Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 1 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Inspeção com Correntes Parasitas / Eddy Current CONTROLE DE APROVAÇÃO ELABORAÇÃO ANÁLISE CRÍTICA / APROVAÇÃO CLIENTE | FISCALIZAÇÃO Matheus Ribeiro (Gerente Operacional) Bruno Andrade (Diretor Operacional) N/A (--------------) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 2 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ESTRUTURA 1. Escopo; 2. Objetivo; 3. Aplicação; 4. Responsabilidade; 5. Termos e definições; 6. Detalhamento; 7. Documentos de Referência; 8. Formulários; 9. Controle de Alterações. 1 - ESCOPO Definir metodologia para realização de inspeção em correntes parasitas. 2 - OBJETIVO Este procedimento visa estabelecer as diretrizes para a execução do ensaio por correntes parasitas para detecção de descontinuidades superficiais e subsuperficiais em soldas de materiais ferromagnéticos ou austeníticos com ou sem revestimento não condutivo 3 - APLICAÇÃO A execução, registro e avaliação do ensaio por Eddy Current deverá ser realizado por pessoal qualificado de acordo com a norma SNT-TC- 1A da ASNT, a varredura do ensaio poderá ser executada por inspetor Nível I, a avaliação do ensaio e a elaboração dos relatórios deverá ser executada por inspetor Nível II. 4 - RESPONSABILIDADE 4.1 - Gerente Operacional O Gerente Operacional é responsável por: Elaborar e manter atualizado esse procedimento. 4.2 – Diretor Operacional: Análise crítica e aprovação deste procedimento. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
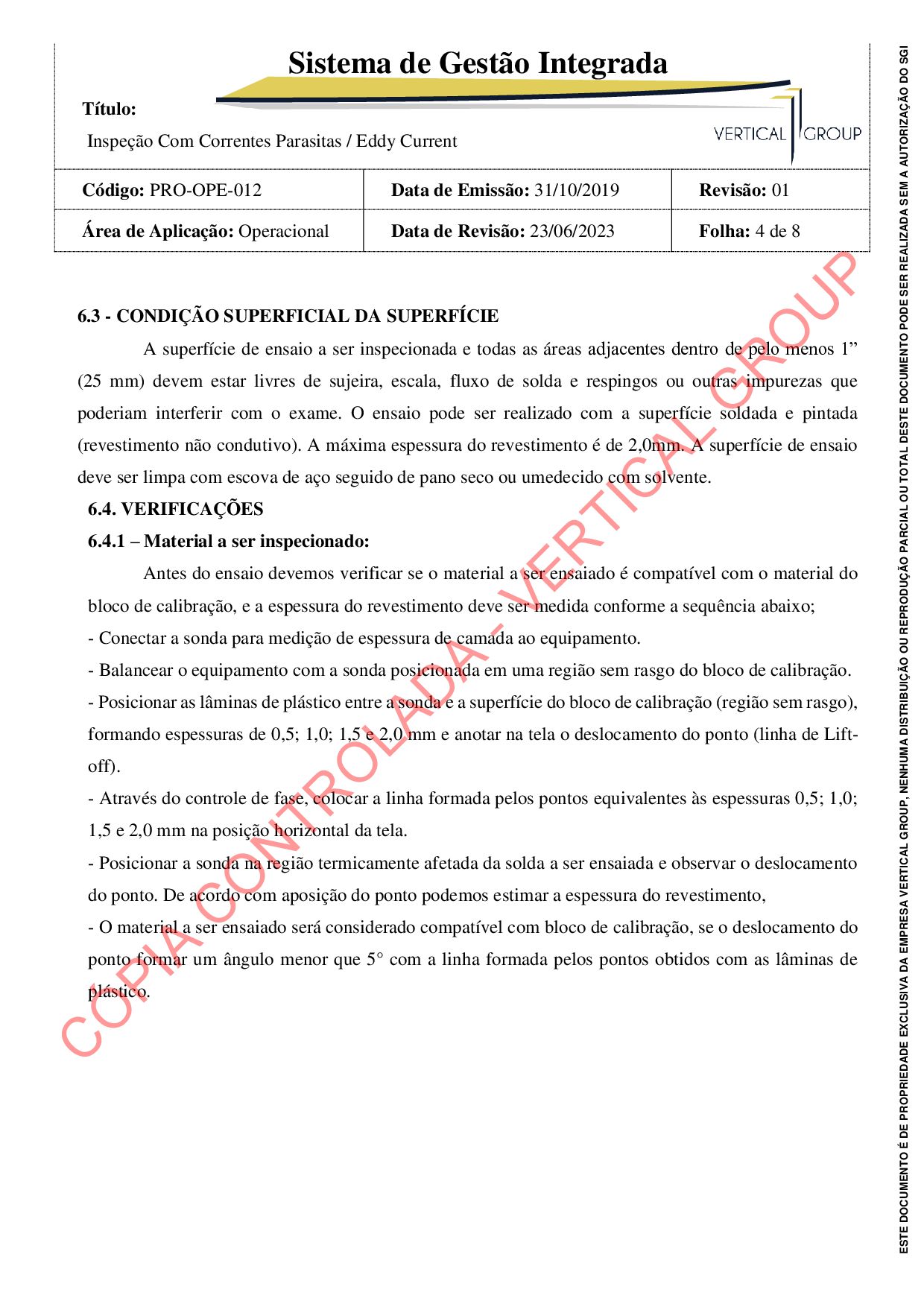
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 3 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 4.3 - Profissionais Envolvidos nas Atividades Utilização deste procedimento e dos EPI's correlatos a sua função. 5 - TERMOS E DEFINIÇÕES SGI: Sistema de Gestão Integrado 6 - DETALHAMENTO 6.1 - Materiais e Dimensões Cordões de solda e ZTA em juntas de aço carbono, aço de baixa ou de alta liga e aços inoxidáveis austeníticos. 6.2. APARELHAGEM 6.2.1 – Equipamentos: O instrumento utilizado para os exames descritos neste procedimento deve ser capaz de realizar análises e exibir resultados no plano de amplitude e de fase. O equipamento deve ser operado em um range de frequência entre 1 kHz a 1 MHz. 6.2.2 – Bloco de calibração: Deverá ser utilizado um bloco de calibração do mesmo material do componente a ser inspecionado. O bloco deve possuir entalhes de 0,5, 1,0 e 2,0 mm de profundidade. Também deve possuir calços não metálicos de espessura conhecida para simular o revestimento ou revestimentos reais do bloco de calibração. Cada tira deve possuir 0,5mm de espessura. O sinal do lift off obtido do componente deve ser semelhante ao sinal obtido a partir do bloco de calibração. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
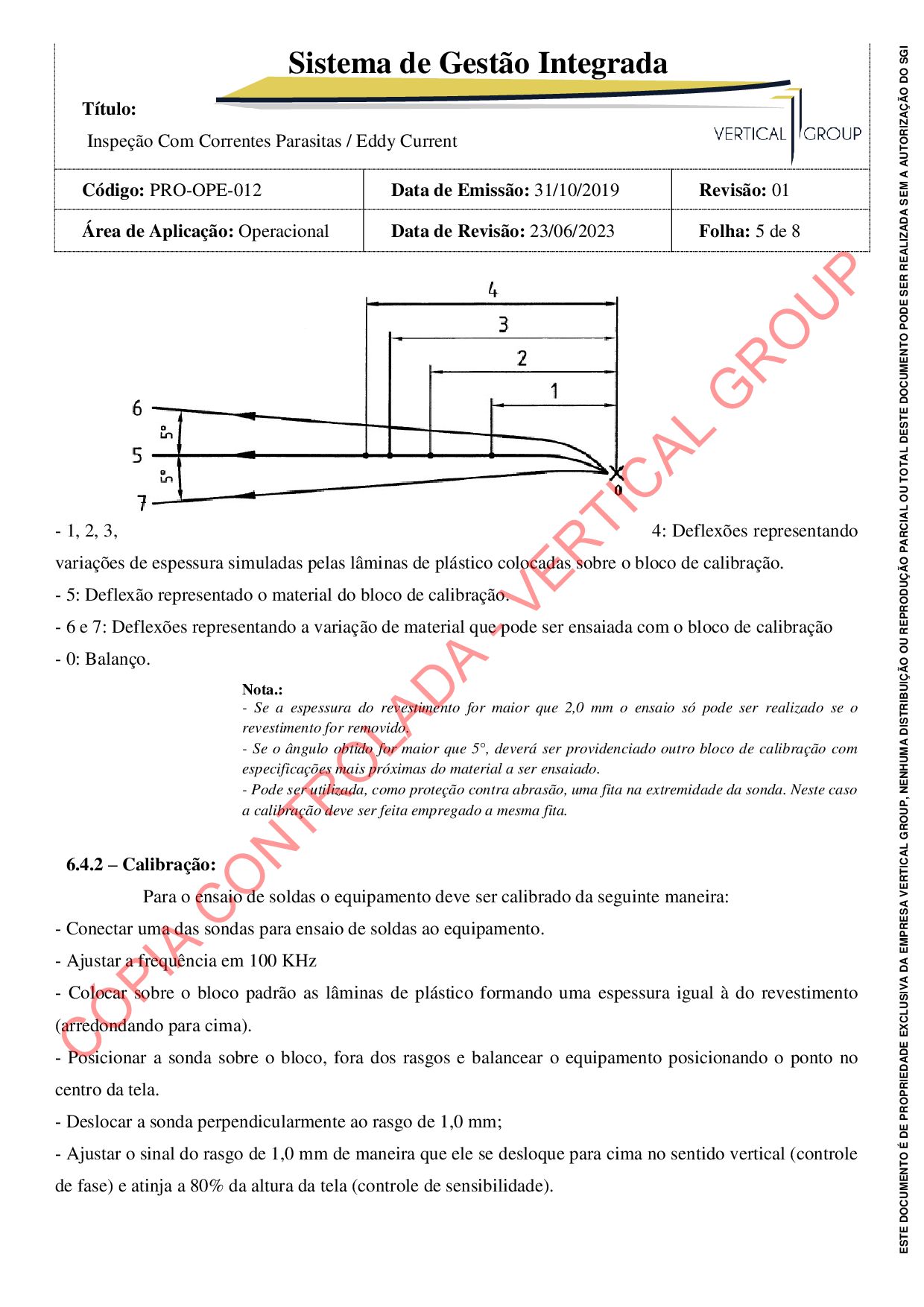
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 4 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.3 - CONDIÇÃO SUPERFICIAL DA SUPERFÍCIE A superfície de ensaio a ser inspecionada e todas as áreas adjacentes dentro de pelo menos 1” (25 mm) devem estar livres de sujeira, escala, fluxo de solda e respingos ou outras impurezas que poderiam interferir com o exame. O ensaio pode ser realizado com a superfície soldada e pintada (revestimento não condutivo). A máxima espessura do revestimento é de 2,0mm. A superfície de ensaio deve ser limpa com escova de aço seguido de pano seco ou umedecido com solvente. 6.4. VERIFICAÇÕES 6.4.1 – Material a ser inspecionado: Antes do ensaio devemos verificar se o material a ser ensaiado é compatível com o material do bloco de calibração, e a espessura do revestimento deve ser medida conforme a sequência abaixo; - Conectar a sonda para medição de espessura de camada ao equipamento. - Balancear o equipamento com a sonda posicionada em uma região sem rasgo do bloco de calibração. - Posicionar as lâminas de plástico entre a sonda e a superfície do bloco de calibração (região sem rasgo), formando espessuras de 0,5; 1,0; 1,5 e 2,0 mm e anotar na tela o deslocamento do ponto (linha de Lift- off). - Através do controle de fase, colocar a linha formada pelos pontos equivalentes às espessuras 0,5; 1,0; 1,5 e 2,0 mm na posição horizontal da tela. - Posicionar a sonda na região termicamente afetada da solda a ser ensaiada e observar o deslocamento do ponto. De acordo com aposição do ponto podemos estimar a espessura do revestimento, - O material a ser ensaiado será considerado compatível com bloco de calibração, se o deslocamento do ponto formar um ângulo menor que 5° com a linha formada pelos pontos obtidos com as lâminas de plástico. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 5 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI - 1, 2, 3, 4: Deflexões representando variações de espessura simuladas pelas lâminas de plástico colocadas sobre o bloco de calibração. - 5: Deflexão representado o material do bloco de calibração. - 6 e 7: Deflexões representando a variação de material que pode ser ensaiada com o bloco de calibração - 0: Balanço. Nota.: - Se a espessura do revestimento for maior que 2,0 mm o ensaio só pode ser realizado se o revestimento for removido. - Se o ângulo obtido for maior que 5°, deverá ser providenciado outro bloco de calibração com especificações mais próximas do material a ser ensaiado. - Pode ser utilizada, como proteção contra abrasão, uma fita na extremidade da sonda. Neste caso a calibração deve ser feita empregado a mesma fita. 6.4.2 – Calibração: Para o ensaio de soldas o equipamento deve ser calibrado da seguinte maneira: - Conectar uma das sondas para ensaio de soldas ao equipamento. - Ajustar a frequência em 100 KHz - Colocar sobre o bloco padrão as lâminas de plástico formando uma espessura igual à do revestimento (arredondando para cima). - Posicionar a sonda sobre o bloco, fora dos rasgos e balancear o equipamento posicionando o ponto no centro da tela. - Deslocar a sonda perpendicularmente ao rasgo de 1,0 mm; - Ajustar o sinal do rasgo de 1,0 mm de maneira que ele se desloque para cima no sentido vertical (controle de fase) e atinja a 80% da altura da tela (controle de sensibilidade). C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
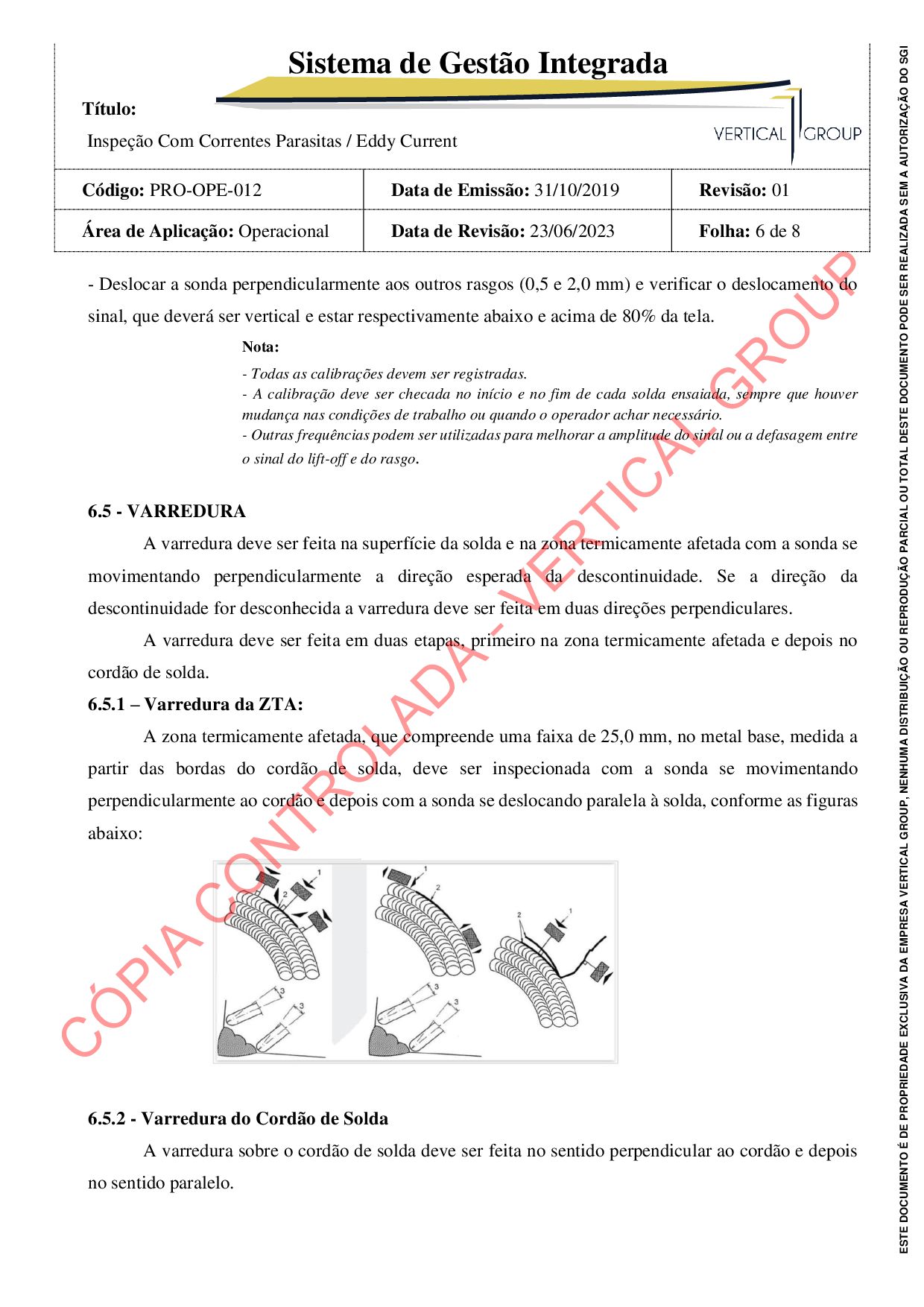
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 6 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI - Deslocar a sonda perpendicularmente aos outros rasgos (0,5 e 2,0 mm) e verificar o deslocamento do sinal, que deverá ser vertical e estar respectivamente abaixo e acima de 80% da tela. Nota: - Todas as calibrações devem ser registradas. - A calibração deve ser checada no início e no fim de cada solda ensaiada, sempre que houver mudança nas condições de trabalho ou quando o operador achar necessário. - Outras frequências podem ser utilizadas para melhorar a amplitude do sinal ou a defasagem entre o sinal do lift-off e do rasgo. 6.5 - VARREDURA A varredura deve ser feita na superfície da solda e na zona termicamente afetada com a sonda se movimentando perpendicularmente a direção esperada da descontinuidade. Se a direção da descontinuidade for desconhecida a varredura deve ser feita em duas direções perpendiculares. A varredura deve ser feita em duas etapas, primeiro na zona termicamente afetada e depois no cordão de solda. 6.5.1 – Varredura da ZTA: A zona termicamente afetada, que compreende uma faixa de 25,0 mm, no metal base, medida a partir das bordas do cordão de solda, deve ser inspecionada com a sonda se movimentando perpendicularmente ao cordão e depois com a sonda se deslocando paralela à solda, conforme as figuras abaixo: 6.5.2 - Varredura do Cordão de Solda A varredura sobre o cordão de solda deve ser feita no sentido perpendicular ao cordão e depois no sentido paralelo. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
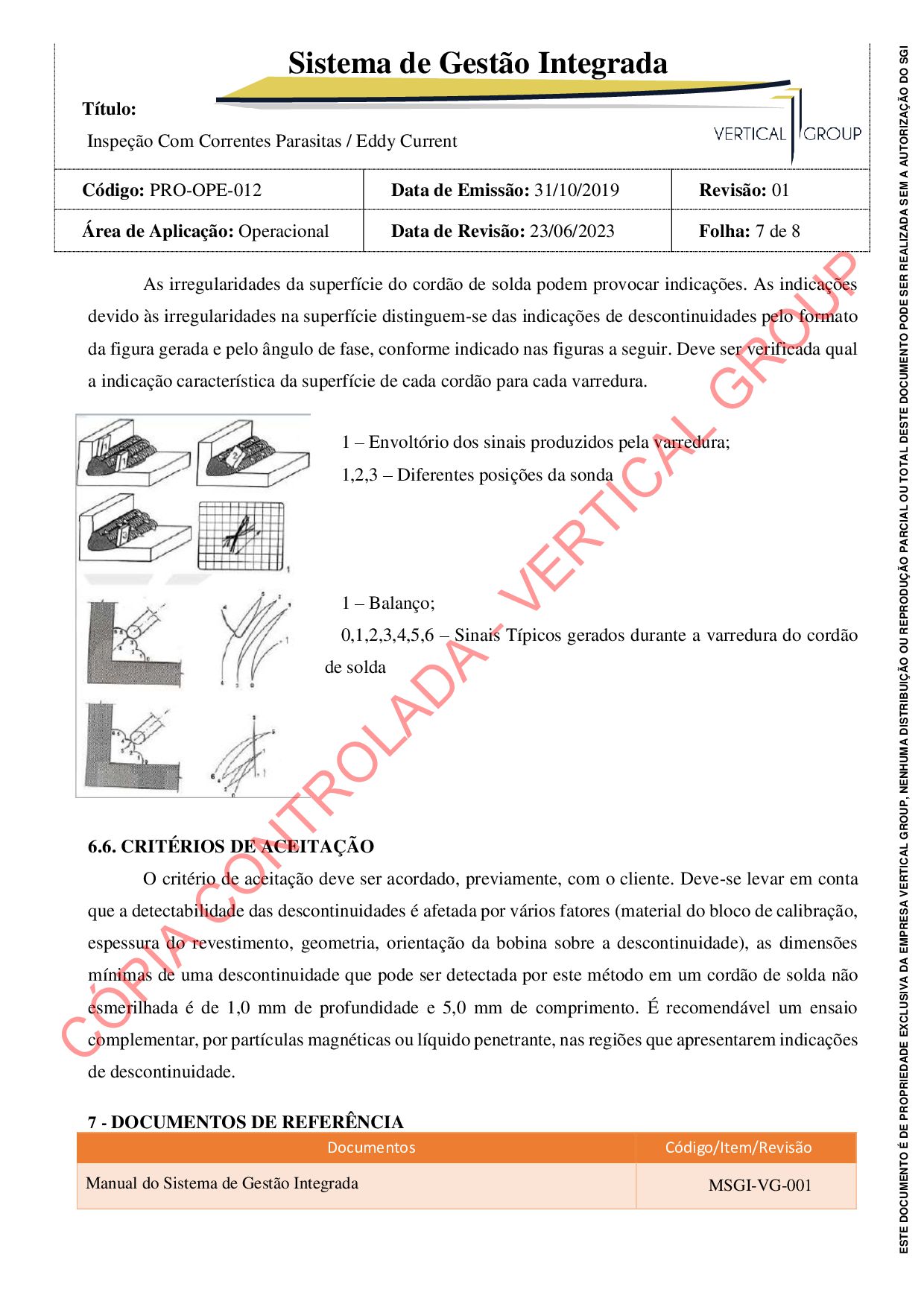
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 7 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI As irregularidades da superfície do cordão de solda podem provocar indicações. As indicações devido às irregularidades na superfície distinguem-se das indicações de descontinuidades pelo formato da figura gerada e pelo ângulo de fase, conforme indicado nas figuras a seguir. Deve ser verificada qual a indicação característica da superfície de cada cordão para cada varredura. 1 – Envoltório dos sinais produzidos pela varredura; 1,2,3 – Diferentes posições da sonda 1 – Balanço; 0,1,2,3,4,5,6 – Sinais Típicos gerados durante a varredura do cordão de solda 6.6. CRITÉRIOS DE ACEITAÇÃO O critério de aceitação deve ser acordado, previamente, com o cliente. Deve-se levar em conta que a detectabilidade das descontinuidades é afetada por vários fatores (material do bloco de calibração, espessura do revestimento, geometria, orientação da bobina sobre a descontinuidade), as dimensões mínimas de uma descontinuidade que pode ser detectada por este método em um cordão de solda não esmerilhada é de 1,0 mm de profundidade e 5,0 mm de comprimento. É recomendável um ensaio complementar, por partículas magnéticas ou líquido penetrante, nas regiões que apresentarem indicações de descontinuidade. 7 - DOCUMENTOS DE REFERÊNCIA Documentos Código/Item/Revisão Manual do Sistema de Gestão Integrada MSGI-VG-001 C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
Eddy Current Código: PRO-OPE-012 Data de Emissão: 31/10/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 23/06/2023 Folha: 8 de 8 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Sistemas de Gestão da Qualidade - Requisitos ISO 9001 Sistemas de Gestão Ambiental - Requisitos com Orientações para uso ISO 14001 Sistemas de Gestão de Segurança e Saúde do Trabalho - Requisitos para uso ISO 45001 Non-Destructive Examinations ASME Sec V 2015 Personnel Qualification and Certification in Non Destructive Testing SNT TC 1 - 2016 Eddy Current Examination of Welds by Complex Plane Analysis BSI BS EN 1711 - 2016 Rules for Construction of Pressure Vessels ASME Sec VIII Fabrication and Testing of Offshore structures DNV-OS -C401- 2015 DNV- Classification note 7, March 2012 8 - FORMULÁRIOS Identificação Armazenamento Proteção Recuperação Retenção Disposição Local Forma 65-FOR-OPE-Relatório de Ensaio por Corrente Parasita Operacional Eletrônico Backup Por nome do arquivo 1 ano Arquivo Morto 9 - CONTROLE DE ALTERAÇÕES Revisão Data da última revisão Descrição da Revisão Data da última análise crítica Responsável pela aprovação 00 31/10/2019 Emissão Inicial NA Matheus Ribeiro 01 23/06/2023 Mudança de Layout NA Matheus Ribeiro C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}