 segundos, sem carga. Acessórios danificados, descentrados ou vibrando não devem ser utilizados. Observar as dimensões dos discos abrasivos. O diâmetro do furo deve ajustar-se sem folga a flange. Não utilizar peças de redução ou adaptadores. Proteger os acessórios contra golpes, trepidações e produtos lubrificantes. A ferramenta só deve ser utilizada para serviço a seco. Materiais que contenham amianto não devem ser trabalhados. Não fixar a ferramenta na morsa para realização de trabalhos. Manter o cabo de alimentação elétrica sempre atrás da máquina. DICAS PARA O USO DE ESMERIS
corte, desbaste e acabamentos com esmerilhadeiras. Leia-as completamente antes da utilização para diminuir os riscos de acidente. Utilize protetores auriculares durante o trabalho com esmerilhadeiras. A exposição a fortes ruídos pode causar a perda de audição. INSTRUÇÕES ESPECÍFICAS DE SEGURANÇA PARA ESMERILHADEIRAS
esmerilagem como corte, desbaste e acabamento. O não cumprimento das instruções contidas neste manual pode gerar choque elétrico, fogo ou graves acidentes ao operador. Operações como lixamento e polimento não são recomendadas para ser realizadas com esta ferramenta. Trabalhos não recomendados podem gerar acidentes ou lesões ao usuário. Não utilize acessórios que não sejam projetados ou recomendados pelo fabricante. Mesmo que eles se encaixem na ferramenta, isto não garante a segurança durante a aplicação. INSTRUÇÕES ESPECÍFICAS DE SEGURANÇA PARA ESMERILHADEIRAS
estar dentro da capacidade da sua ferramenta. Peças com tamanhos inadequados não podem ser fixadas adequadamente e são difíceis de serem controladas. O furo de fixação dos acessórios (discos), flanges, porcas e o eixo de rotação devem ser adequados e encaixar firmemente na ferramenta. Peças que não estejam fixadas corretamente podem gerar um balanceamento inadequado, altas vibrações e a perda de controle da ferramenta. A velocidade máxima de aplicação dos acessórios (discos) deve ser pelo menos igual à velocidade máxima marcada na ferramenta elétrica. Acessórios utilizados em velocidades maiores do que a especificação podem vir a quebrar ou lascar, atingindo o operador. INSTRUÇÕES ESPECÍFICAS DE SEGURANÇA PARA ESMERILHADEIRAS
ter lido atentamente as instruções de serviço de acordo com as indicações de segurança e observar rigorosamente as indicações nelas contidas. Deve-se seguir as seguintes instruções: Caso o cabo de rede for danificado ou cortado, não toque no cabo. Tire imediatamente o plug da tomada; Jamais utilizar a ferramenta com um cabo danificado; SEGURANÇA ELÉTRICA
ferramenta não freá-la através de pressão lateral do disco abrasivo. De modo algum utilize disco de corte para desbastar. Não pressionar os discos de corte lateralmente. Sempre desligue e aguarde o motor parar totalmente, antes de depositar a ferramenta sobre qualquer superfície. No caso de falha de energia ou se for puxada a tomada de alimentação elétrica, destravar imediatamente o interruptor e colocá-lo na posição desligado. Isto evita um novo arranque involuntário SEGURANÇA ELÉTRICA
interruptor da máquina desligado. Só ter contato entre ferramenta e a peça com a ferramenta ligada. Não toque nas ferramentas abrasivas em rotação. Cuidado com linhas elétricas encobertas, canos de gás e de água. Não deixar produtos inflamáveis próximos à área de trabalho. Sempre segurar a máquina de modo que as fagulhas sejam projetadas em direção oposta ao operador. A ferramenta reage com movimentos bruscos quando o disco de corte é bloqueado. Neste caso a ferramenta deve ser desligada imediatamente. Ao utilizar ferramentas elétricas em ambientes úmidos, use um disjuntor junto ao circuito elétrico. A utilização de disjuntores evita choques elétricos quando o cabo vier a sofrer uma sobrecarga SEGURANÇA ELÉTRICA
ferramenta elétrica aumenta o risco de choque elétrico; Não utilize o cabo da ferramenta para transportar, pendurar ou desconectar o plugue da tomada. Mantenha o cabo afastado do calor, óleo, áreas cortantes ou partes do aparelho em movimento. Cabos danificados aumentam o risco de choque elétrico; Evite que seu corpo entre em contato direto com superfícies ligadas a terra, como tubos, refrigeradores e aquecedores. SEGURANÇA ELÉTRICA
atividades; Garantir área de trabalho segura e limpa, organizada e bem iluminada para as atividades com máquinas rotativas; Empregar EPC, para evitar a projeção de faíscas; Utilizar as máquinas e acessórios de acordo com as recomendações do fabricante; Operar somente equipamentos em perfeito estado de conservação e funcionamento; Não manusear ferramentas elétricas em ambientes com risco de explosão, onde se encontram líquidos, gases e inflamáveis; Mantenha o cabo afastado do calor, óleo, áreas cortantes ou partes do aparelho em movimento. Cabos danificados aumentam o risco de choque elétrico. SEGURANÇA ELÉTRICA
utilização de ferramentas abrasivas; Quando trabalhar com: disco de lixa, rebolo tipo copo ou escova de aço, recomenda-se montar o protetor para mãos; Utilizar apenas acessórios, com um número de rotações que tenha no mínimo o número de rotação em vazio do aparelho; Controlar os acessórios antes da utilização. SEGURANÇA ELÉTRICA
para Ferramentas Elétricas e da umidade; Sinalizar e isolar a área ; Ao utilizar ferramentas elétricas em ambientes úmidos, use um disjuntor junto ao circuito elétrico; Ao trabalhar com a ferramenta elétrica ao ar livre, utilize cabos de extensão apropriados; Não utilize o cabo da ferramenta para transportar, pendurar ou desconectar o plugue da tomada; Evite que seu corpo entre em contato direto com superfícies ligadas a terra, como tubos, refrigeradores e aquecedores. SEGURANÇA ELÉTRICA
trabalhar com ferramentas elétricas. Não utilize ferramentas elétricas quando estiver cansado, sob influência de drogas, ou medicamentos; Faça uso de EPI`s ao realizar atividades com ferramentas elétricas (máscaras de proteção contra poeira e fuligem, sapatos de segurança antiderrapantes, capacete de segurança, protetor auricular e óculos de proteção); Certifique-se de que a ferramenta está desligada antes de conectá-la à rede ou à bateria, bem como antes de levantá-la ou transportá-la. Remova chaves de regulagem ou de aperto antes de ligar a ferramenta elétrica. Remova o plugue da tomada antes de fazer ajustes, montagens de acessórios ou até mesmo antes de guardar o equipamento. SEGURANÇA ELÉTRICA
muitas vezes em forma de concha que envolve uma máquina portátil rotativa, evitando o contato do operador com as partes móveis. Segundo a hierarquia das medidas de controle contra riscos são classificadas como EPC’s (Equipamentos de Proteção Coletiva). Estes dispositivos de segurança são utilizados quando não é totalmente possível evitar que o usuário entre em contato com as partes perigosas do equipamento, partes rotatórias ou cortantes. Coifas são empregues em serras circulares de mesa, que são usadas para o corte de peças de madeira ou metálicas, como também, em equipamentos elétricos portáteis tipo esmerilhadeira SEGURANÇA ELÉTRICA
contato com partes rotatórias perigosas. A proteção é moldada em volta da parte rotatória bem próxima da mesma, podendo ter aberturas para permitir o contato com a peça ou material que deverá ser trabalhado. A Coifa também evita que, em caso de quebra do disco, o mesmo seja lançado contra o operador. A velocidade alcançada pelo disco é incrível, as possibilidades de cortes são reais, os cuidados também devem ser. Coifas Fixas TIPOS DE COIFAS
da peça trabalhada ou o tipo de operação que está sendo executada. Por exemplo, a coifa superior de uma serra circular de mesa pode ser regulada dependendo do tamanho da madeira que deverá ser cortada. COIFAS AJUSTÁVEIS
parte da máquina, a proteção se ajusta automaticamente à peça trabalhada, sem a necessidade da regulagem manual do operador; desta forma, o espaço aberto fica do tamanho exato da peça, impossibilitando o contato acidental do operador. COIFAS AUTOAJUSTÁVEIS
os discos de desbaste trabalham com a parte periférica e na superfície lateral. A maioria das ocorrências de acidentes com máquinas rotativas tipo lixadeira e esmerilhadeira tem como origem os discos. É recomendável a utilização dos discos de corte somente em ângulo de 90 graus com a peça a ser cortada, e discos de desbastes em ângulos de 30 a 45 graus com a peça que deseja desbastar Não devem ser utilizados, de forma alguma, discos de corte para desbaste da peça ou disco de desbaste para cortar a peça. DISCOS
Abrasivo - Ação de corte; ❑ Resina - União dos grãos e resistência / dureza; ❑ Cargas - Volume e auxílio na ação de corte. FUNÇÃO DOS COMPONENTES DO DISCO DE CORTES
do disco na peça-obra; ❑ Trincas do disco provocadas pelo choque no chão; ❑ Uso inadequado; ❑ Condições inadequadas de armazenamento; ❑ Falta de atenção e experiência do operador. CAUSAS DAS QUEBRAS
rebarbas em peças metálicas e não metálicas. Disco de Corte ❑ Abertura de canaletas (raiz de solda); ❑ Corte de peças metálicas e não metálicas. APLICAÇÕES
material, do aço à madeira, nos processos de acabamento e limpeza. Uma das utilizações práticas da escova rotativa é na remoção da escória no processo de soldagem. ESCOVAS ROTATIVAS
de desbaste de materiais ferrosos, afiação, rebarbar peças fundidas, realizar limpeza e outras atividades industriais em geral. RETIFICADEIRA E A LIXADEIRA
madeira, metal e plástico; ❑ Gravação e modelagem de madeira, metal, plástica e fibra de vidro; ❑ Polimento de metal, vidro e cerâmica; ❑ Afiação de metal; ❑ Remoção de óxido e corrosão de metais. RETIFICADEIRA E A LIXADEIRA PODERÁ TAMBÉM SER UTILIZADA PARA OUTRAS APLICAÇÕES
e nas ferramentas que utilizamos diariamente para facilitar a execução de trabalhos. Podendo ser encontrados de diversas formas, desde algo físico como uma proteção ou uma coifa, como também procedimentos administrativos que auxiliam o trabalhador a manter uma conduta de segurança durante a utilização das máquinas portáteis rotativas. SISTEMA DE SEGURAÇA
Sempre deve ser acionado, com a máquina totalmente parada, para troca dos discos. • Botão de acionamento com trava: A máquina é acionada somente se deslizar o botão, e após deslizar, deve ser pressionado. Esse ato protege contra acionamento acidental. • Botão de emergência: O equipamento efetua o bloqueio instantâneo quando o botão é pressionado, evitando o dano contínuo pela falta de controle da máquina. SISTEMA DE SEGURANÇA
Verifique se existem desalinhamentos, peças emperradas ou quebradas que possam afetar o desempenho normal do equipamento. Se danificada, providencie a manutenção apropriada da ferramenta antes de sua utilização. CUIDADOS DURANTE A ULTILIZAÇÕA E O MANUSEI DE FERRAMENTAS ELÉTRICAS
liga/desliga defeituoso. Ferramentas que não podem ser controladas pelo interruptor representam perigo e devem ser reparadas; Remova o plugue da tomada antes de fazer ajustes, montagens de acessórios ou até mesmo antes de guardar o equipamento. Essa medida evita o arranque involuntário e acidental da ferramenta; Armazene as ferramentas elétricas longe do alcance de crianças e pessoas que não estejam familiarizadas com o equipamento, mantenha as mesmas afastadas das ferramentas durante a utilização CUIDADOS DURANTE A ULTILIZAÇÕA E O MANUSEI DE FERRAMENTAS ELÉTRICAS
e diminui sua vida útil; A vida útil de uma ferramenta elétrica depende das condições de uso e cuidados tomados durante a sua operação. Com o intuito de aumentar o tempo de uso de sua ferramenta, mantenha o equipamento e seus acessórios sempre limpos e preste atenção nas manutenções periódicas necessárias. Utilize a ferramenta apropriada de acordo com a aplicação ou trabalho a ser desempenhado. CUIDADOSDURANTE A ULTILIZAÇÃO E O MANUSEIO DE FERRAMENTAS ELÉTRICAS
em bom estado de utilização e bem afiadas emperram com menor frequência Utilize as ferramentas elétricas, acessórios e ferramentas de corte e furação conforme as instruções de segurança contidas neste manual. Sempre avalie a tarefa a ser executada considerando os aspectos e as condições do ambiente de trabalho. CUIDADOS DURANTE A ULTILIZAÇÃO E O MANUSEIO DE FERRAMENTAS ELÉTRICAS
corretiva da ferramenta. Repare sua ferramenta elétrica apenas por pessoal especializado e utilize sempre peças originais. Isso assegura que a segurança de seu equipamento seja mantida. SERVEÇO DE MANUTENÇÃO
pino terra. Sempre verifique se a tensão nominal da rede corresponde à mesma tensão informada na etiqueta de identificação do equipamento. SEGURANÇA ELÉTRICA DOO EQUIPAMENTOS
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
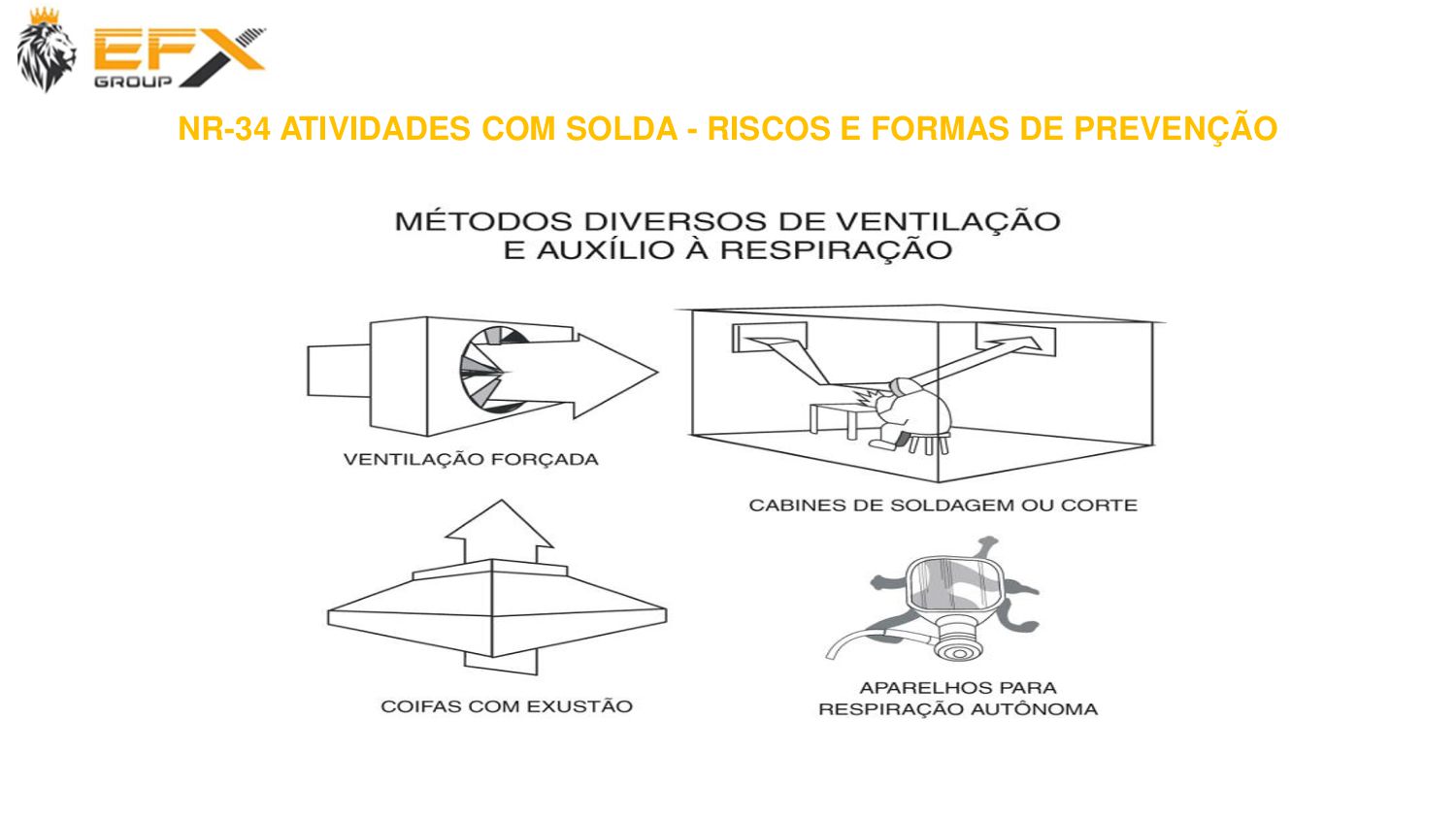{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
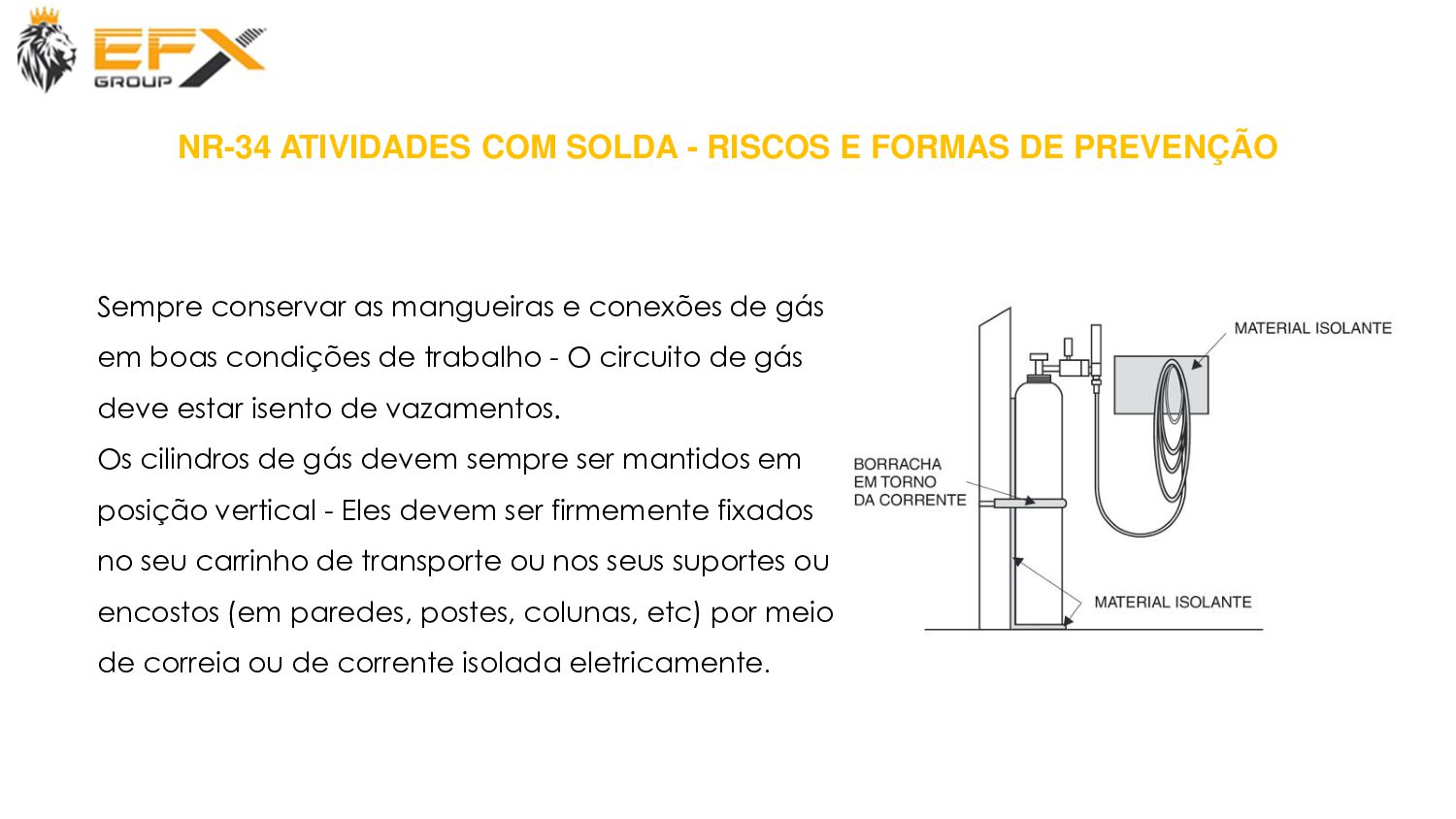{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
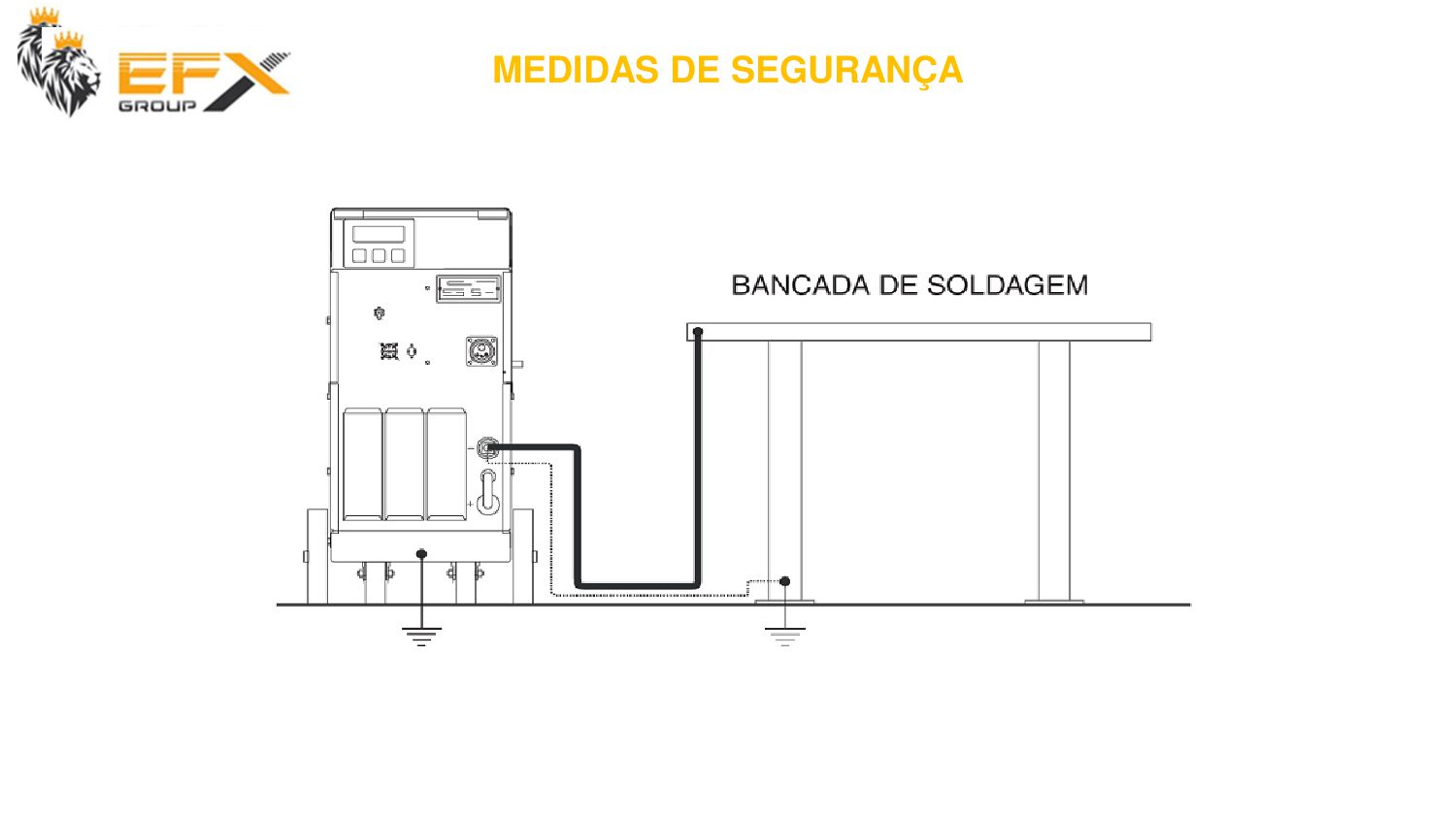{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
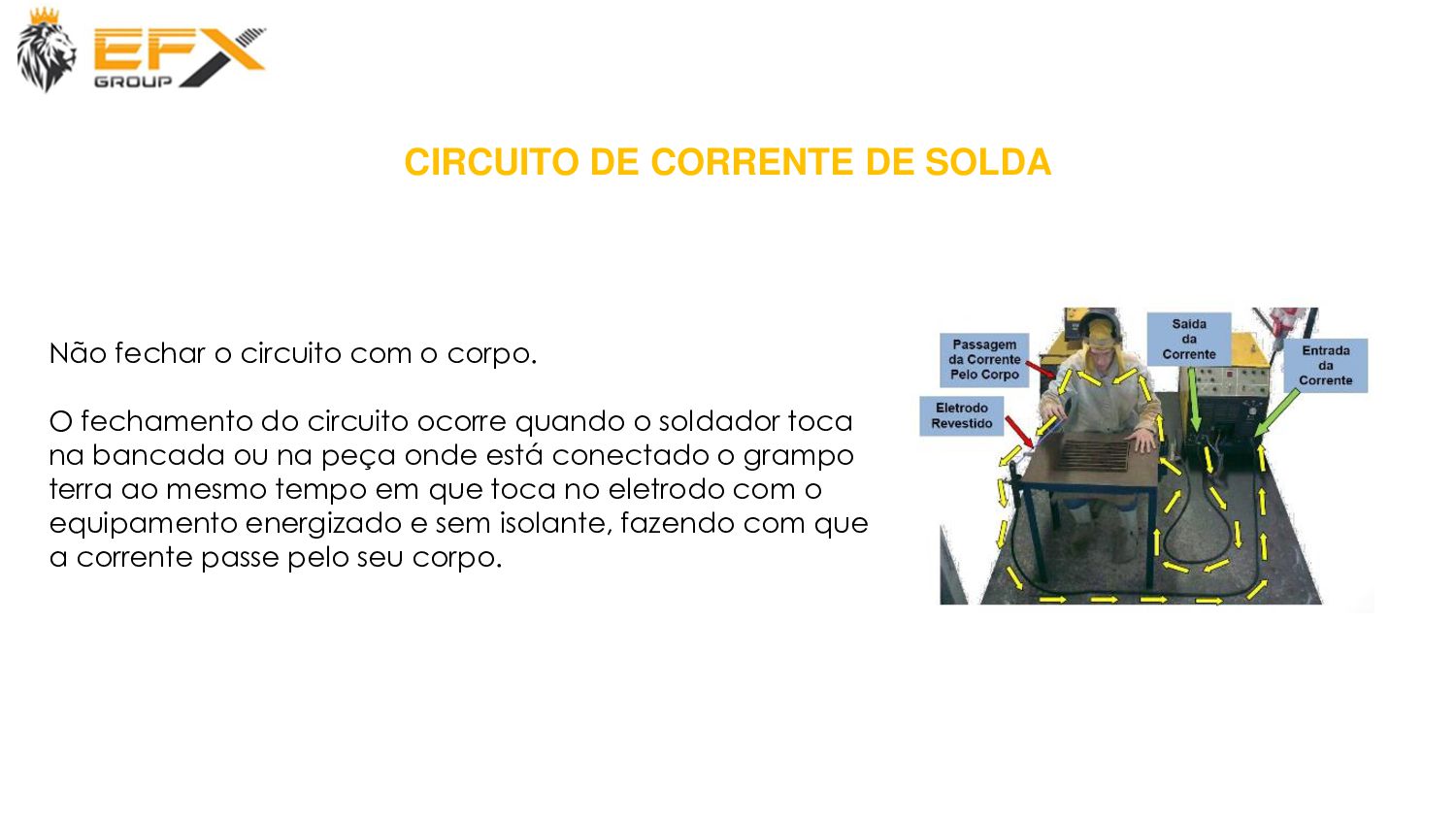{kind=link}
{kind=link}
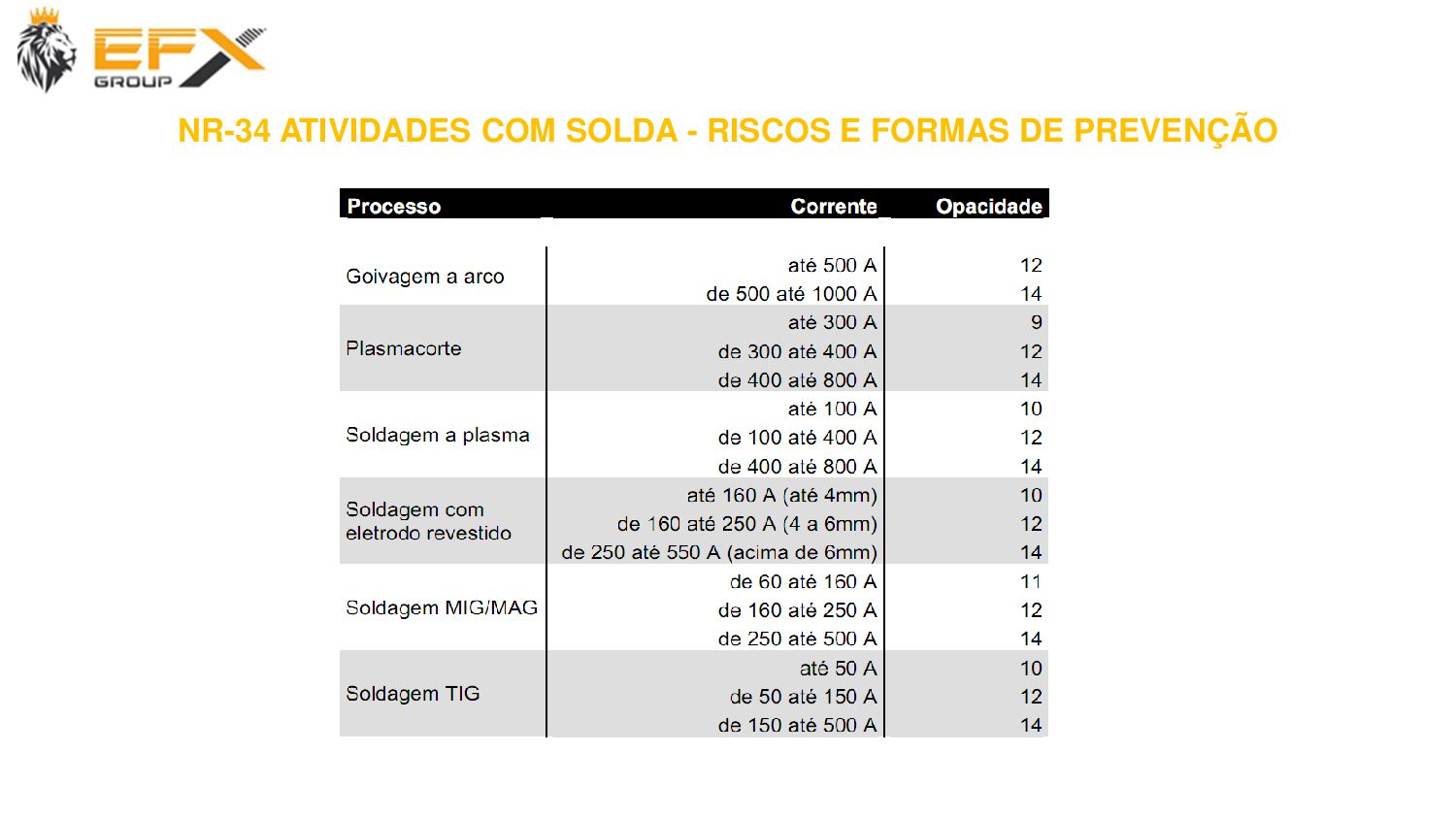{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
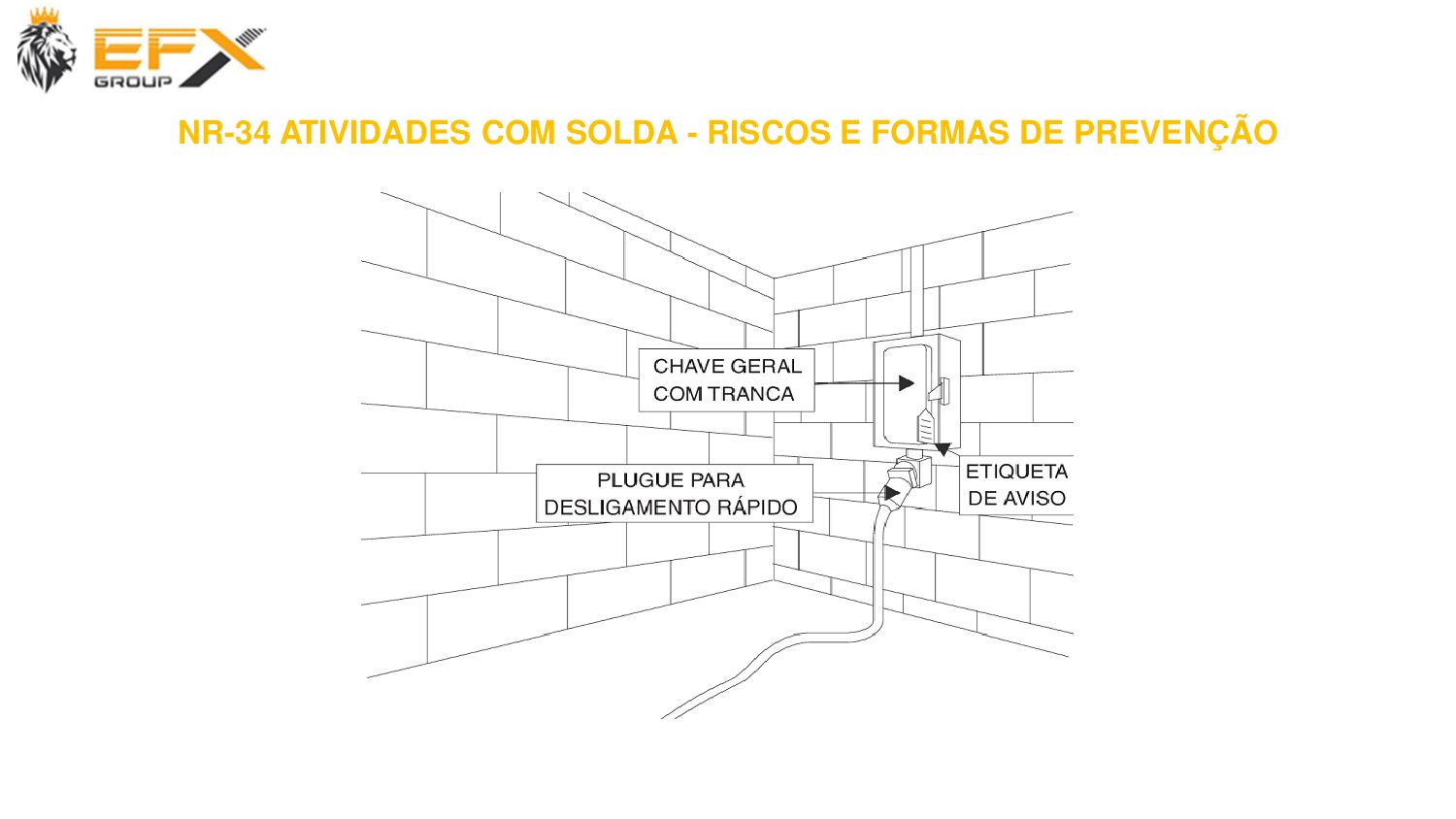{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
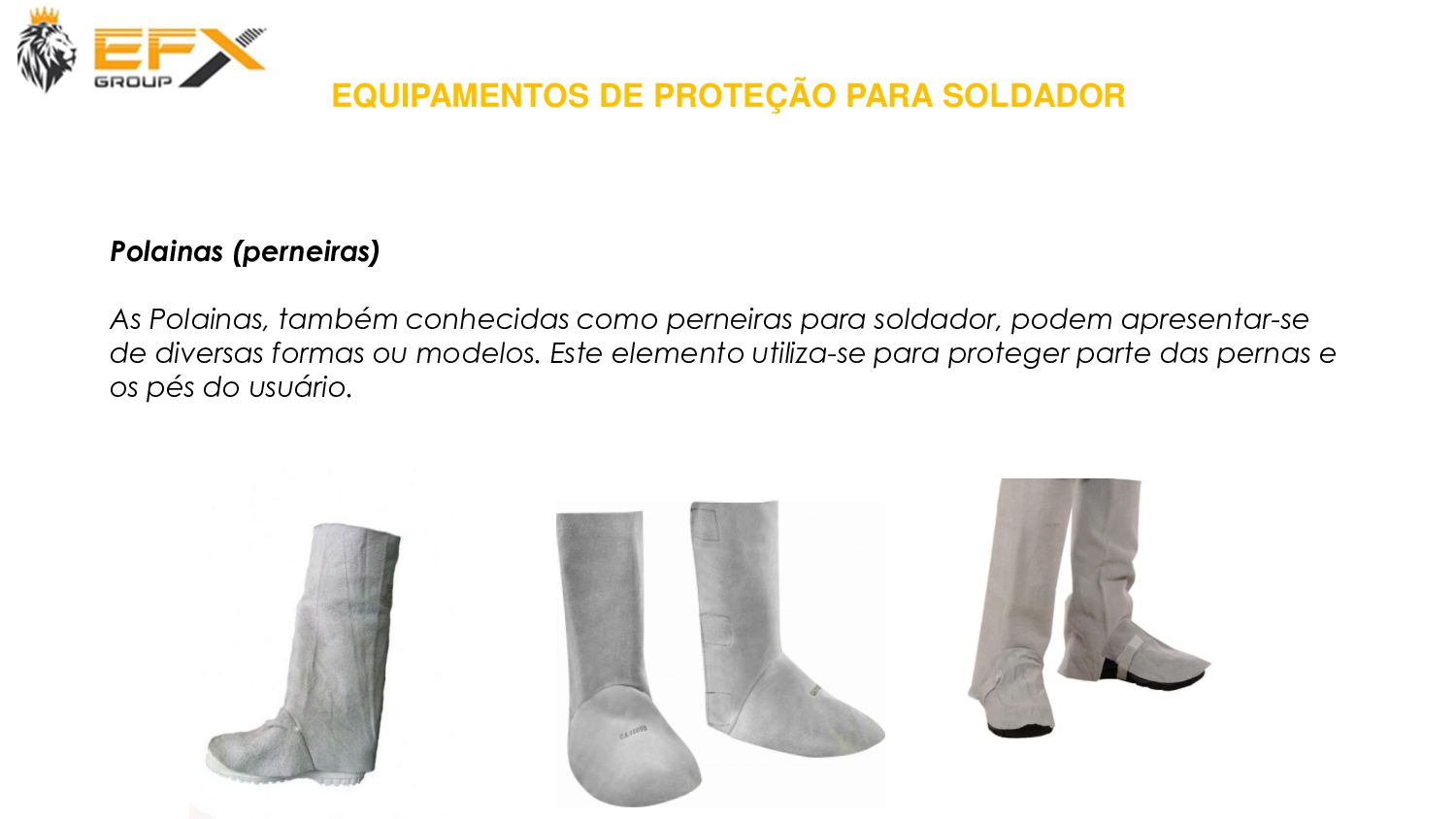{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
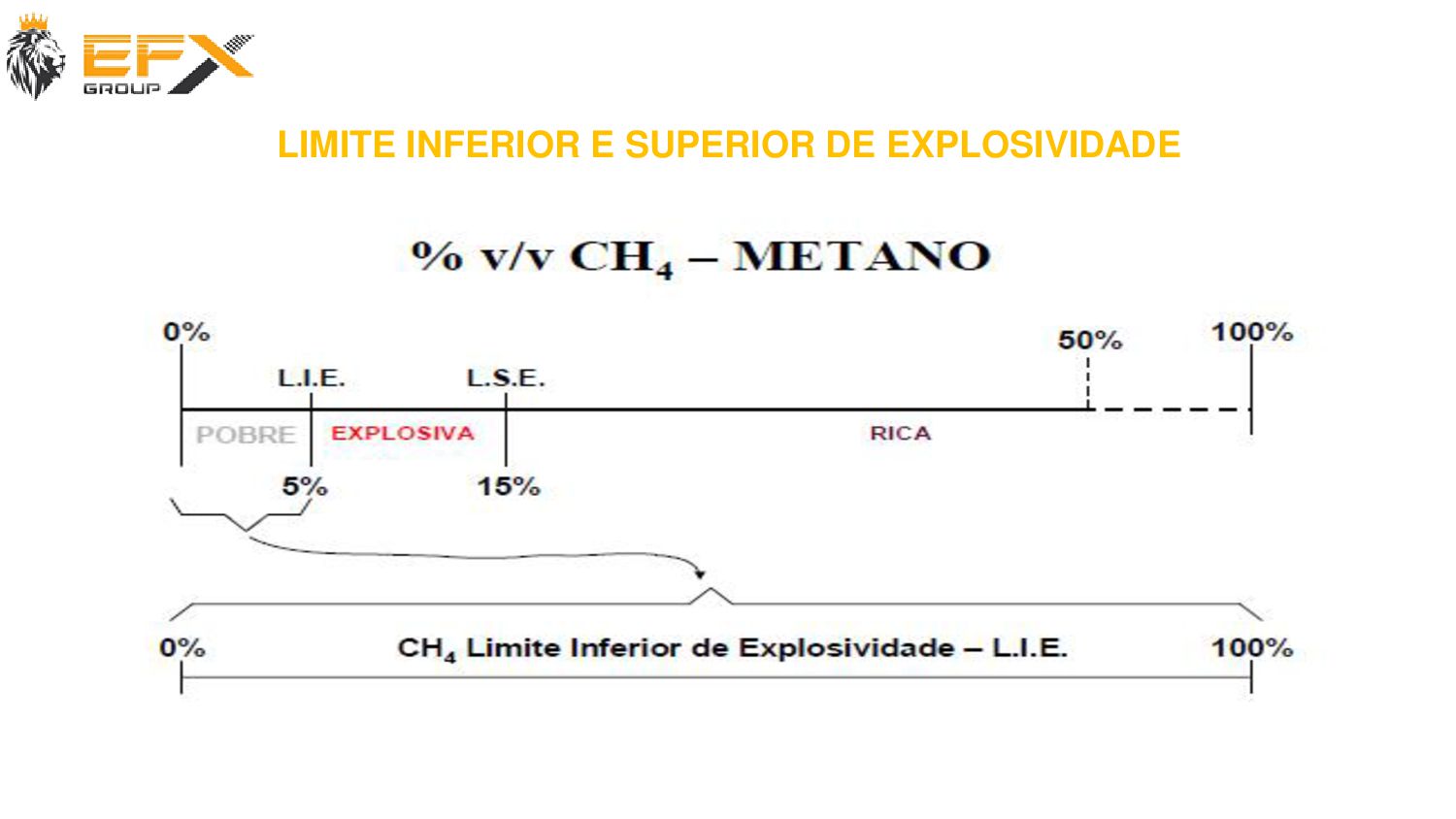{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
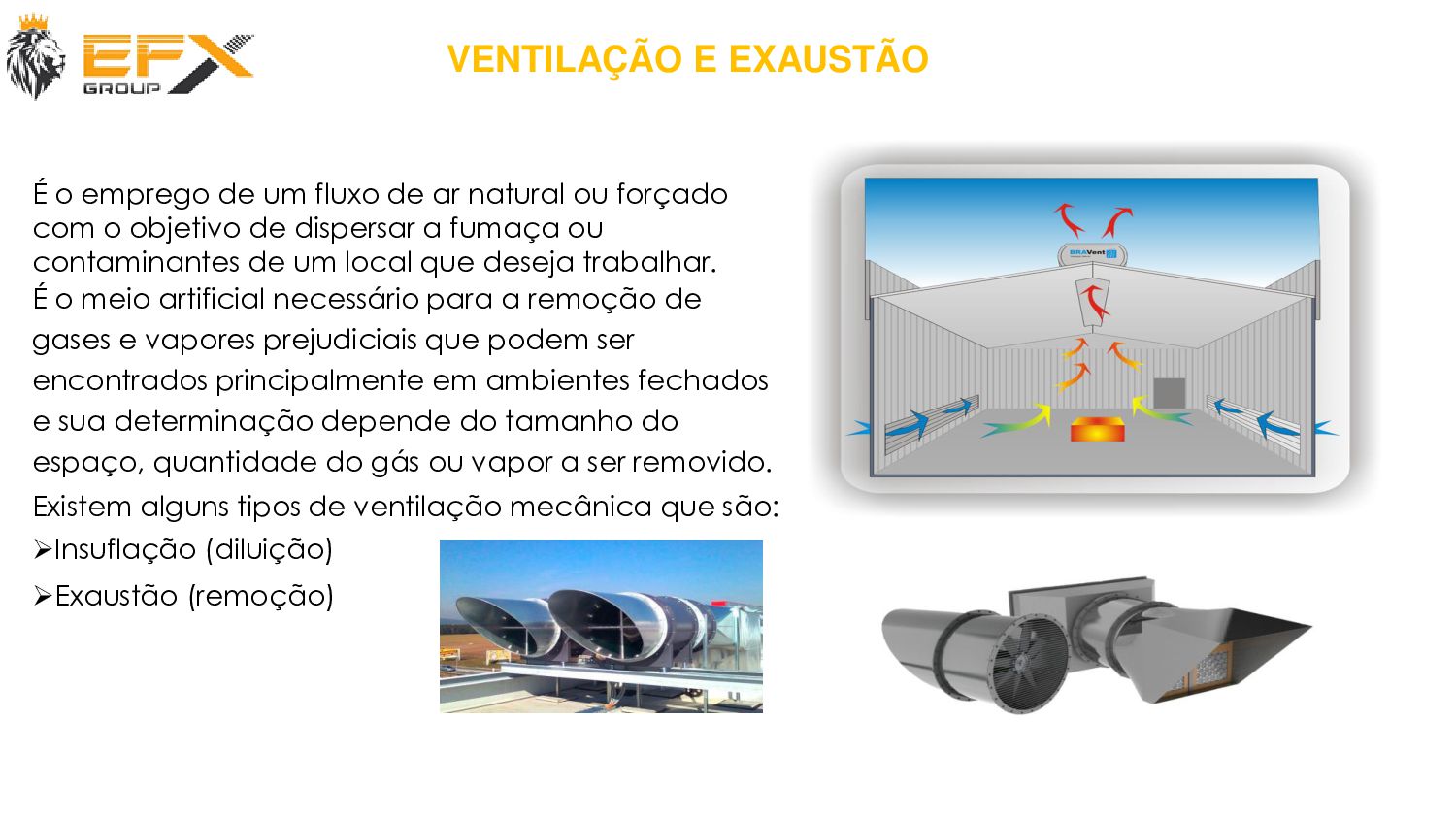{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
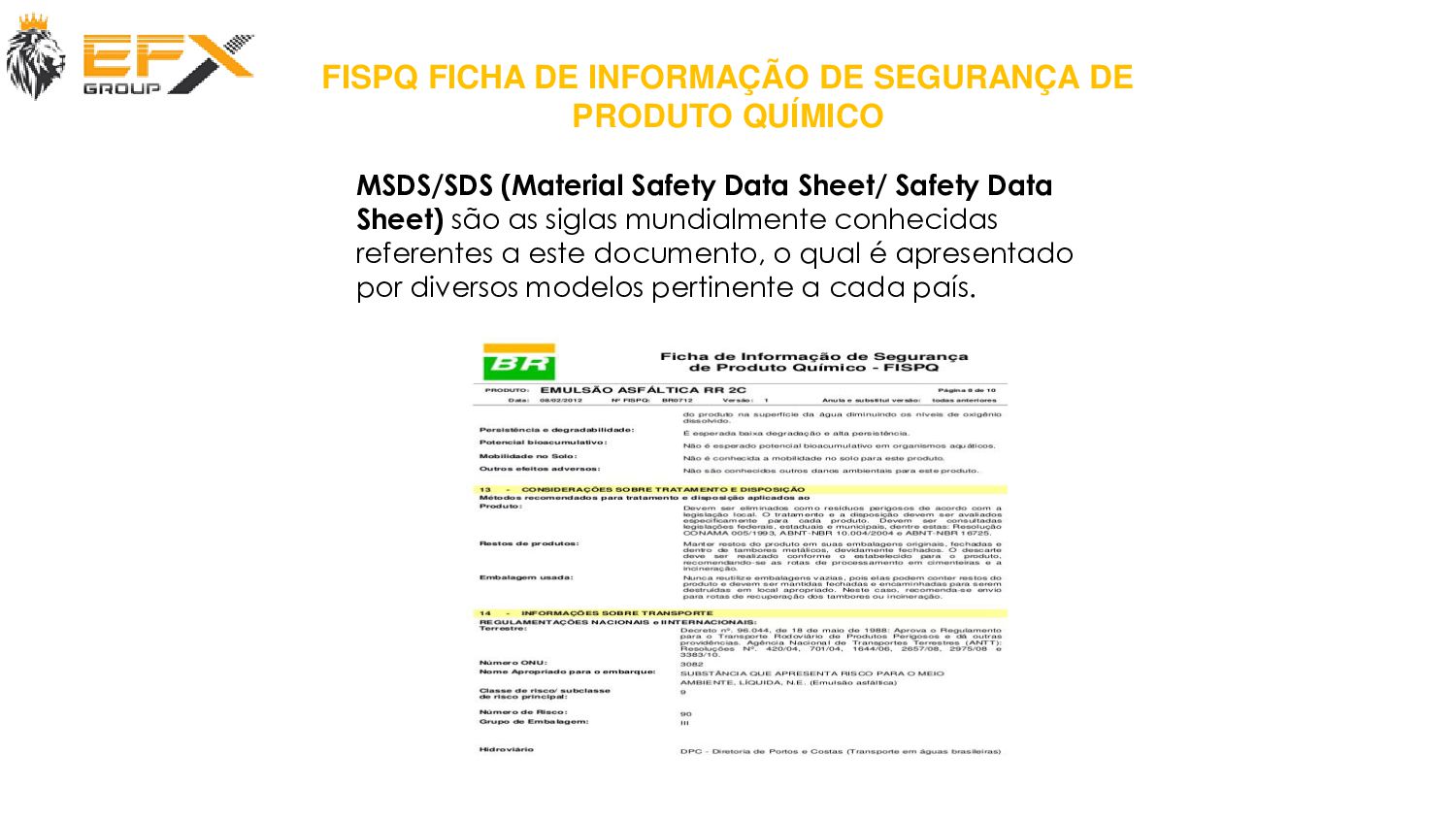{kind=link}
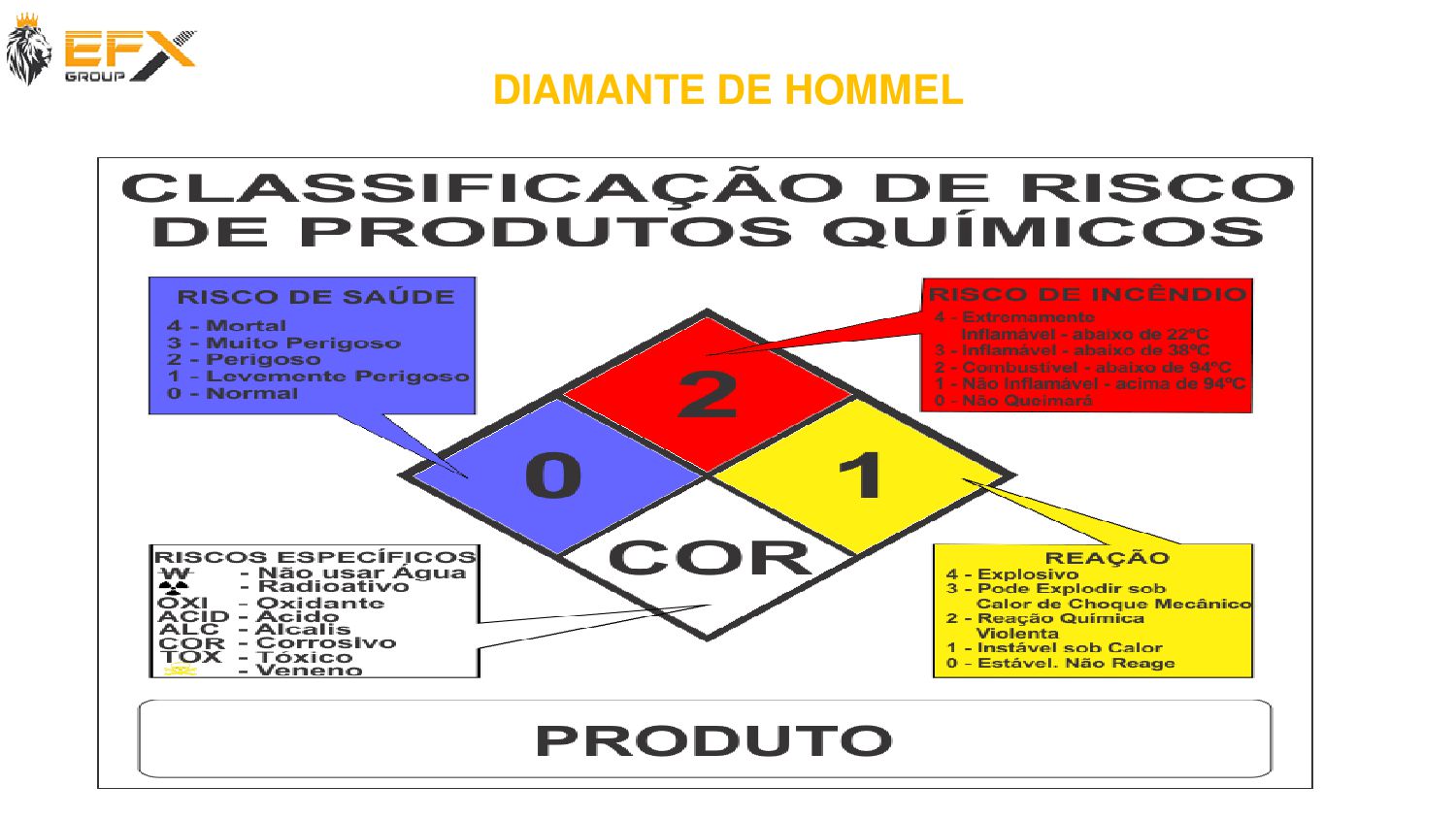{kind=link}
{kind=link}
{kind=link}
{kind=link}
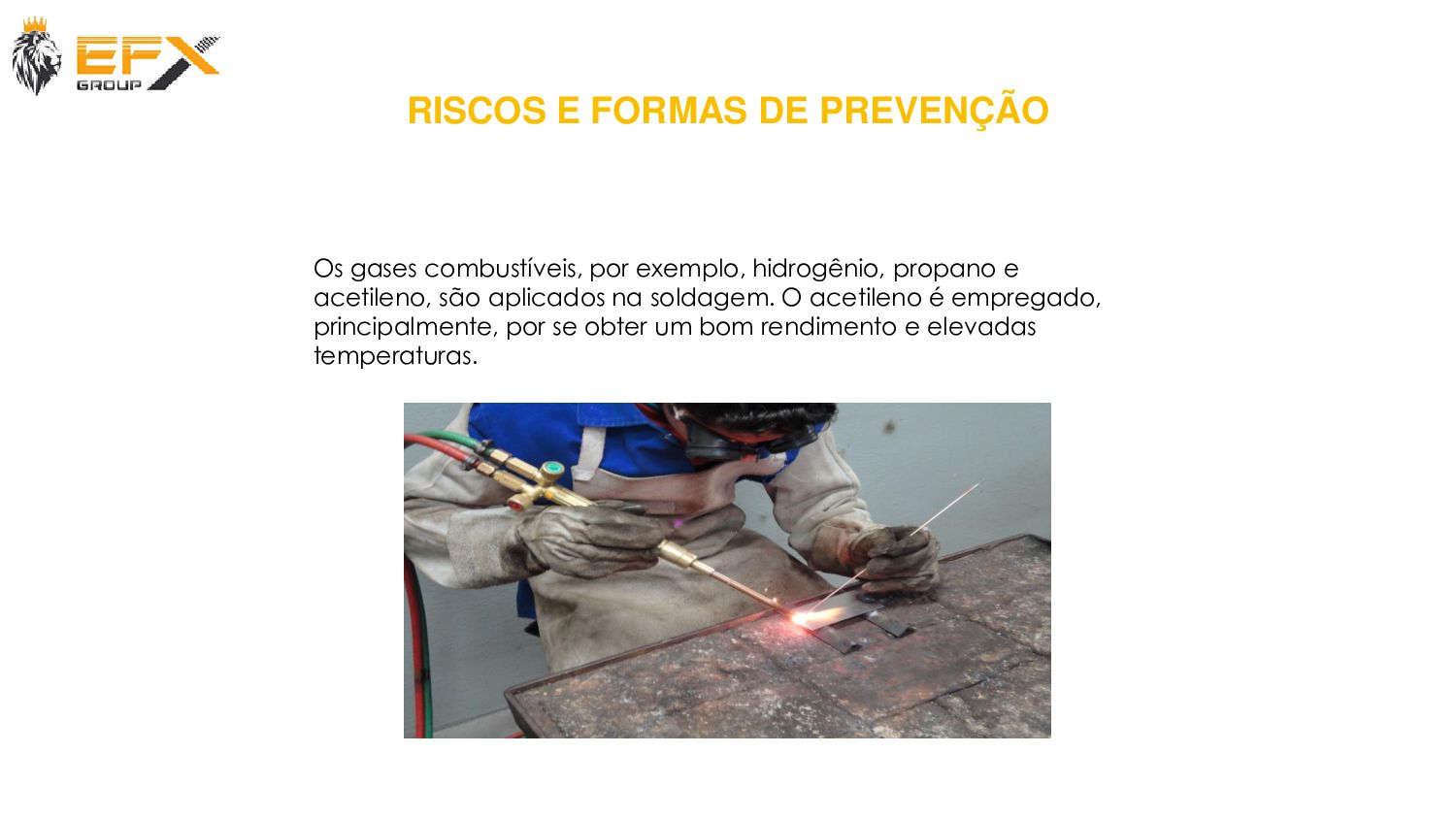{kind=link}
{kind=link}
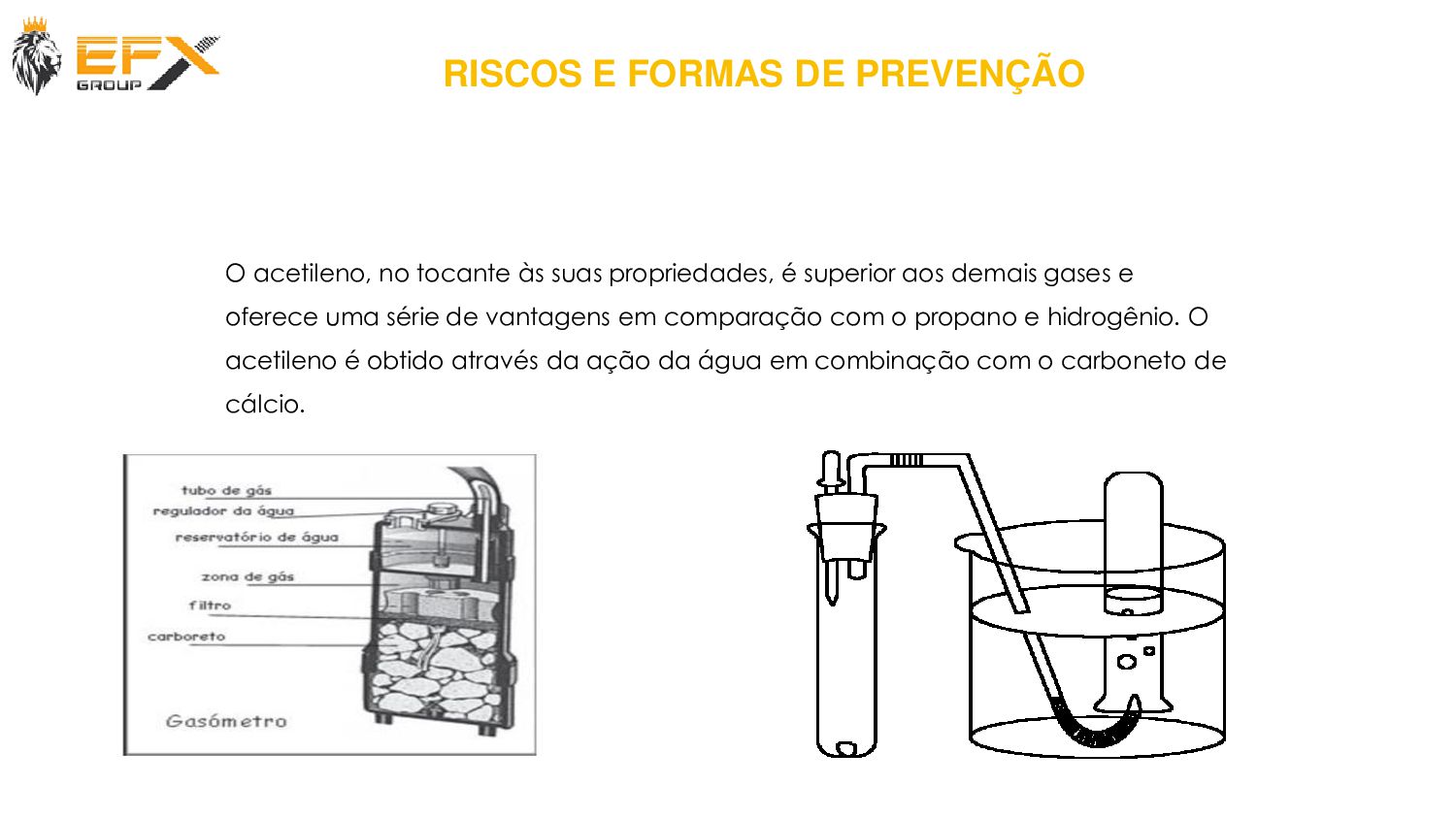{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
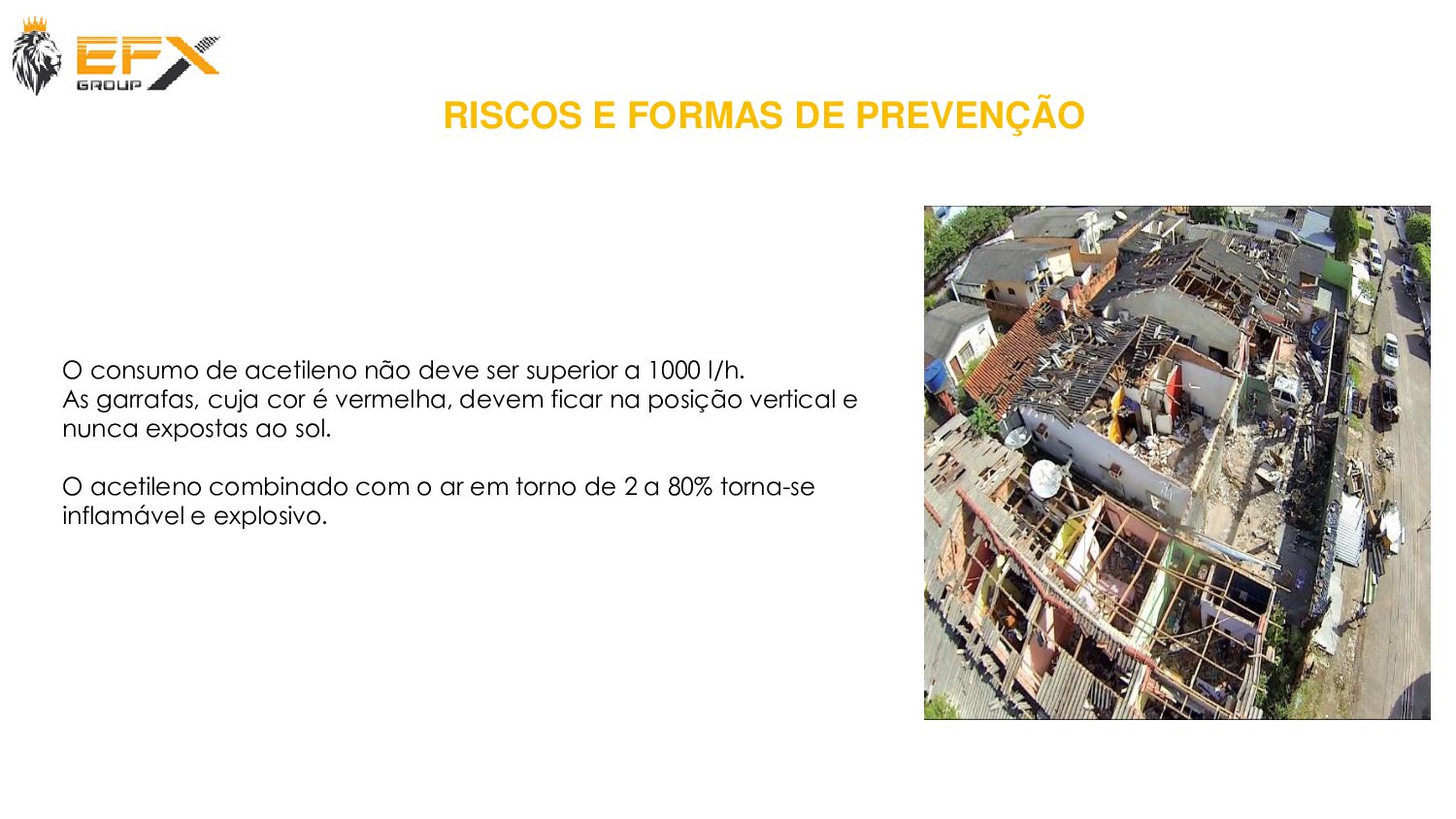{kind=link}
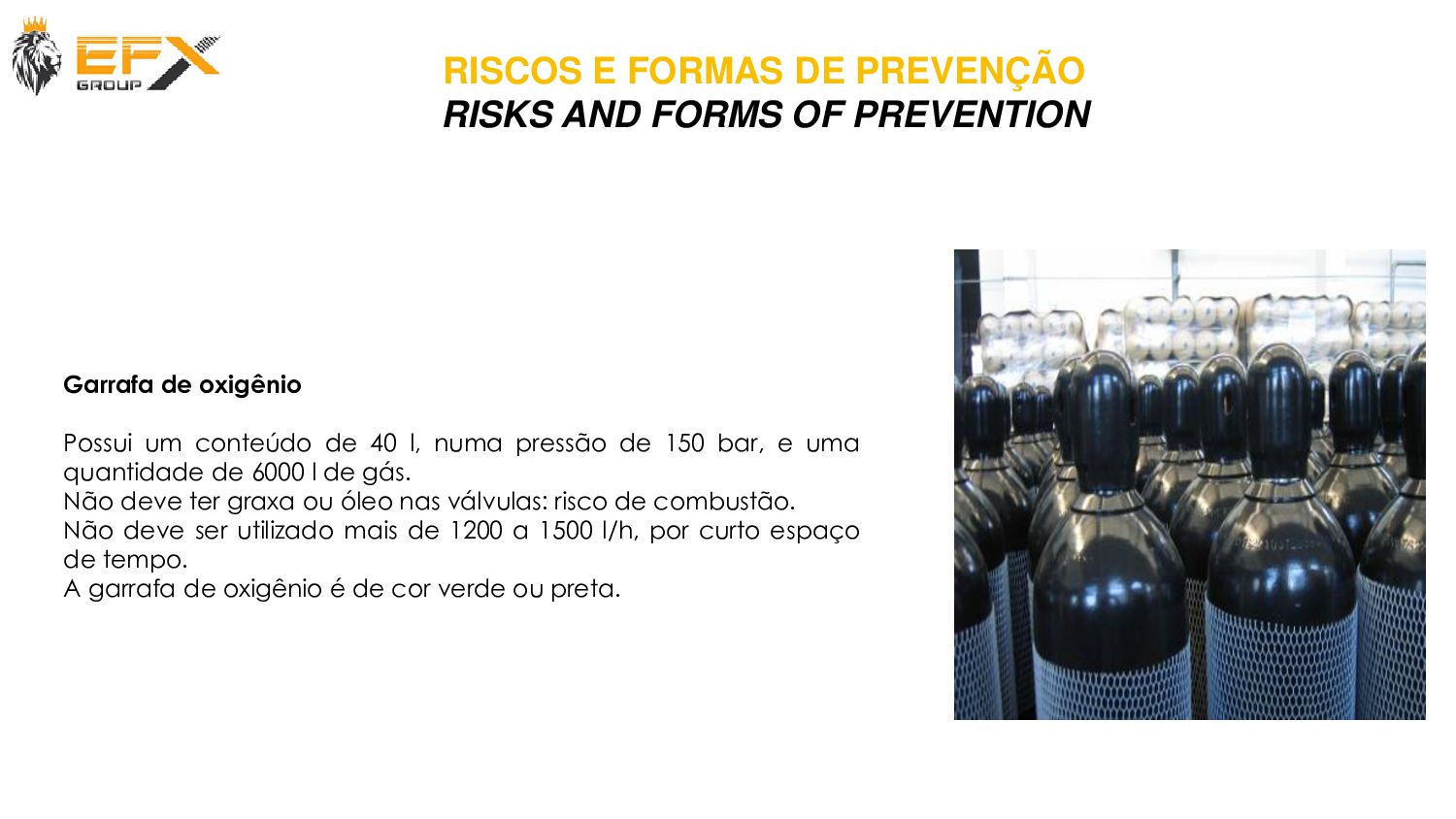{kind=link}
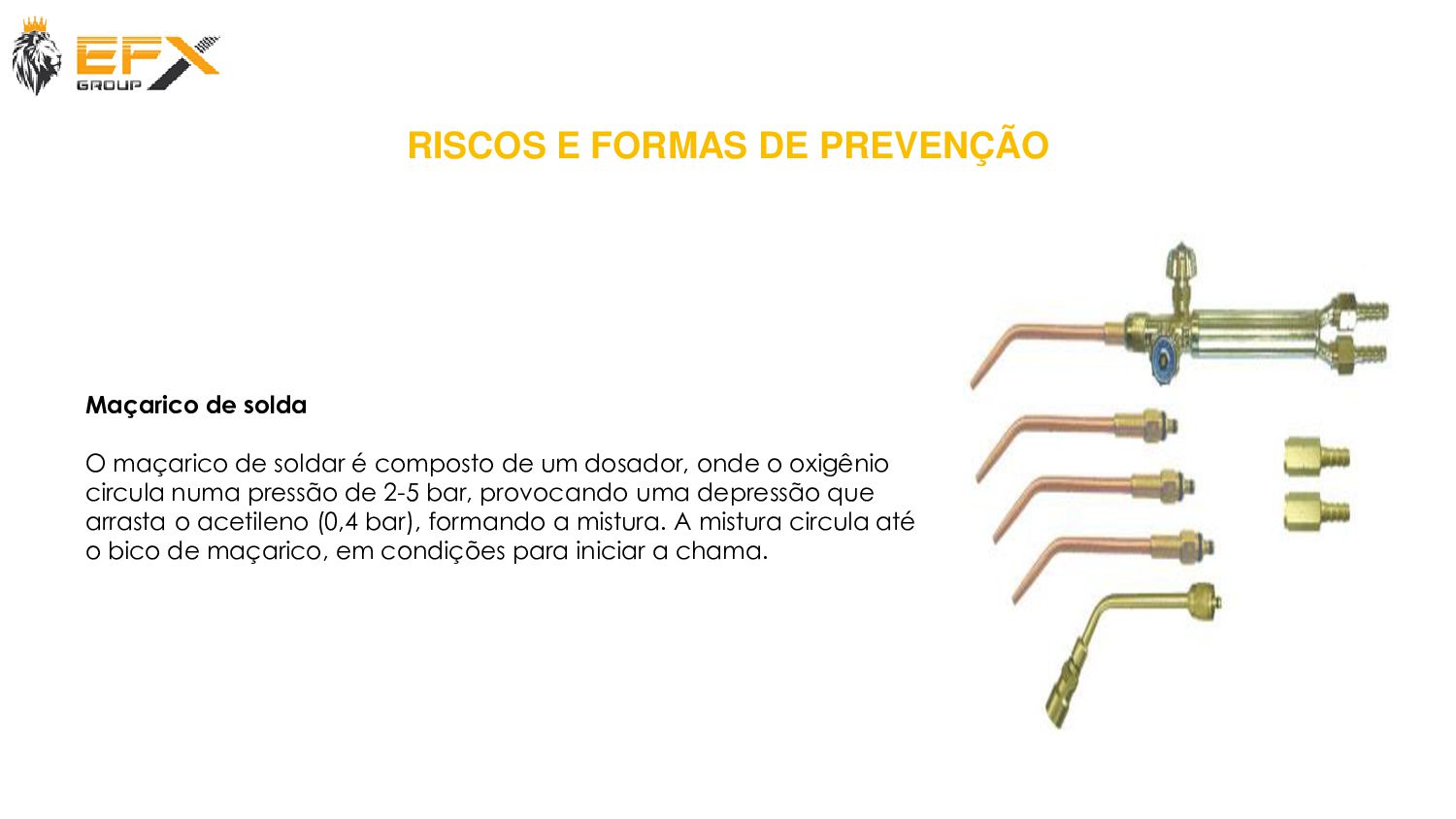{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
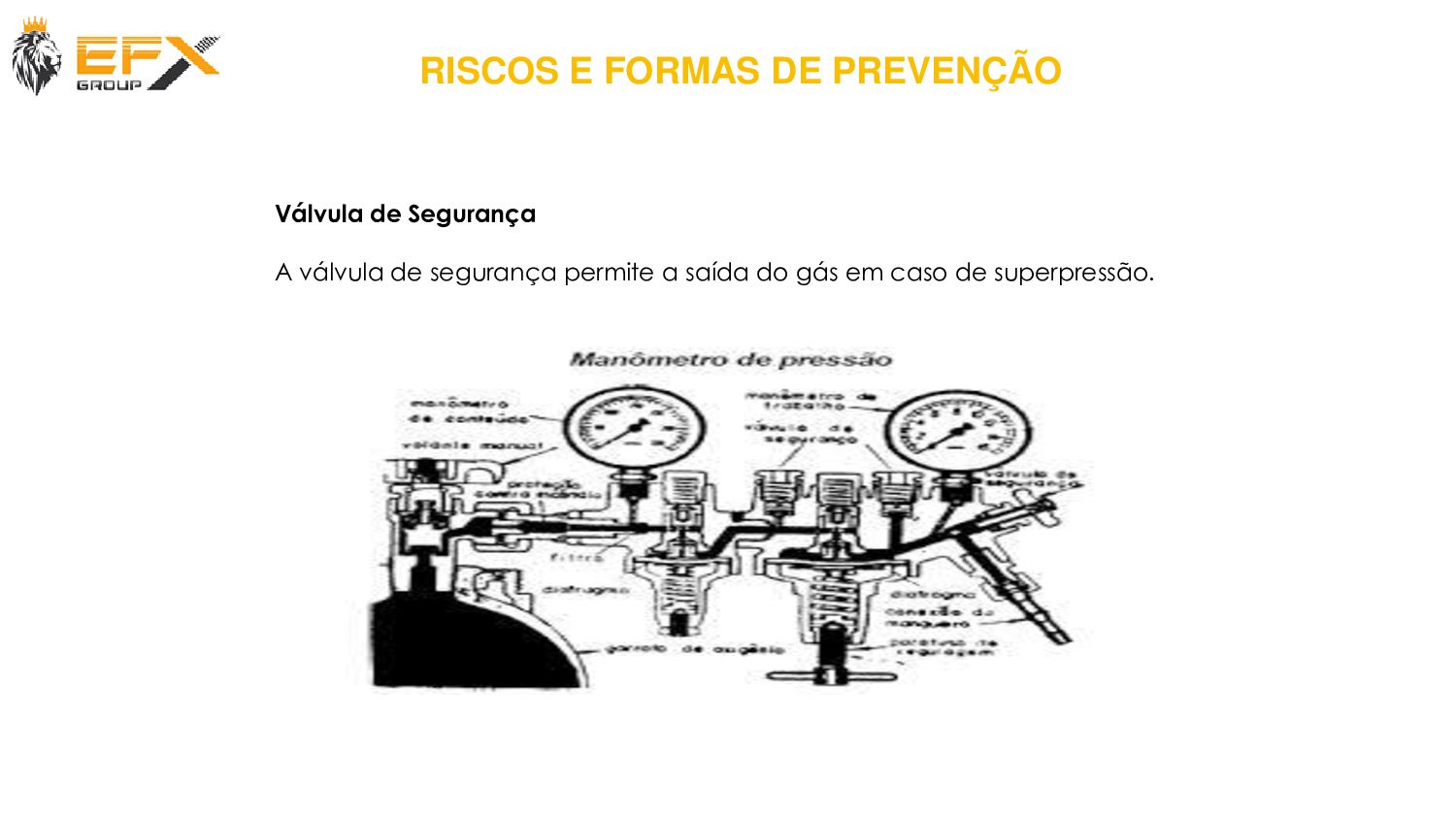{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
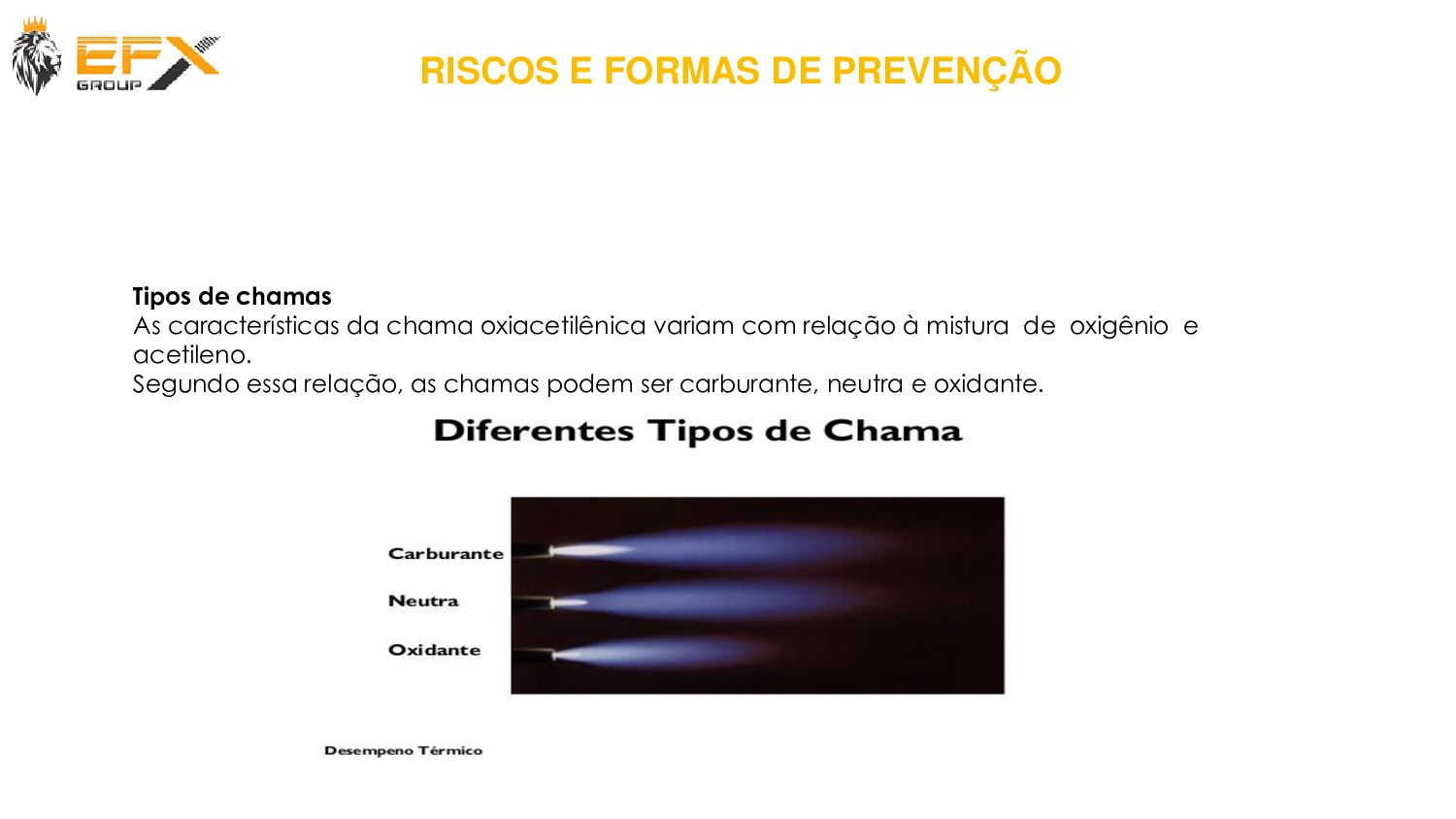{kind=link}
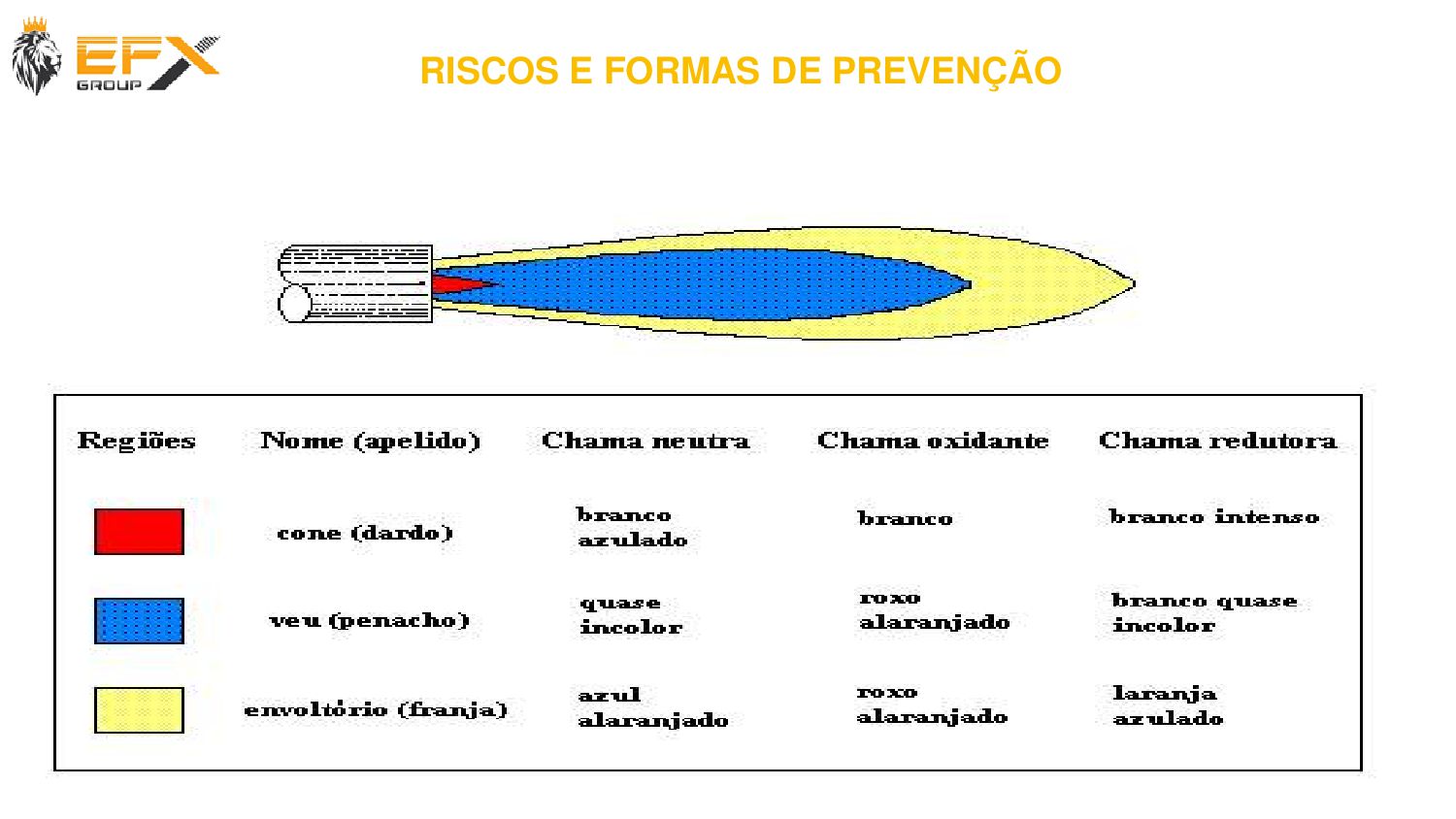{kind=link}
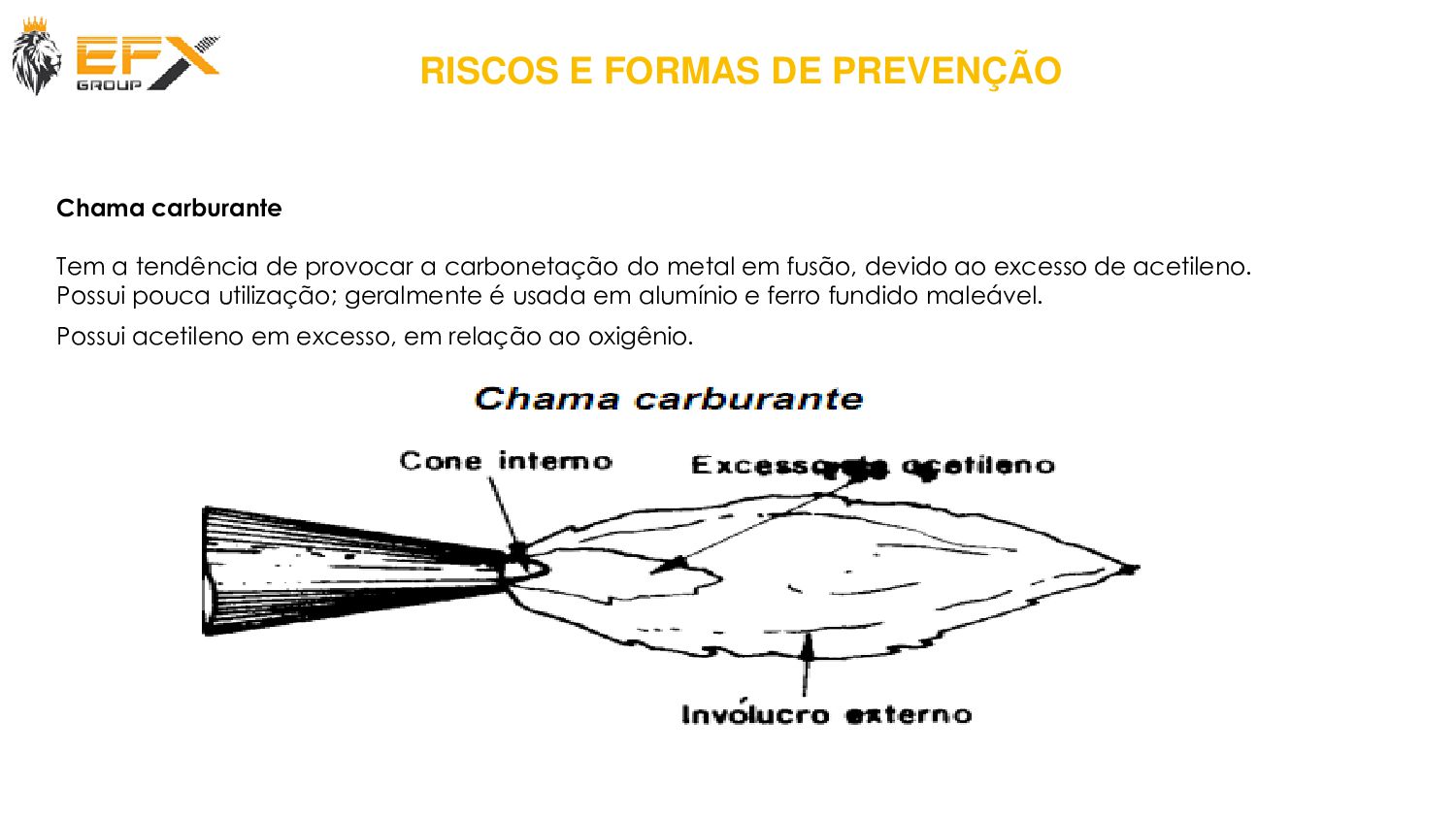{kind=link}
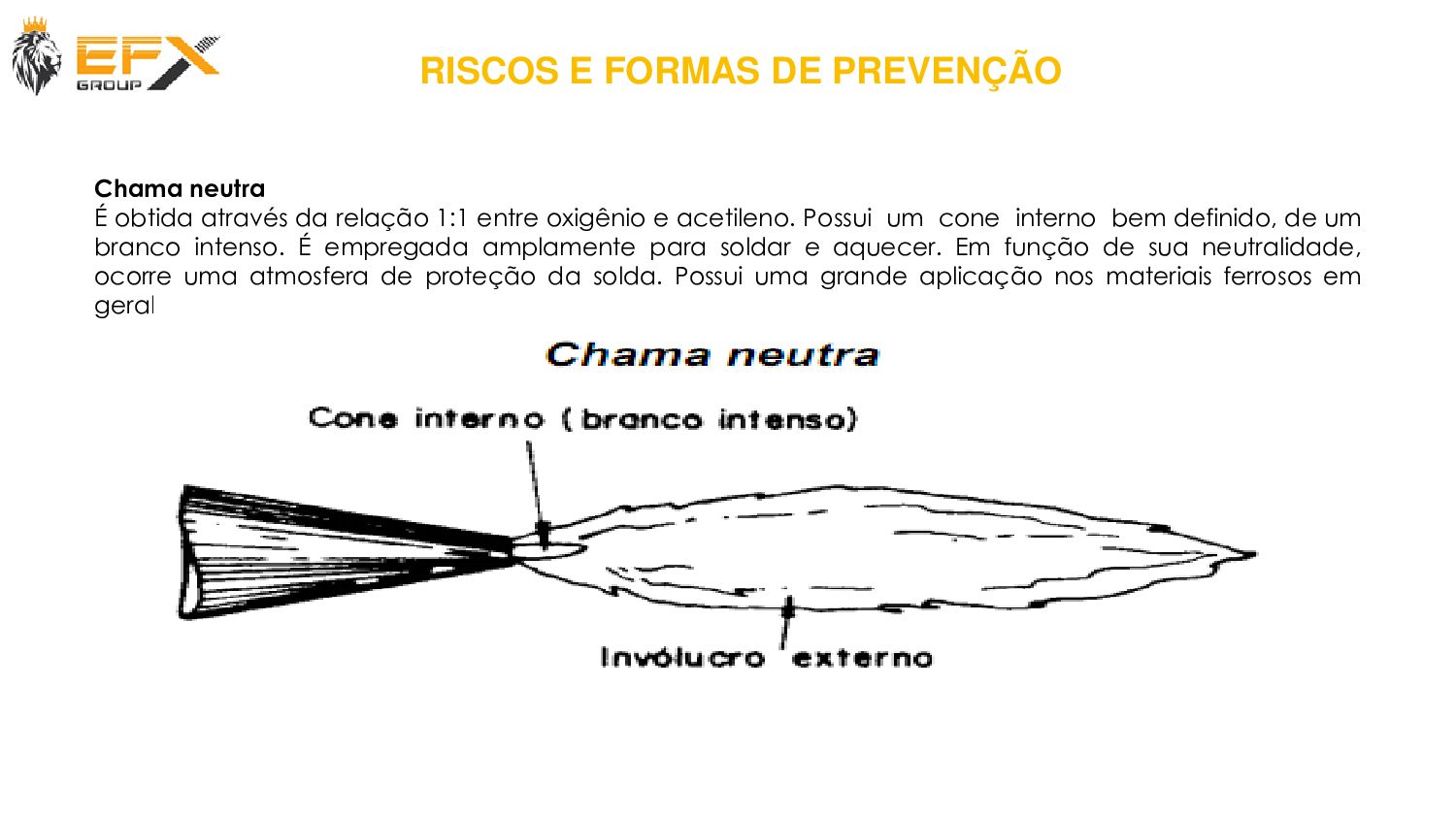{kind=link}
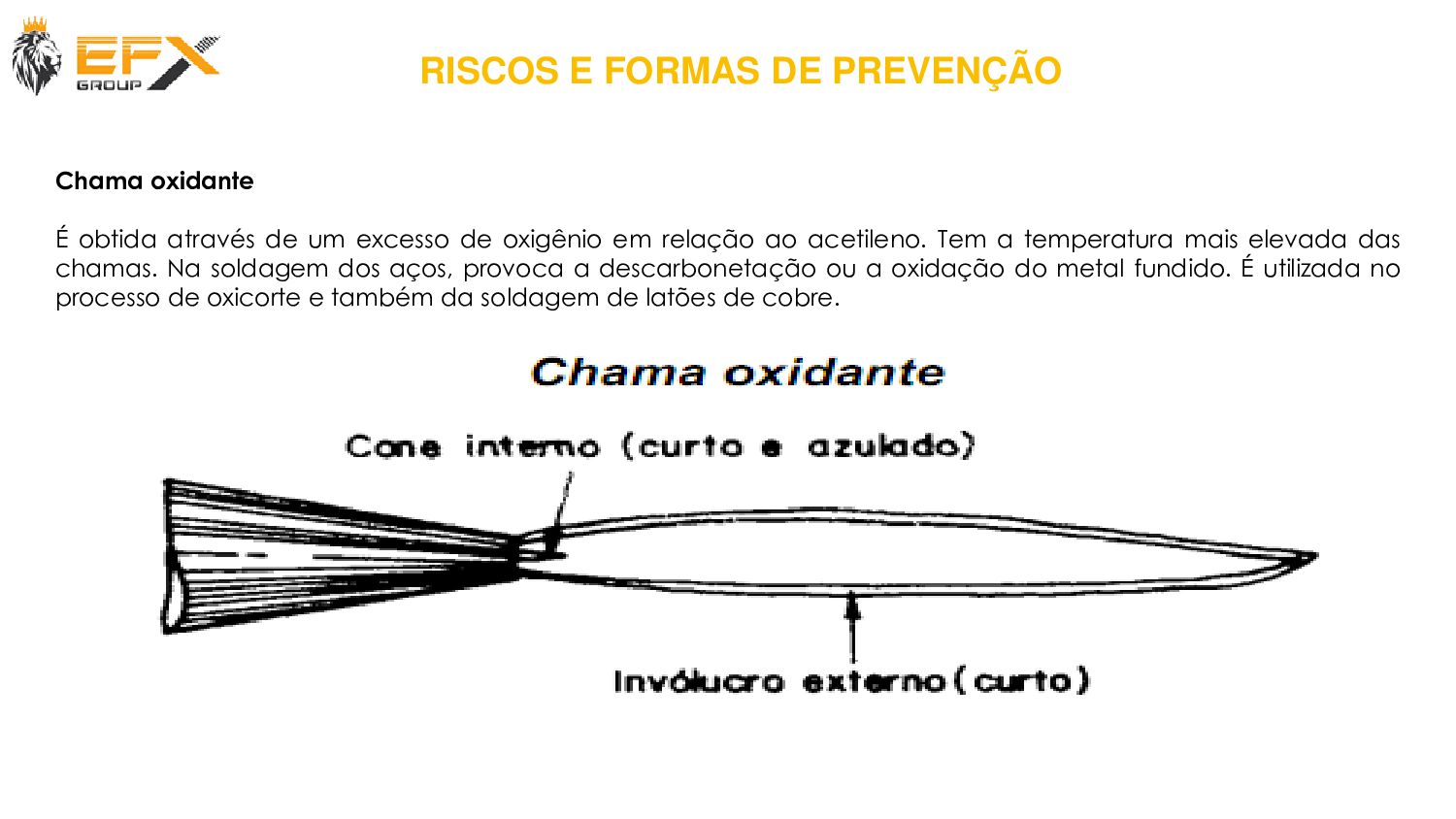{kind=link}
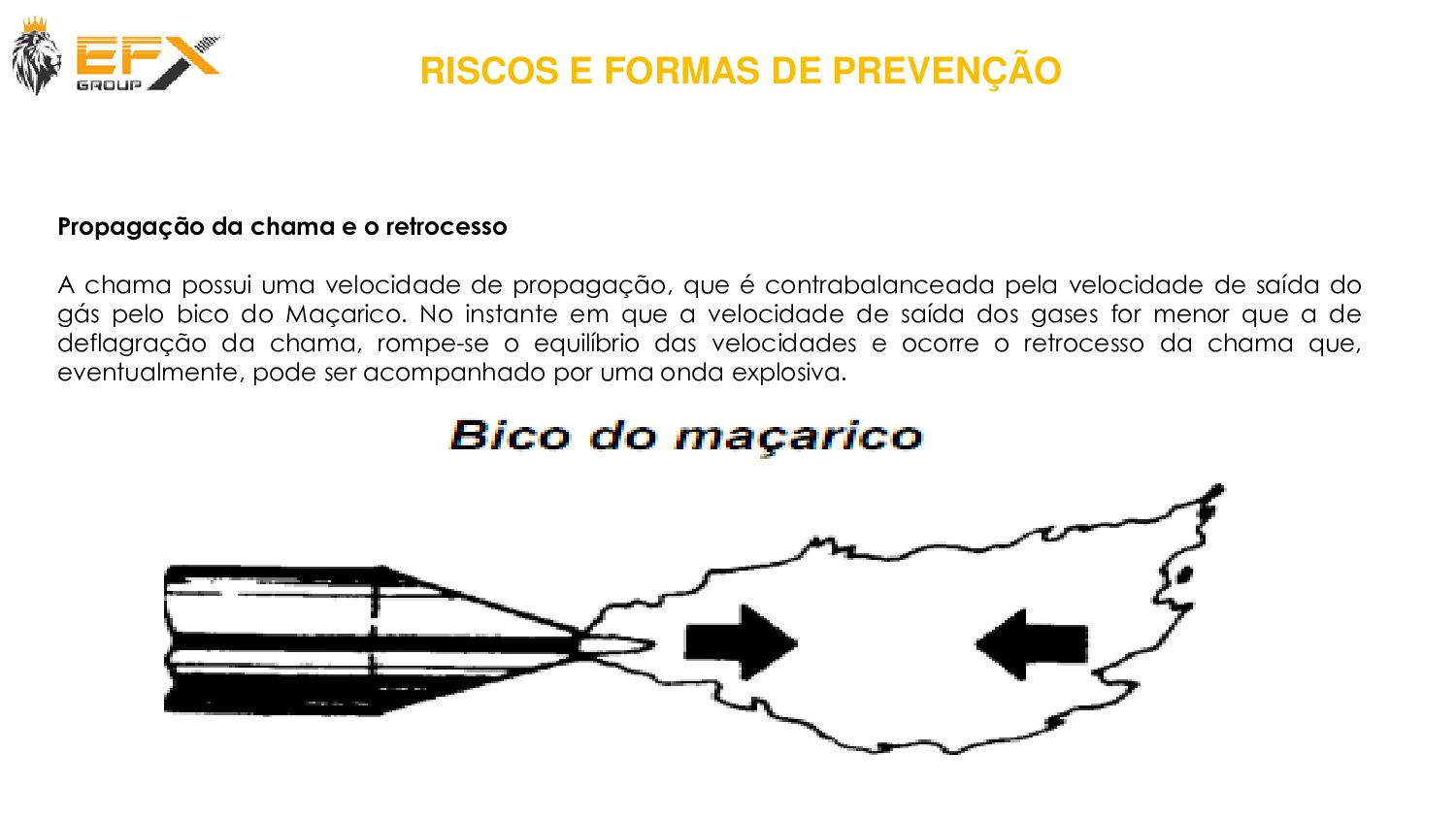{kind=link}
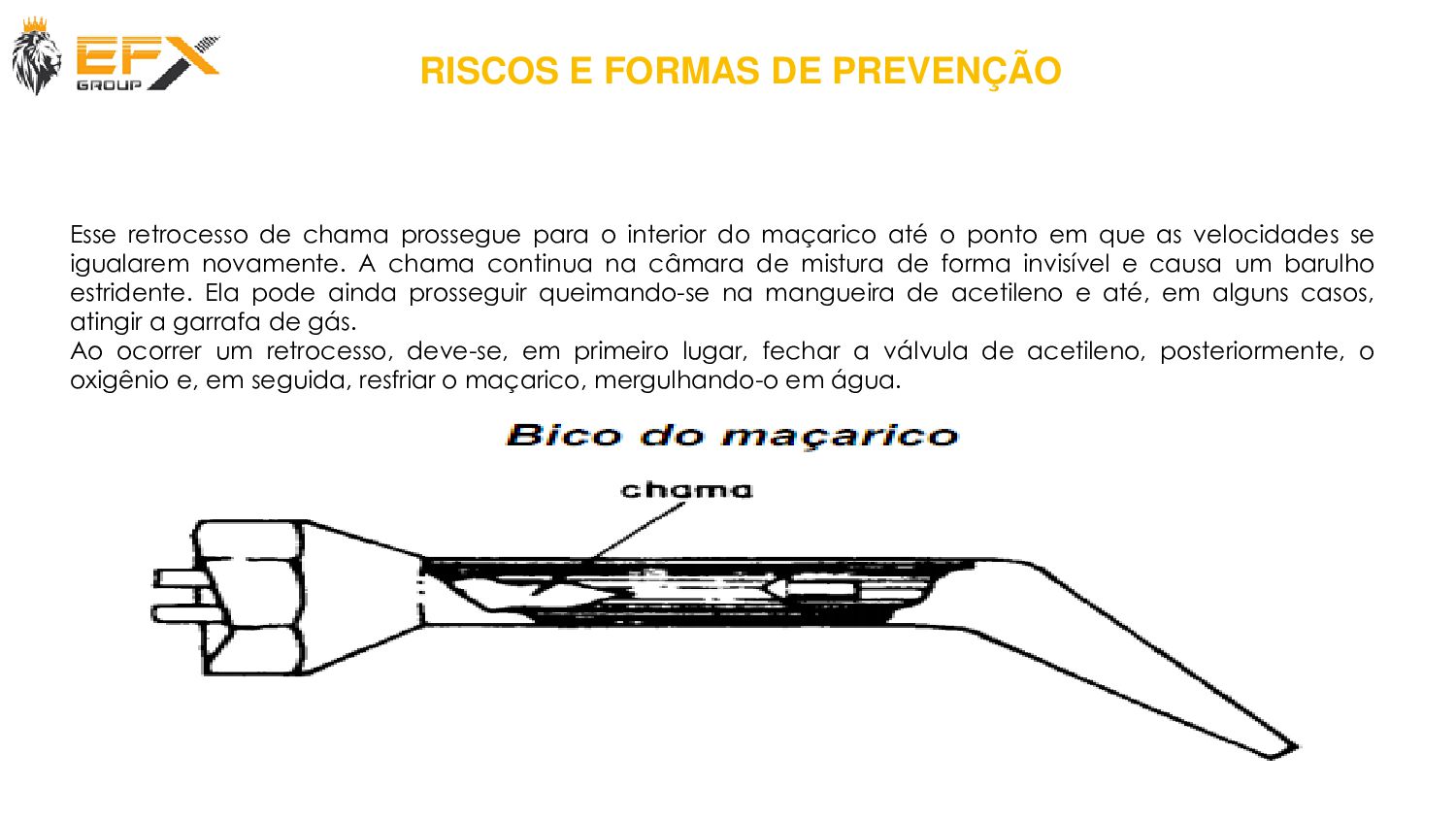{kind=link}
{kind=link}
{kind=link}
{kind=link}
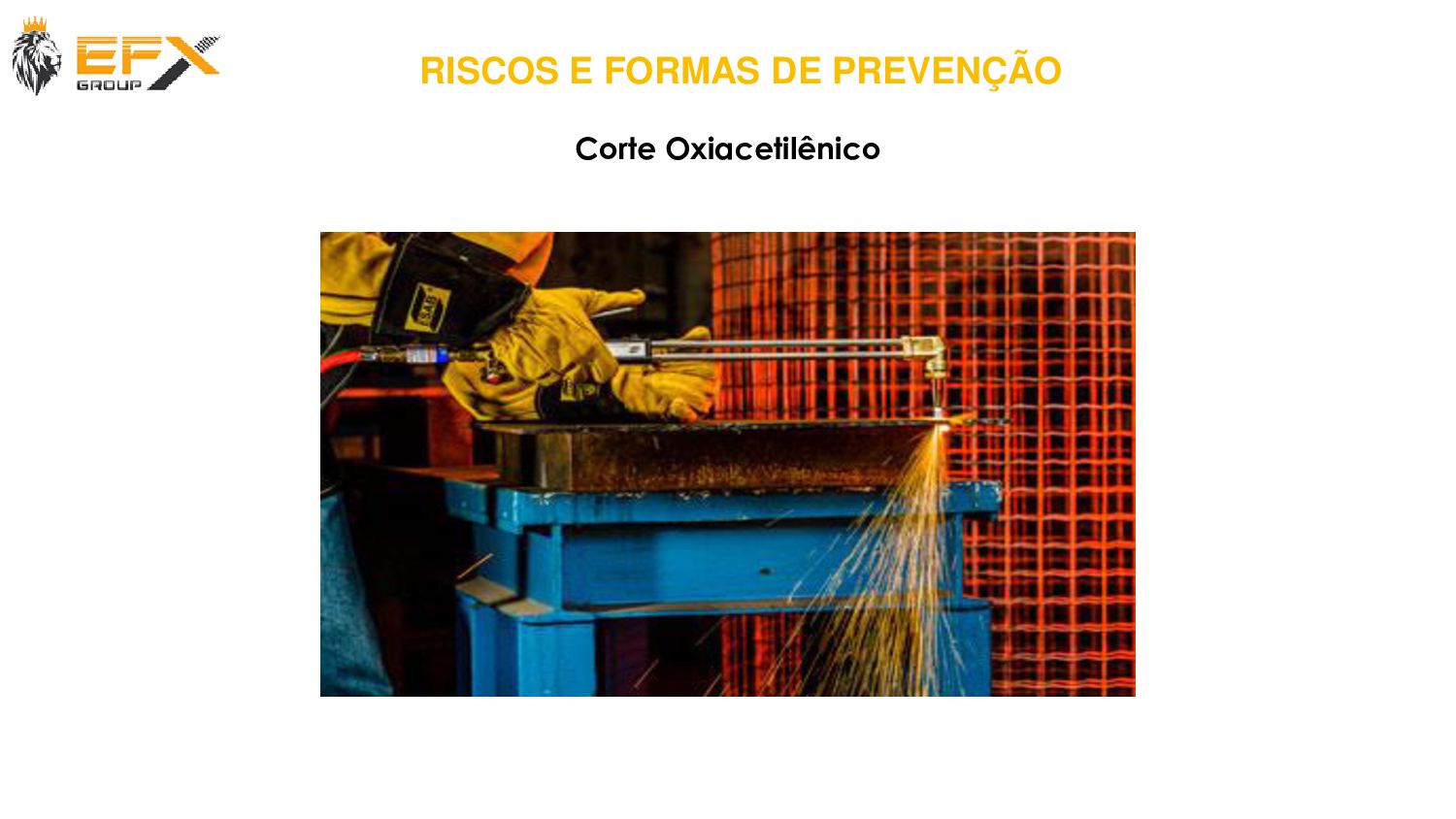{kind=link}
{kind=link}
{kind=link}
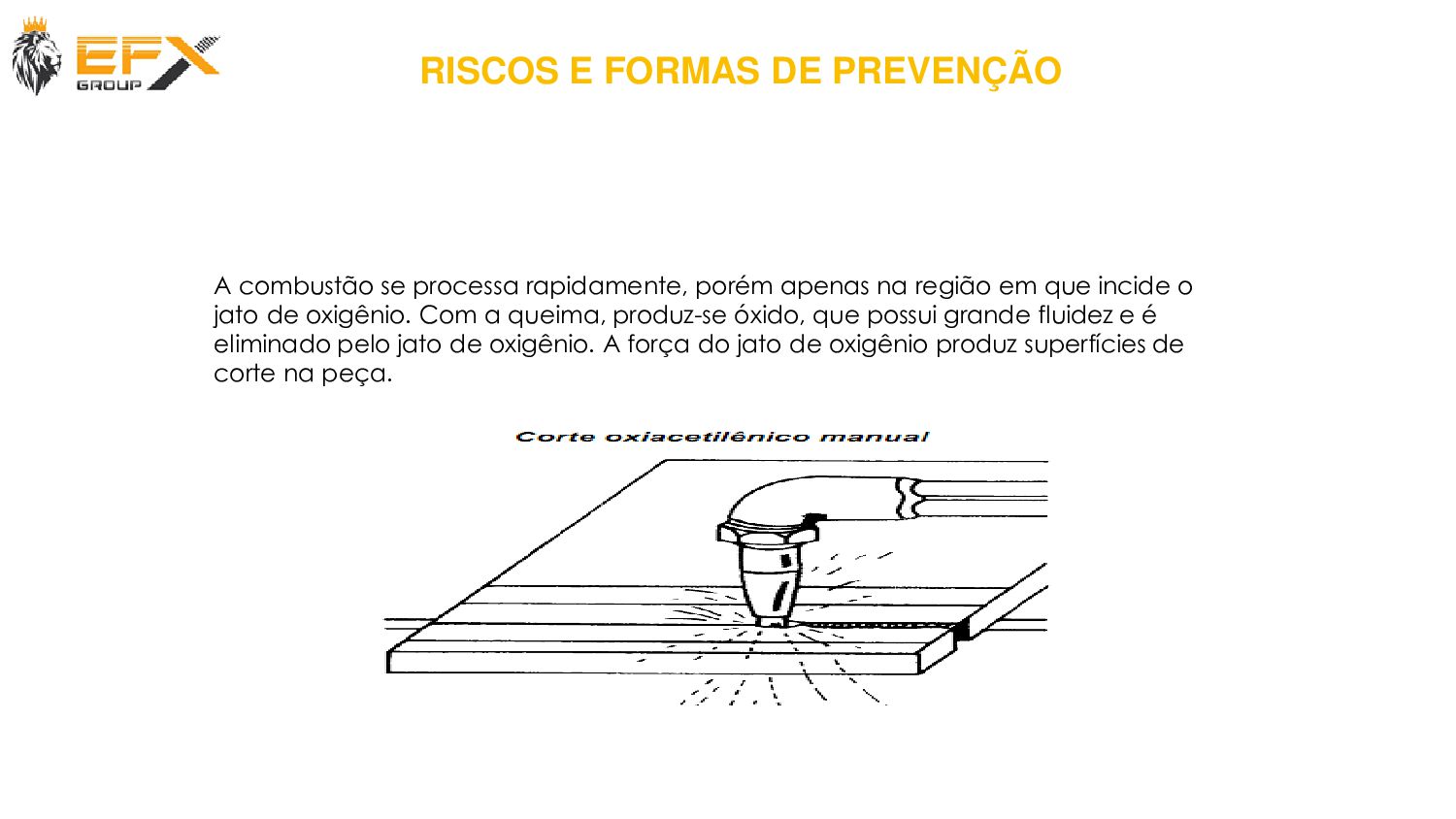{kind=link}
{kind=link}
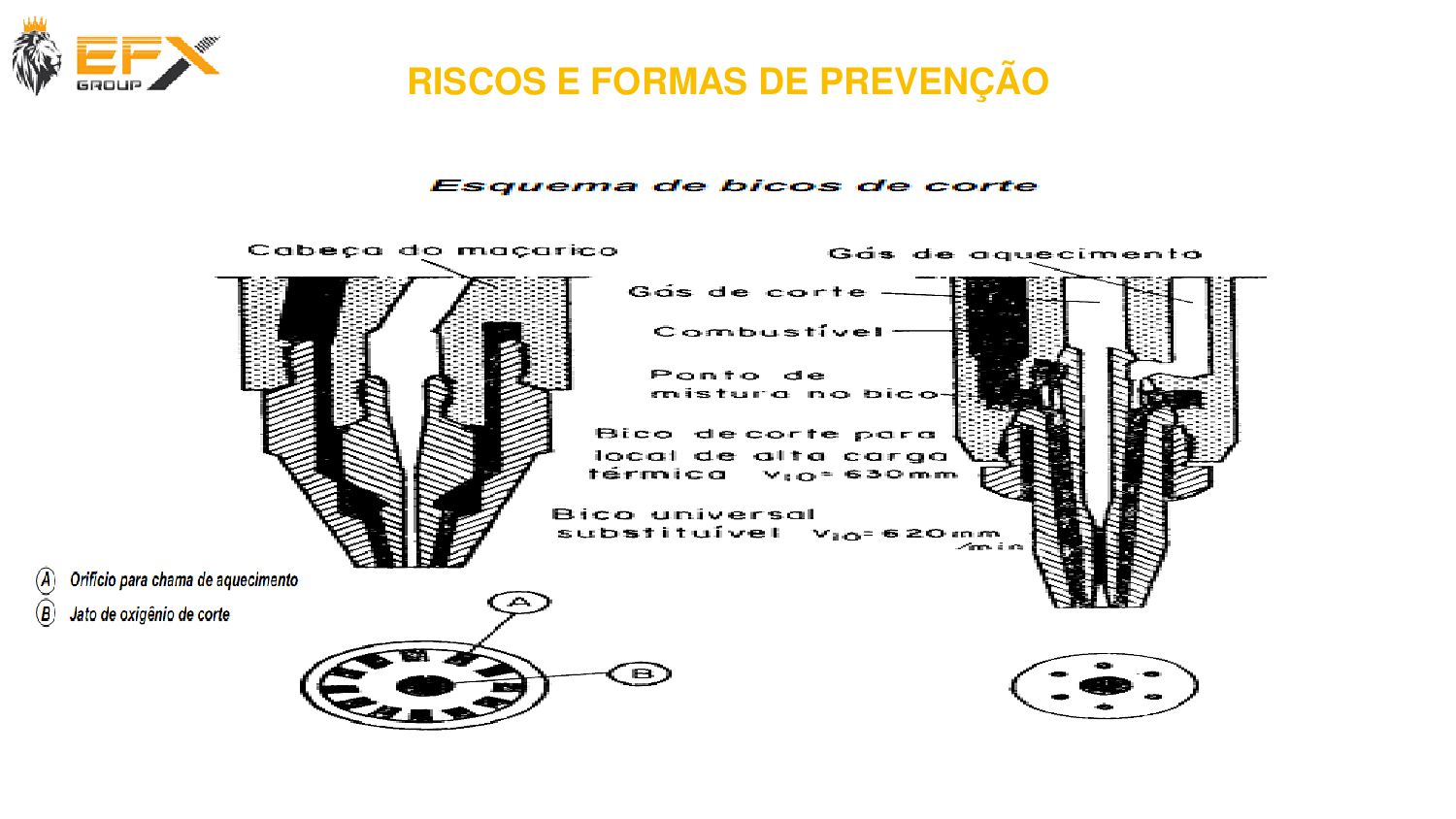{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
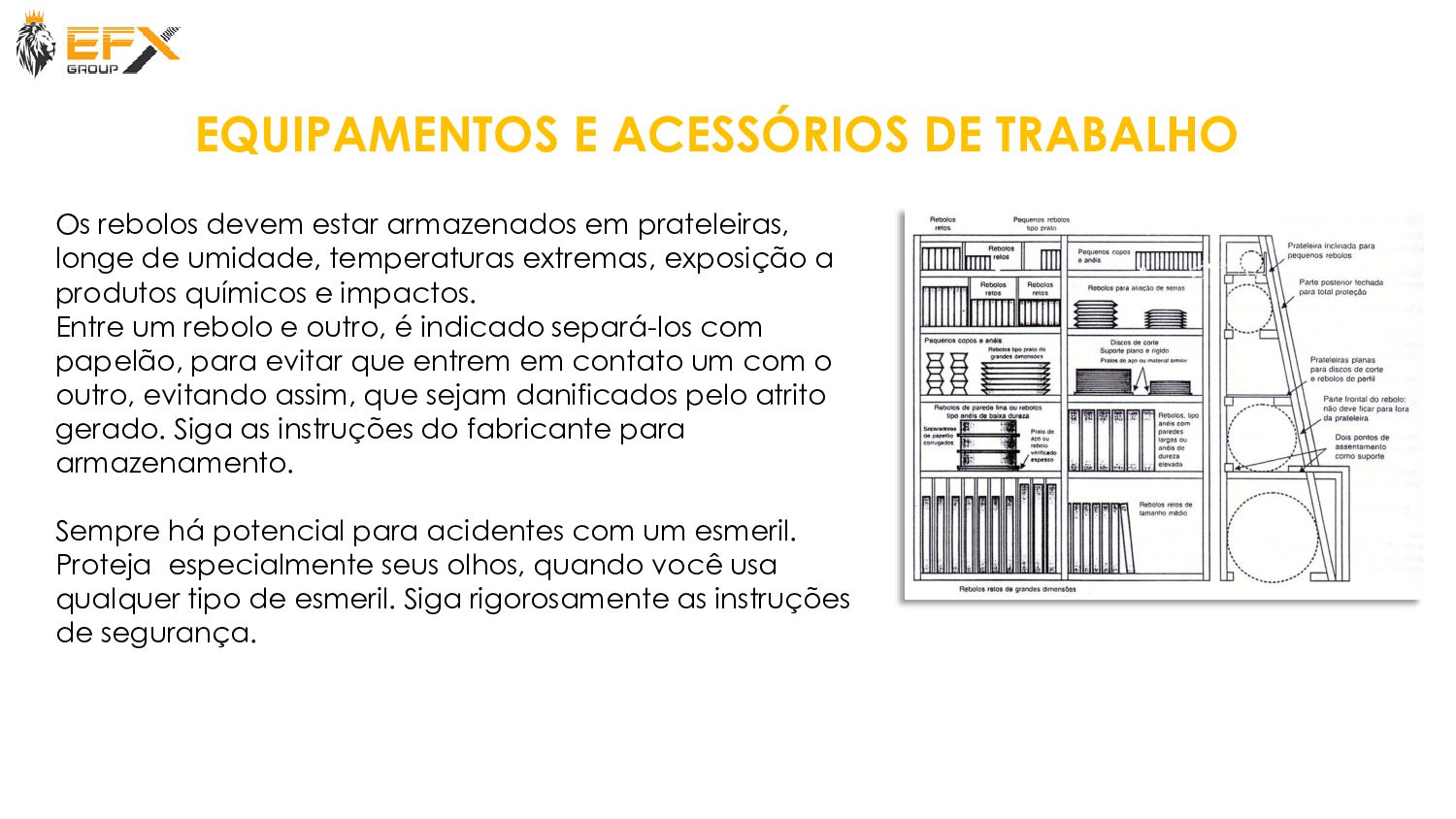{kind=link}
{kind=link}
{kind=link}
{kind=link}
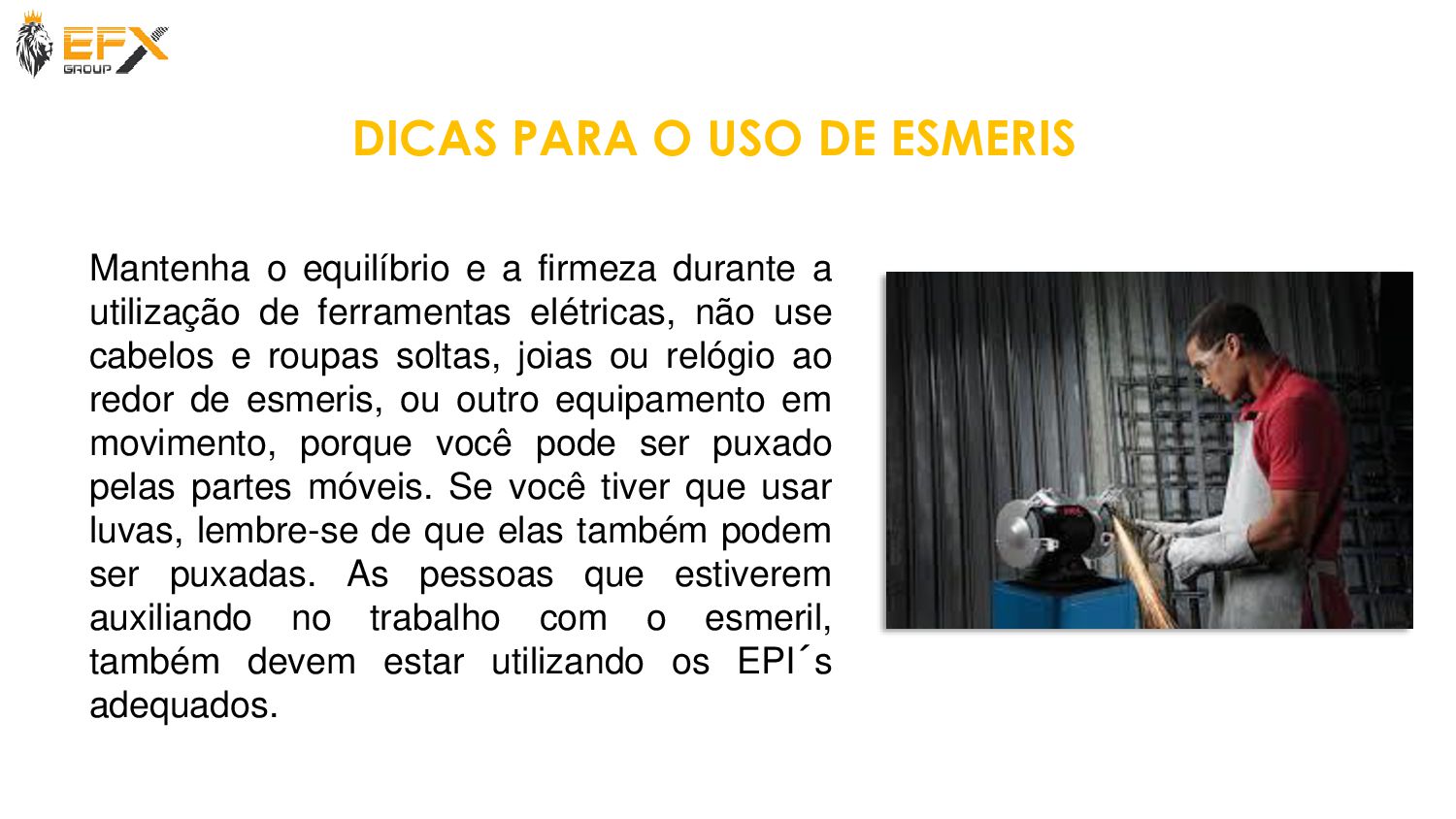{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
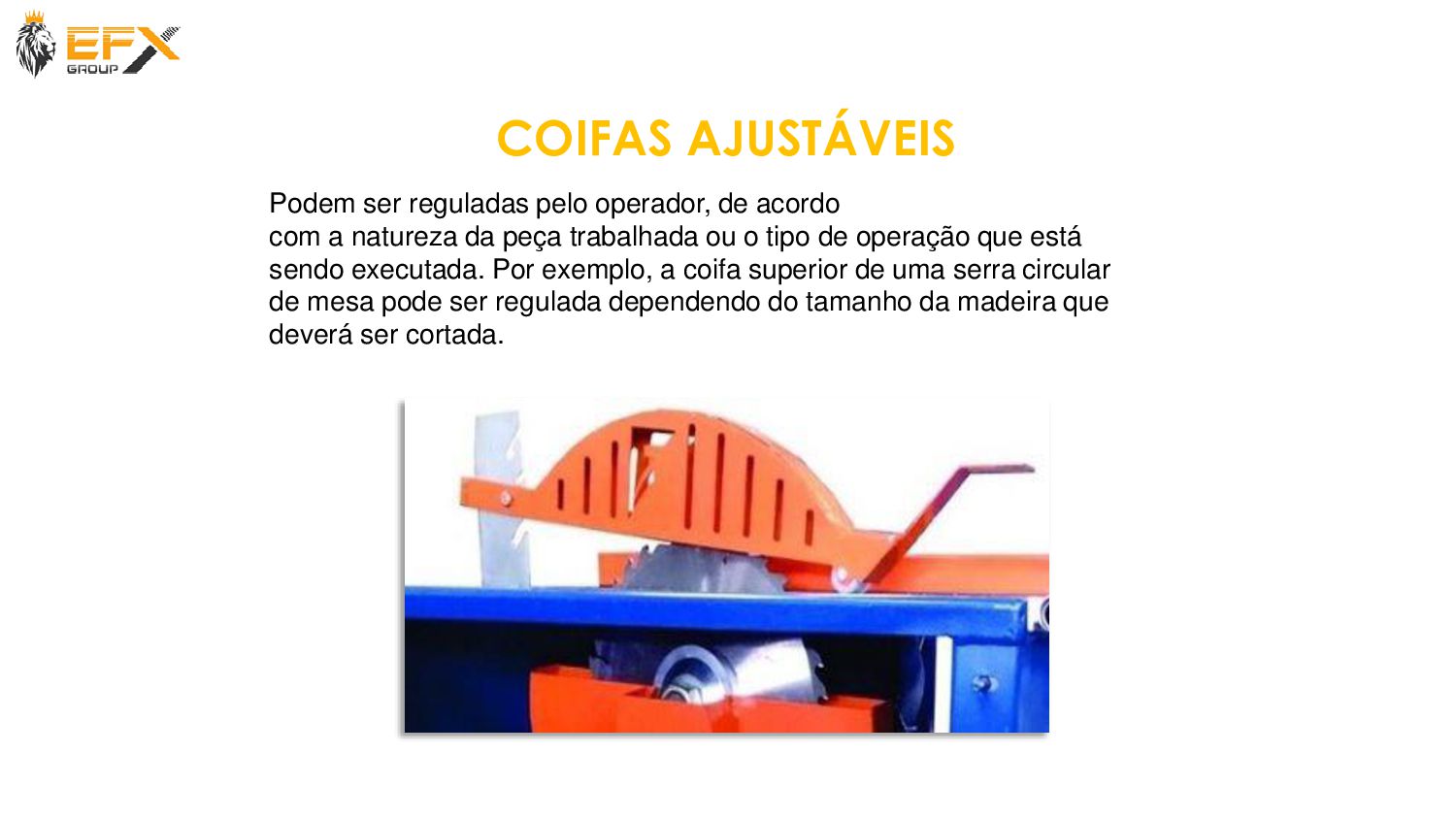{kind=link}
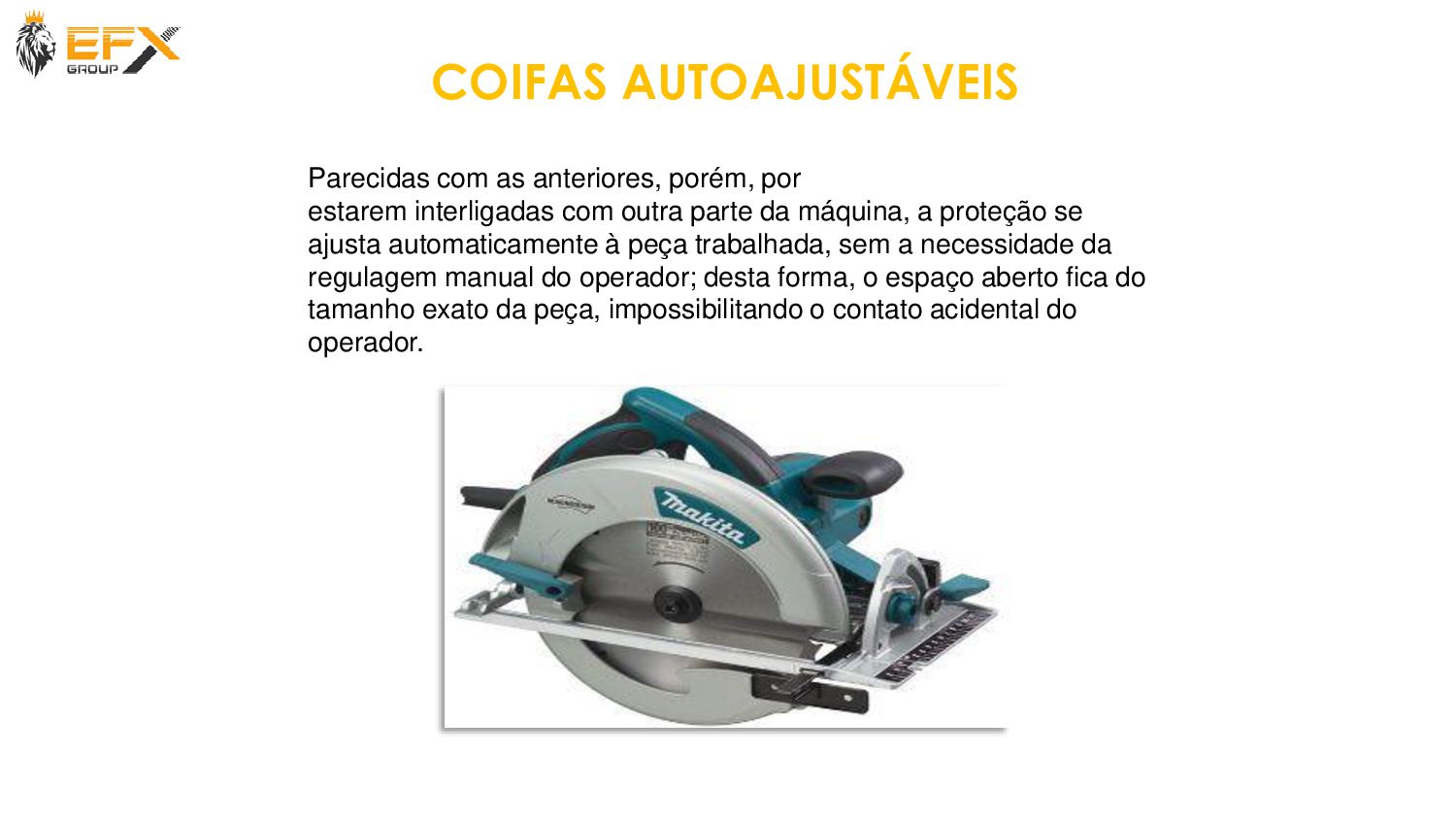{kind=link}
{kind=link}
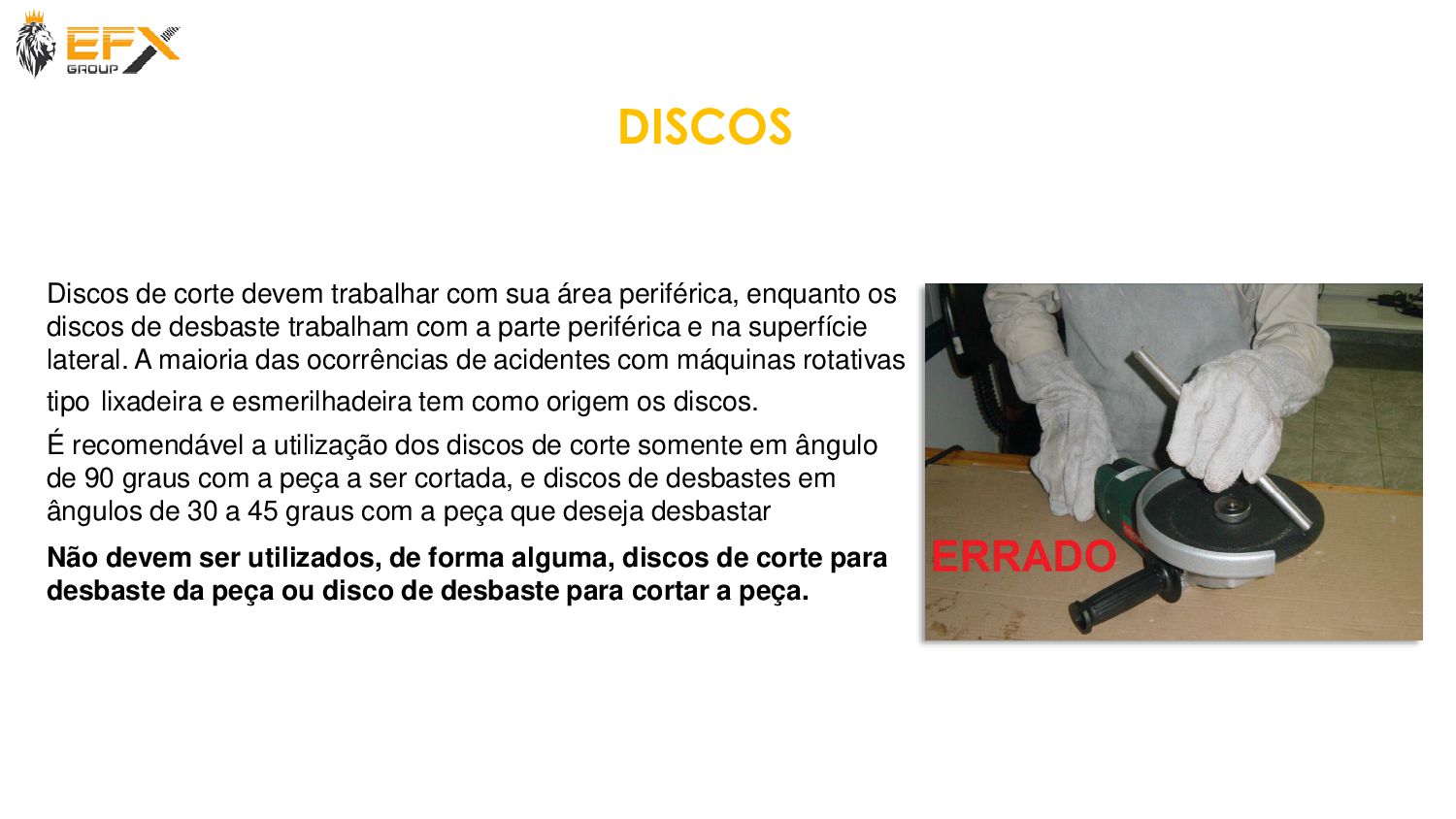{kind=link}
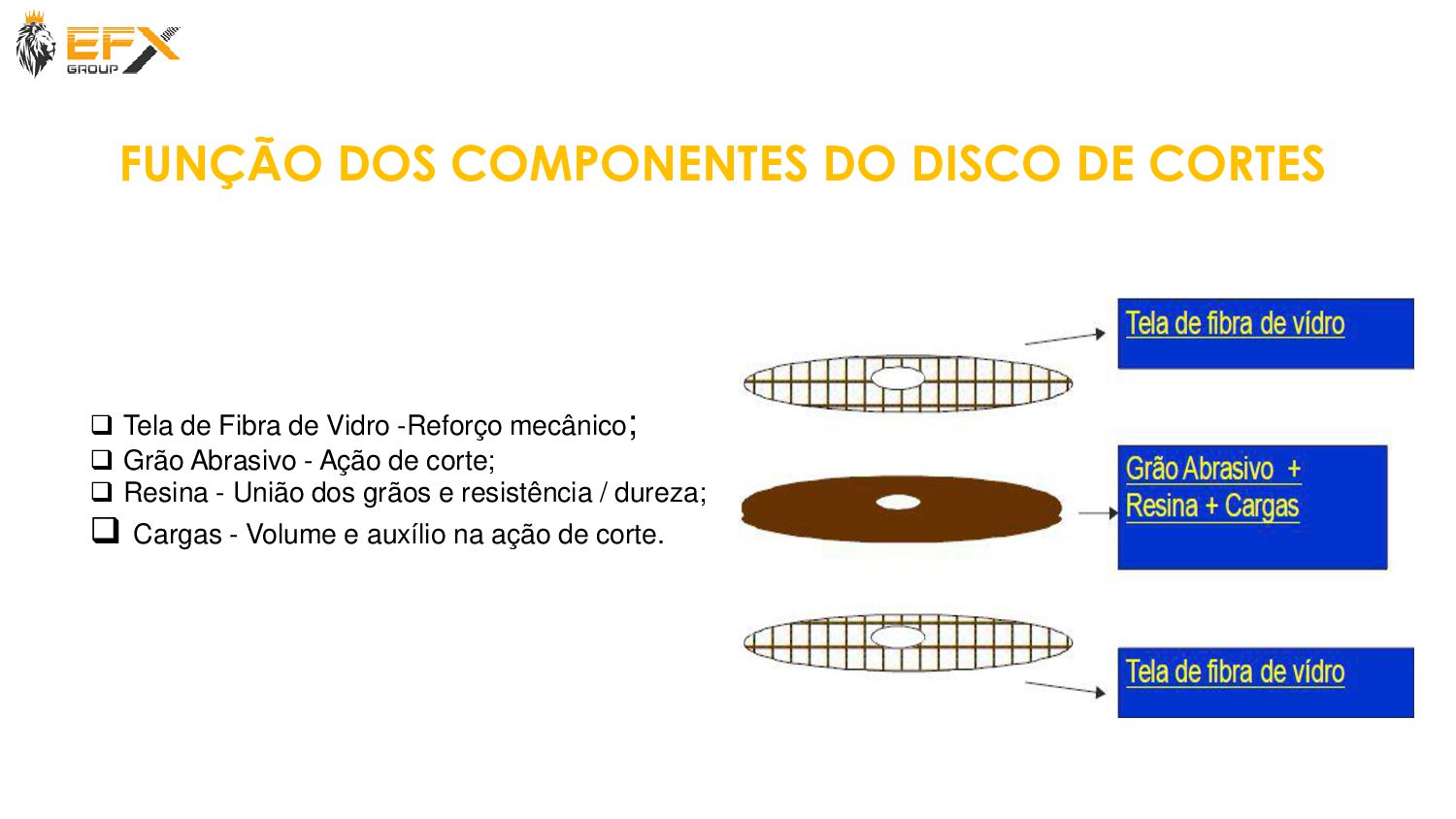{kind=link}
{kind=link}
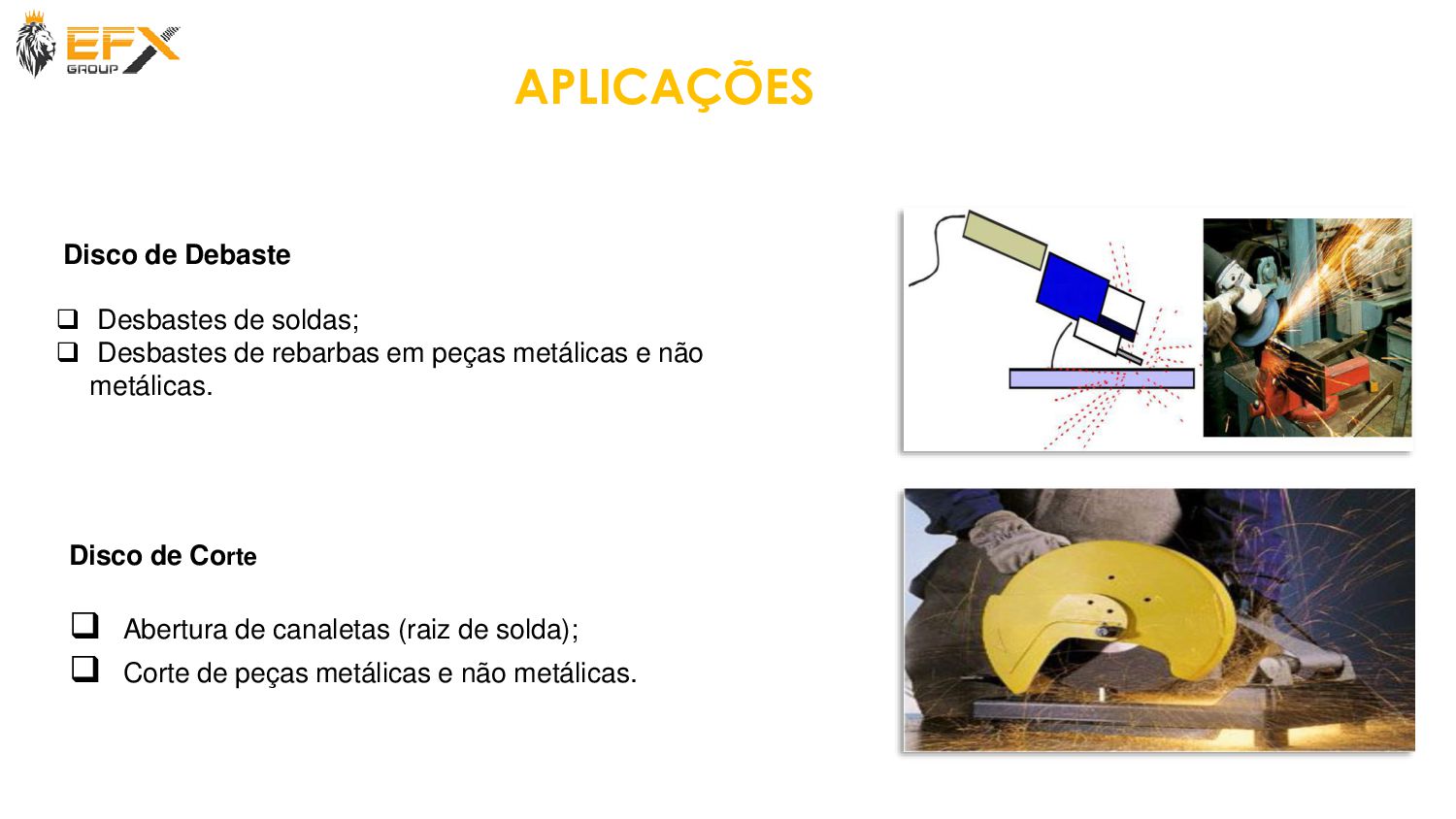{kind=link}
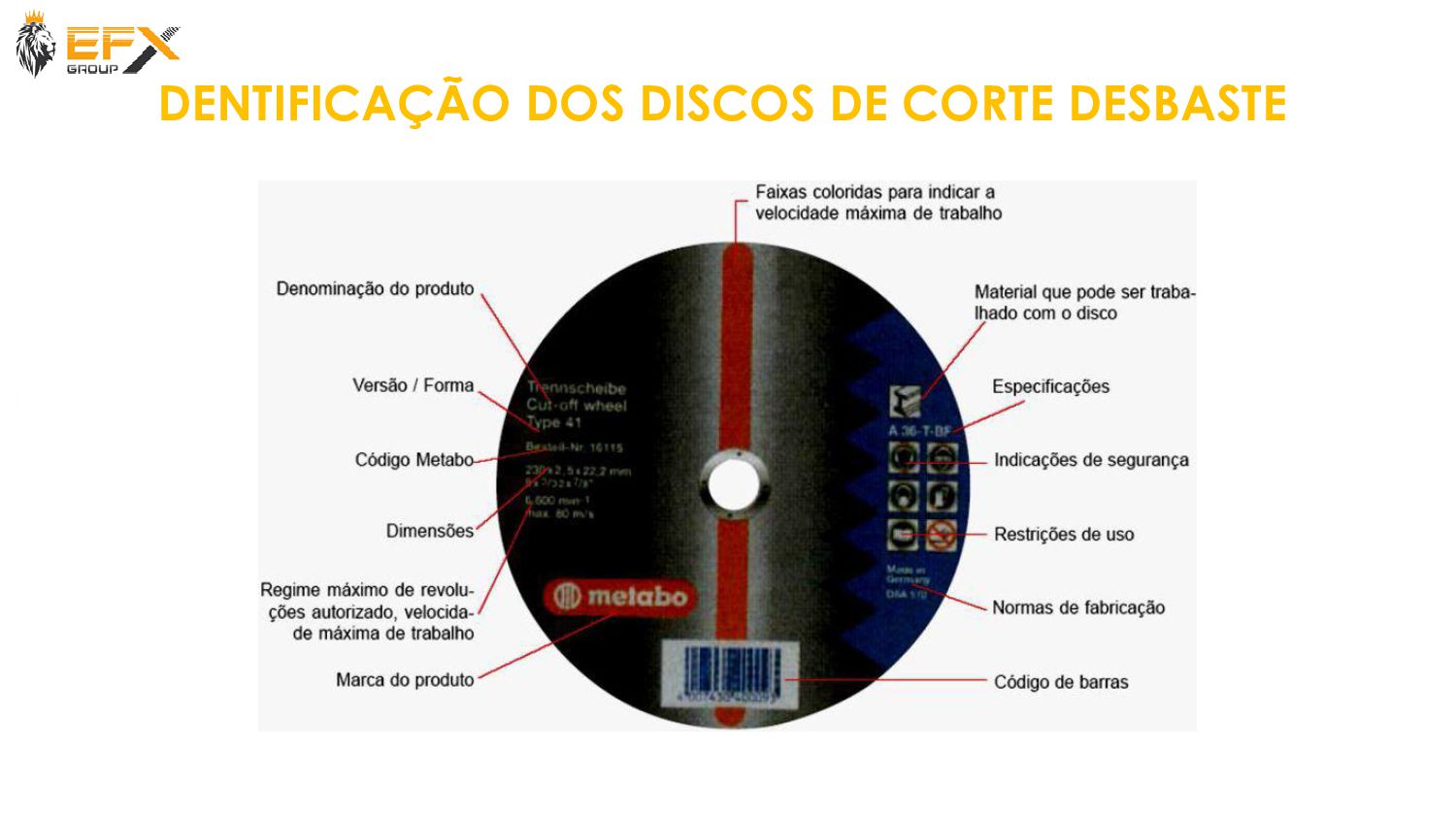{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}