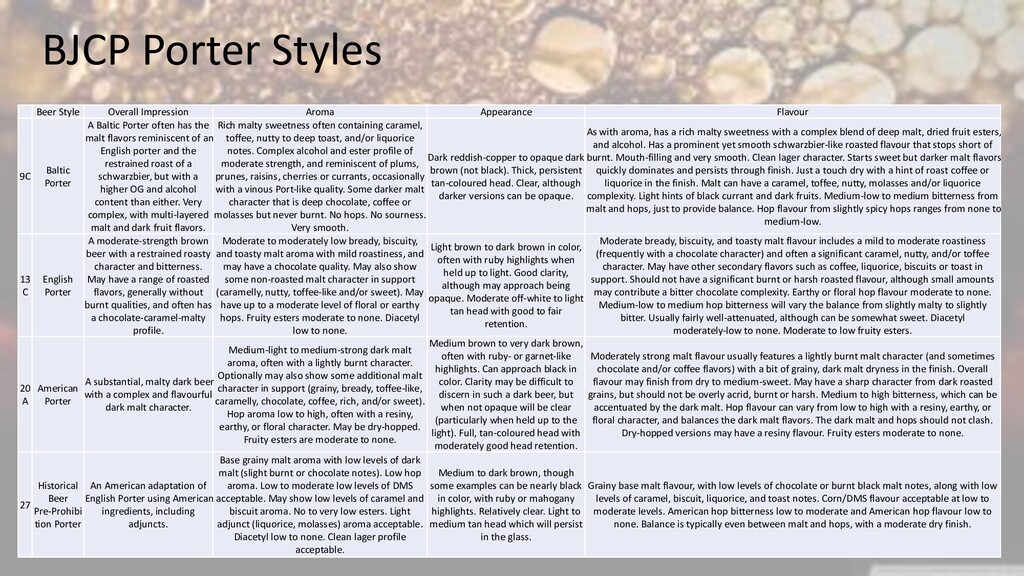
Style Overall Impression Aroma Appearance Flavour 9C Baltic Porter A Baltic Porter often has the malt flavors reminiscent of an English porter and the restrained roast of a schwarzbier, but with a higher OG and alcohol content than either. Very complex, with multi-layered malt and dark fruit flavors. Rich malty sweetness often containing caramel, toffee, nutty to deep toast, and/or liquorice notes. Complex alcohol and ester profile of moderate strength, and reminiscent of plums, prunes, raisins, cherries or currants, occasionally with a vinous Port-like quality. Some darker malt character that is deep chocolate, coffee or molasses but never burnt. No hops. No sourness. Very smooth. Dark reddish-copper to opaque dark brown (not black). Thick, persistent tan-coloured head. Clear, although darker versions can be opaque. As with aroma, has a rich malty sweetness with a complex blend of deep malt, dried fruit esters, and alcohol. Has a prominent yet smooth schwarzbier-like roasted flavour that stops short of burnt. Mouth-filling and very smooth. Clean lager character. Starts sweet but darker malt flavors quickly dominates and persists through finish. Just a touch dry with a hint of roast coffee or liquorice in the finish. Malt can have a caramel, toffee, nutty, molasses and/or liquorice complexity. Light hints of black currant and dark fruits. Medium-low to medium bitterness from malt and hops, just to provide balance. Hop flavour from slightly spicy hops ranges from none to medium-low. 13 C English Porter A moderate-strength brown beer with a restrained roasty character and bitterness. May have a range of roasted flavors, generally without burnt qualities, and often has a chocolate-caramel-malty profile. Moderate to moderately low bready, biscuity, and toasty malt aroma with mild roastiness, and may have a chocolate quality. May also show some non-roasted malt character in support (caramelly, nutty, toffee-like and/or sweet). May have up to a moderate level of floral or earthy hops. Fruity esters moderate to none. Diacetyl low to none. Light brown to dark brown in color, often with ruby highlights when held up to light. Good clarity, although may approach being opaque. Moderate off-white to light tan head with good to fair retention. Moderate bready, biscuity, and toasty malt flavour includes a mild to moderate roastiness (frequently with a chocolate character) and often a significant caramel, nutty, and/or toffee character. May have other secondary flavors such as coffee, liquorice, biscuits or toast in support. Should not have a significant burnt or harsh roasted flavour, although small amounts may contribute a bitter chocolate complexity. Earthy or floral hop flavour moderate to none. Medium-low to medium hop bitterness will vary the balance from slightly malty to slightly bitter. Usually fairly well-attenuated, although can be somewhat sweet. Diacetyl moderately-low to none. Moderate to low fruity esters. 20 A American Porter A substantial, malty dark beer with a complex and flavourful dark malt character. Medium-light to medium-strong dark malt aroma, often with a lightly burnt character. Optionally may also show some additional malt character in support (grainy, bready, toffee-like, caramelly, chocolate, coffee, rich, and/or sweet). Hop aroma low to high, often with a resiny, earthy, or floral character. May be dry-hopped. Fruity esters are moderate to none. Medium brown to very dark brown, often with ruby- or garnet-like highlights. Can approach black in color. Clarity may be difficult to discern in such a dark beer, but when not opaque will be clear (particularly when held up to the light). Full, tan-coloured head with moderately good head retention. Moderately strong malt flavour usually features a lightly burnt malt character (and sometimes chocolate and/or coffee flavors) with a bit of grainy, dark malt dryness in the finish. Overall flavour may finish from dry to medium-sweet. May have a sharp character from dark roasted grains, but should not be overly acrid, burnt or harsh. Medium to high bitterness, which can be accentuated by the dark malt. Hop flavour can vary from low to high with a resiny, earthy, or floral character, and balances the dark malt flavors. The dark malt and hops should not clash. Dry-hopped versions may have a resiny flavour. Fruity esters moderate to none. 27 Historical Beer Pre-Prohibi tion Porter An American adaptation of English Porter using American ingredients, including adjuncts. Base grainy malt aroma with low levels of dark malt (slight burnt or chocolate notes). Low hop aroma. Low to moderate low levels of DMS acceptable. May show low levels of caramel and biscuit aroma. No to very low esters. Light adjunct (liquorice, molasses) aroma acceptable. Diacetyl low to none. Clean lager profile acceptable. Medium to dark brown, though some examples can be nearly black in color, with ruby or mahogany highlights. Relatively clear. Light to medium tan head which will persist in the glass. Grainy base malt flavour, with low levels of chocolate or burnt black malt notes, along with low levels of caramel, biscuit, liquorice, and toast notes. Corn/DMS flavour acceptable at low to moderate levels. American hop bitterness low to moderate and American hop flavour low to none. Balance is typically even between malt and hops, with a moderate dry finish.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}