Note: Whoever is using this Training Material on their Website shall Link back to www.vdiversify.com as the Original Author...
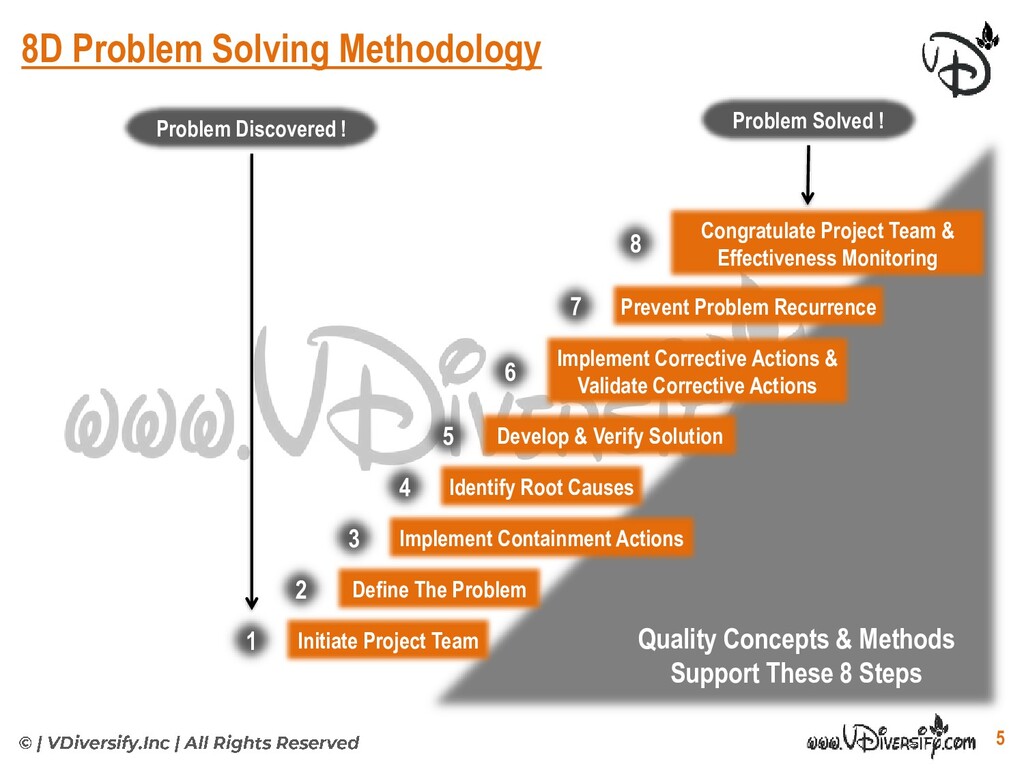
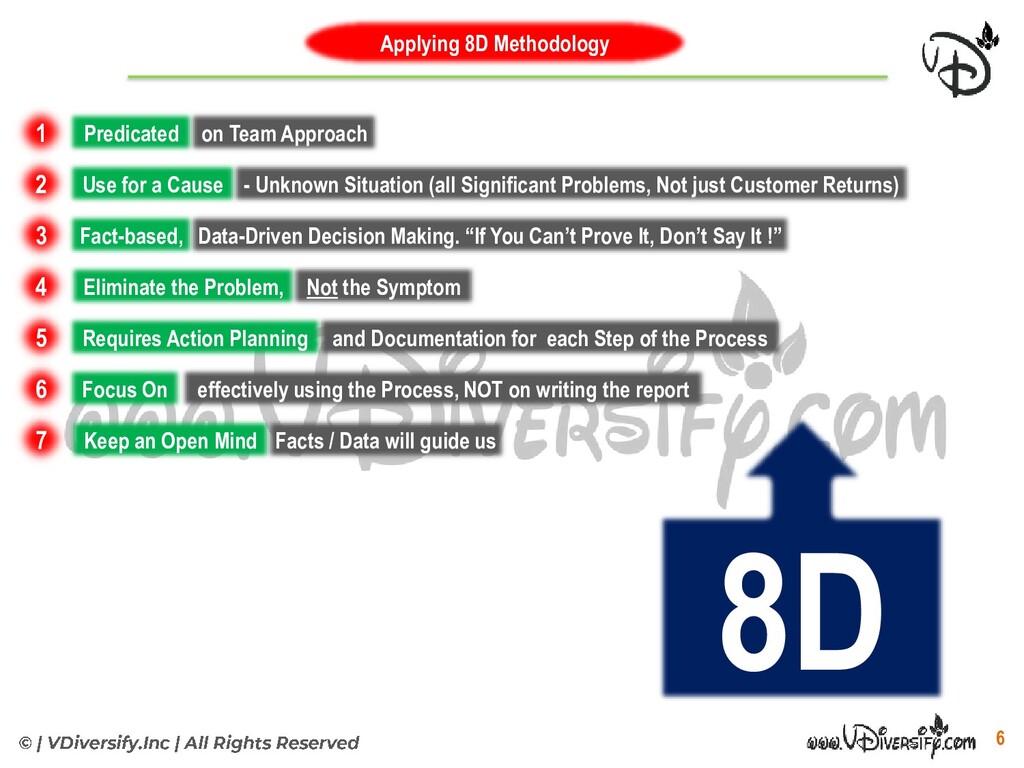
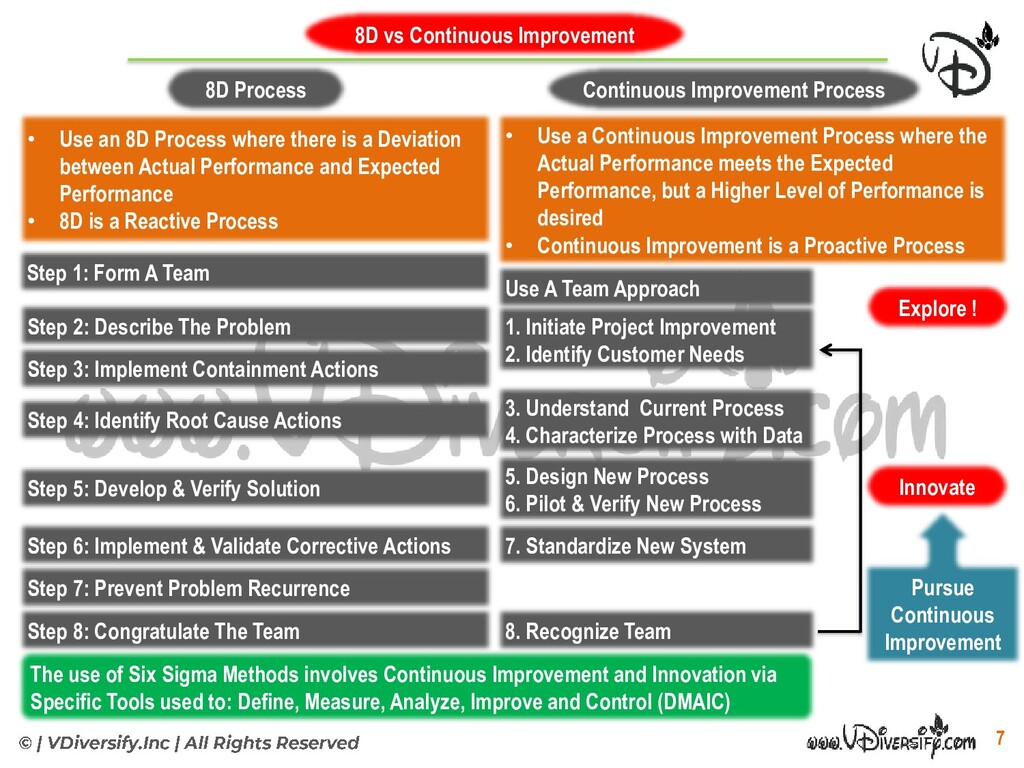
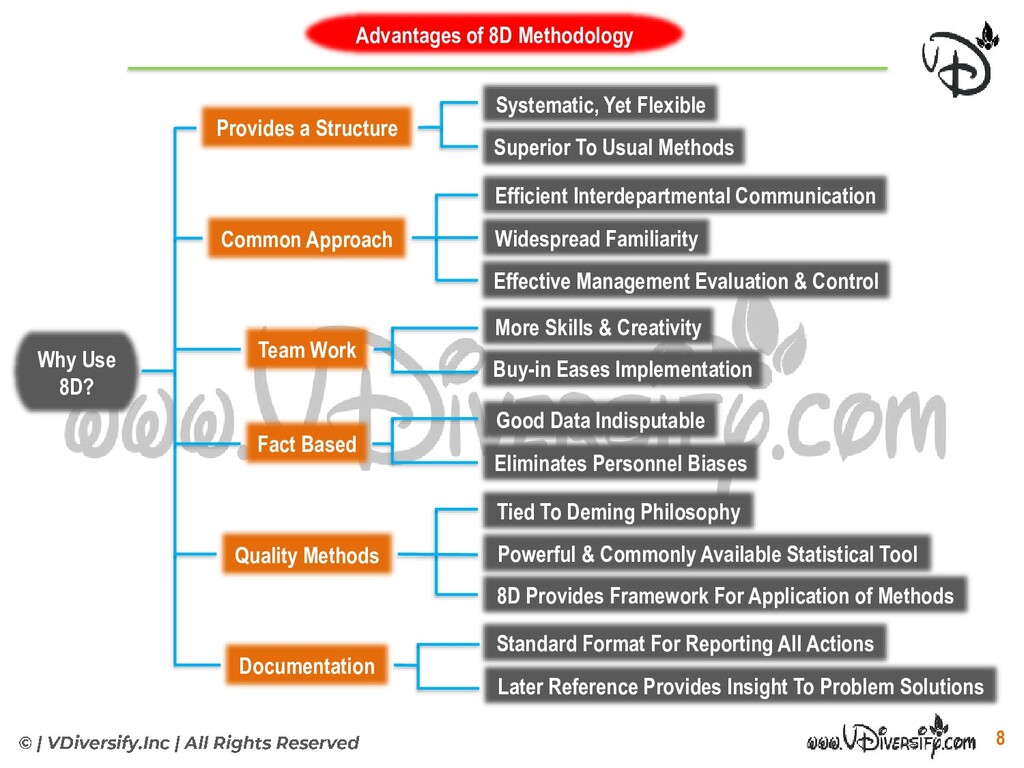
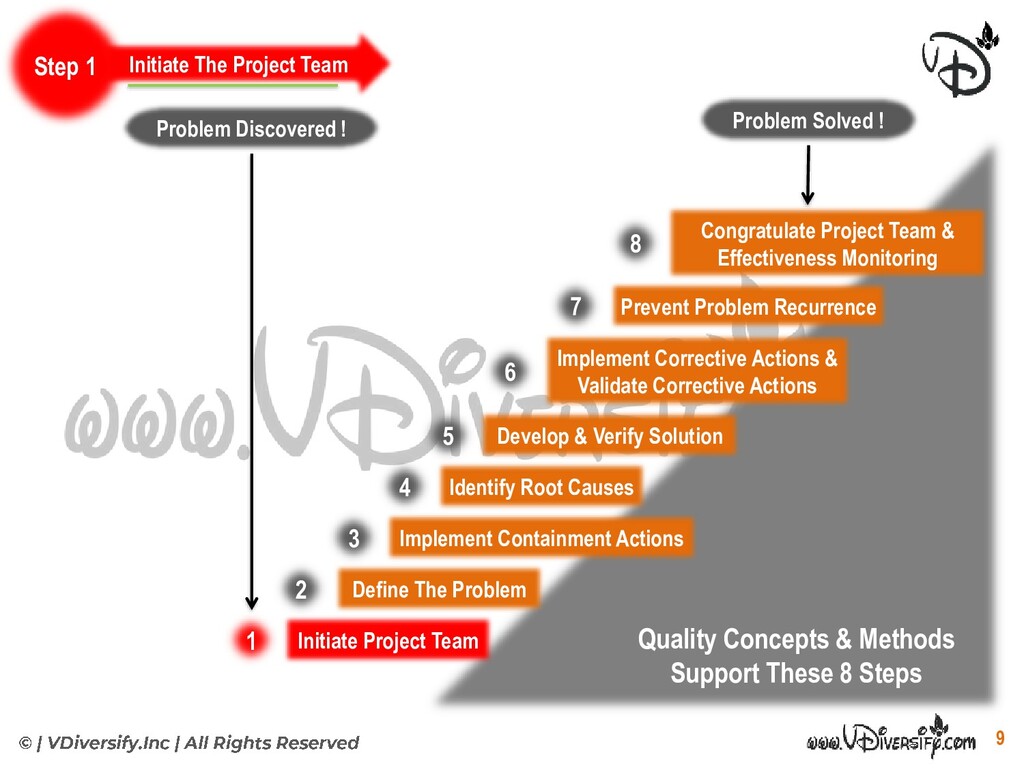
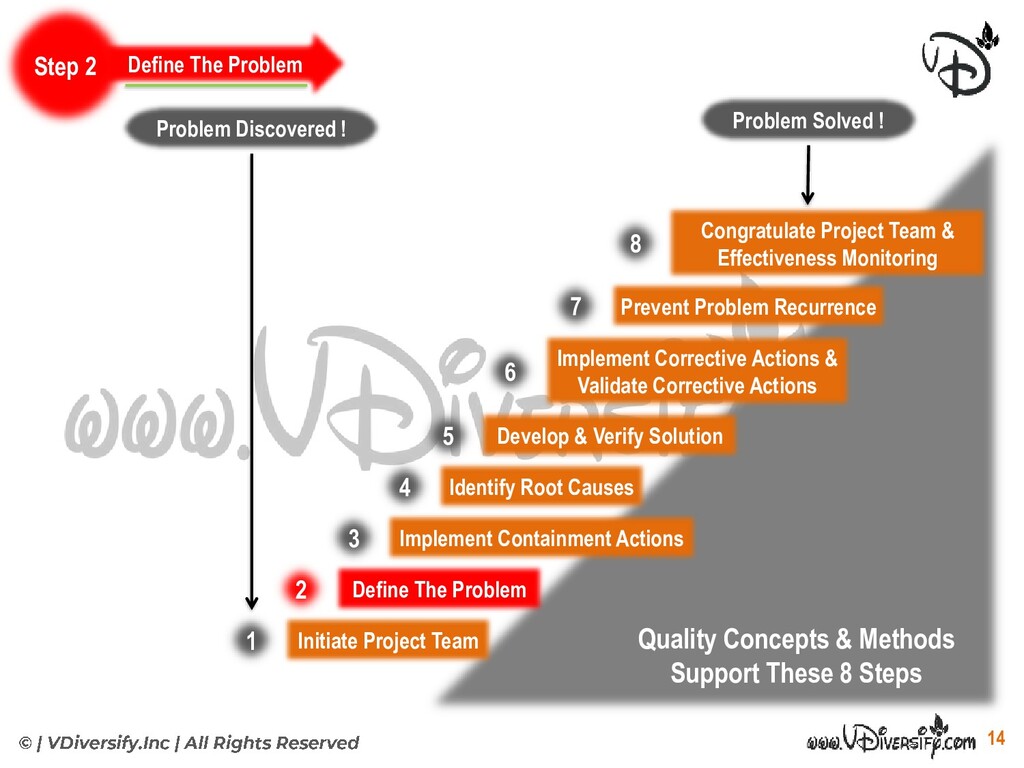
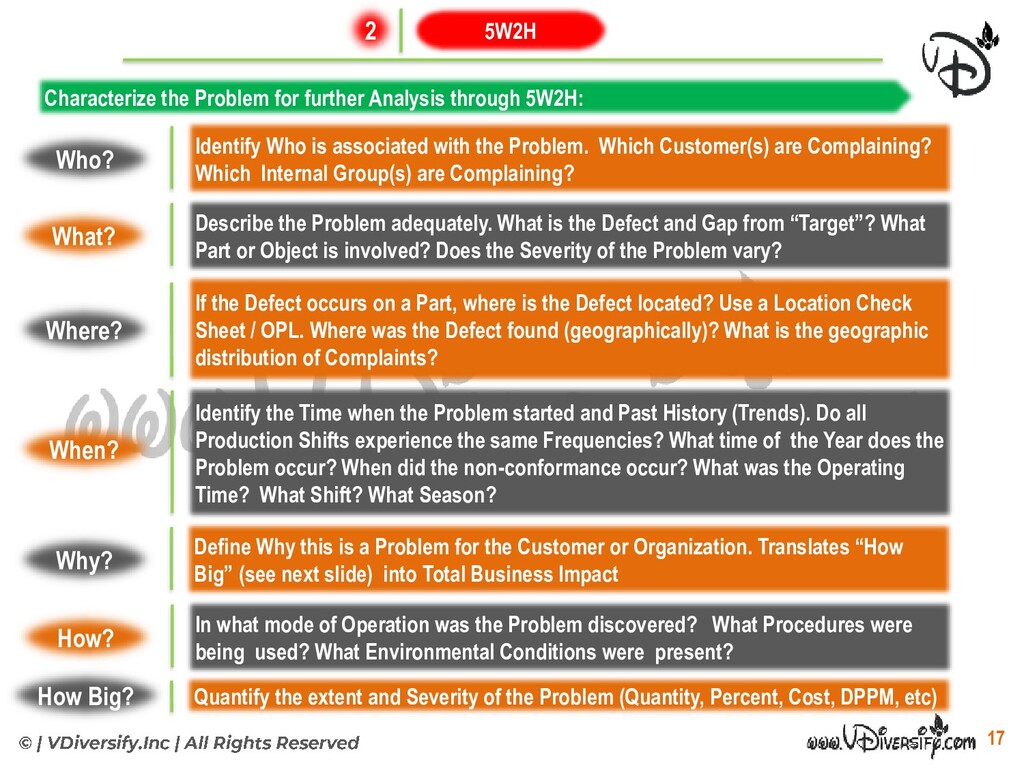
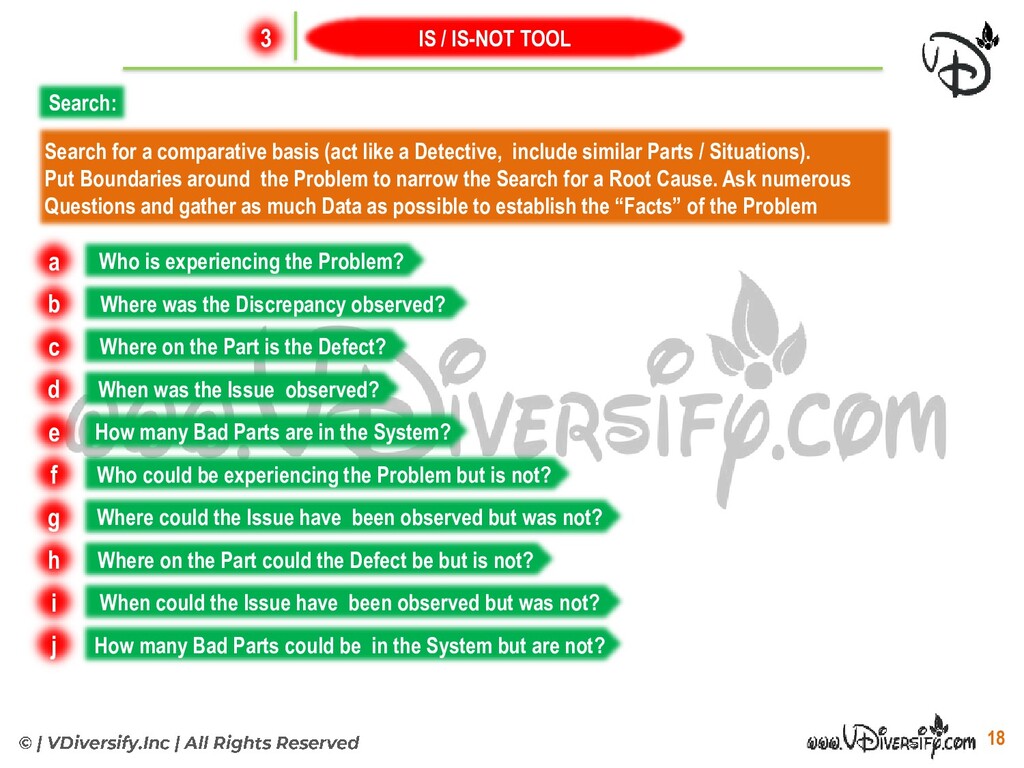
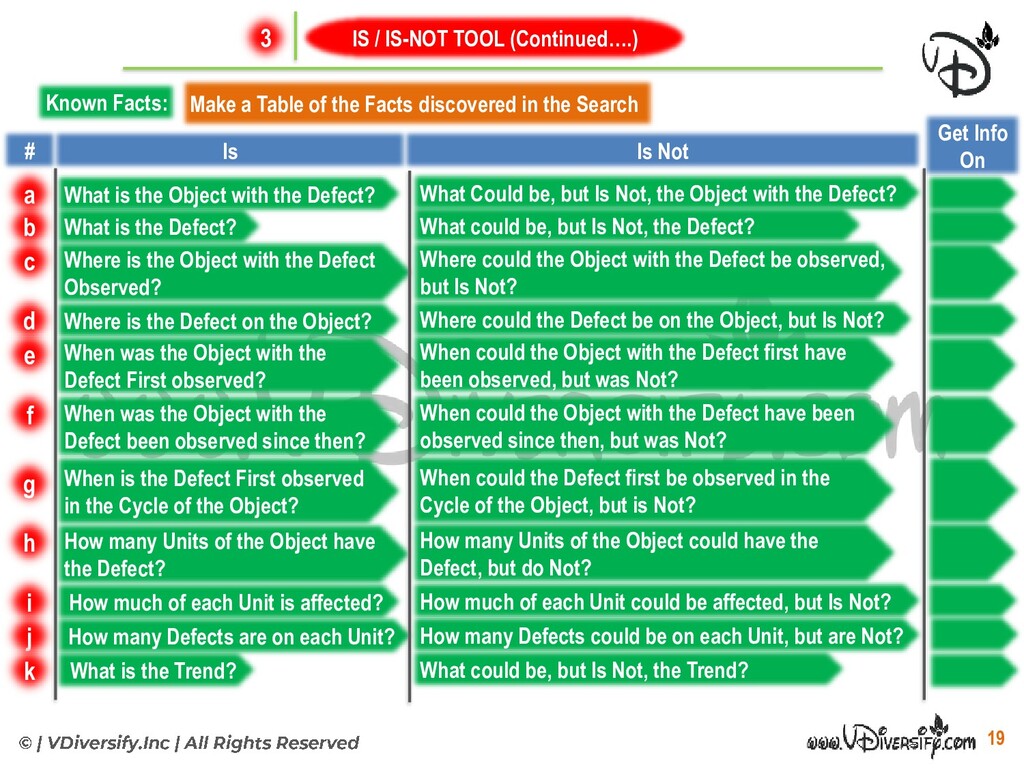
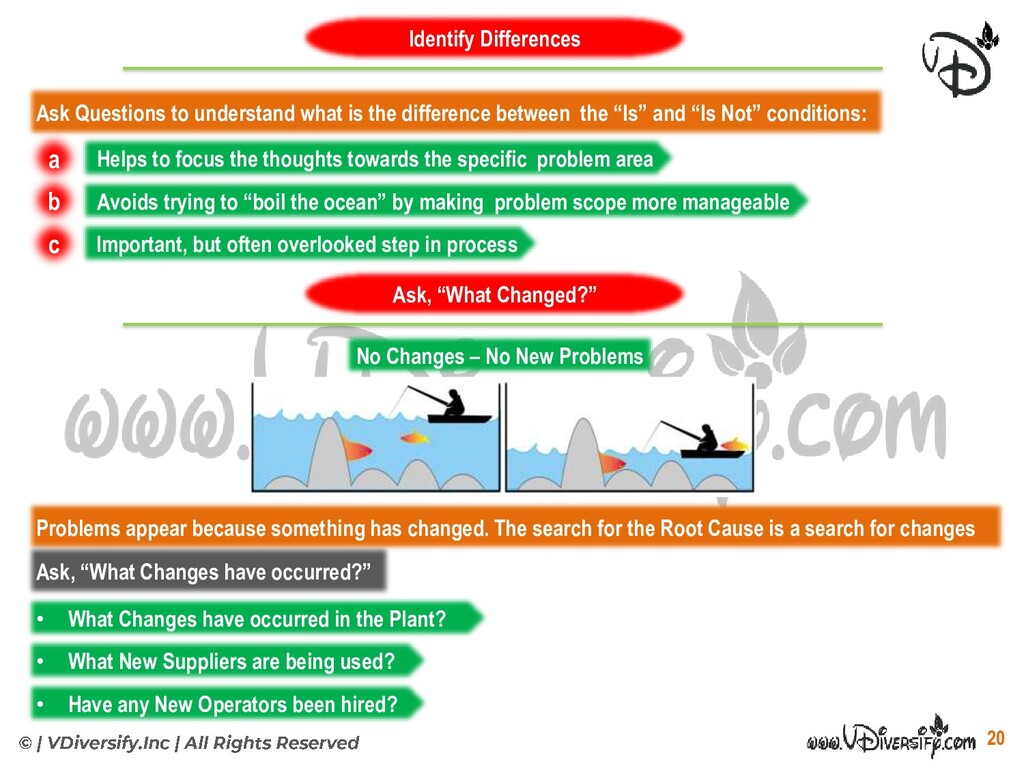
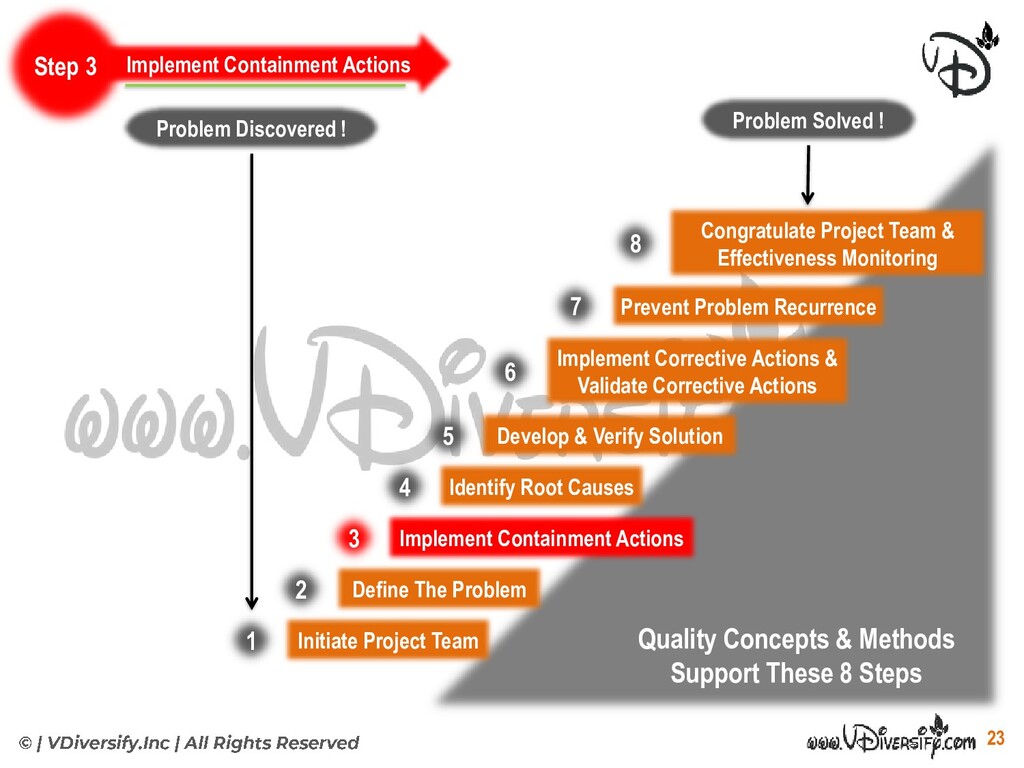
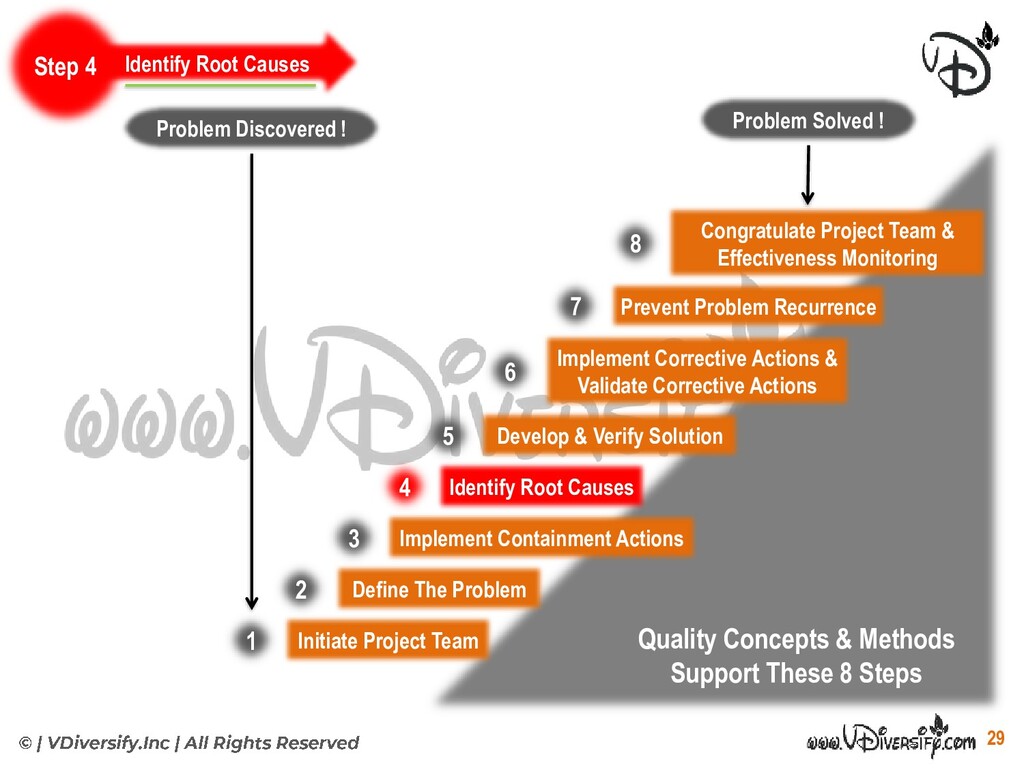
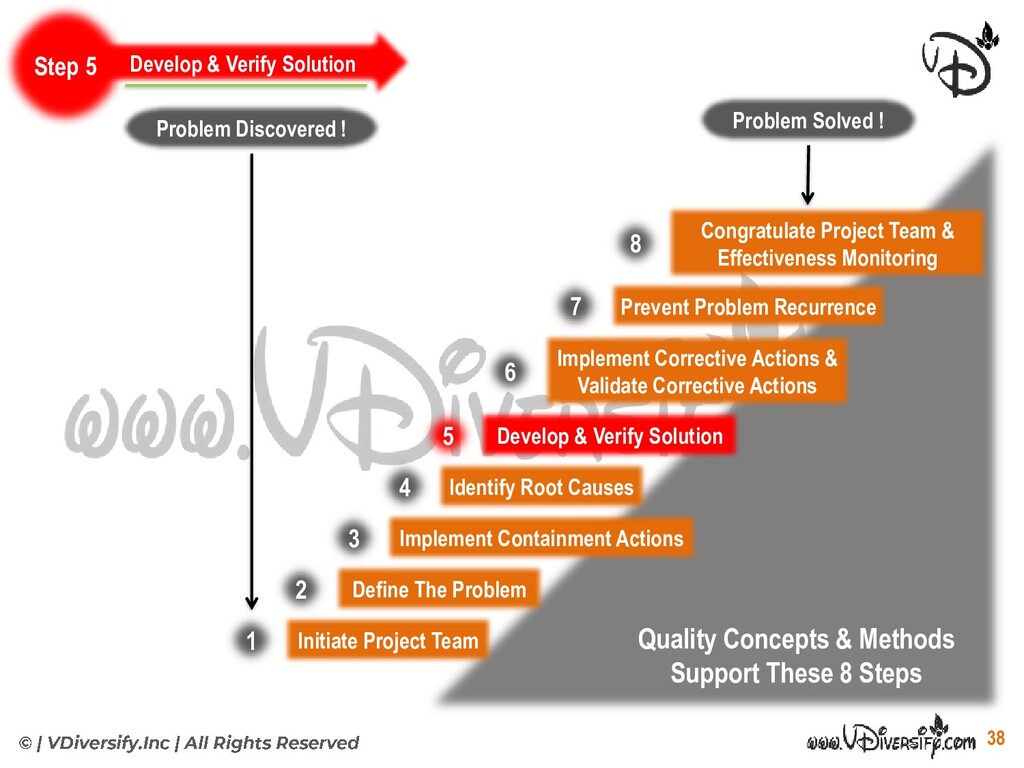
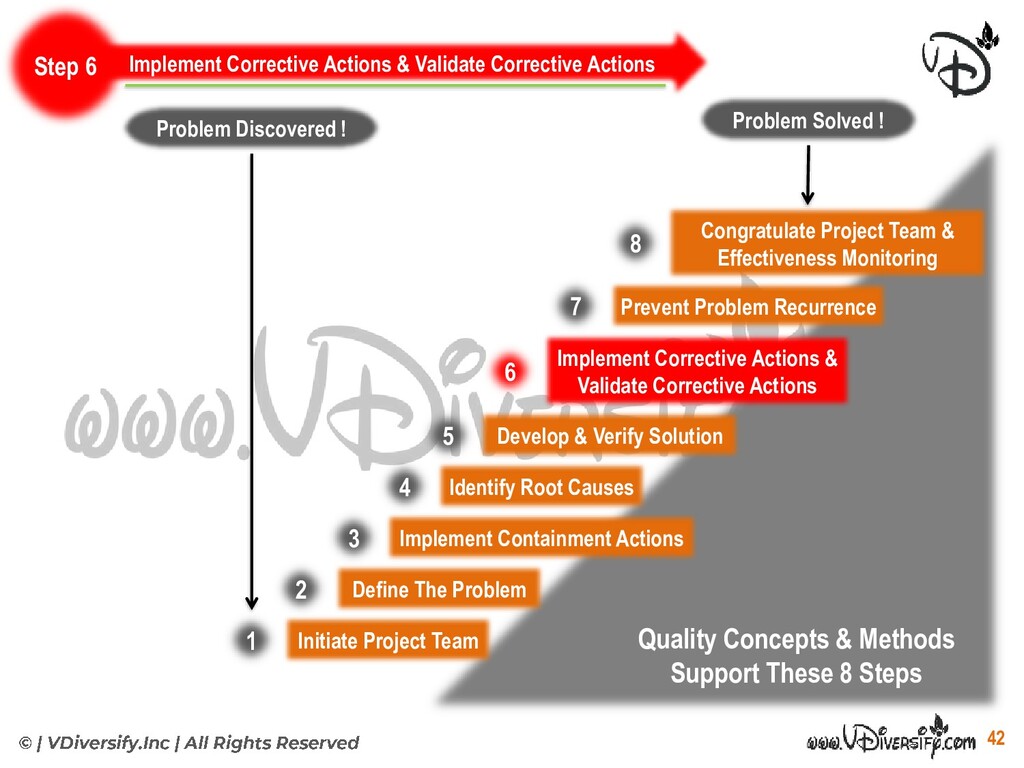
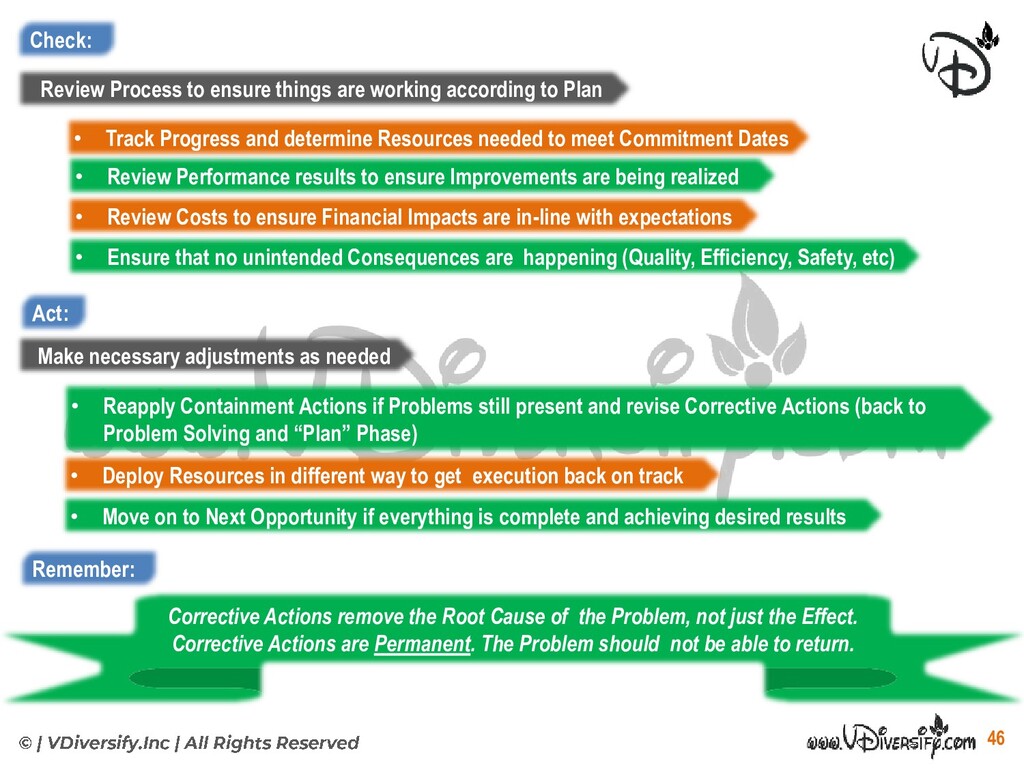
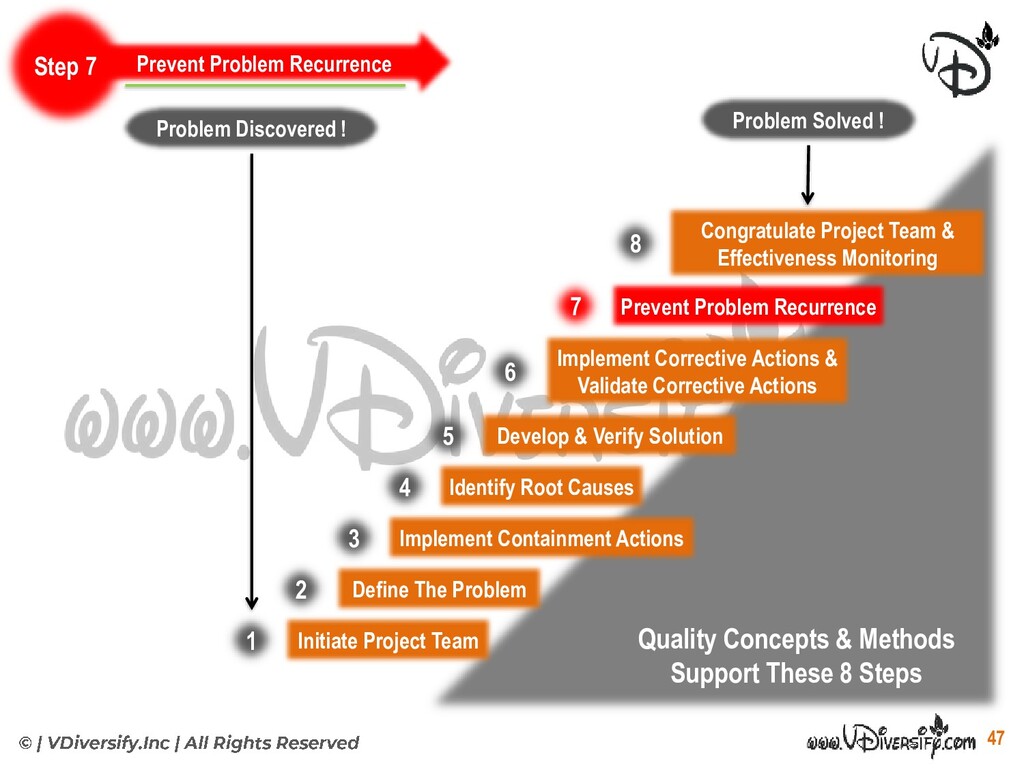
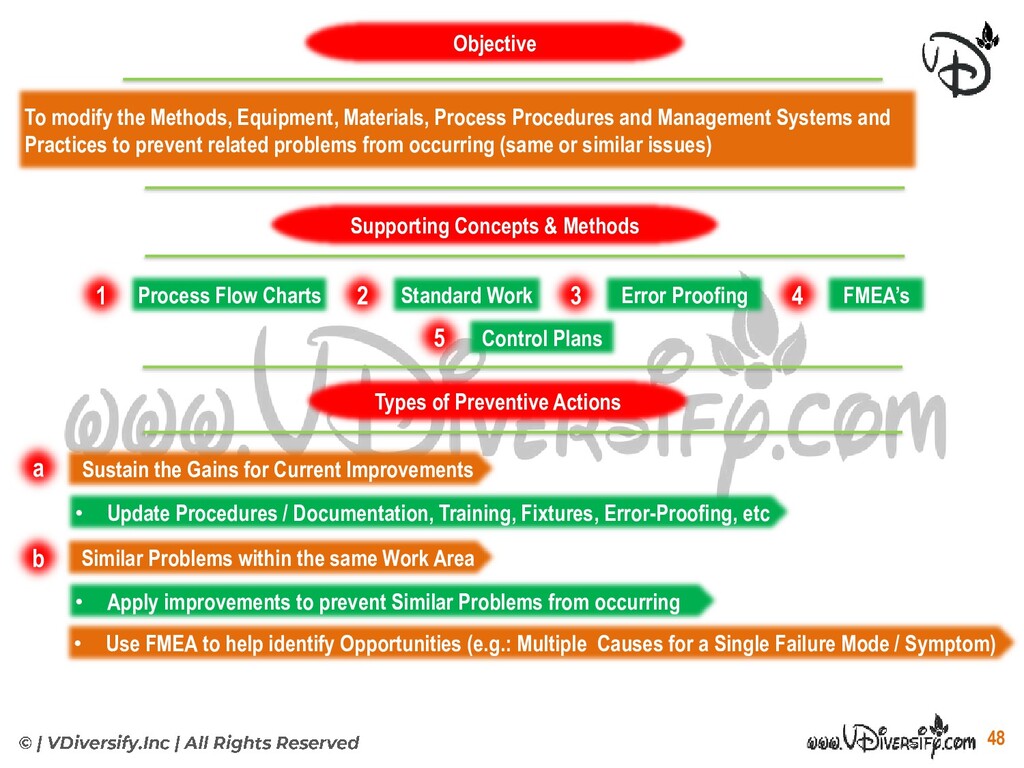
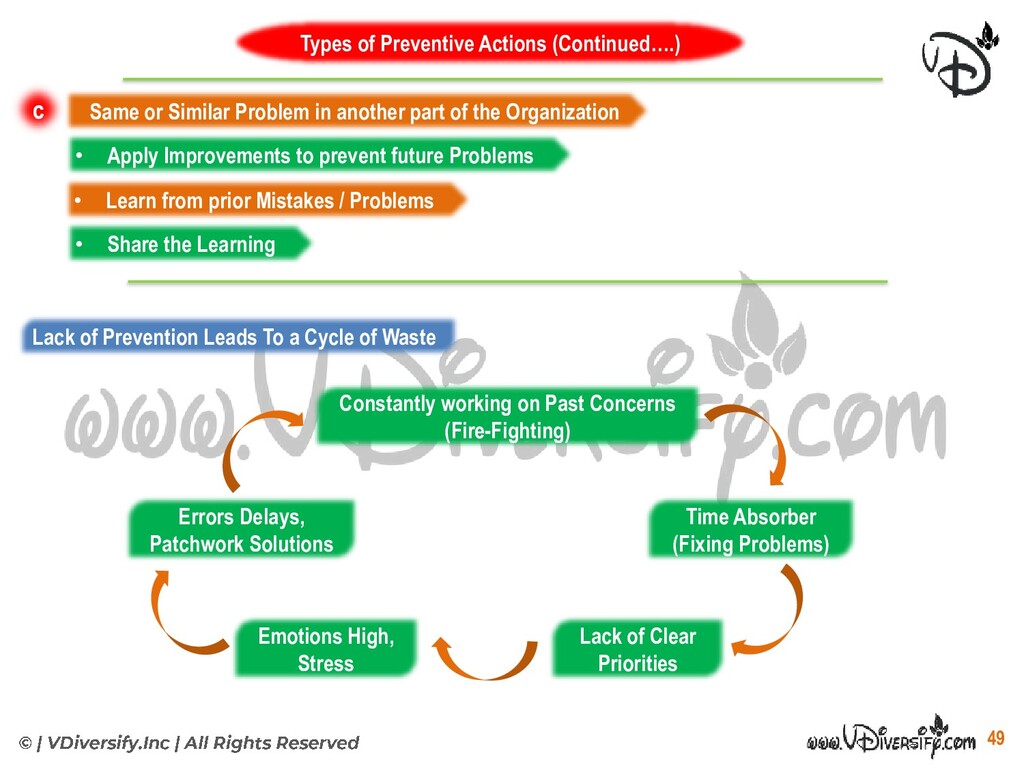
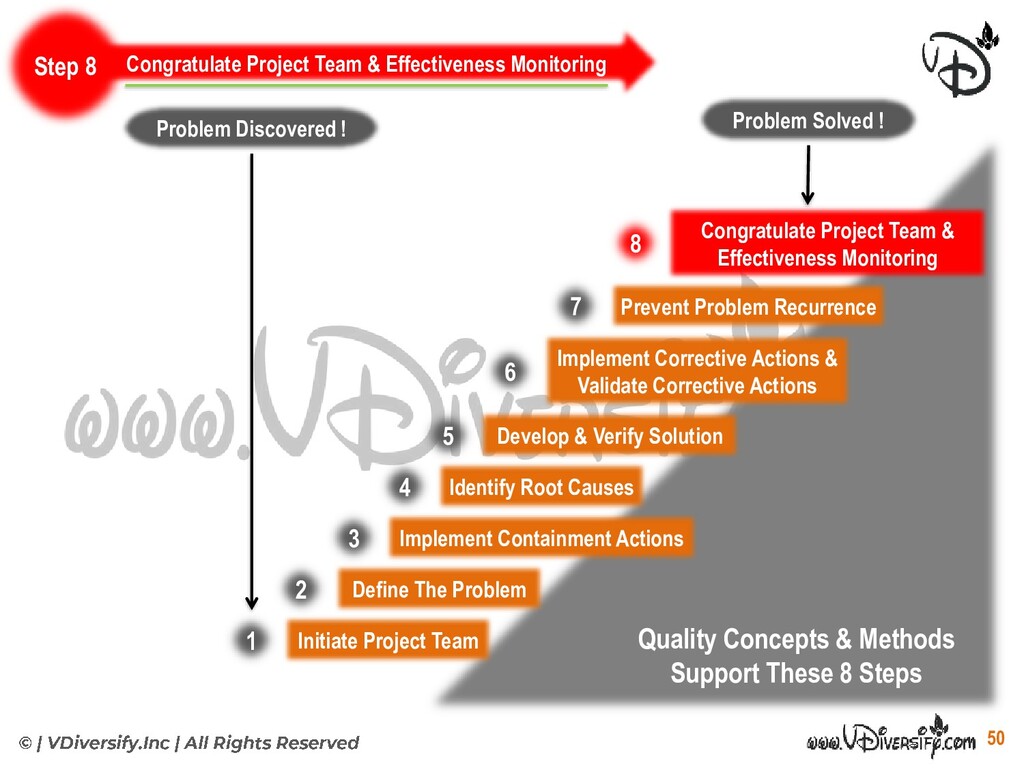
The 8D (Eight Disciplines) approach is a robust and systematic problem-solving process or methodology, that is widely adopted in the manufacturing, process and other industries.
This 8D training material is completely free and can be used by any organization, professionals, engineers, trainers or teachers all over the world for teaching its employees or students.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}