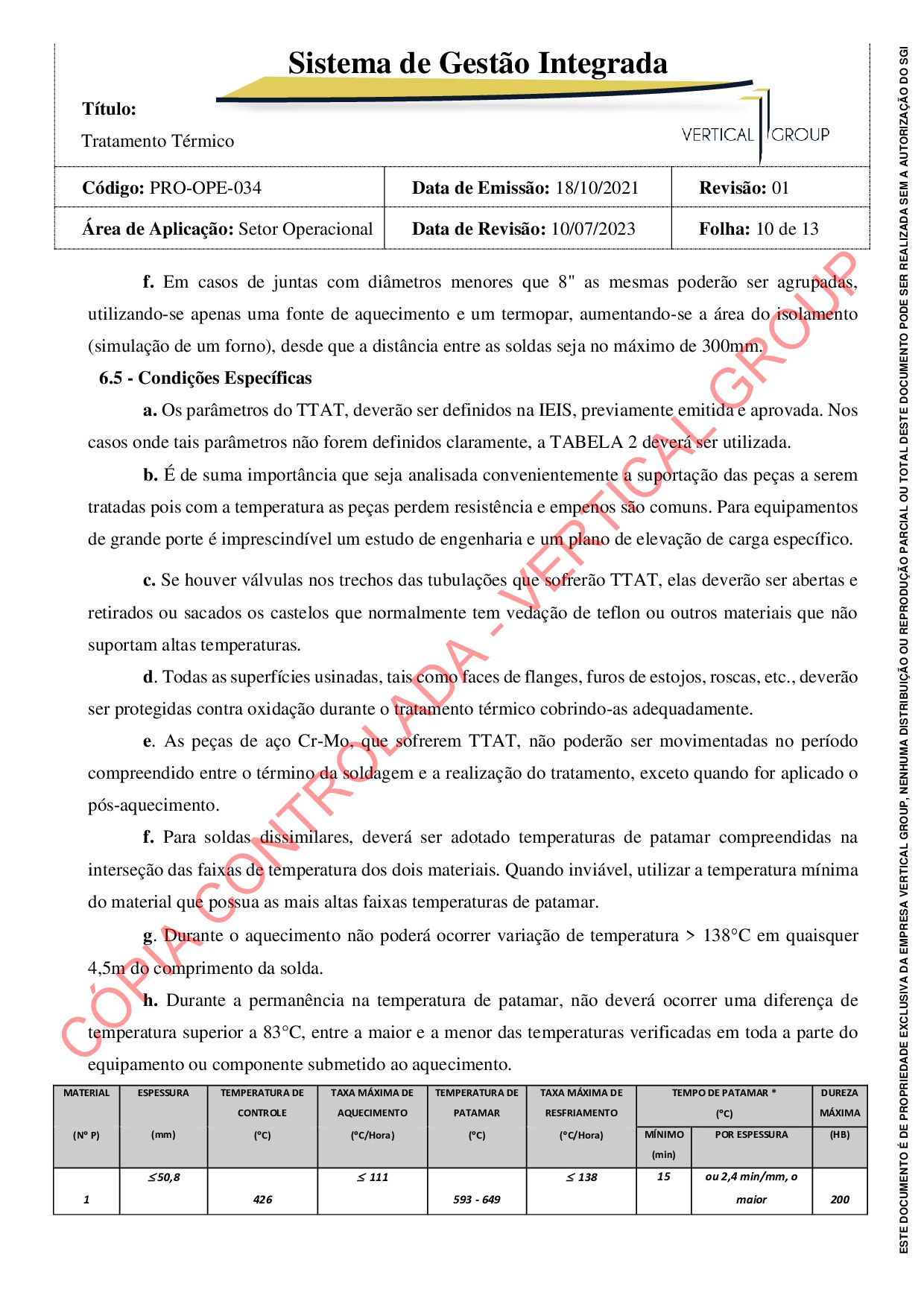
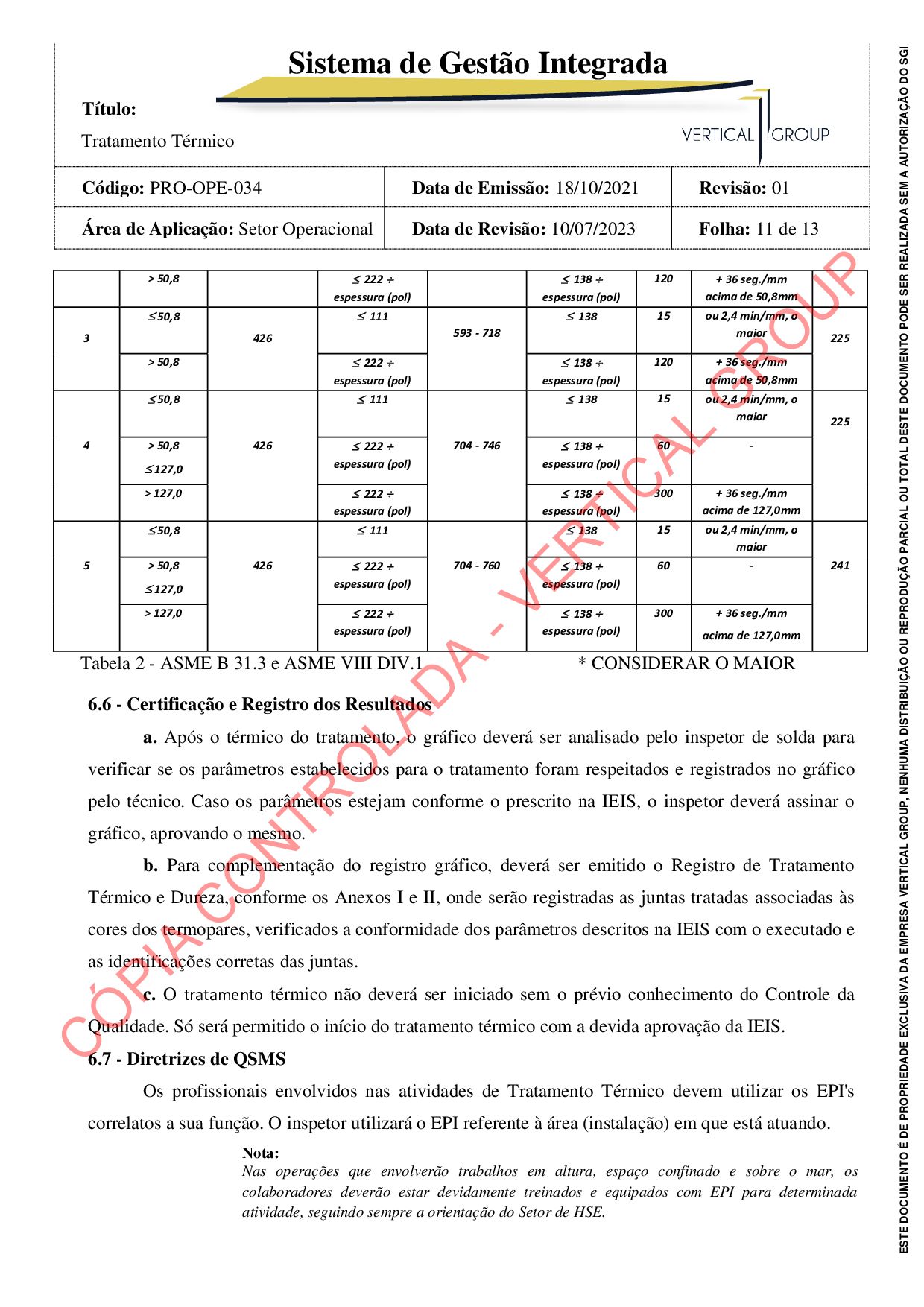
de Emissão: 18/10/2021 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 10/07/2023 Folha: 11 de 13 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI > 50,8 222 espessura (pol) 138 espessura (pol) 120 + 36 seg./mm acima de 50,8mm 3 50,8 426 111 593 - 718 138 15 ou 2,4 min/mm, o maior 225 > 50,8 222 espessura (pol) 138 espessura (pol) 120 + 36 seg./mm acima de 50,8mm 50,8 111 138 15 ou 2,4 min/mm, o maior 225 4 > 50,8 127,0 426 222 espessura (pol) 704 - 746 138 espessura (pol) 60 - > 127,0 222 espessura (pol) 138 espessura (pol) 300 + 36 seg./mm acima de 127,0mm 50,8 111 138 15 ou 2,4 min/mm, o maior 5 > 50,8 127,0 426 222 espessura (pol) 704 - 760 138 espessura (pol) 60 - 241 > 127,0 222 espessura (pol) 138 espessura (pol) 300 + 36 seg./mm acima de 127,0mm Tabela 2 - ASME B 31.3 e ASME VIII DIV.1 * CONSIDERAR O MAIOR 6.6 - Certificação e Registro dos Resultados a. Após o térmico do tratamento, o gráfico deverá ser analisado pelo inspetor de solda para verificar se os parâmetros estabelecidos para o tratamento foram respeitados e registrados no gráfico pelo técnico. Caso os parâmetros estejam conforme o prescrito na IEIS, o inspetor deverá assinar o gráfico, aprovando o mesmo. b. Para complementação do registro gráfico, deverá ser emitido o Registro de Tratamento Térmico e Dureza, conforme os Anexos I e II, onde serão registradas as juntas tratadas associadas às cores dos termopares, verificados a conformidade dos parâmetros descritos na IEIS com o executado e as identificações corretas das juntas. c. O tratamento térmico não deverá ser iniciado sem o prévio conhecimento do Controle da Qualidade. Só será permitido o início do tratamento térmico com a devida aprovação da IEIS. 6.7 - Diretrizes de QSMS Os profissionais envolvidos nas atividades de Tratamento Térmico devem utilizar os EPI's correlatos a sua função. O inspetor utilizará o EPI referente à área (instalação) em que está atuando. Nota: Nas operações que envolverão trabalhos em altura, espaço confinado e sobre o mar, os colaboradores deverão estar devidamente treinados e equipados com EPI para determinada atividade, seguindo sempre a orientação do Setor de HSE. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}