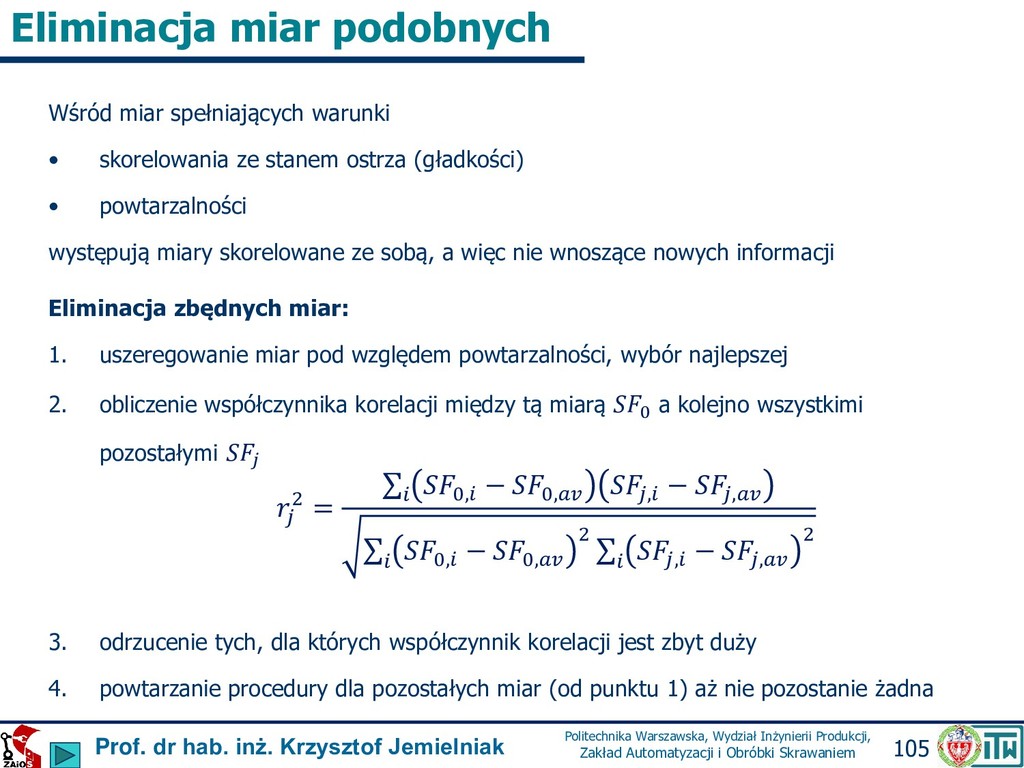
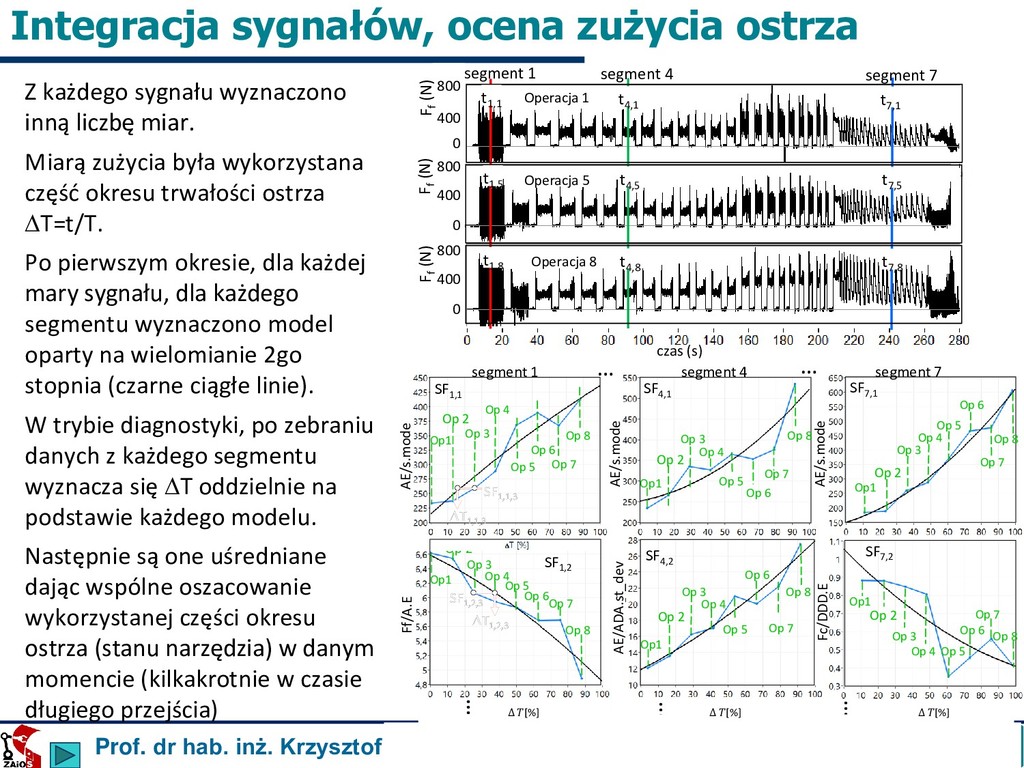
Prof. dr hab. inż. Krzysztof Jemielniak 146 Op1 Op 2 Op 3 Op 4 Op 5 Op 6 Op 7 Op 8 segment 1 segment 4 segment 7 Operacja 1 Operacja 5 Operacja 8 … … … segment 1 segment 4 segment 7 AE/s.mode 800 400 0 800 400 0 800 400 0 czas (s) Ff (N) Ff (N) Ff (N) t1,1 t4,1 t7,1 t1,5 t4,5 t7,5 t1,8 t4,8 t7,8 … … AE/s.mode AE/s.mode Ff/A.E AE/ADA.st_dev Fc/DDD.E SF4,2 SF1,2 SF1,1 SF1,2,3 DT1,2,3 SF1,1,3 DT1,1,3 Δ1, = 1 1 σ 1 Δ1,, Δ4, = 1 4 σ 4 Δ4,, Δ7, = 1 7 σ 7 Δ7,, SF4,1 SF7,2 SF7,1 Δ [%] Δ [%] Δ [%] Op1 Op 2 Op 3 Op 4 Op 5 Op 6 Op 7 Op 8 Op1 Op 2 Op 3 Op 4 Op 5 Op 6 Op 7 Op 8 Op1 Op 2 Op 3 Op 4 Op 5 Op 6 Op 7 Op 8 Op1 Op 2 Op 3 Op 4 Op 5 Op 6 Op 7 Op 8 Op1 Op 2 Op 3 Op 4 Op 5 Op 6 Op 7 Op 8 Z każdego sygnału wyznaczono inną liczbę miar. Miarą zużycia była wykorzystana część okresu trwałości ostrza DT=t/T. Po pierwszym okresie, dla każdej mary sygnału, dla każdego segmentu wyznaczono model oparty na wielomianie 2go stopnia (czarne ciągłe linie). W trybie diagnostyki, po zebraniu danych z każdego segmentu wyznacza się DT oddzielnie na podstawie każdego modelu. Następnie są one uśredniane dając wspólne oszacowanie wykorzystanej części okresu ostrza (stanu narzędzia) w danym momencie (kilkakrotnie w czasie długiego przejścia) Integracja sygnałów, ocena zużycia ostrza SF1,2,3 SF1,1,3 DT1,1,3 DT1,2,3
![Prof. Krzysztof Jemielniak [email protected] http://www.zaoios.pw.edu.pl/kjemiel Politechnika Warszawska, Wydział Inżynierii Produkcji,](https://files.speakerdeck.com/presentations/64cb4dcde7dc4ca2a9eda13ea827f682/slide_0.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}