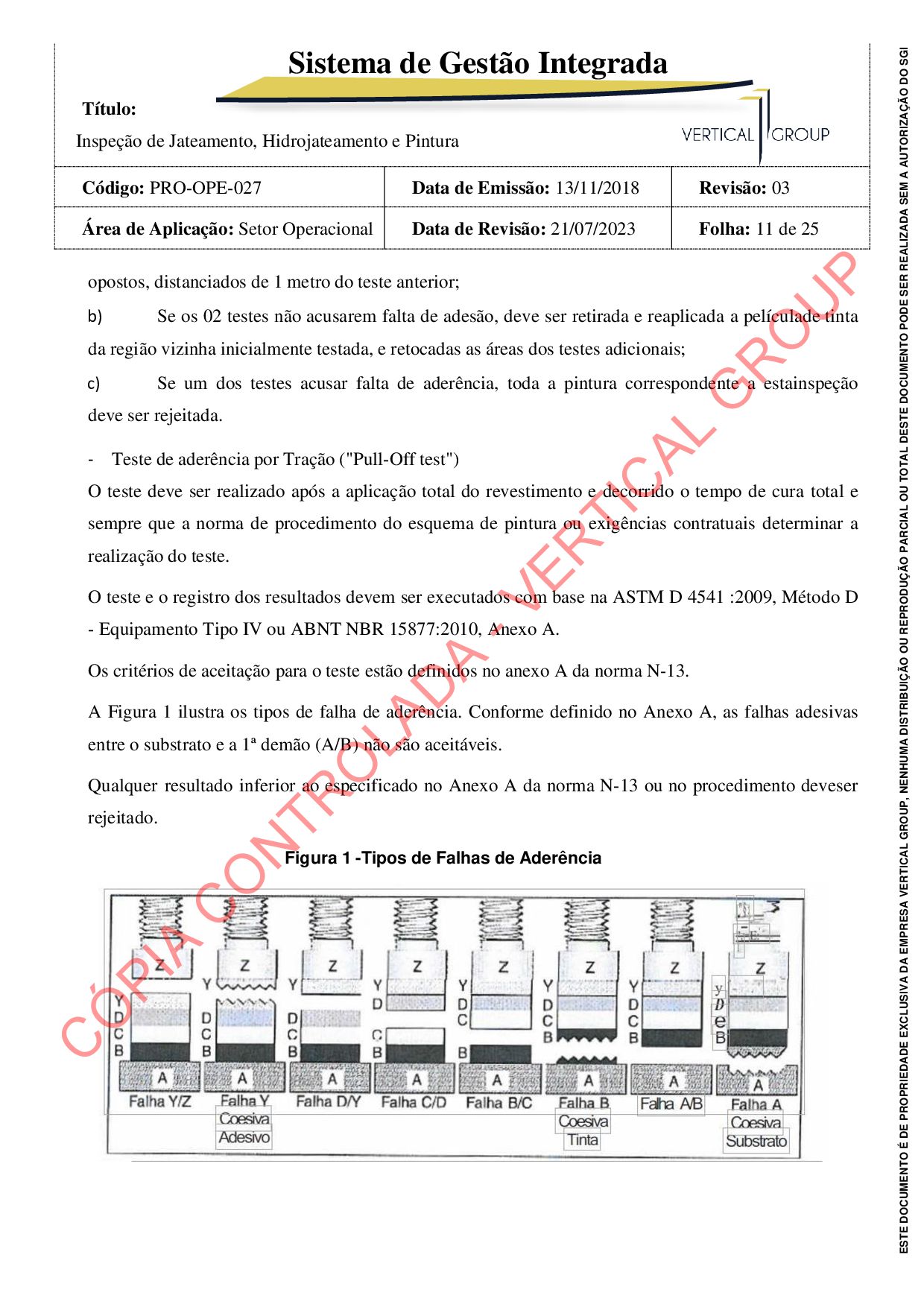
Pintura Código: PRO-OPE-027 Data de Emissão: 13/11/2018 Revisão: 03 Área de Aplicação: Setor Operacional Data de Revisão: 21/07/2023 Folha: 10 de 25 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI a) teste de aderência por tração ("pull-off test"), conforme a ABNT NBR 15877; b) teste de aderência por corte em "X" (método A), conforme a norma ABNT NBR 11003; Em tubulações, deve ser realizado, pelo menos, um teste a cada 100 m ou fração do comprimento. Para os demais itens objeto desta Norma, deve ser realizado um número de testes correspondente, em valor absoluto, a 1 % da área total pintada. Por exemplo, para uma área pintada de 25 m (1 % de 25 é igual a 0,25) deve ser feito, pelo menos, 1 ensaio de aderência; para uma área de 300 m (1 % de 300 é igual a 3), devem ser feitos pelo menos 3 ensaios de aderência, distribuídos uniformemente por toda área pintada. Nota 2 O critério citado é válido quando a área for pintada pelo mesmo lote de tinta e a pintura executada em um mesmo dia, não sendo permitida a soma destas áreas para efeito da quantificação do número de testes. Nota 3 Quando a pintura for executada utilizando lotes diferentes da mesma tinta e não for executada no mesmo dia, as áreas pintadas devem ser identificadas, mapeadas e inspecionadas separadamente. Nota 4 Deve-se priorizar a realização do teste de aderência em áreas consideradas críticas na estrutura pintada, como por exemplo, nas áreas correspondentes à Zona Termicamente Afetada (ZTA) pela soldagem e também em áreas de difícil acesso, nas quais pode haver falhas de pintura. - Execução do teste - Teste de Aderência por Corte em "X" O teste de corte em "X" (método A) deve ser executado, após a aplicação de cada demão de tinta, com base na ABNT NBR 11003, independente da espessura de película seca e para todos os tipos de tintas. - Critérios de Aceitação O resultado do teste de aderência deve ser comparado com os padrões visuais da norma ABNT NBR 11003, obedecendo aos critérios abaixo: - Avaliação ao longo das incisões: X1 (máximo); quando a tinta de fundo for rica em zinco o valor máximo é X2. a) Caso algum ponto seja reprovado, o teste deve ser repetido em dois pontos diametralmente C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}