em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 1 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Ensaio Por Ultrassom Phased Array em Soldas de Tubulação em Aço Carbono - Sistema Handyscan CONTROLE DE APROVAÇÃO ELABORAÇÃO ANÁLISE CRÍTICA / APROVAÇÃO CLIENTE | FISCALIZAÇÃO Ricardo Costa (Inspetor de LP) Bruno Andrade (Diretor Operacional) N/A (--------------) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 2 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ESTRUTURA 1. Escopo; 2. Objetivo; 3. Aplicação; 4. Responsabilidade; 5. Termos e definições; 6. Detalhamento; 7. Documentos de Referência; 8. Formulários; 9. Controle de Alterações. 1 - ESCOPO Definir metodologia para realização de 2 - OBJETIVO Este procedimento descreve os requisitos mínimos necessários para a execução do ensaio não destrutivo por ultrassom computadorizado mecanizado utilizando o equipamento TD HANDYSCAN através de varreduras setoriais e lineares em juntas de topo circunferenciais de tubulação em aço carbono, em conformidade com as normas ASME B31.3 Ed. 2015 e PETROBRAS N-2803A. A norma ASME B31.3 Ed. 2015 prevê a utilização da técnica por ultrassom na substituição da radiografia para inspeção de tubulações com fluidos de categoria D, Normal e M. Para as condições de serviço cíclico severo e de serviço em alta pressão (categoria K), é necessária a aprovação da projetista para a utilização desta técnica. Para auxílio da inspeção por ultrassom computadorizado, outros métodos de END (Ensaios Não Destrutivos) poderão ser usados em conjunto com este procedimento. Para aplicações desses métodos, os procedimentos de inspeção deverão ser apresentados à fiscalização da obra para devida aprovação antes de sua aplicação. Para validação deste procedimento, corpos de prova (mockups) que cubram a faixa de diâmetro e espessura do projeto deverão ser confeccionados com descontinuidades induzidas e os resultados obtidos deverão ser comparados com o ensaio radiográfico. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 3 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Caso os resultados obtidos pelo ultrassom computadorizado Phased Array sejam considerados satisfatórios (equivalentes ou melhores que o ensaio radiográfico) o procedimento será considerado apto para uso. Todos os resultados obtidos, através de um book de qualificação, deverão ser apresentados para o cliente/fiscalização. 3 - APLICAÇÃO A execução, registro e avaliação do ensaio por Eddy Current deverá ser realizado por pessoal qualificado de acordo com a norma SNT-TC- 1A da ASNT, a varredura do ensaio poderá ser executada por inspetor Nível I, a avaliação do ensaio e a elaboração dos relatórios deverá ser executada por inspetor Nível II. 4 - RESPONSABILIDADE Os caminhos de acesso às juntas a serem inspecionadas, para a equipe de Ultrassom, deverão estar desimpedidos e a junta em condições para inspeção. Fornecer todos os detalhes das juntas soldadas que estarão sujeitas a inspeção por ultrassom computadorizado, tais como, material de base, diâmetro, espessura, processo e procedimentos de soldagem. Fornecer seções dos tubos que serão utilizados no projeto para confecção de corpos de prova e blocos de calibração. Remover todos os reforços das soldas longitudinais ou espirais na área útil de varredura (mínimo de 130 mm para cada lado da solda circunferencial a ser ensaiada), faceando com o metal de base. Assegurar que a área útil de varredura esteja em conformidade com o item 12 deste procedimento. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
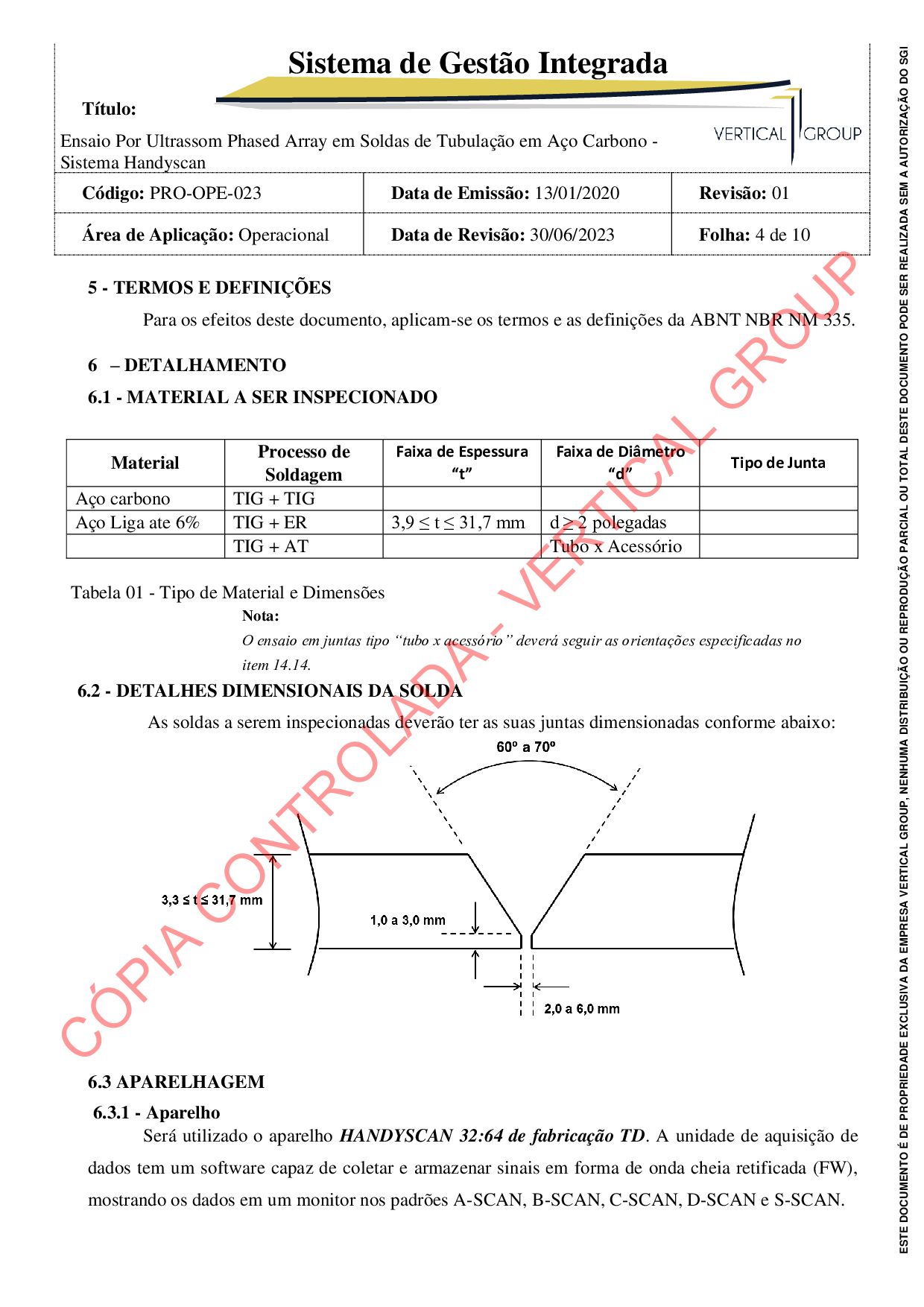
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 4 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 5 - TERMOS E DEFINIÇÕES Para os efeitos deste documento, aplicam-se os termos e as definições da ABNT NBR NM 335. 6 – DETALHAMENTO 6.1 - MATERIAL A SER INSPECIONADO Material Processo de Soldagem Faixa de Espessura “t” Faixa de Diâmetro “d” Tipo de Junta Aço carbono TIG + TIG Aço Liga ate 6% TIG + ER 3,9 ≤ t ≤ 31,7 mm d ≥ 2 polegadas TIG + AT Tubo x Acessório Tabela 01 - Tipo de Material e Dimensões Nota: O ensaio em juntas tipo “tubo x acessório” deverá seguir as orientações especificadas no item 14.14. 6.2 - DETALHES DIMENSIONAIS DA SOLDA As soldas a serem inspecionadas deverão ter as suas juntas dimensionadas conforme abaixo: 6.3 APARELHAGEM 6.3.1 - Aparelho Será utilizado o aparelho HANDYSCAN 32:64 de fabricação TD. A unidade de aquisição de dados tem um software capaz de coletar e armazenar sinais em forma de onda cheia retificada (FW), mostrando os dados em um monitor nos padrões A-SCAN, B-SCAN, C-SCAN, D-SCAN e S-SCAN. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
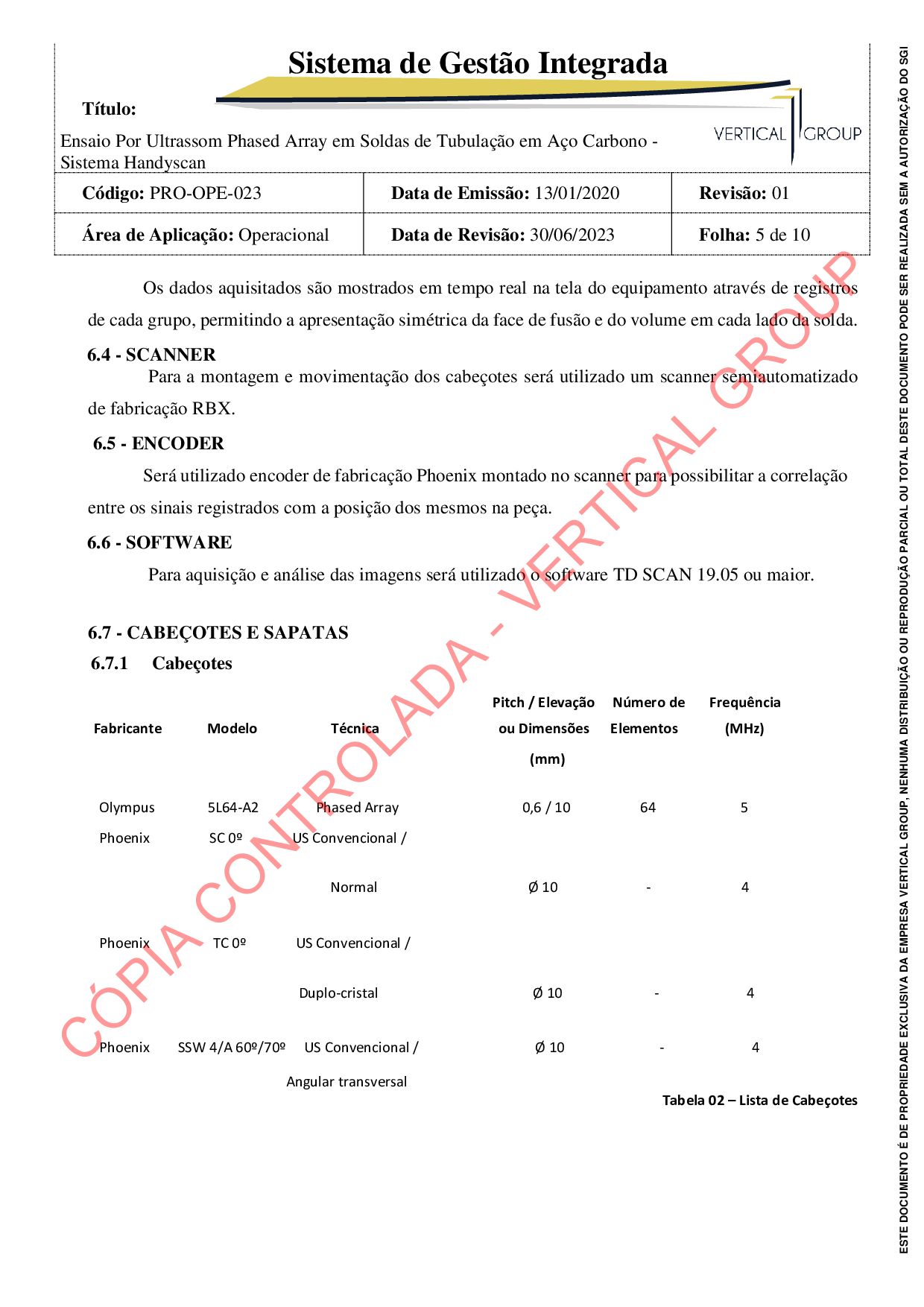
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 5 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Os dados aquisitados são mostrados em tempo real na tela do equipamento através de registros de cada grupo, permitindo a apresentação simétrica da face de fusão e do volume em cada lado da solda. 6.4 - SCANNER Para a montagem e movimentação dos cabeçotes será utilizado um scanner semiautomatizado de fabricação RBX. 6.5 - ENCODER Será utilizado encoder de fabricação Phoenix montado no scanner para possibilitar a correlação entre os sinais registrados com a posição dos mesmos na peça. 6.6 - SOFTWARE Para aquisição e análise das imagens será utilizado o software TD SCAN 19.05 ou maior. 6.7 - CABEÇOTES E SAPATAS 6.7.1 Cabeçotes Pitch / Elevação Número de Frequência Fabricante Modelo Técnica ou Dimensões Elementos (MHz) (mm) Olympus 5L64-A2 Phased Array 0,6 / 10 64 5 Phoenix SC 0º US Convencional / Normal Ø 10 - 4 Phoenix TC 0º US Convencional / Duplo-cristal Ø 10 - 4 Phoenix SSW 4/A 60º/70º US Convencional / Ø 10 - 4 Angular transversal Tabela 02 – Lista de Cabeçotes C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 6 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.7.2 – SAPATAS Faixa de ângulos Fabricante Modelo Técnica Ângulo Refratado para varredura Olympus SA2-N55S-IHC Phased Array 55º 30º a 70º Tabela 03 – Lista de Sapatas Nota: As sapatas mencionadas terão curvatura apropriada para acoplamento satisfatório com a curvatura do tubo. 6.8 - TÉCNICAS A SEREM USADAS A inspeção será executada por contato direto pela técnica Phased Array. O sistema de ensaio será por um conjunto de feixes sônicos emitidos por um ou dois cabeçotes PHASED ARRAY. Os sinais ultrassônicos serão gerados / transmitidos pelo equipamento computadorizado (aparelho HANDYSCAN) onde será executada a varredura. A avaliação dos resultados será feita utilizando o software TD SCAN 19.05 ou maior. 6.9 - CALIBRAÇÃO DA APARELHAGEM E BLOCOS 6.9.1 Calibração da linearidade horizontal 6.9.1.1 Geral Esta calibração é realizada utilizando o bloco padrão V1 em aço carbono e o cabeçote de Phased Array sem sapata com ajuste de varredura linear a 0º (apresentação da tela em A-Scan). A linearidade deve ser avaliada em uma extensão da escala pelo menos igual a que será utilizada posteriormente na inspeção. 6.9.1.2 Método Ajuste a velocidade do material de teste para 5920m/s e a leitura no monitor para ler meio-pulo em mm; Seleciona a lei focal mais centralizada possível. Aumentar a faixa (range) para exibir 10 múltiplos do eco da parede posterior; Através do controle de ganho, posiciona um a um os ecos em 80% de altura da tela. Usando os cursores de C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
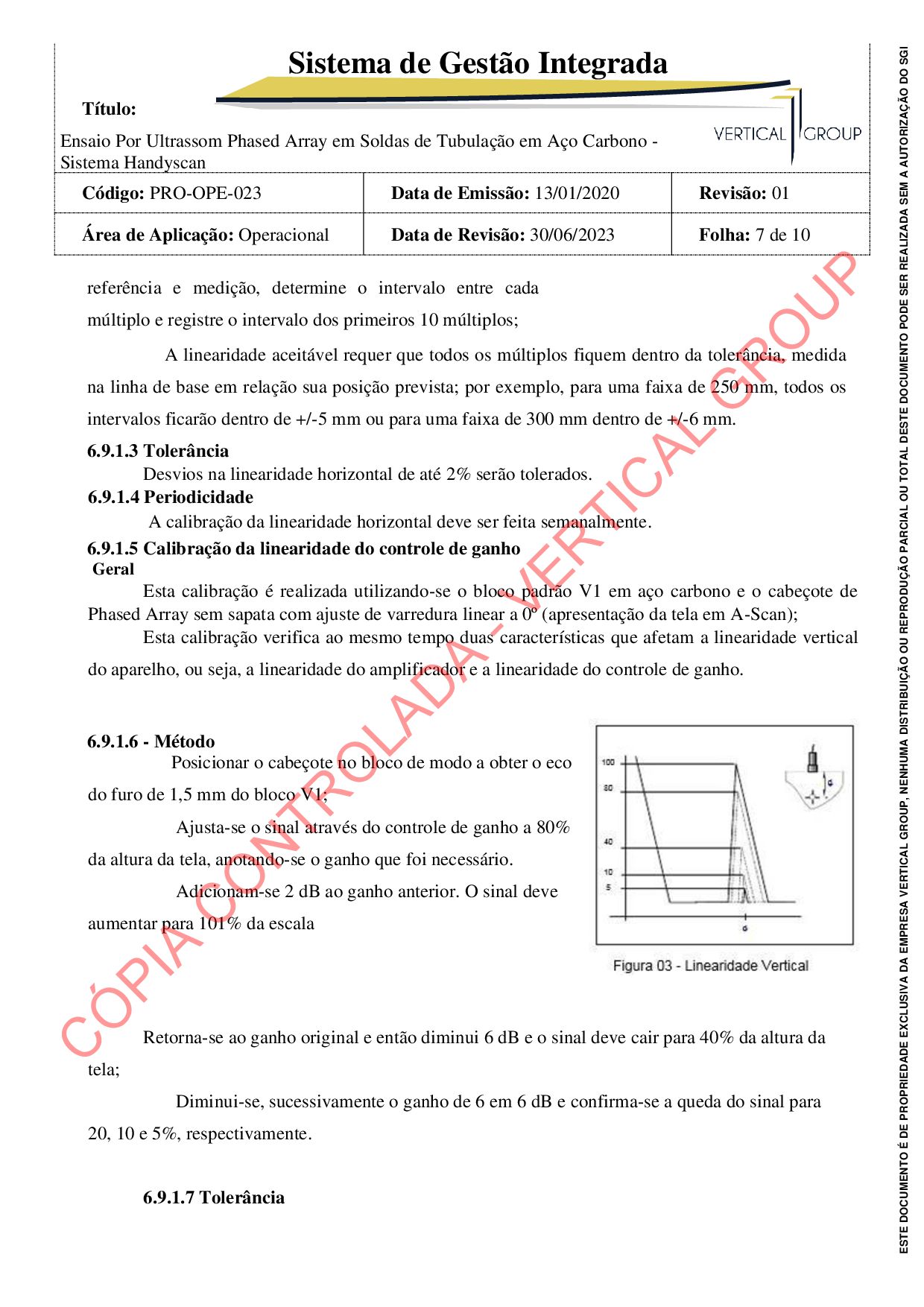
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 7 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI referência e medição, determine o intervalo entre cada múltiplo e registre o intervalo dos primeiros 10 múltiplos; A linearidade aceitável requer que todos os múltiplos fiquem dentro da tolerância, medida na linha de base em relação sua posição prevista; por exemplo, para uma faixa de 250 mm, todos os intervalos ficarão dentro de +/-5 mm ou para uma faixa de 300 mm dentro de +/-6 mm. 6.9.1.3 Tolerância Desvios na linearidade horizontal de até 2% serão tolerados. 6.9.1.4 Periodicidade A calibração da linearidade horizontal deve ser feita semanalmente. 6.9.1.5 Calibração da linearidade do controle de ganho Geral Esta calibração é realizada utilizando-se o bloco padrão V1 em aço carbono e o cabeçote de Phased Array sem sapata com ajuste de varredura linear a 0º (apresentação da tela em A-Scan); Esta calibração verifica ao mesmo tempo duas características que afetam a linearidade vertical do aparelho, ou seja, a linearidade do amplificador e a linearidade do controle de ganho. 6.9.1.6 - Método Posicionar o cabeçote no bloco de modo a obter o eco do furo de 1,5 mm do bloco V1; Ajusta-se o sinal através do controle de ganho a 80% da altura da tela, anotando-se o ganho que foi necessário. Adicionam-se 2 dB ao ganho anterior. O sinal deve aumentar para 101% da escala Retorna-se ao ganho original e então diminui 6 dB e o sinal deve cair para 40% da altura da tela; Diminui-se, sucessivamente o ganho de 6 em 6 dB e confirma-se a queda do sinal para 20, 10 e 5%, respectivamente. 6.9.1.7 Tolerância C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
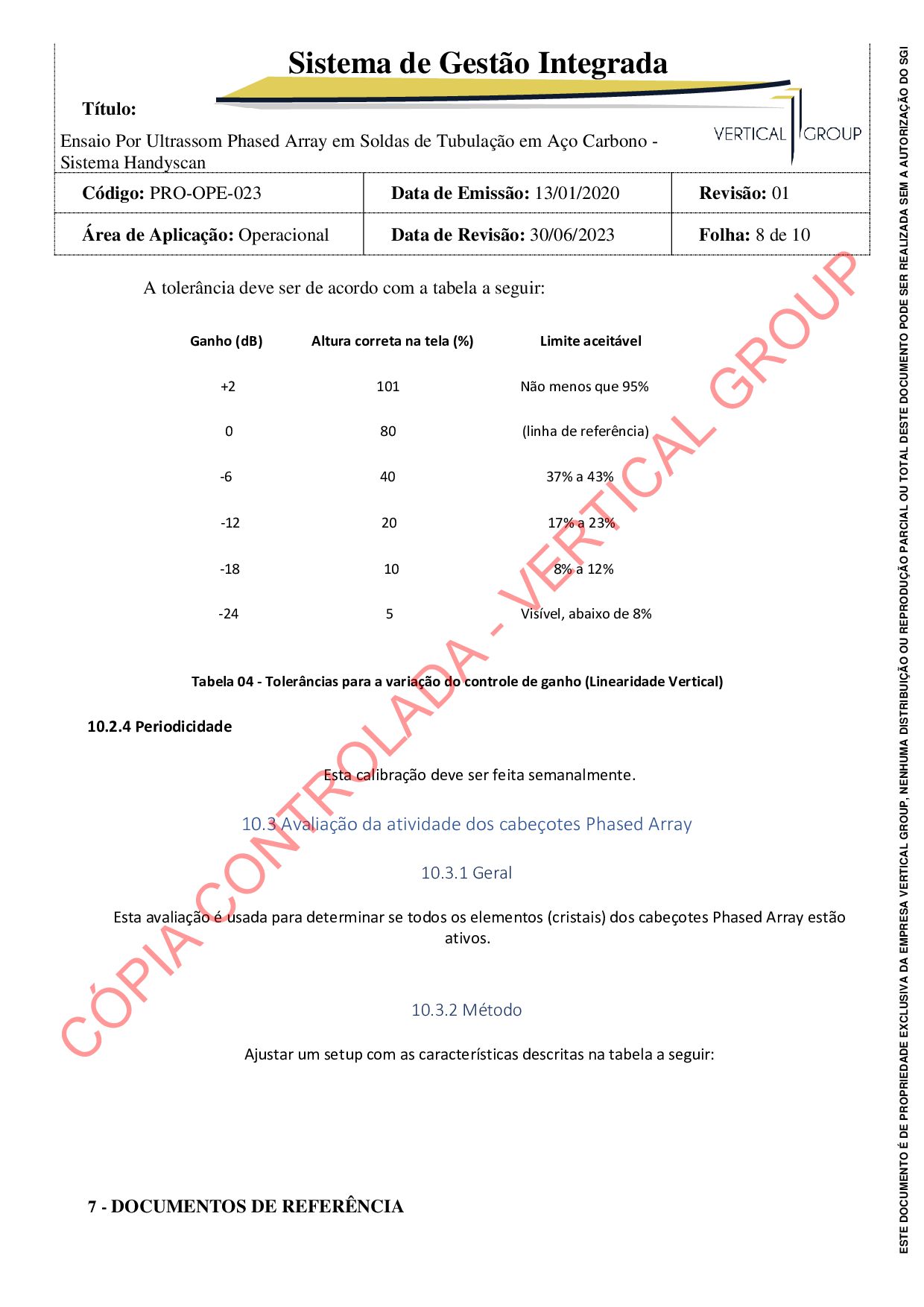
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 8 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI A tolerância deve ser de acordo com a tabela a seguir: Ganho (dB) Altura correta na tela (%) Limite aceitável +2 101 Não menos que 95% 0 80 (linha de referência) -6 40 37% a 43% -12 20 17% a 23% -18 10 8% a 12% -24 5 Visível, abaixo de 8% Tabela 04 - Tolerâncias para a variação do controle de ganho (Linearidade Vertical) 10.2.4 Periodicidade Esta calibração deve ser feita semanalmente. 10.3 Avaliação da atividade dos cabeçotes Phased Array 10.3.1 Geral Esta avaliação é usada para determinar se todos os elementos (cristais) dos cabeçotes Phased Array estão ativos. 10.3.2 Método Ajustar um setup com as características descritas na tabela a seguir: 7 - DOCUMENTOS DE REFERÊNCIA C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
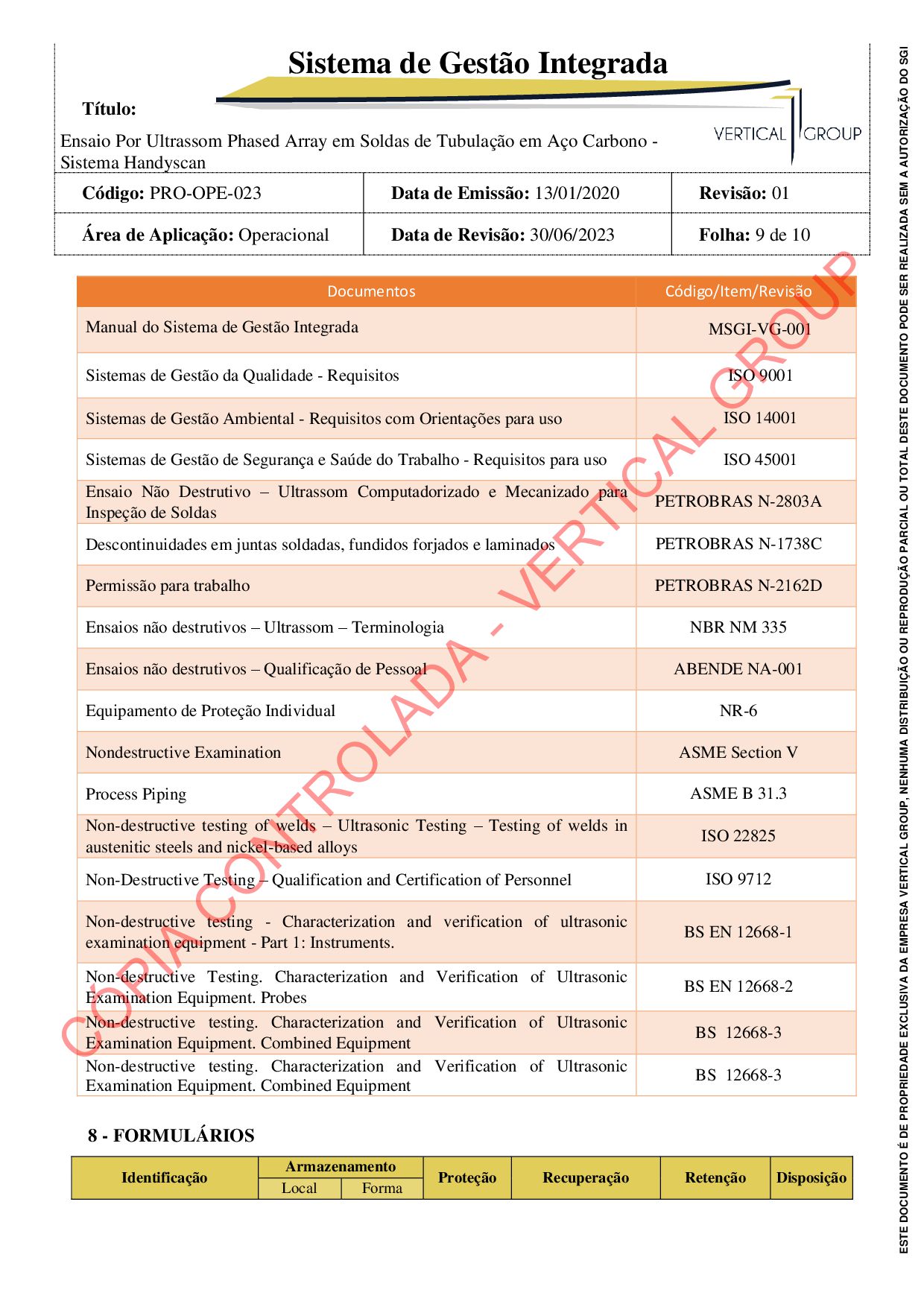
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 9 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Documentos Código/Item/Revisão Manual do Sistema de Gestão Integrada MSGI-VG-001 Sistemas de Gestão da Qualidade - Requisitos ISO 9001 Sistemas de Gestão Ambiental - Requisitos com Orientações para uso ISO 14001 Sistemas de Gestão de Segurança e Saúde do Trabalho - Requisitos para uso ISO 45001 Ensaio Não Destrutivo – Ultrassom Computadorizado e Mecanizado para Inspeção de Soldas PETROBRAS N-2803A Descontinuidades em juntas soldadas, fundidos forjados e laminados PETROBRAS N-1738C Permissão para trabalho PETROBRAS N-2162D Ensaios não destrutivos – Ultrassom – Terminologia NBR NM 335 Ensaios não destrutivos – Qualificação de Pessoal ABENDE NA-001 Equipamento de Proteção Individual NR-6 Nondestructive Examination ASME Section V Process Piping ASME B 31.3 Non-destructive testing of welds – Ultrasonic Testing – Testing of welds in austenitic steels and nickel-based alloys ISO 22825 Non-Destructive Testing – Qualification and Certification of Personnel ISO 9712 Non-destructive testing - Characterization and verification of ultrasonic examination equipment - Part 1: Instruments. BS EN 12668-1 Non-destructive Testing. Characterization and Verification of Ultrasonic Examination Equipment. Probes BS EN 12668-2 Non-destructive testing. Characterization and Verification of Ultrasonic Examination Equipment. Combined Equipment BS 12668-3 Non-destructive testing. Characterization and Verification of Ultrasonic Examination Equipment. Combined Equipment BS 12668-3 8 - FORMULÁRIOS Identificação Armazenamento Proteção Recuperação Retenção Disposição Local Forma C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
em Soldas de Tubulação em Aço Carbono - Sistema Handyscan Código: PRO-OPE-023 Data de Emissão: 13/01/2020 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 30/06/2023 Folha: 10 de 10 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 65-FOR-OPE-Relatório de Ensaio por Corrente Parasita Operacional Eletrônico Backup Por nome do arquivo 1 ano Arquivo Morto 9 - CONTROLE DE ALTERAÇÕES Revisão Data da última revisão Descrição da Revisão Data da última análise crítica Responsável pela aprovação 00 04/09/2023 Emissão Inicial NA Matheus Ribeiro 01 28/06/2023 Mudança de Layout NA Matheus Ribeiro C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}