trabalhos a quente Condições e meio ambiente de trabalho Medidas de ordem geral e específica no trabalho a quente Medidas de proteção de ordem geral Medidas de proteção específicas Itens básicos de segurança no trabalho a quente Estudo da NR-34, Item 34.5 Identificação de Perigos e Análise de Riscos Limite inferior e superior de explosividade Medidas de Controle no Local de Trabalho Renovação de Ar no Local de Trabalho (Ventilação/Exaustão) Rede de Gases (Válvulas e Engates) Ergonomia FISPQ ou FDS
Prevenção Riscos da Solda Elétrica Radiações Não Ionizantes Gases e Fumos Metálicos Máquinas de Solda Cabos de Solda Eletrodos EPI e EPC Proteção Elétrica - Quadros, Disjuntores e Cabos de Alimentação Conclusão
geração de riquezas dentro da economia de um país. A História do Brasil passa pela indústria naval, onde o governo Português e outras potências europeias desenvolveram navios cada vez mais rápidos e fortes, passando dos navios a vela aos navios movidos por combustível, das embarcações de madeira aos grandões de aço. Nesse parágrafo, mais de quinhentos anos de história. Para construir novas histórias na indústria naval, com saúde e segurança, vamos saber mais sobre o trabalho a quente ao longo deste material. 5
de navios ou de plataformas de petróleo são os chamados estaleiros navais. Eles possuem pátios na orla onde fazem suas atividades, ou podem ser montados dentro de mares e oceanos (serviços offshore). Existem muitos equipamentos e atividades dentro de um estaleiro. Há grandes equipamentos de elevação de carga (gruas, guindastes, pórticos rolantes, empilhadeiras), pátios abertos, depósitos, equipamentos de corte e solda, dentre outros. 6
pela autoridade marítima para que haja a atracação dos navios. Nesses locais é feita a conexão entre os serviços terrestres e sobre as águas, permitindo-se a realização dos serviços. Ao fim da vida útil de um navio ou de uma plataforma, os estaleiros também realizam as atividades de desmonte. Como exemplo, destacado na revista portos e navios, a plataforma P-32 começou a ser desmontada no final do ano de 2023. Só de uma plataforma assim são mais de quarenta toneladas de sucata, arrematadas por uma empresa siderúrgica para reciclagem.
e melhoria de navios e plataformas. Além disso, promove maior sustentabilidade, na medida que atua na cadeia da reciclagem de metais. Ao longo deste material, veremos alguns assuntos relacionados ao trabalho nos estaleiros, especificamente no trabalho a quente. Trabalho a quente envolve tanto o corte de peças metálicas, como em reparos e fixações utilizando equipamentos de solda. No corte a quente, as máquinas realizam a fusão (derretimento) local do metal que será cortado. Para a solda, o derretimento é de um eletrodo, o metal que quando solidificado une as partes por meio de um filete.
considera trabalho a quente aquele tipo de atividade que gere aquecimento, centelha ou chama. Com isso, além da solda e corte a quente, o corte com disco (esmerilhadeira, serra de bancada e outras) ou perfuração com furadeira (também portátil ou de bancada) são considerados trabalhos a quente pelo potencial de geração de fogo. Confira tudo isso e mais detalhes relacionados nos tópicos a seguir.
de Condições e Meio Ambiente de Trabalho na Indústria da Construção, Reparação e Desmonte Naval, trata sobre os trabalhos relacionados à construção, reparos e desmontes navais, e nisso estão inclusos os trabalhos a quente. NR 34 Tratando da saúde e segurança do trabalho, existem as Normas Regulamentadoras ou NRs, criadas pelo Ministério do Trabalho.
treinamentos aos trabalhadores, como: • Treinamento admissional, com seis horas de duração, com itens básicos sobre o trabalho na construção naval. • Treinamento periódico. • Curso de observador de trabalho a quente. • Módulo básico do trabalho a quente. • Módulos específicos.
a carga horária mínima é de quatro horas. A necessidade desse treinamento ocorre quando passar um ano do treinamento anterior ou se o afastamento do trabalho foi de noventa dias ou mais.
que a carga horária mínima é de quatro horas. A necessidade desse treinamento ocorre quando passar um ano do treinamento anterior ou se o afastamento do trabalho foi de noventa dias ou mais. Além da NR 34, outras referências podem ser necessárias para a base legal do trabalho a quente. Uma delas consiste na Ficha com Dados de Segurança, da qual falaremos ao longo desta apostila.
indica que a carga horária mínima é de quatro horas. A necessidade desse treinamento ocorre quando passar um ano do treinamento anterior ou se o afastamento do trabalho foi de noventa dias ou mais. Além da NR 34, outras referências podem ser necessárias para a base legal do trabalho a quente. Uma delas consiste na Ficha com Dados de Segurança, da qual falaremos ao longo desta apostila. Essa ficha segue a norma técnica ABNT NBR 14725:2023 – Produtos químicos – Informações sobre segurança, saúde e meio ambiente – Aspectos gerais do Sistema Globalmente Harmonizado (GHS), classificação, FDS e rotulagem de produtos químicos.
34 indica que a carga horária mínima é de quatro horas. A necessidade desse treinamento ocorre quando passar um ano do treinamento anterior ou se o afastamento do trabalho foi de noventa dias ou mais. Além da NR 34, outras referências podem ser necessárias para a base legal do trabalho a quente. Uma delas consiste na Ficha com Dados de Segurança, da qual falaremos ao longo desta apostila. Essa ficha segue a norma técnica ABNT NBR 14725:2023 – Produtos químicos – Informações sobre segurança, saúde e meio ambiente – Aspectos gerais do Sistema Globalmente Harmonizado (GHS), classificação, FDS e rotulagem de produtos químicos. Normas técnicas e legislações referentes a materiais e combate a incêndio também são aplicáveis. 16
isto é, que existem e estão associados e esse tipo de serviço. Vamos falar de maneira mais simples nesse começo de estudo e iremos aprofundar o tema à medida que avançamos no conteúdo. Um perigo seria a condição em que a integridade física ou saúde do trabalhador está ameaçada, enquanto que o risco representaria a relação entre o perigo e sua probabilidade de ocorrência, em função da exposição do trabalhador. Alguns perigos no trabalho a quente são: • Contato acidental da pele com faíscas. • Incêndio no local de trabalho. • Projeção de partículas nos olhos. • Luz intensa atingindo os olhos.
ou cegueira. A luz intensa, mesmo não causando a cegueira de imediato, promove a perda de visão e a necessidade de correção por óculos. Por fim, o fogo que realiza o corte ou pode surgir de forma acidental pode causar também queimaduras ou problemas respiratórios, sendo muito importante saber como evitar, controlar ou mesmo fugir se necessário. Os riscos, ou seja, a probabilidade de esses perigos ocorrerem, vão depender muito de como são os cuidados feitos no ambiente de trabalho. Isso envolve a postura profissional, EPIs e EPCs.
pode ser inserido em diversos ambientes para a realização de suas atividades: • Ambiente a céu aberto, com brisa da orla ou ventos mais intensos. • Ambiente fechado, como galpões com estrutura metálica e vedação com telha metálica também. • Trabalho offshore, ou seja, sobre águas marítimas ou oceânicas.
desafios para o trabalhador. No trabalho a céu aberto, há maior circulação de ar, mas também existe exposição aos ventos. Essa condição pode promover um ambiente que pode ser mais fresco, mas que, a depender da intensidade do vento, atrapalhe a tarefa de solda e gere instabilidade para os colegas que trabalharem no içamento de peças.
quente. É fundamental que não só existam meios de reduzir o calor durante o trabalho como que o trabalhador sempre se mantenha hidratado, principalmente nas estações mais quentes do ano No trabalho offshore, o operário de serviços a quente e outros trabalhadores precisam ou ter condições de lidar com a instabilidade do ambiente ou conseguirem controlar sua saúde por meio de medicamentos, visto que é possível enjoar. Quem costuma enjoar em viagens pode ter um indicativo sobre essa condição, caso seja recorrente.
de equipes de plataformas de petróleo, embarcações e outros locais onde o trabalho é restrito e distante da família e amigos. É preciso cuidar dos relacionamentos para criar um ambiente de trabalho verdadeiramente produtivo e saudável.
são indicadas para a realização dos trabalhos a quente. Vamos conhecer? Lembrete: as medidas de proteção envolvem o trabalho a quente e, além dele, trabalhos em áreas não destinadas a esse fim, mas que possam precisar desse tipo de atividade.
inspeção preliminar visa assegurar que os locais onde os trabalhos a quente serão feitos, e nas proximidades (visto que existe projeção de partículas) devem estar limpos, secos e sem agentes combustíveis, inflamáveis, tóxicos e contaminantes. Pela inspeção preliminar, verifica-se as condições do ambiente e o mesmo só é liberado quando não existir nada que seja incompatível com o trabalho a quente, e o trabalhador precisa ter capacitação adequada para a liberação também. 27
34 aponta as seguintes medidas por parte dos empregadores: • Eliminar ou manter sob controle os riscos de incêndio. • Instalar proteção física que impeça o contato com materiais combustíveis ou inflamáveis de fogo, respingos, calor, fagulhas ou borras. Essa proteção física também deve evitar que pessoas em atividades paralelas ou em circulação sejam atingidas. • Manter desimpedido e próximo da área de trabalho um sistema de combate a incêndio. • Realizar inspeção no local de trabalho após o término, visando evitar princípios de incêndios. 28
de prevenção contra incêndio, feito por Engenheiros Civis e Arquitetos. Algumas das medidas são equipamentos de proteção e elementos de construção, como hidrantes, saídas de emergência, portas corta-fogo, corrimãos, dentre outros. Outras não são equipamentos ou objetos, mas o treinamento de uma brigada de incêndio (se pedida em normas e Leis de prevenção) ou dos funcionários em geral.
e de contaminantes, devem ser tomadas medidas como a limpeza da superfície de trabalho e proximidades, com a remoção dos produtos de limpeza utilizados, e a renovação de ar para a eliminação de gases, vapores e fumos empregados ou gerados no trabalho a quente. Muito importante falar dos produtos de limpeza. Pode não parecer, mas alguns deles levam substâncias inflamáveis, o que leva ao risco e demanda esse cuidado com a retirada de residuais nas superfícies ou frascos próximos.
se interromper as atividades. Nesse meio tempo, deve-se adotar as medidas necessárias para a renovação de ar. Se a composição do revestimento da peça ou dos gases liberados no aquecimento ou solda não for conhecida, deve-se usar equipamento autônomo de proteção respiratória ou proteção por adução de linha de ar comprimido (tipos de EPIs para neutralização dos gases). Isso é previsto no Programa de Proteção Respiratória – PPR.
é preciso adotar as seguintes medidas: • Usar somente gases que sejam adequados àquela aplicação. • Seguir o que estiver indicado na Ficha com Dados de Segurança - FDS (antiga Ficha de Informação de Segurança de Produtos Químicos ou FISPQ). • Usar reguladores de pressão adequados ao gás empregado. A NR 34 proíbe a utilização de adaptadores entre o cilindro e o regulador de pressão. Quando for usado equipamento de oxiacetileno, deve-se utilizar dispositivo contra retrocesso de chama na alimentação da mangueira e do maçarico. O circuito de gás deve ser inspecionado antes do início do trabalho. Essa inspeção visa verificar o funcionamento e observar possíveis vazamentos. 32
com conector específico. Também é necessária a manutenção periódica do circuito conforme procedimentos da empresa e indicações do fabricante/fornecedor.
mesma ideia deve acontecer com cilindros inoperantes ou vazios. Ambientes confinados não podem ser usados para a instalação de cilindros de gás operantes ou mesmo os inoperantes. Isso é importante porque são ambientes com ventilação deficiente e, com uma centelha ou outra fonte de ignição, podem ocorrer explosões. Na interrupção do serviço com gases, são recomendados alguns cuidados. Um deles é o fechamento das válvulas dos cilindros, maçaricos e distribuidores de gases, e outro é desconectar as mangueiras de alimentação. NR 34 No armazenamento de gás: • Os cilindros devem ser mantidos na posição vertical. A posição altera a pressão do gás, e a condição vertical foi a prevista para os cilindros. • Eles devem ser dispostos de modo que não façam parte do circuito elétrico, mesmo que de forma acidental. • O transporte dos cilindros de gás também deve ocorrer na posição vertical, utilizando capacete rosqueado. Deve- se evitar o choque (colidir) um cilindro com outro.
incêndios se faltarem alguns cuidados de uso e o dimensionamento adequado por um projeto elétrico. O aterramento adequado deve ser feito nos equipamentos elétricos a um ponto seguro e conforme indicações de fabricantes. Cabos de bitola adequada devem ser usados nos equipamentos e nas instalações, sempre em perfeito estado. Cuidados iguais devem ser dedicados aos terminais de saída e conexões elétricas. 35
devem ser feitas Análises Preliminares de Risco – APR – onde são definidas as medidas de controle, raio de abrangência e sinalização/isolamento de área. Além disso, nas APRs ocorre a avaliação da necessidade de vigilância contra incêndio (a função do observador) e do sistema de alarme. Outras medidas podem ser necessárias e definidas com APR. Se o observador for necessário, a permanência dele ocorre durante todo o serviço e em contato permanente com as frentes de trabalho. Ele terá formação específica para sua atuação. O resultado da inspeção preliminar deve ser registrado na permissão de trabalho – PT. Aberturas e canaletas precisam ser fechadas ou protegidas, evitando projeção de fagulhas, combustão ou interferência em outras atividades sendo realizadas no estaleiro.
dedicada ao trabalho em estaleiros. Os trabalhos a quente e suas medidas de segurança são tratados no item 34.5. Parte do que vimos e do que está nos itens a seguir baseia-se nessa NR. Qualquer profissional do trabalho a quente, seja ele observador ou soldador e operador de máquina, precisa ter alguns conteúdos básicos sendo tratados no seu curso de admissão ou treinamento periódico.
ou um conjunto de circunstâncias que têm o potencial de causar ou contribuir para uma lesão ou morte” (Sanders e McCormick, 1993, p. 675). “Um perigo é um agente químico, biológico ou físico (incluindo-se a radiação eletromagnética) ou um conjunto de condições que apresentam uma fonte de risco mas não o risco em si”(Kolluru, 1996, p. 1.13).
de energia ou de fatores fisiológicos e de comportamento/conduta que, quando não controlados, conduzem a eventos/ocorrências prejudiciais/nocivas” (Shinar, Gurion e Flascher, 1991, p. 1095, citados por Grimaldi e Simonds, 1984,p. 236).
lesão ou morte” (Sanders e McCormick, 1993, p. 675). Risco “(...) é uma função da natureza do perigo, acessibilidade ou acesso de contato (potencial de exposição), características da população exposta(receptores), a probabilidade de ocorrência e a magnitude da exposição e das consequências(...)” (Kolluru, 1996, p. 1.10). “ (…) risco é um resultado medido do efeito potencial do perigo” (Shinar, Gurion e Flascher,1991, p. 1095).
a uma pessoa, como materiais, equipamentos, métodos e práticas de trabalho: • Materiais: em materiais, o perigo pode estar em substâncias perigosas ou tóxicas como solventes, ácidos, álcalis, metais, gases, plásticos, resinas, material particulado sólido, perfurocortantes, dentre outros. • Equipamentos: nos equipamentos, o perigo fica em partes móveis sem dispositivo de proteção, condições de uso (equipamento defeituoso, má conservação, impróprio para o serviço, uso incorreto, guarda local inseguro e inadequado).
empoeirados, sujos, ruidosos e escuros, ou com presença de gases, vapores, fumos, etc. são perigosos. Ambientes limpos podem ter perigos também, se os postos de trabalho forem inadequados ergonomicamente. • Trabalhadores: falta ou insuficiência de capacitação representa um perigo, bem como a inexistência de políticas de segurança, fadiga, uso de drogas e álcool, pressão no trabalho, assédio sexual ou moral, carga de trabalho excessiva, etc. • Sistema de trabalho: fatores relacionados aos sistemas de trabalho como conteúdo e organização do trabalho, gerenciamento e cultura organizacional também podem ser perigoso.
algum deles se converta em danos ao trabalhador? É aí que entra o conceito de risco, que é a probabilidade de ocorrência dos dados associados a um perigo. Costuma-se relacionar o perigo ao risco na seguinte forma: Risco = perigo x exposição O perigo é associado aos fatores que foram mencionados. A exposição varia quanto à intensidade, frequência e duração. Isso ajuda a entender porque o risco é maior para um soldador que faça esse trabalho o dia todo em relação a quem faça solda para atividades de manutenção, de forma pontual.
isso que, quando possível, evita-se o trabalho a quente em prol de métodos alternativos. Se não for possível, deve-se tomar as precauções proporcionais ao risco. Técnicas de Identificação de Perigos e Análise de Riscos - APP e APR - Análise Preliminar de Perigos e Análise Preliminar de Riscos.
é sucedida por uma análise preliminar de riscos – APR. Segundo a NR 34, a APR avalia de forma inicial os riscos potenciais, verificando para cada risco e perigo suas causas, consequências e medidas de controle. A APR é feita por uma equipe técnica com profissionais de várias áreas, com coordenação de um profissional de Saúde e Segurança do Trabalho. Se não houver, é pelo responsável pelo cumprimento da NR 34 e deve ser assinada por todos os participantes.
qualitativo e quantitativo envolvido num perigo identificado. Ela é preliminar, o que significa que é realizada antes de uma atividade começar, permitindo não só levantar os perigos, mas estabelecer um plano para enfrentar os desafios que possam surgir. Os objetivos da APP e APR são: • Identificar os perigos e riscos da atividade. • Orientar, sensibilizar e instruir os colaboradores dos riscos existentes em suas atividades no trabalho. • Organizar a execução de uma atividade. • Estabelecer procedimentos seguros. • Prevenir os acidentes de trabalho.
como a NR 12 (máquinas), NR 18 (construção civil), NR 24 (inflamáveis e combustíveis), NR 33 (espaços confinados), NR 35 (trabalho em altura) e NR 36 (matadouros e frigoríficos). Além dela, obviamente, existe a abordagem da APR na NR 34.
Emissão de três vias, sendo uma afixada no local de trabalho, outra para a chefia imediata dos trabalhadores e uma terceira para arquivo. • A PT deve indicar os requisitos mínimos para serem atendidos na execução dos trabalhos e, se aplicável, as disposições estabelecidas na APR. Uma permissão de trabalho permite que o funcionário trabalhe diante de determinado risco em período específico. A empresa se certifica, dentro desse período, que apenas os trabalhadores certos e com PT atuem na área de risco. A PT parte da APP e APR e consiste em um documento escrito com as medidas de controle necessárias para o desenvolvimento do trabalho de forma segura e medidas de emergência e resgate.
chefia imediata e o profissional de saúde e segurança do trabalho ou quem é responsável por atender à NR 34. • Validade restrita à duração da atividade e ao turno de trabalho, sendo possível a revalidação desde que não mudem as condições de risco.
forma simplesmente com a presença de uma substância e com o ar. São necessárias concentrações adequadas, dentro de uma faixa entre o limite inferior de explosividade – LIE ou LEL – e o limite superior de explosividade – LSE ou UEL. O limite inferior de explosividade – LIE – é a menor concentração de uma substância gasosa que, misturada ao ar, forma uma mistura inflamável. O limite superior de explosividade – LSE – por sua vez, é a maior concentração de uma substância gasosa em que, misturada com o ar, forma uma mistura inflamável.
que acima do LSE é chamada rica. Nesse caso, pobres e ricas estão juntas: nenhuma queima ou explode. Em incêndios, forma-se uma massa gasosa de combustível, por pirólise. Em conjunto com outros gases no ambiente, pode ser atingido o LIE e ocorrer uma explosão.
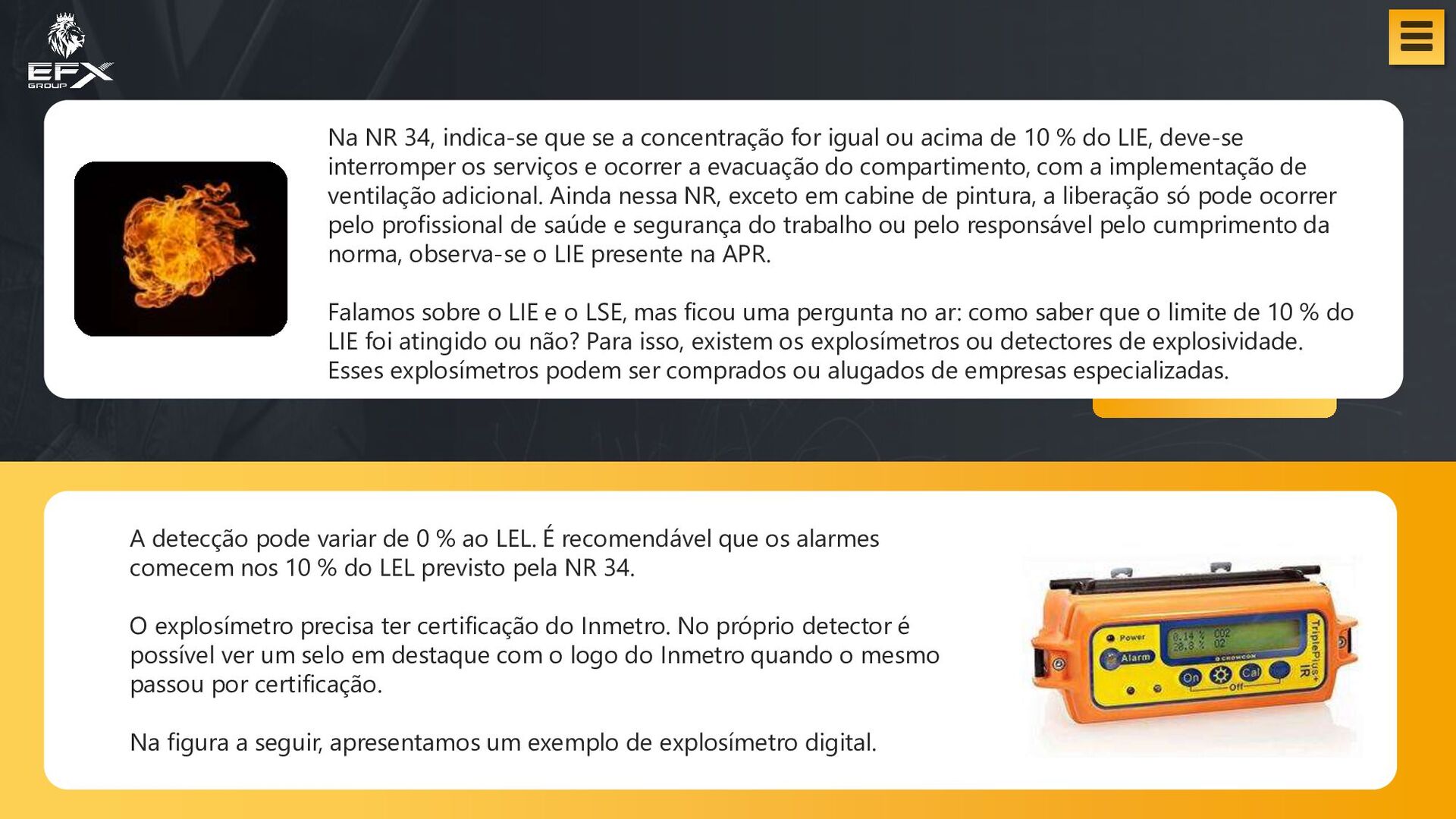
recomendável que os alarmes comecem nos 10 % do LEL previsto pela NR 34. O explosímetro precisa ter certificação do Inmetro. No próprio detector é possível ver um selo em destaque com o logo do Inmetro quando o mesmo passou por certificação. Na figura a seguir, apresentamos um exemplo de explosímetro digital. Na NR 34, indica-se que se a concentração for igual ou acima de 10 % do LIE, deve-se interromper os serviços e ocorrer a evacuação do compartimento, com a implementação de ventilação adicional. Ainda nessa NR, exceto em cabine de pintura, a liberação só pode ocorrer pelo profissional de saúde e segurança do trabalho ou pelo responsável pelo cumprimento da norma, observa-se o LIE presente na APR. Falamos sobre o LIE e o LSE, mas ficou uma pergunta no ar: como saber que o limite de 10 % do LIE foi atingido ou não? Para isso, existem os explosímetros ou detectores de explosividade. Esses explosímetros podem ser comprados ou alugados de empresas especializadas.
de controle que podem ser realizadas no ambiente de trabalho. Além da inspeção preliminar, já abordada, existem o controle de materiais combustíveis e inflamáveis, proteção física, dentre outras, que serão abordadas a seguir. 55
OxfordLanguages, dentre diversos significados, controle é: “poder, domínio ou autoridade sobre alguém ou algo.” Para o controle de materiais e de combustíveis, pensando no significado da palavra, é preciso saber quais combustíveis e inflamáveis existem no estaleiro, como agem quimicamente e quais as propriedades químicas como o LIE. Além disso, é preciso exercer o “domínio” sobre combustíveis e inflamáveis, garantindo que não levem a efeitos inesperados, representando riscos. O controle de materiais combustíveis e inflamáveis é muito importante. Vários materiais combustíveis e inflamáveis podem ser armazenados em tanques aéreos (acima do solo). Nesse tipo de tanque, segundo a norma ABNT NBR 16799:2019, é importante conhecer o ponto de fulgor e/ou a volatibilidade da substância. Quando são mais voláteis, tendem a gerar vapores mais inflamáveis 56
de materiais combustíveis e inflamáveis e é regido pela norma técnica ABNT NBR IEC 60079-29-2:2011. Na detecção de gases e vapores, além dos diferentes tipos de equipamentos, a norma pondera que saber quais gases podem ser detectados e quais as faixas de detecção é importante, bem como quais são os limites dos equipamentos. Saber a direção do ar e como ocorre a propagação dos gases também é uma informação útil. Variação de umidade e de temperatura mexem nas medições. Há gases que interferem no funcionamento de sensores, ou existe um tempo de vida específico. Além da inflamabilidade, é preciso considerar que existem gases que são tóxicos com níveis muito baixos, como monóxido de carbono, metilamina e formaldeído, exigindo sensores específicos. Outros gases podem não serem inflamáveis, mas serem altamente tóxicos, como o gás cloro. Por esses motivos, saber quais gases estão armazenados no ambiente de trabalho (podendo ser em instalações offshore) é fundamental para as medidas de segurança. 57
anteparo, uma parede, um elemento com superfície grande) que impeça que fogo, chamas, faíscas ou outros elementos que possam causar incêndios em contato com materiais combustíveis ou inflamáveis. Atividades no entorno Na hierarquia de riscos, o ideal é trazer a exposição nula, que corresponde à ausência de risco, aos perigos existentes. Sempre que possível, os profissionais não envolvidos com o trabalho a quente não devem circular por perto de onde ele estiver ocorrendo, respeitando os distanciamentos adequados.
a restrição total de atividades de entorno é possível, é necessário estabelecer uma distância segura para isolar a área onde irá ocorrer o trabalho a quente e restringir a circulação de pessoas. Isso pode ser feito com recursos como placas e cavaletes, lembrando que, pela projeção de partículas, é recomendável o uso de peças que não principiem incêndios facilmente, evitando cones e outros objetos plásticos.
existente não é eliminado quando acaba o trabalho a quente. Segundo a norma NFPA 51B - Standard for Fire Prevention During Welding, Cutting, and Other Hot Work, da National Fire Protection Association, entidade dos Estados Unidos que trabalha na prevenção de incêndios, o observador ou algum vigia deveria se manter no local pelo menos meia hora depois do encerramento do trabalho a quente. Essa necessidade seria por condições de fogo latente, reignição de brasas quentes ou calor retido. 60
de trabalho, a renovação de ar e a exaustão são medidas que podem ajudar a prevenir incêndios ou garantir a sobrevivência quando eles não sejam inevitáveis. No caso da renovação de ar, ela permite reduzir a concentração de gases que possam gerar explosões e incêndios, pois muda a concentração para níveis inferiores ao LIE. Além disso, existem os exaustores. Esse tipo de dispositivo permite o escape de gases pelas regiões superiores de telhados. Gases e substâncias mais quentes tendem a se concentrar nas regiões mais altas e o exaustor favorece sua eliminação, precisando suportar temperaturas elevadas. Alguns modelos no mercado suportam 400 ºC por duas horas, tempo suficiente para evacuação local e começo da atuação dos bombeiros.
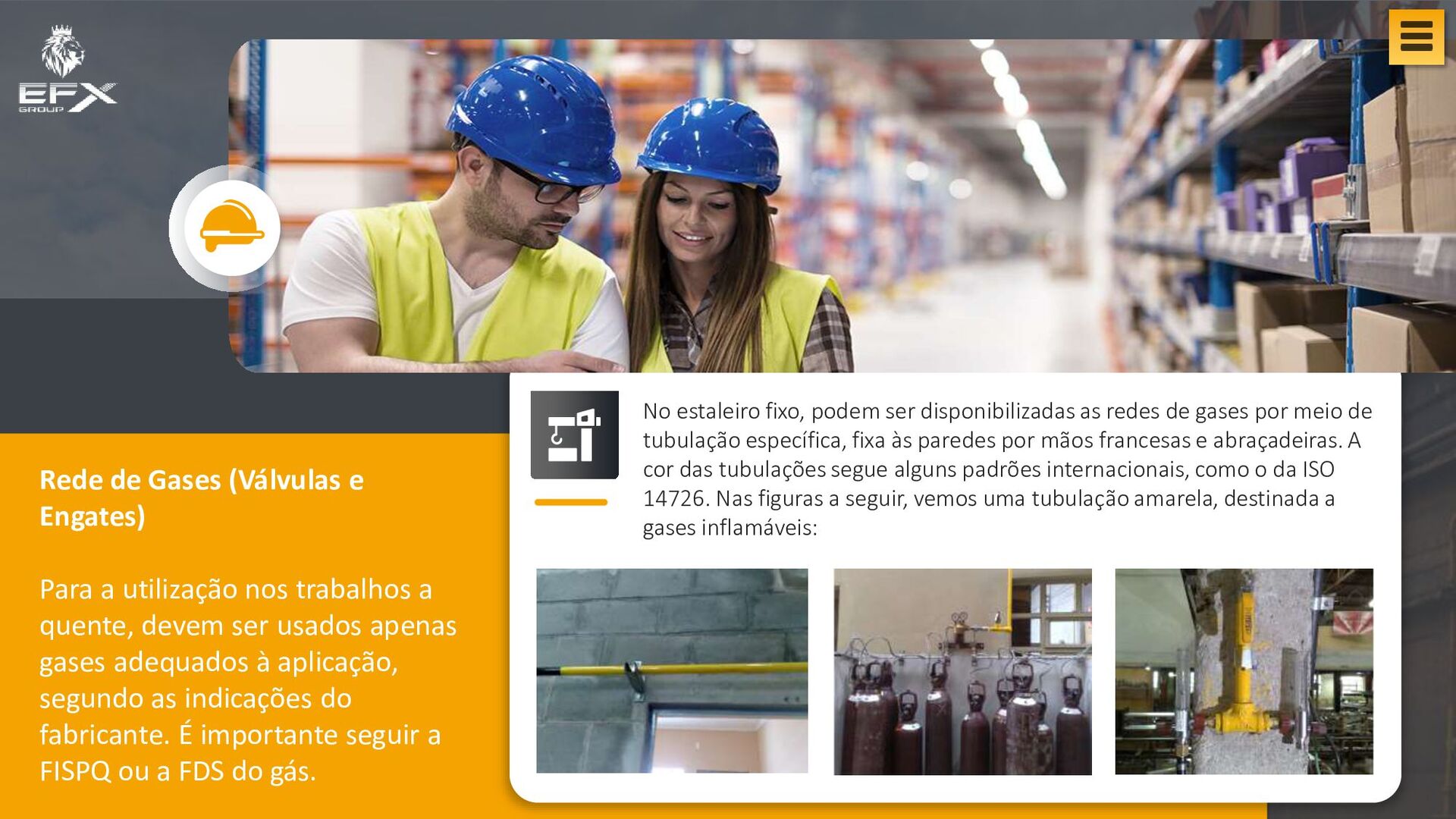
trabalhos a quente, devem ser usados apenas gases adequados à aplicação, segundo as indicações do fabricante. É importante seguir a FISPQ ou a FDS do gás. No estaleiro fixo, podem ser disponibilizadas as redes de gases por meio de tubulação específica, fixa às paredes por mãos francesas e abraçadeiras. A cor das tubulações segue alguns padrões internacionais, como o da ISO 14726. Nas figuras a seguir, vemos uma tubulação amarela, destinada a gases inflamáveis:
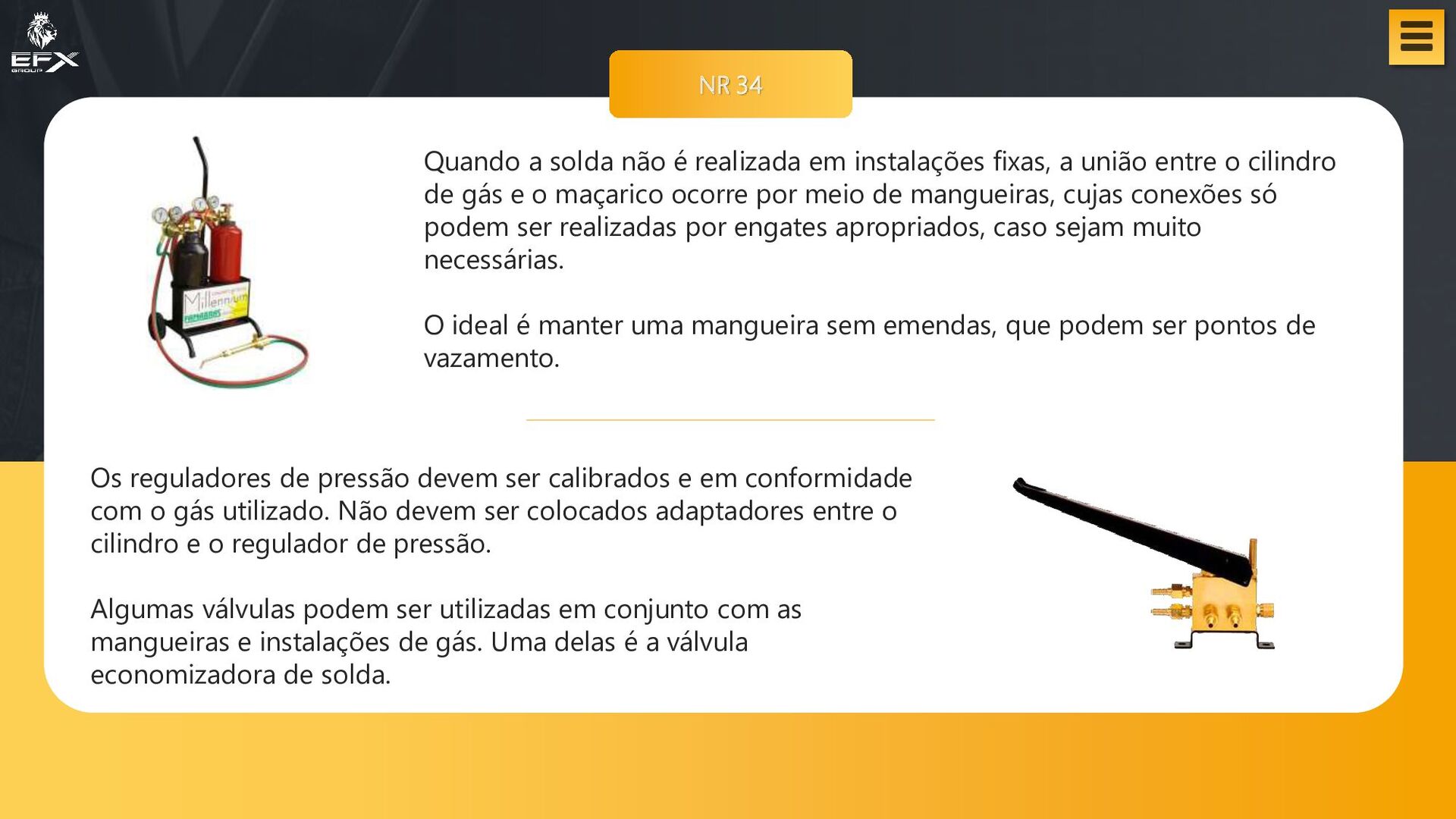
união entre o cilindro de gás e o maçarico ocorre por meio de mangueiras, cujas conexões só podem ser realizadas por engates apropriados, caso sejam muito necessárias. O ideal é manter uma mangueira sem emendas, que podem ser pontos de vazamento. Os reguladores de pressão devem ser calibrados e em conformidade com o gás utilizado. Não devem ser colocados adaptadores entre o cilindro e o regulador de pressão. Algumas válvulas podem ser utilizadas em conjunto com as mangueiras e instalações de gás. Uma delas é a válvula economizadora de solda. NR 34
de gás. A utilização prevista desse equipamento é sobre bancada. Outro tipo de válvula é a antirretrocesso de gás. A ideia é evitar a pré-mistura para solda com gases como acetileno, oxigênio ou GLP.
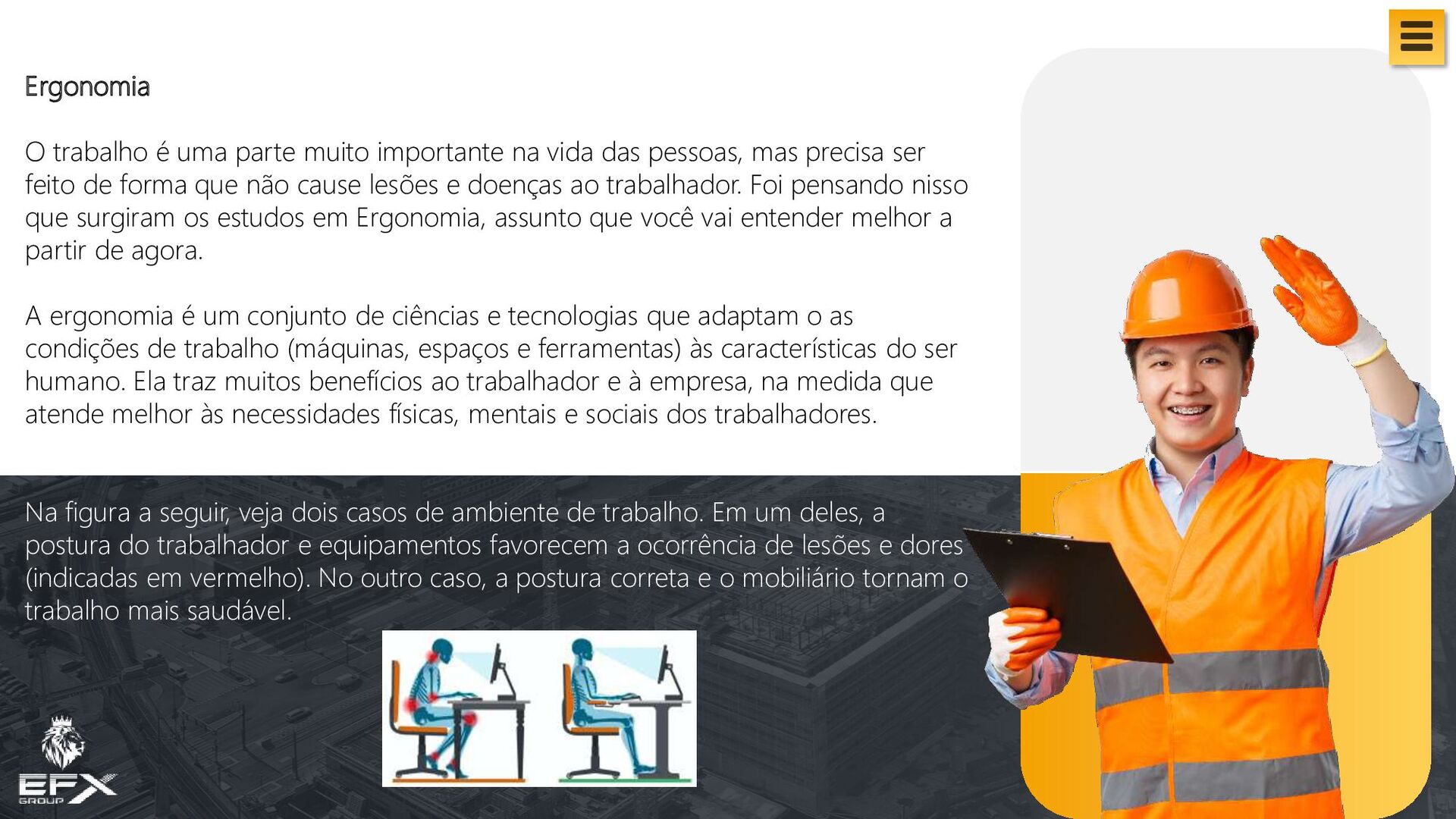
das pessoas, mas precisa ser feito de forma que não cause lesões e doenças ao trabalhador. Foi pensando nisso que surgiram os estudos em Ergonomia, assunto que você vai entender melhor a partir de agora. A ergonomia é um conjunto de ciências e tecnologias que adaptam o as condições de trabalho (máquinas, espaços e ferramentas) às características do ser humano. Ela traz muitos benefícios ao trabalhador e à empresa, na medida que atende melhor às necessidades físicas, mentais e sociais dos trabalhadores. Na figura a seguir, veja dois casos de ambiente de trabalho. Em um deles, a postura do trabalhador e equipamentos favorecem a ocorrência de lesões e dores (indicadas em vermelho). No outro caso, a postura correta e o mobiliário tornam o trabalho mais saudável.
os riscos de lesões relacionadas ao trabalho, melhorar a eficiência e a qualidade do trabalho e aumentar o bem-estar dos trabalhadores. Existem algumas doenças comuns dentro dos ambientes de trabalho, chamadas de LER e DORT: • Lesões por esforços repetitivos (LER): um conjunto de doenças que atingem músculos, tendões e articulações dos membros superiores (braços, antebraços, mãos e ombros) e eventualmente os membros inferiores, com relação direta com as tarefas, ambientes e organização do trabalho. Segundo dados da Organização Mundial da Saúde, LER são a segunda causa de afastamento do trabalho no Brasil, atingindo 1 % dos trabalhadores da Região Sudeste. Costuma incidir mais na faixa etária entre trinta a quarenta anos. • Distúrbios Osteomoleculares Relacionados ao Trabalho (DORT): inclui distúrbios inflamatórios e oriundos da compressão dos nervos. Os DORT surgem em atividades com sobrecarga física ou atividades com sobrecarga psíquica. 67
algo bem antigo, que começou na Inglaterra, no século XVIII, com a Primeira Revolução Industrial. Com melhorias de ergonomia e outras medidas, é possível reduzir o surgimento de LER e DORT nos trabalhadores, baseando-se em anos de experiência e novas pesquisas no assunto. Para que isso aconteça, é possível: • Fazer exercícios de aquecimento (ginástica laboral) antes do trabalho. • Usar técnicas adequadas de movimentação de cargas, levantando objetos pesados com as pernas ao invés de usar as costas, evitar torcer o corpo na movimentação ou se abaixar dobrando os joelhos ao invés de dobrar a coluna. • Realizar pausas evitando tensionar demais os músculos ou os nervos. • Manter uma postura correta, com costas eretas, alinhamento de cabeça, ombros e quadril. • Uso de Equipamentos de Proteção Individual (EPIs) como luvas, joelheiras, capacetes, cintos lombares, reduzindo o risco de lesões.
que podem acontecer em decorrência do trabalho é a realização da ginástica laboral. Ela seria parte do pré-trabalho, antes de começar o serviço propriamente dito. Segundo o Conselho Federal de Educação Física (CONFEF), a elaboração de um programa de ginástica laboral é tarefa que pode ser realizada por profissionais das áreas de Educação Física e de Fisioterapia. Esse programa de ginástica é muito importante para que os exercícios feitos sejam efetivos e ajudem a combater doenças.
ginástica laboral, de profissionais habilitados, e depois deram continuidade com funcionários próprios, chamados de multiplicadores. Essa é uma prática perigosa, visto que não são profissionais da área, e pode gerar problemas trabalhistas às empresas por desvio de função. Para elaborar o programa de ginástica laboral, o profissional vai conhecer a empresa, sua rotina, instalações, normas de segurança e riscos ambientais. É importante observar as estatísticas (números) das causas de afastamento, queixas frequentes e até a qualidade de vida. Mais do que exercícios, pode ser necessário buscar atividades motivacionais dentro do programa.
compensatória: • Preparatória: feita antes ou nas primeiras horas do início do trabalho, com duração de cinco a dez minutos. A ginástica laboral preparatória é constituída de aquecimentos ou alongamentos específicos para determinadas estruturas corporais envolvidas. Uma pessoa que digita muito no computador (que trabalha nos escritórios do Estaleiro) pode ter uma ginástica preparatória com exercícios usando uma barra e estendendo as mãos, por exemplo. O objetivo é de aumentar a circulação sanguínea, lubrificar e aumentar a viscosidade das articulações e tendões. • Compensatória: ginástica laboral feita no meio da jornada de trabalho, sendo uma pausa ativa para executar exercícios de compensação. Ela é praticada no ambiente de trabalho mesmo, em meio às máquinas, mesas de escritório ou refeitório. Os exercícios envolvidos são de descontração muscular e relaxamento, para reduzir a fadiga e prevenir LER, DORT e outras doenças.
como: • Combater LER e DORT. • Evitar o sedentarismo, estresse, depressão e ansiedade. • Melhorar a flexibilidade, força, coordenação, ritmo, agilidade e resistência. • Reduzir a sensação de fadiga ao final da jornada. • Favorecer o relacionamento social e o trabalho em equipe. • Desenvolver a consciência corporal. • Reduzir as despesas por afastamento médico à empresa. • Reduzir acidentes e lesões. • Aumenta a produtividade e a qualidade do trabalho. 72
devido à inatividade ou a algum ferimento. Algumas dicas ajudam a obter o máximo rendimento nos alongamentos: • Não fazer movimentos abruptos. • Fazer pelo menos dez minutos de alongamento lento antes e durante o trabalho. • Não tenha pressa e faça movimentos de forma suave, lenta, inclusive enquanto estiver trocando de exercício. • Fique na mesma posição de alongamento por trinta segundos, pelo menos. • Ao alongar, o normal é sentir uma resistência suave. Se houver sinal de dor, não é normal: é preciso reduzir a intensidade. • Respire de forma profunda e lenta, mantendo a respiração durante o alongamento. • Faça alongamentos de maneira frequente, sendo melhor fazer seis séries ao longo do dia do que trinta e seis em uma vez só. • Em caso de contusão aguda é melhor evitar alongar, pelo menos até recomendação de especialista. • Em caso de dores que durem mais de dois dias ou piora dos sintomas após os alongamentos, deve-se consultar um médico.
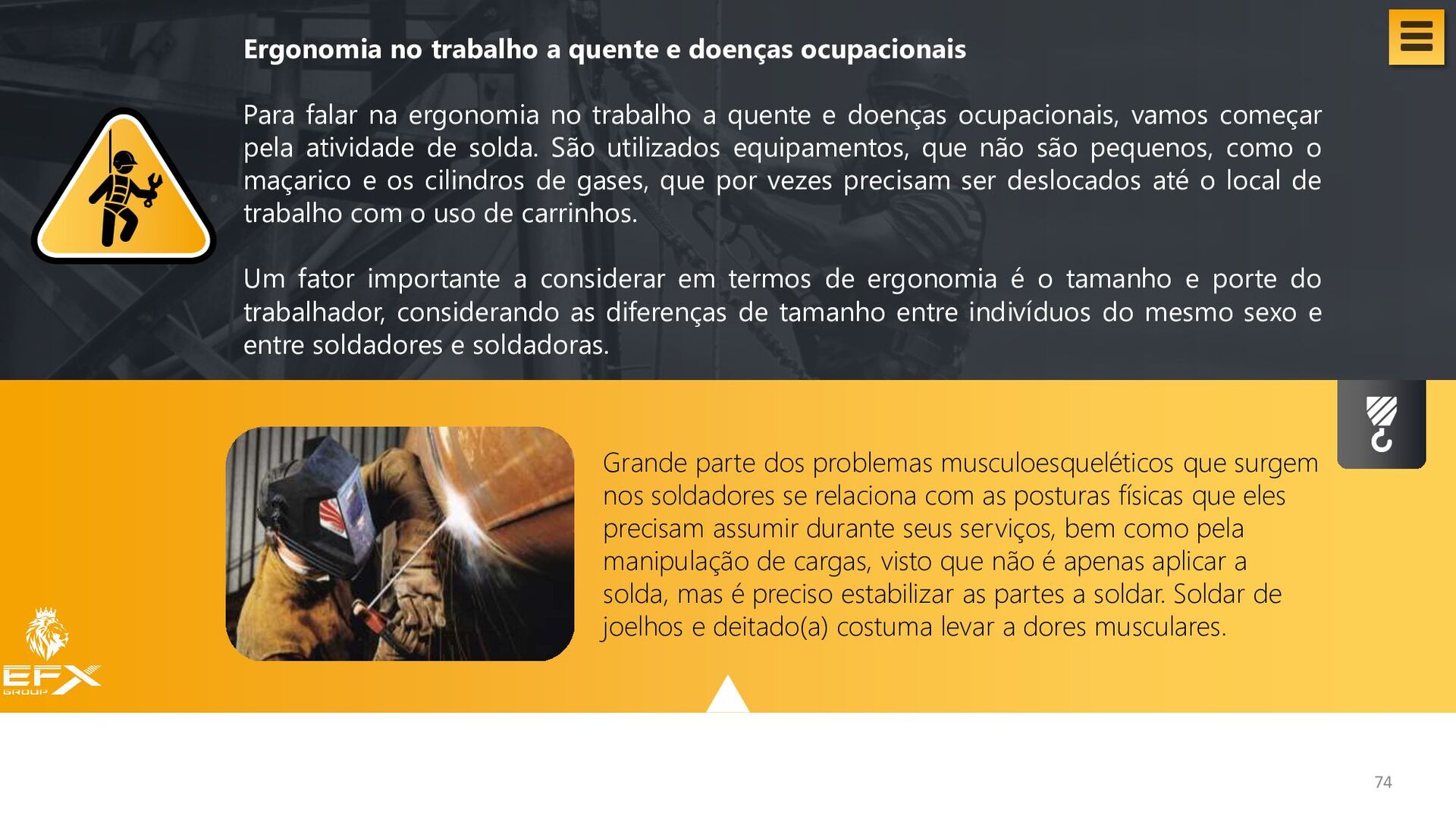
na ergonomia no trabalho a quente e doenças ocupacionais, vamos começar pela atividade de solda. São utilizados equipamentos, que não são pequenos, como o maçarico e os cilindros de gases, que por vezes precisam ser deslocados até o local de trabalho com o uso de carrinhos. Um fator importante a considerar em termos de ergonomia é o tamanho e porte do trabalhador, considerando as diferenças de tamanho entre indivíduos do mesmo sexo e entre soldadores e soldadoras. 74 Grande parte dos problemas musculoesqueléticos que surgem nos soldadores se relaciona com as posturas físicas que eles precisam assumir durante seus serviços, bem como pela manipulação de cargas, visto que não é apenas aplicar a solda, mas é preciso estabilizar as partes a soldar. Soldar de joelhos e deitado(a) costuma levar a dores musculares.
guinchos, talhas e outros ajudam, deixando a força muscular do soldador concentrada na operação de solda. Para que os equipamentos com rodízios ou eventuais assentos funcionem bem, é preciso limpar os pingos solidificados de solda que ficam pelo chão. Nos estaleiros, existem alguns desafios quanto à ergonomia na solda por serem produtos muito grandes, mas por vezes é preciso entrar nele para executar as tarefas. Os espaços interiores podem dificultar a movimentação e exigirem malabarismos dos soldadores. Sempre é preciso avaliar melhorias nesse tipo de serviço e meios de reduzir esses problemas. Em alguns casos, soldadores precisam fazer solda sobre- cabeça, o que leva a alguns problemas nos ombros. Essa é, também, uma postura a ser evitada. Sempre que possível, a solda deve ser feita de modo a evitar a angulação do pescoço.
de solda, que visa tanto corrigir deformações geradas pelo calor, como remover partes de solda que ficaram defeituosas. A realização das batidas pode causar sobrecarga muscular, sendo importante trabalhar no processo produtivo para evitar essa necessidade. Dores nas costas podem ser comuns no trabalho de soldadores. Sempre que possível, deve-se evitar o hábito de se reclinar para fazer a solda, tanto estando em pé, como sentado(a). Braços demasiadamente esticados com a tocha na mão produzem dores nos ombros e nas costas. Agora passaremos às questões de ergonomia com máquinas portáteis rotativas, como serras policorte, esmerilhadeiras, furadeiras e similares. Em alguns casos, o serviço pode ser feito com o uso de bancadas. Nesse tipo de atividade, o profissional deve, preferencialmente, ter a possibilidade de ajuste de altura para evitar alongamentos demasiados dos braços quando for efetuar o corte. Também é recomendável a existência de suportes de apoio para o objeto a cortar.
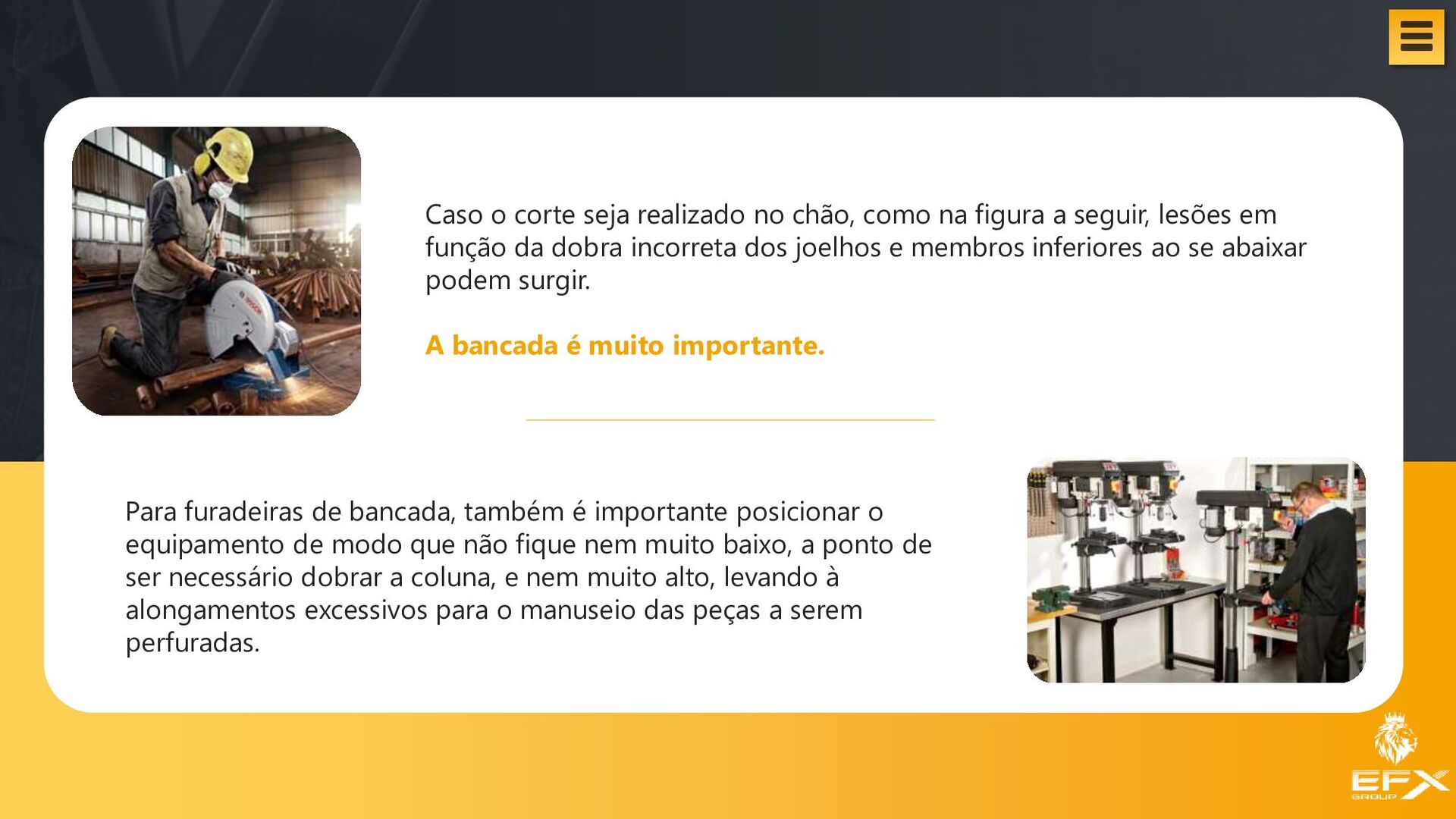
a seguir, lesões em função da dobra incorreta dos joelhos e membros inferiores ao se abaixar podem surgir. A bancada é muito importante. Para furadeiras de bancada, também é importante posicionar o equipamento de modo que não fique nem muito baixo, a ponto de ser necessário dobrar a coluna, e nem muito alto, levando à alongamentos excessivos para o manuseio das peças a serem perfuradas.
são portáteis geralmente possuem tamanhos mais reduzidos. A ferramenta deve ser segurada com as duas mãos. O giro de brocas ou lâminas causa movimentação incompatível com a firmeza de uma única mão.
informações que precisam estar na FDS. Ela também diferencia as obrigações de quem elabora (fornecedor) e quem utiliza uma FDS. Nos trabalhos a quente em estaleiros, é preciso se basear no que dizem as FDS dos gases utilizados nos serviços de solda. As informações presentes na FDS são multidisciplinares, falando sobre meio ambiente, primeiros socorros, transporte, saúde humana, Física e Química. A empresa que fornece o produto químico é que é responsável pela FDS, devendo possuir profissional ou equipe capacitada para tanto. NR 34 A Ficha com Dados de Segurança – FDS - é antiga Ficha de Informação de Segurança para Produtos Químicos - FISPQ. Era ela o documento com informações de segurança que antecedeu a FDS, mas houve a mudança em termos de conteúdo e de nome, alinhando às versões em outros idiomas, chamadas de Safety Data Sheet – SDS - Material Safety Data Sheet – MSDS - ou Fichas de Datos de Seguridad - FDS.
perigos, onde são indicados: a) Classificação GHS da substância ou mistura ou outra informação nacional ou regional. b) Elementos de rotulagem do GHS com pictogramas ou frases de perigo. c) Perigos relevantes e que não sejam abordados pelo GHS como perigo de explosão das poeiras, por exemplo. Esses pictogramas são expostos na norma, conforme exemplos a seguir: 80
- “Explosivo, instável” (Código H200). - “Gás extremamente inflamável” (Código H220). - “Líquido e vapores extremamente inflamáveis” (Código H224). - “Provoca irritação à pele e irritação ocular” (Códigos H315 e H320). - “Provoca danos à saúde pública e ao meio ambiente pela destruição da camada de ozônio” (Código H420).
caso de intoxicação. Considera-se que os primeiros socorros possam ser aplicados por pessoas sem um treinamento específico, sem equipamentos adequados ou uma vasta gama de medicamentos. É obrigatório que ela informe quando o atendimento médico precisar ser imediato; se houver recomendação de levar a pessoa a um local ventilado; for necessário remover calçado e roupas ou ainda quando os socorristas precisarem de EPI.
consiste em um processo onde duas peças de metal são aquecidas e unidas por uma corrente elétrica potente. Utiliza-se um dispositivo chamado de dínamo, que libera essa corrente e permite a solda. Com a solda, é possível manter a solidez de grades, automóveis, máquinas, pontes e até dos navios. É um excelente processo de colagem industrial. Uma grande vantagem da solda é de não exigir extensas habilidades para sua execução, mas cuidados de saúde e segurança durante sua execução. O soldador precisa saber qual a quantidade de calor necessária a fornecer segundo o metal envolvido.
técnica simples, mas envolve riscos à saúde e à segurança. Para os perigos e respectivos riscos, é necessária a identificação e posterior tomada de medidas para a atenuação. São vários tipos, como: riscos físicos, químicos, ergonômicos, dentre outros. Os riscos físicos incluem raios ultravioletas e infravermelhos emitidos pelo arco de soldagem em altas temperaturas. Eles podem causar vários danos à saúde do trabalhador se ele não estiver devidamente protegido.
manganês e chumbo, bem como substâncias em estado gasoso como óxido de manganês, óxido de nitrogênio, fluoreto de hidrogênio e várias outras. Esses gases compõem o chamado fumo-de-solda. Em relação aos riscos químicos, existem composições sólidas e poeiras decorrentes do processo de soldagem que podem ser inaladas pelo trabalhador.
elétricos acabam surgindo. Mediante descargas elétricas sem condições de isolamento e proteção, um ser humano pode sentir formigamento pelo corpo, sofrer queimaduras, ter espasmo muscular, taquicardia e parada cardíaca, cuja consequência mais grave é o óbito. Além disso, outros riscos de origem ergonômica e de conforto no trabalho podem ocorrer, como: • Má postura. • Ventilação e/ou iluminação deficientes. • Vibrações e ruídos. • Desconforto térmico, visto que peças metálicas são boas condutoras, tornando-se quentes ou frias demais. • Queda de objetos. • Trabalho em espaço confinado. Para cada risco, medidas de controle precisam ser tomadas. É possível atenuar vários riscos por meio de EPIs, EPCs, treinamento e procedimentos de trabalho adequados. 88
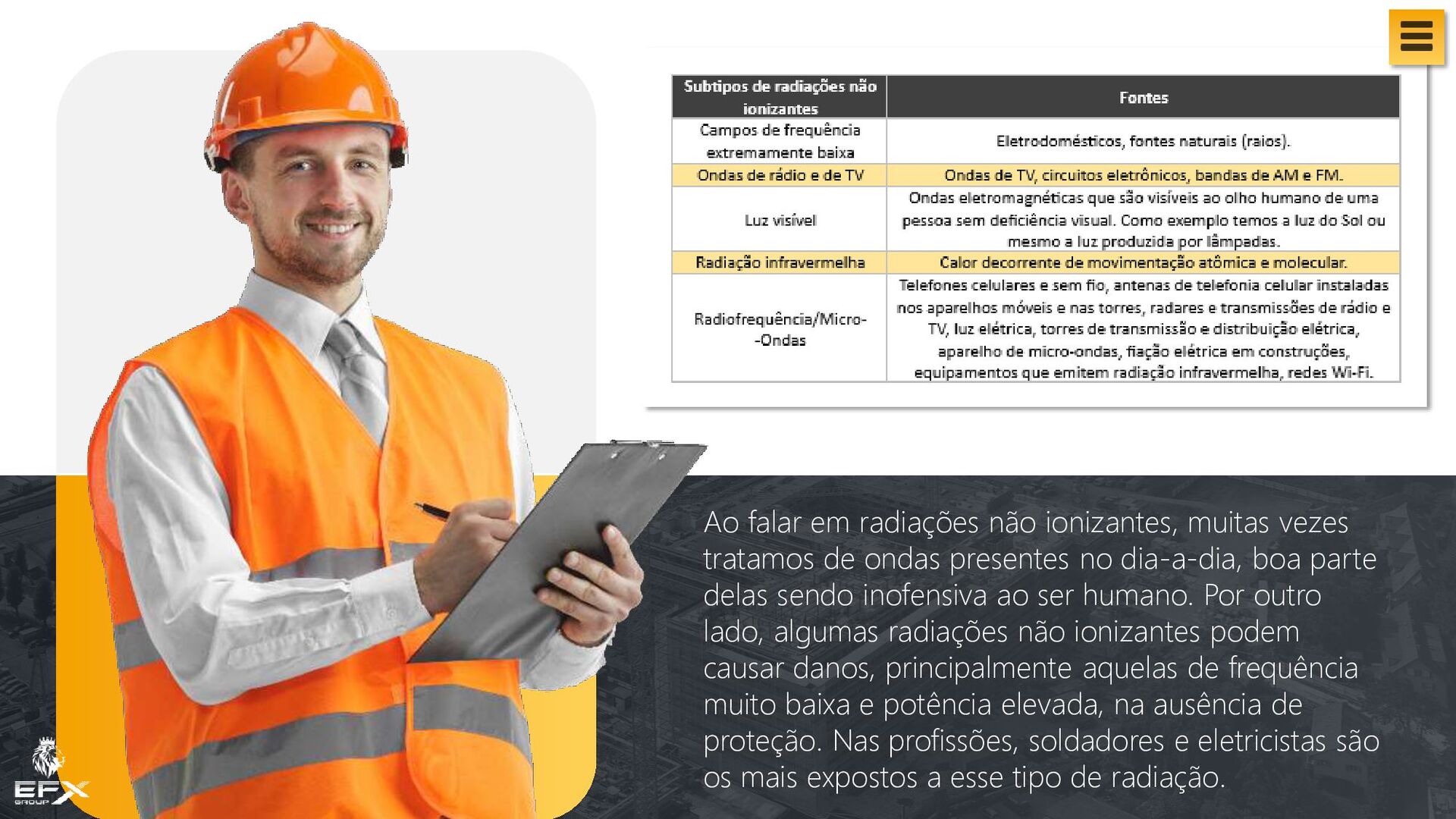
de radiação com baixa frequência e baixa energia, chamada também de campo eletromagnético. Ela se propaga por ondas e é originada de fontes naturais ou não. No quadro a seguir, podemos conferir vários tipos de radiações não ionizantes que estão no dia-a-dia: 89
ondas presentes no dia-a-dia, boa parte delas sendo inofensiva ao ser humano. Por outro lado, algumas radiações não ionizantes podem causar danos, principalmente aquelas de frequência muito baixa e potência elevada, na ausência de proteção. Nas profissões, soldadores e eletricistas são os mais expostos a esse tipo de radiação.
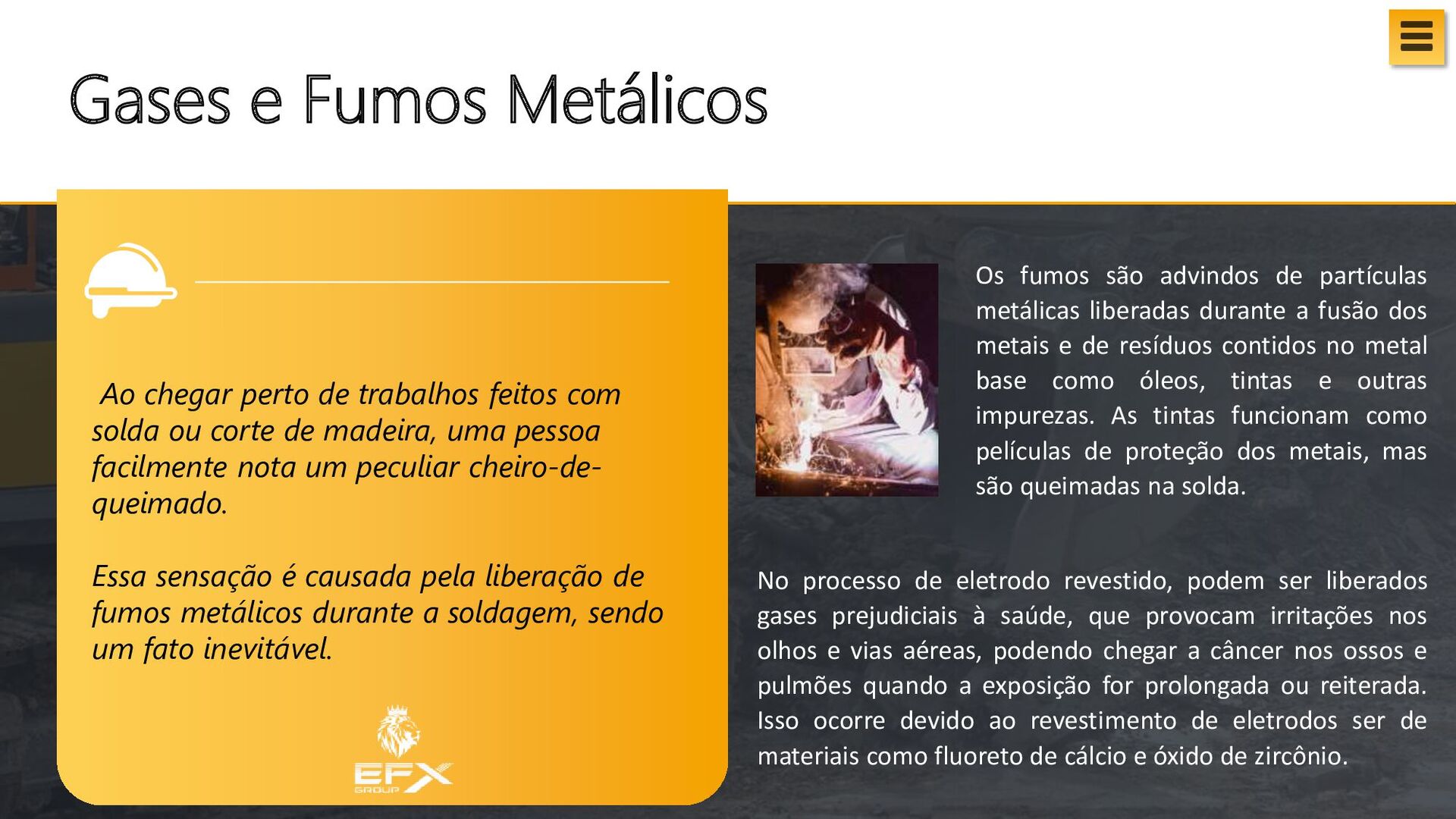
metálicas liberadas durante a fusão dos metais e de resíduos contidos no metal base como óleos, tintas e outras impurezas. As tintas funcionam como películas de proteção dos metais, mas são queimadas na solda. No processo de eletrodo revestido, podem ser liberados gases prejudiciais à saúde, que provocam irritações nos olhos e vias aéreas, podendo chegar a câncer nos ossos e pulmões quando a exposição for prolongada ou reiterada. Isso ocorre devido ao revestimento de eletrodos ser de materiais como fluoreto de cálcio e óxido de zircônio. Ao chegar perto de trabalhos feitos com solda ou corte de madeira, uma pessoa facilmente nota um peculiar cheiro-de- queimado. Essa sensação é causada pela liberação de fumos metálicos durante a soldagem, sendo um fato inevitável.
que precisam transformar a tensão elétrica da rede em tensão adequada à solda e conduzir a corrente elétrica necessária. Uma forma de dividir os equipamentos são pelos três níveis tecnológicos: convencional, tiristorizada e inversora.
padrão, ou seja, fornecem o transformador ou retificador, mas são limitados. O controle é manual, por chaves ou manivelas, o que dificulta a precisão na configuração da máquina. São de baixo custo e com poucos recursos. As máquinas de solda de tecnologia convencional podem ser: transformadores, retificadores de corrente constante e retificadores de tensão constante.
da rede e a frequência é mantida entre 50 e 60 Hz. A manivela sobe ou desce o núcleo móvel do equipamento, sendo que se esse núcleo é elevado, a tensão sobe, e se é abaixado, reduzida. Com o aumento da tensão elétrica, aumenta também a corrente elétrica. A solda é feita com eletrodo revestido.
corrente constante, como o nome afirma, é mantida aproximadamente constante. O ajuste é feito por chaves (tap) ou por manivelas. Com esse tipo de máquina, é possível soldar pelos processos de eletrodo revestido e TIG. Algumas pessoas se referem à corrente elétrica como “amperagem”. Retificador de tensão constante Se o tipo anteriormente descrito mantinha a corrente, este mantém a tensão elétrica. Igual é a dificuldade de controle nos ajustes por serem mecânicos (tap). A utilização ocorre nos processos de solda MIG/MAG e arco submerso. 95
É um equipamento mais avançado do que o convencional, com maior velocidade de resposta, visto que o controle deixa de ser mecânico e passa a ser eletrônico, dispensando as manivelas. O controle eletrônico representa um avanço, mas ainda assim possui precisão deficiente. Na tecnologia tiristorizada, é possível encontrar retificadores de corrente constante ou de tensão constante. No caso dos equipamentos retificadores de tensão constante, a placa retificadora tiristorizada compensa variações na entrada de energia de ± 10 %, o que reduz a tensão de saída e melhora a qualidade de soldas MIG/MAG.
nas inversoras, com menor “peso” e melhor qualidade na aparelhagem eletrônica. Existem, inclusive, modelos portáteis realmente leves. • Existe um ótimo controle de tensão elétrica ou de corrente elétrica, e também é suportada a oscilação de ± 10 % de energia da rede. • Com a tecnologia inversora, os retificadores de corrente constante melhoraram muito. Eles podem soldar eletrodo revestido e também pelo processo TIG, com regulação precisa de solda. Em função da tecnologia eletroeletrônica, garantem menor consumo de energia na solda por eletrodo revestido. • Existem também retificadores de tensão constante com tecnologia inversora. A qualidade para solda MIG/MAG e arco submerso é mantida em relação à tecnologia tiristorizada.
Eles permitem: • Trabalhar com soldas de eletrodo revestido, TIG, MIG/MAG. • Atuar em corrente constante ou tensão constante. • Realizar soldas MIG com ou sem gás.
menos eficiente que os equipamentos especializados. Por outro lado, pode compensar em certas aplicações onde a movimentação de máquinas ou outros aspectos forem mais restritos, facilitando os trabalhos.
encapados por uma película de plástico e que conduzem eletricidade. Nos cabos de solda, a corrente elétrica vai da fonte até o local de soldagem. A película de plástico é feita de termoplásticos antichama, resistindo de temperaturas entre 70 a 90 °C e tensões de até 750 v. Os cabos são feitos de metais à base de cobre com têmpera mole e classe 6 de encordoamento, o que indica que são bem flexíveis. Cabos de PVC são opções seguras de cabo por possuírem boa resistência a esforços mecânicos e não cedem facilmente a agentes químicos. O limite de temperatura é de 70 °C e tensões de até 100 v. Já os cabos de neoprene permitem temperaturas maiores, conseguindo operar mesmo aos 90 °C. As correntes elétricas suportadas são de até 750 v. Os cabos Pur, por sua vez, são halógenos à prova de fogo, com resistência mecânica e química, incluindo óleos. Na indústria em geral, cabos Pur são usados no meio de manutenção automotiva e na produção dos carros.
solda. Ao longo dos próximos itens, você vai conhecer alguns deles. Soldagem com eletrodo revestido (SMAW) A soldagem com eletrodo revestido é a mais indicada para a soldagem de aço (aço carbono, aço de baixa liga, média e alta e aços inoxidáveis). Também podem ser soldados ferros fundidos, alumínio, cobre, níquel e ligas desses metais. Eletrodos revestidos são fortes e garantem boa qualidade de solda. Podem unir chapas de 3 a 40 mm de espessura, em construções ou soldas por gravidade em estaleiros. 102
fazer solda a arco elétrico, que ocorre pelo aquecimento entre as partes a serem ligadas. Eles são formados por duas camadas: uma é a vareta metálica e a outra é o revestimento. A vareta fica no interior do eletrodo e é responsável pela condução de corrente elétrica e pelo material que vai formar a junta (solda). O revestimento facilita a abertura do arco elétrico, permite maior estabilidade, promove a desoxidação do metal de solda, protege contra contaminações, dentre outras funções.
e E6011, para soldas do tipo multipasse. Esse tipo de eletrodo serve para soldar juntas com baixo teor de carbono e ligas (aço-doce). É usada em tubulações diversas de gasodutos, construções navais, minerodutos e chapas galvanizadas, bem como em soldas multipasse. • E6011, para estabilização do arco de solda. Possui similaridades com o tipo anterior, mas exige que a soldagem ocorra em corrente alternada e possui potássio em sua composição. Esse mineral dá mais estabilidade ao arco e elimina o sopro magnético. • E6013, para metais de pequena espessura. Considera-se o eletrodo pau-para-toda-obra. É indicado para chapas finas e estreitas por possuir um alto índice de dióxido de titânio. Também permite soldas mais simples para caldeiras, serviços de serralherias, equipamentos agrícolas e tubulações.
acabamento mais refinado. Possui similaridades com o modelo E6013. Possui baixa penetração, índice médio de hidrogênio e também possui dióxido de titânio. • E7018, de baixo hidrogênio. É usado em instalações que precisam grande durabilidade a rupturas. Pode ser usado em vasos de pressão, juntas de aço, indústria mecânica, edificações e construção naval. Possui pó de ferro no revestimento, o que gera menos respingos e deixa o acabamento mais suave. • E7024, com altas taxas de deposição. O revestimento é parecido com o E6012 e E6013, mas possui 50 % de pó de ferro, o que o torna mais pesado. É robusto e acaba sendo usado mais em solda a posições planas e horizontais. Usa-se em aços para a construção de perfis, como em virabrequins. O acabamento é de uma ligação fina e sofisticada, com soldagem rápida. • E7028, com mais pó de ferro na composição. Também possui 50 % de pó de ferro em sua composição, sendo robusto. É usado na indústria de edifícios, naval, mecânica e outras. Permite agilidade na soldagem. Diferentemente do modelo E7018, cuja transferência ocorre de forma globular, a transferência dele ocorre por aerossol.
sem fissuras. Possui níquel puro, o que permite solda de metal a frio ou com nível ameno de pré-aquecimento. É útil em reconstruções, reparo de fissuras e junções do mesmo material ou de bronze, bem como no preenchimento de falhas no momento da fundição.
para acabamento refinado e conserto de peças de alumínio. Pode-se fazer os reparos em cilindros, ventiladores, chapas de base, perfis laminados, encaixes e telas. A espessura mínima das peças é de 2,5 mm, com arco curto, cordões menores e sem movimento lateral de eletrodo – veja que é um processo que exige cuidado. • Eletrodo de Inox, com emprego em diversos segmentos. O aço inox é resistente à oxidação, tração, fissuração e possui resistência química. Os eletrodos feitos com esse aço são usados em reparos de tubos com esse mesmo metal usados na indústria química e alimentícia, conserto de molas, trilhos e guindastes.
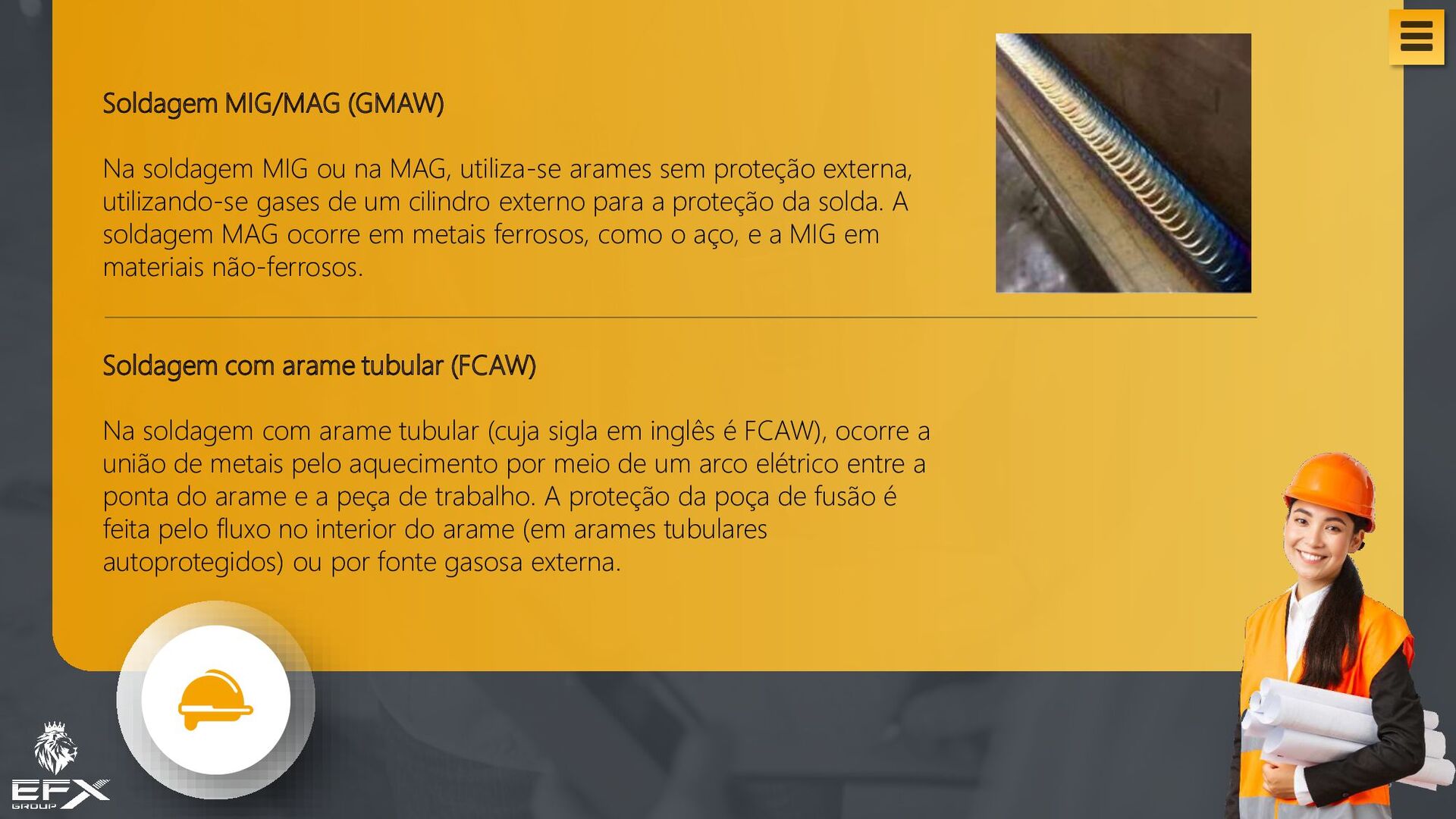
arames sem proteção externa, utilizando-se gases de um cilindro externo para a proteção da solda. A soldagem MAG ocorre em metais ferrosos, como o aço, e a MIG em materiais não-ferrosos. Soldagem com arame tubular (FCAW) Na soldagem com arame tubular (cuja sigla em inglês é FCAW), ocorre a união de metais pelo aquecimento por meio de um arco elétrico entre a ponta do arame e a peça de trabalho. A proteção da poça de fusão é feita pelo fluxo no interior do arame (em arames tubulares autoprotegidos) ou por fonte gasosa externa. 108
cuja tradução é de eletrodo de tungstênio em atmosfera de gás inerte. Pode existir ou não um metal de adição. O gás inerte (inerte significa que não entra na formação da solda) pode ser o hélio, argônio ou uma mistura dos dois, conforme o metal a ser soldado. Falando nisso, podem ser soldados alumínio e ligas, magnésio e ligas, aço inoxidável, titânio, molibdênio e outros metais especiais.
solda e eletrodos que são mais específicas e de maior custo. Como exemplos dessas técnicas pode-se citar a soldagem por feixe de elétrons (EBW), soldagem a hidrogênio atômico (AHW) e soldagem a arco de plasma (PAW).
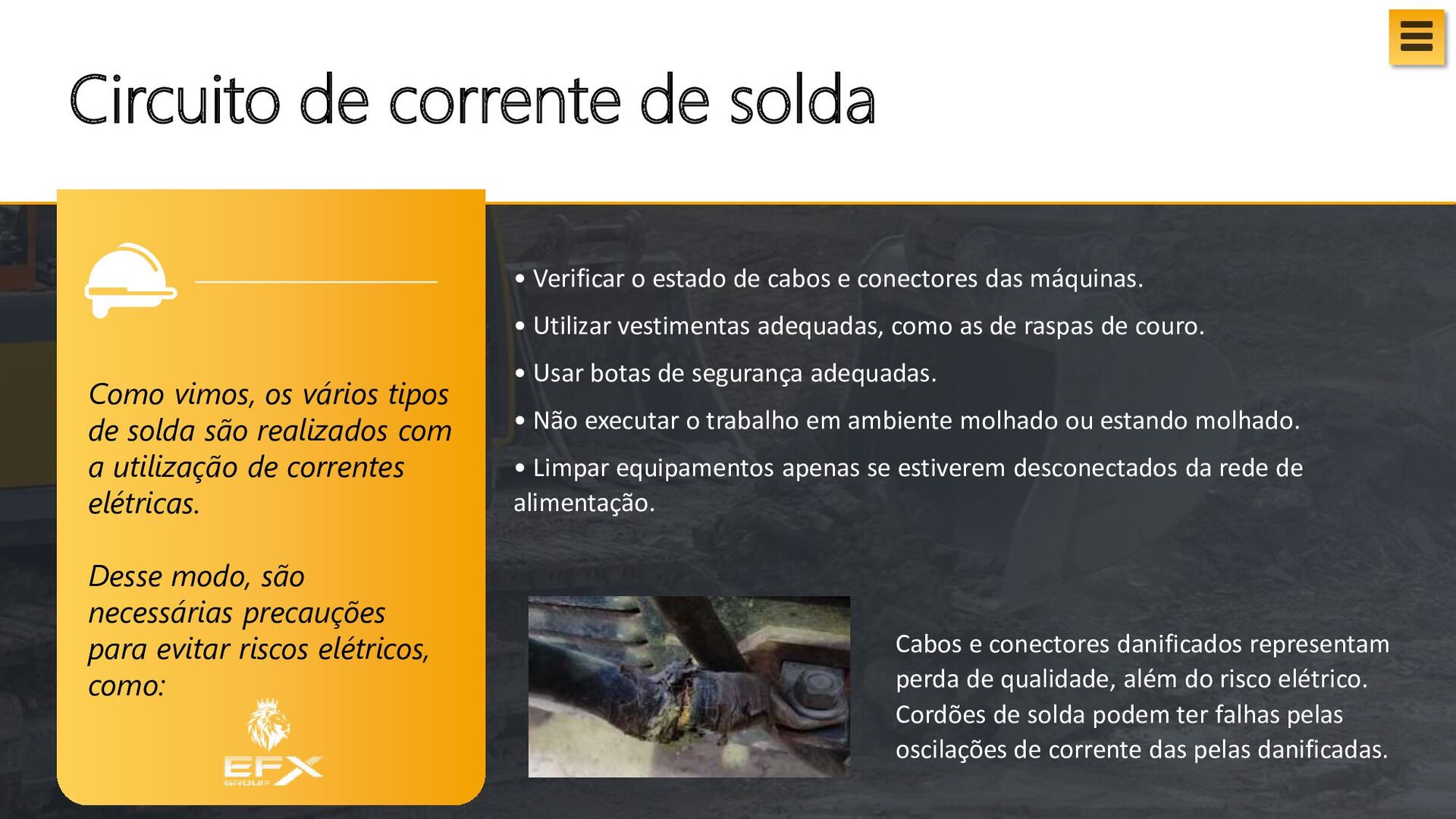
cabos e conectores das máquinas. • Utilizar vestimentas adequadas, como as de raspas de couro. • Usar botas de segurança adequadas. • Não executar o trabalho em ambiente molhado ou estando molhado. • Limpar equipamentos apenas se estiverem desconectados da rede de alimentação. Cabos e conectores danificados representam perda de qualidade, além do risco elétrico. Cordões de solda podem ter falhas pelas oscilações de corrente das pelas danificadas. Como vimos, os vários tipos de solda são realizados com a utilização de correntes elétricas. Desse modo, são necessárias precauções para evitar riscos elétricos, como:
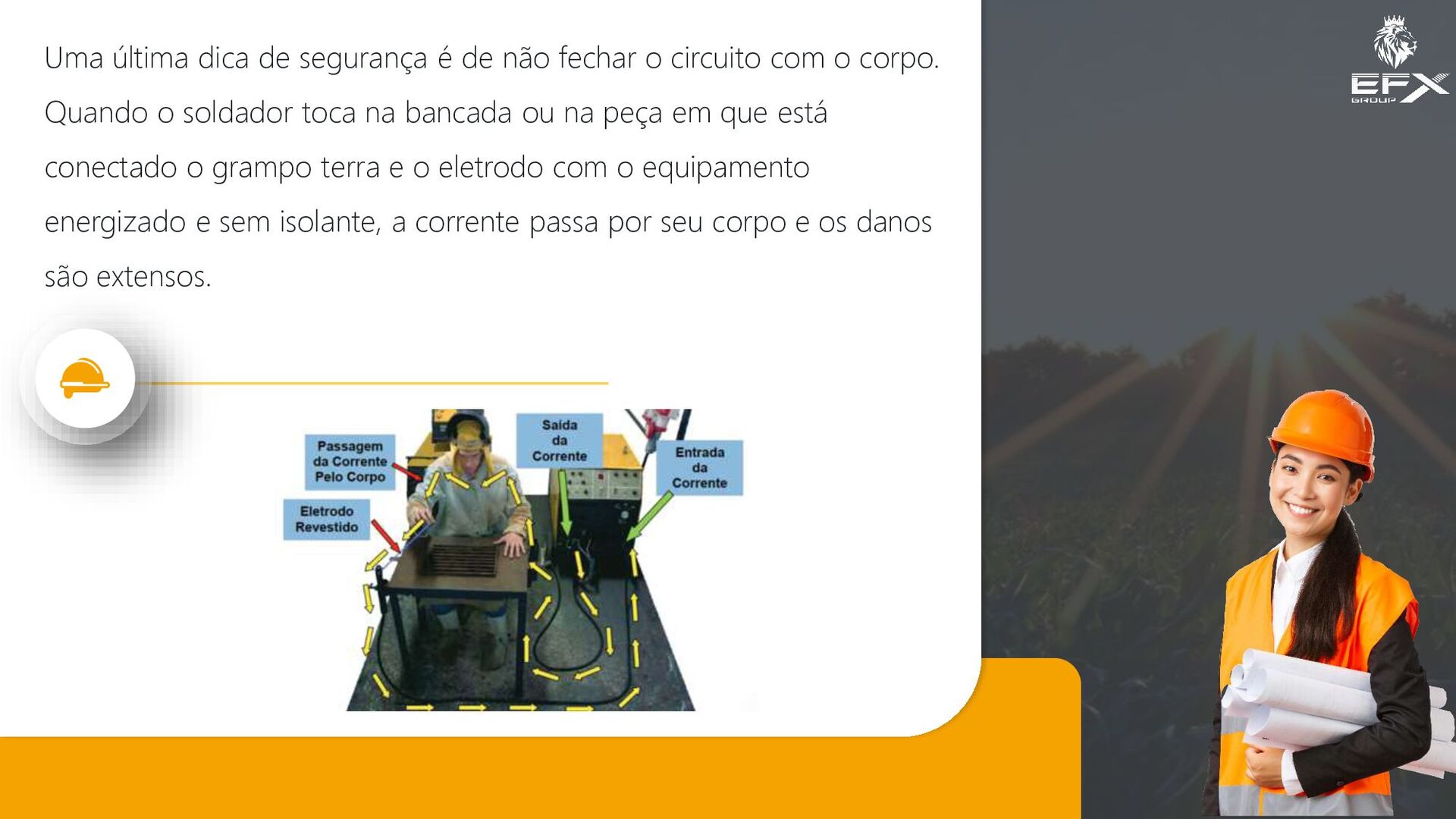
circuito com o corpo. Quando o soldador toca na bancada ou na peça em que está conectado o grampo terra e o eletrodo com o equipamento energizado e sem isolante, a corrente passa por seu corpo e os danos são extensos.
revestidos, há riscos de danos aos olhos e lesões na pele pelas radiações não ionizantes. Respingos e faíscas podem atingir a orelha, olhos ou pele. Quando a soldagem é feita por arco submerso, forma-se uma grande poça de fusão. Isso obriga a que se faça solda na posição horizontal apenas e que o operador tenha uma formação melhor no processo.
a luz emitida é muito brilhante, de modo que também são possíveis riscos relacionados à visão, como queimadura de córnea. Quando os eletrodos da solda TIG são usados, por sua vez, cromo e níquel são transformados em óxidos que podem causar irritação respiratória, danos ao sistema nervoso e até câncer. A extração de fumos na queima dos eletrodos por unidades com certificação W3 é muito importante.
esse eletrodo possui propriedades radioativas, sendo liberadas partículas assim durante a afiação e fumos com óxido de tório na solda. Isso faz com que se deva raramente usar esse tipo de eletrodo, e quando for usado, que haja cuidado na extração de fumos e descarte adequado após afiação e soldagem. Sempre que possível, os eletrodos de tungstênio sem propriedades radioativas devem ser usados. Existem outros óxidos aditivos.
eletrodos TIG. Ao soldar alumínio ou aço inoxidável com TIG, em superfícies que refletem muito a radiação ultravioleta, ocorre a formação de ozônio perto da solda e na forma de fumos. É um gás cancerígeno segundo a norma TGRS 905, não devendo ser inalado (cheirado) pelo soldador, com o uso de uma tocha de extração de fumos na origem deles.
duas peças de metal, a goivagem usa equipamentos semelhantes e eletrodos de grafite, mas com outro fim. Com um bico de corte angular, é aplicado um jato de corte tangencialmente à superfície da chapa ou cordão de solda. Existe, portanto, uma remoção física do metal de base ou metal de solda. A goivagem pode ser feita com eletrodo de grafite, com método de maçarico ou de plasma. Riscos elétricos e a formação de fumos também estão presentes nesse tipo de trabalho.
de Proteção coletiva – EPCs – e equipamentos de proteção individual – EPIs. Ambos são indispensáveis, além de obrigatórios, para a Segurança do Trabalho nas atividades que envolvem Soldagem. Como exemplos de EPCs, pode-se citar: • Cortina Especial para Solda. • Sistema de Exaustão. • Extintor de Incêndio. • Sinalização do ambiente. • Dentre outros.
de Raspa. Como esse avental é feito com raspa de couro e é um EPI simples, é mais adequado que não possua bolsos porque assim os respingos não penetram e podem causar acidentes. • Máscara de Solda (podendo ser automática). Uma máscara conta com filtro de escurecimento automático para cobrir os efeitos da luz intensa. Alguns modelos podem contar com botão de teste para ver se o filtro está funcionando antes do uso efetivo. A mesma máscara de soldagem, conforme modelo, pode ser usada na goivagem. •Luva de Segurança. Esse EPI pode ser feito em couro de raspa, com fio que suporte o estresse mecânico e respingos de solda. Como o couro é algo mais rígido, um forro pode ajudar a dar mais conforto no uso.
Manga de Raspa. • Avental de Raspa tipo Barbeiro (com mangas). • Touca Árabe. • Jaqueta para trabalhos de solda. Essa roupa pode ter algumas características especiais em relação às jaquetas comuns para evitar queimaduras, como gola alta cobrindo o pescoço, tecido antichama e a presença de velcros. Esses velcros servem para ajuste ao corpo, evitando a entrada das faíscas em contato com a roupa do trabalhador ou mesmo com sua pele. Esse elemento vai sobre o fecho, nos bolsos, na cintura para ajuste e nas mangas para que fiquem dentro da luva.
recomendável que o soldador não guarde alguns tipos de objetos como fósforos ou isqueiros. Equipamentos eletrônicos ou objetos que possam queimar também não são recomendáveis. É importante ressaltar que os EPIs, principalmente, reduzem a sensibilidade pelo isolamento de movimentos do corpo, mas isso não justifica uma possível resistência do uso pelo trabalhador. A segurança ganha ao usá-los compensa e muito todos os riscos que existem no trabalho de solda. Um cuidado, porém, no uso, é quanto à sudorese.
trabalhador mais úmido e, portanto, com propriedades condutoras de eletricidade, o que exige cuidado no dia-a-dia para a escolha dos EPIs e eventuais pausas para hidratação, limpeza do corpo e outros cuidados para amenizar esse efeito indesejado. Alguns modelos de jaqueta são feitos com algodão para evitar esse aquecimento.
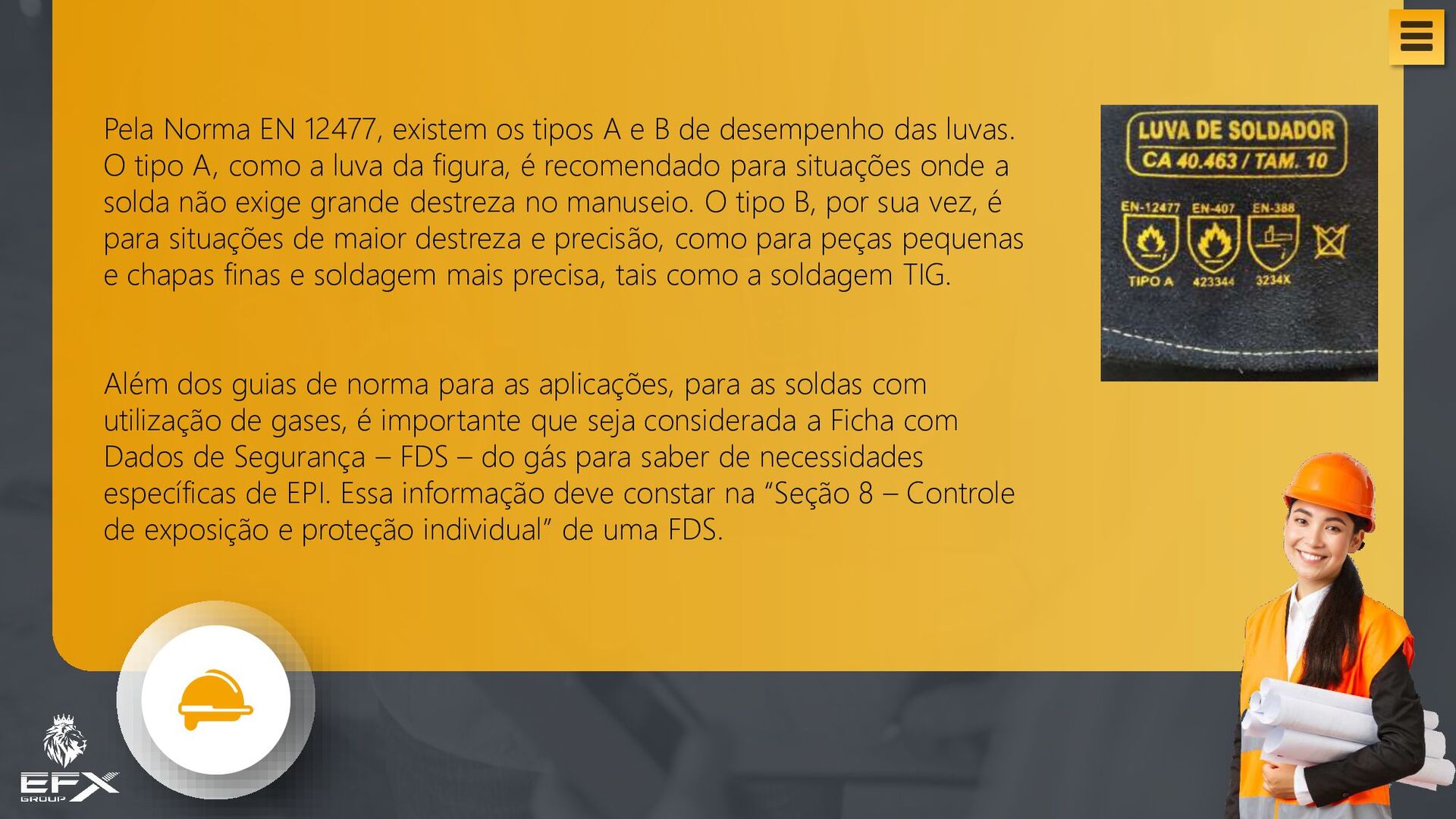
de desempenho das luvas. O tipo A, como a luva da figura, é recomendado para situações onde a solda não exige grande destreza no manuseio. O tipo B, por sua vez, é para situações de maior destreza e precisão, como para peças pequenas e chapas finas e soldagem mais precisa, tais como a soldagem TIG. Além dos guias de norma para as aplicações, para as soldas com utilização de gases, é importante que seja considerada a Ficha com Dados de Segurança – FDS – do gás para saber de necessidades específicas de EPI. Essa informação deve constar na “Seção 8 – Controle de exposição e proteção individual” de uma FDS. 124
1) Proteção dos olhos e da face: Deve-se especificar qual a proteção ocular ou facial conforme a substância ou mistura e seu potencial de contato. 2) Proteção da pele: deve-se especificar proteções conforme as áreas de contato potencial, como luvas, calçados, vestimenta completa, avental, dentre outras. 3) Proteção respiratória: em função dos perigos e possibilidades de exposição, podem ser equipamentos como filtro de ar, tipo de cartucho ou filtro, se haverá suprimento de ar. 4) Perigos térmicos: se existe esse tipo de perigo, a especificação do EPI muda para dar suporte a essa condição.
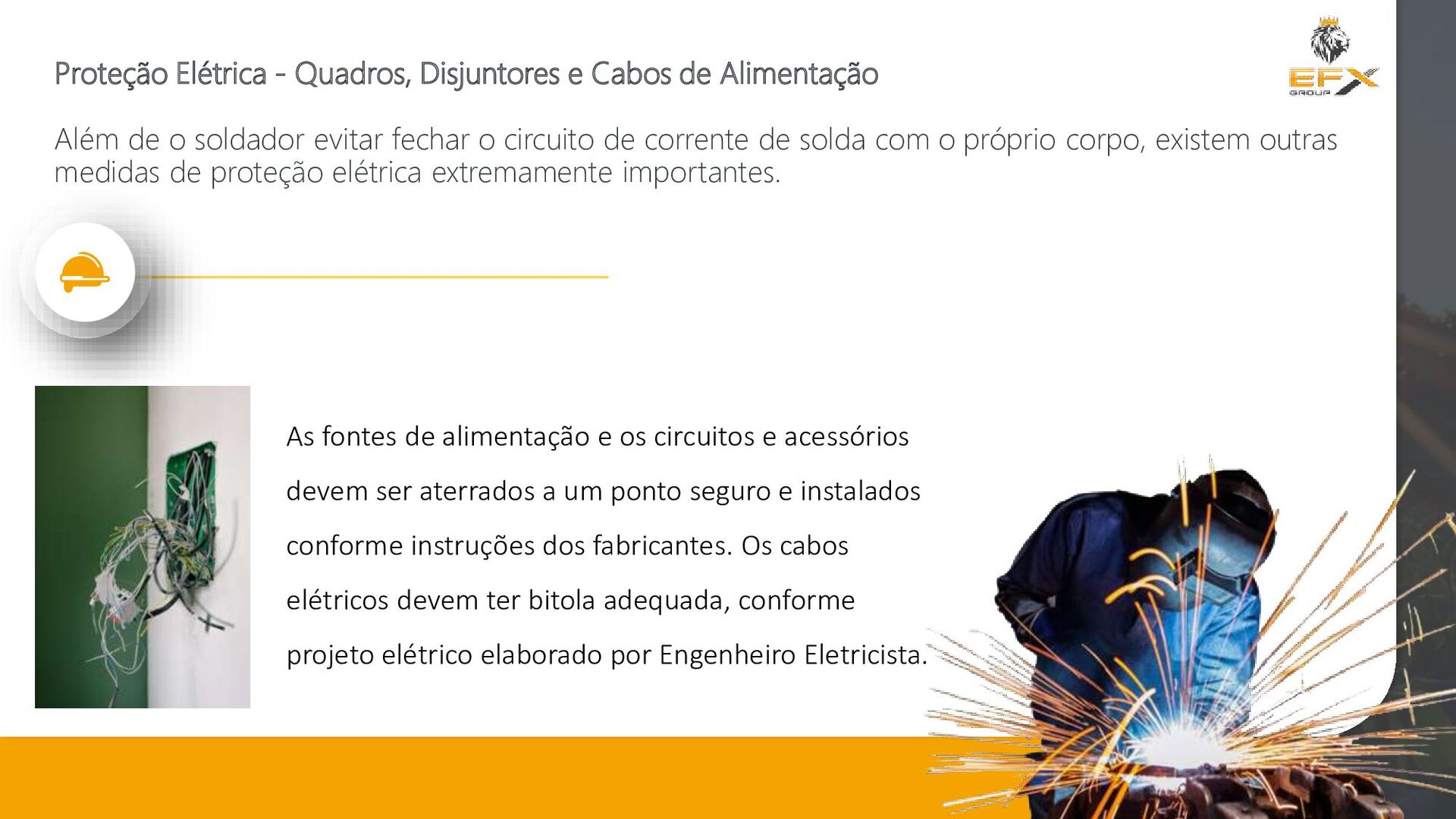
de o soldador evitar fechar o circuito de corrente de solda com o próprio corpo, existem outras medidas de proteção elétrica extremamente importantes. As fontes de alimentação e os circuitos e acessórios devem ser aterrados a um ponto seguro e instalados conforme instruções dos fabricantes. Os cabos elétricos devem ter bitola adequada, conforme projeto elétrico elaborado por Engenheiro Eletricista.
de construção de navios nos estaleiros, e sem ela, muito disso não seria possível. Como envolve eletricidade e calor, muitos cuidados de segurança são necessários, seja com o uso de EPIs, seja com a escolha correta de eletrodos e máquinas conforme cada aplicação. Esperamos que você tenha aprendido muito com essa apostila e possa fazer seu trabalho com solda ser mais seguro. Até a próxima! 128
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}