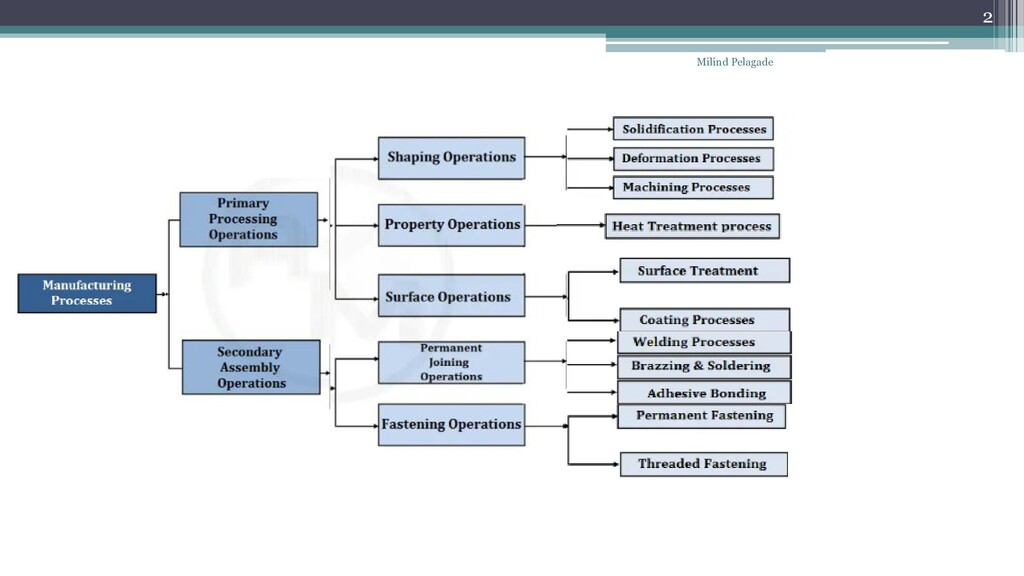
The presentation is regarding various Manufacturing processes that are used to convert raw material into finished goods. The presentation covers basics regarding the same which will be beneficial for beginners to understand the concepts
It is the first step in making most of the products • Casting is a manufacturing process by which a molten material such as metal or plastic is introduced into a mold, allowed to solidify within the mold, and then ejected or broken out to make a fabricated part. • Casting is used for making parts of complex shape that would be difficult or uneconomical to make by other methods, such as cutting from solid material. Milind Pelagade 3
small sections so that intricate shapes can be made by this process. As a result, many other operations, such as machining, forging, and welding, can be minimized. • Possible to cast practically any material: ferrous or non-ferrous. • The necessary tools required for casting moulds are very simple and inexpensive. As a result, for production of a small lot, it is the ideal process. • There are certain parts (like turbine blades) made from metals and alloys that can only be processed this way. Turbine blades: Fully casting + last machining. • Size and weight of the product is not a limitation for the casting process. Milind Pelagade 6
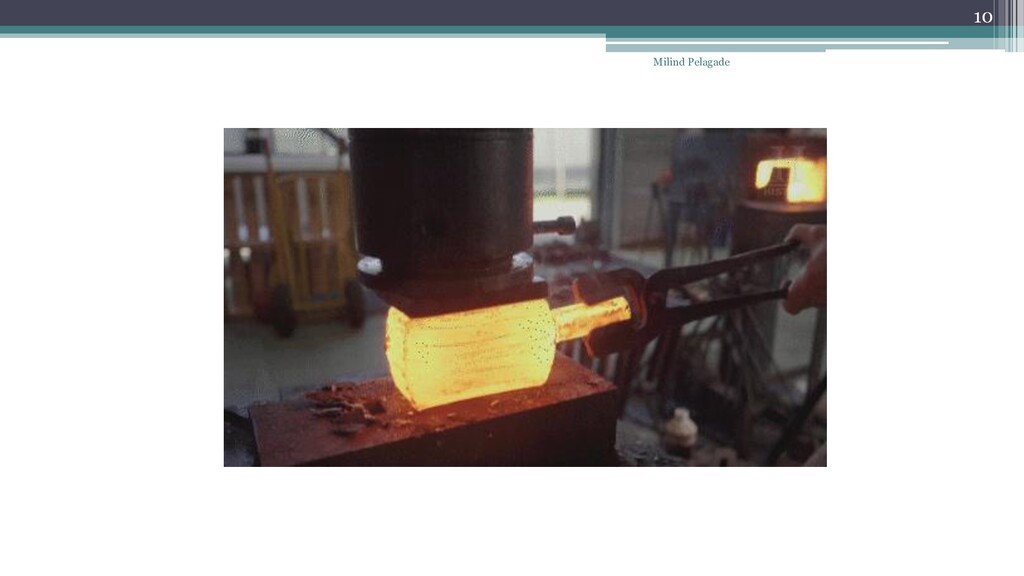
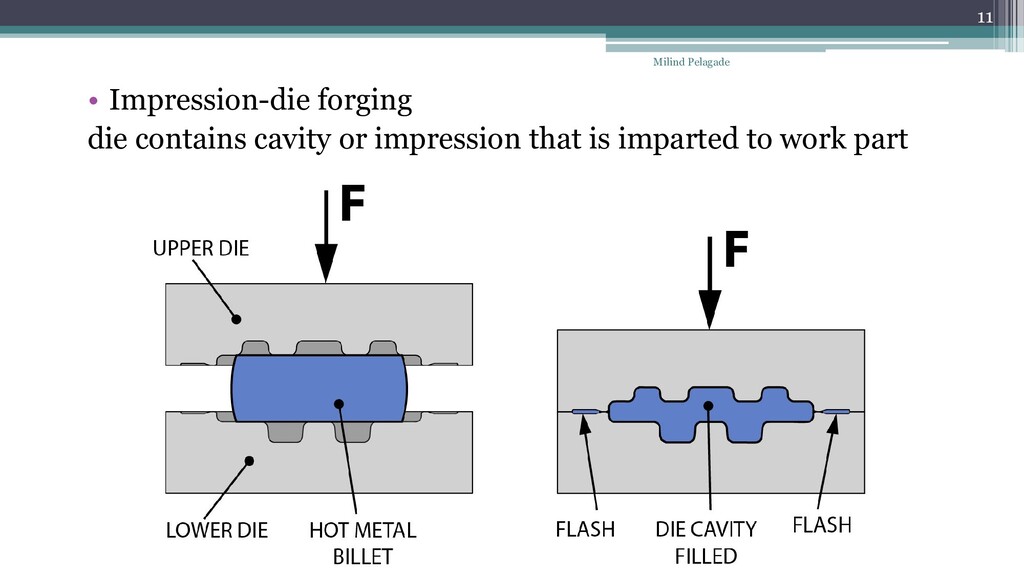
useful shape is obtained in solid state by hammering or pressing metal. • Forging is basically involving plastic deformation of material between two dies to achieve desired configuration. • Some examples of shapes obtained by forging process: Crane hook, connecting rod of IC engine, spanner, gear blanks ..etc. Milind Pelagade 8
• It is more reliable and less costly • It offers better response to heat treatment • It offers more consistent and better metallurgical properties • It offers broad size range of products • It requires fewer secondary operations • It has great design flexibility Milind Pelagade 14
by application of heat with or without application of pressure and addition of filler material . • Welding is most commonly associated with metal parts, but the process is also used for joining plastics. • The assemblage of parts that are joined by welding is called a weldment. Milind Pelagade 17
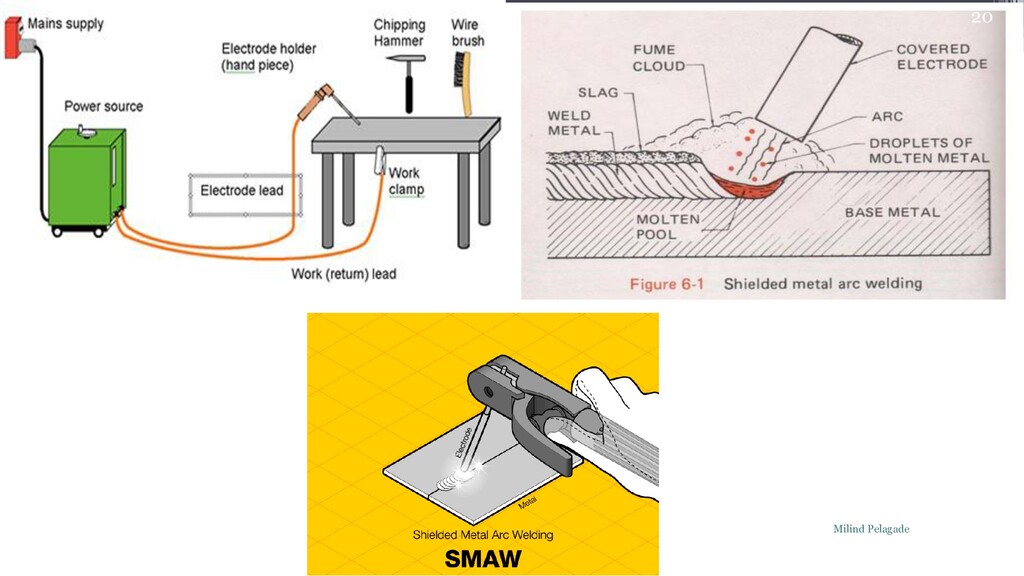
is an arc welding process in which coalescence of metals is produced by heat from an electric arc that is maintained between the tip of a consumable covered electrode and the surface of the base metal in the joint being welded. • Shielded Metal Arc welding employs the heat of the arc to melt the base metal and the tip of a consumable covered electrode. • The electrode and the work are part of an electric circuit. • This circuit begins with the electric power source and includes the welding cables, an electrode holder, a workpiece connection, the workpiece (weldment), and an arc welding electrode. • One of the two cables from the power source is attached to the work. The other is attached to the electrode holder Milind Pelagade 19
speed with good uniformity. • SMAW is used primarily because of its low cost, flexibility, portability and versatility. • Both the equipment and electrodes are low in cost and very simple. • SMAW is very flexible in terms of the material thicknesses that can be welded (materials from 1/16” thick to several inches thick can be welded with the same machine and different settings). • It is a very portable process because all that’s required is a portable power supply (i.e. generator). • Finally, it’s quite versatile because it can weld many different types of metals, including cast iron, steel, nickel & aluminum. Milind Pelagade 21
• there is a lot of post-weld cleanup needed if the welded areas are to look presentable, • it is a fairly slow welding process • it requires a lot of operator skill to produce consistent quality welds Milind Pelagade 22
structures and in industrial fabrication • to weld carbon steel, low and high alloy steel, stainless steel, cast iron, and ductile iron Milind Pelagade 23
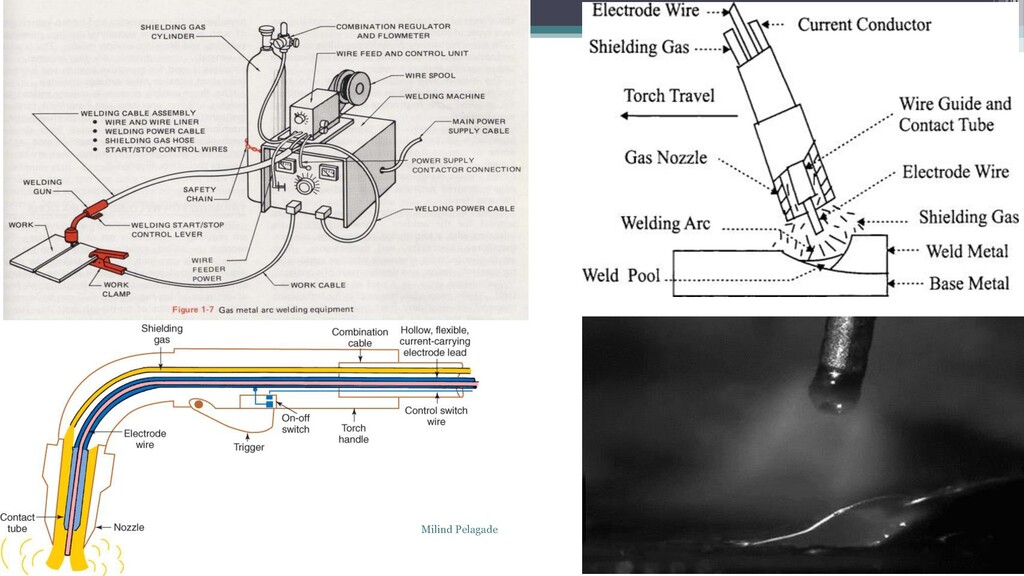
(GMAW), sometimes referred to by its subtypes metal inert gas (MIG) welding or metal active gas (MAG) welding, is a semi-automatic or automatic arc welding process in which a continuous and consumable wire electrode and a shielding gas are fed through a welding gun. • Originally developed for welding aluminum and other non-ferrous materials in the 1940s, GMAW was soon applied to steels because it allowed for lower welding time compared to other welding processes. • To perform gas metal arc welding, the basic necessary equipment is a welding gun, a wire feed unit, a welding power supply, an electrode wire, and a shielding gas supply • Gas metal arc welding (GMAW) is a welding process where the heat is generated by an electric arc incorporating a continuous-feed consumable electrode that is shielded by an externally supplied gas. Milind Pelagade 24
process is easily used for welding on thin-gauge metal as well as on heavy plate. • It is most commonly performed on steel (and its alloys), aluminum and magnesium, but can be used with other metals as well. • It also requires a lower level of operator skill than the other two methods of electric arc welding discussed in these notes. Milind Pelagade 26
shipbuilding, pressure vessels, tanks, pipes, domestic equipment, general and heavy electrical engineering • fabrication of railway coaches and in the automobile industry Milind Pelagade 28
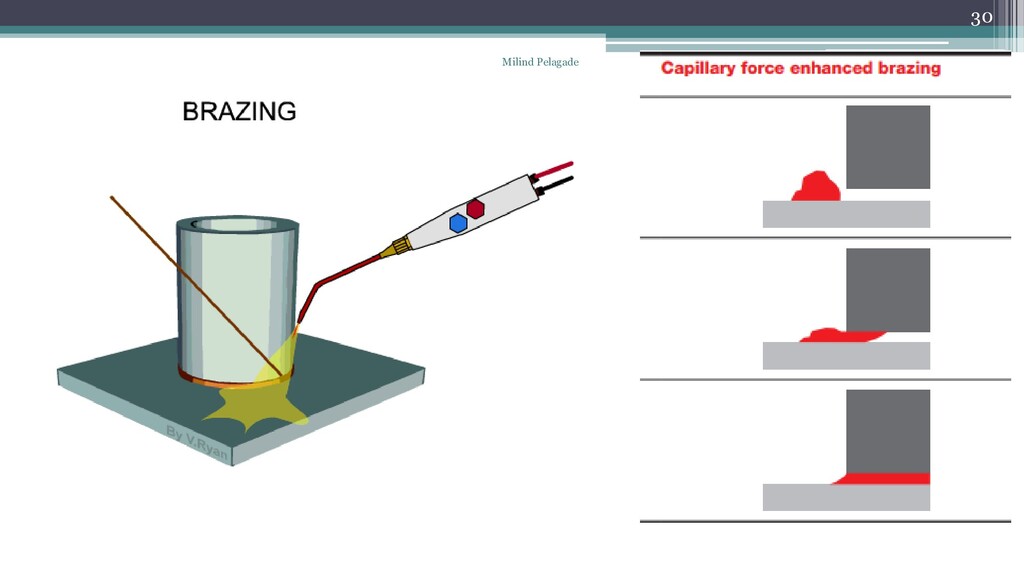
items are joined together by melting and flowing a filler metal into the joint • the filler metal having a lower melting point than the adjoining metal. • differs from welding in that it does not involve melting the work pieces. • the filler metal flows into the gap between close-fitting parts by capillary action. Milind Pelagade 29
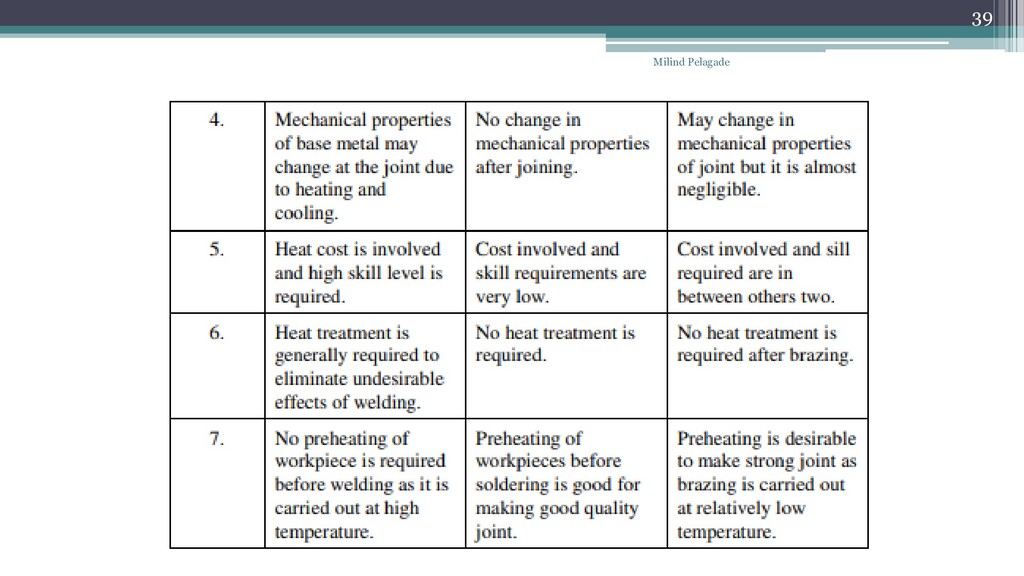
the joint and produces a clean joint without the need for secondary finishing. • Non-similar metals and non-metals (i.e. metalized ceramics) can be brazed together. • Complex and multi-part assemblies can be brazed cost-effectively. • Another advantage is that the brazing can be coated or clad for protective purposes. • Brazing is easily adapted to mass production and it is easy to automate because the individual process parameters are less sensitive to variation. Milind Pelagade 32
a welded joint due to the softer filler metals used. • Brazed joints can be damaged under high service temperatures. • Brazed joints require a high degree of base-metal cleanliness when done in an industrial setting. • The joint color is often different from that of the base metal, creating an aesthetic disadvantage. Milind Pelagade 33
form a mechanical or electrical bond • typically uses a low melting point metal alloy (solder) which is melted and applied to the metal parts to be joined and this bonds to the metal parts and forms a connection when the solder solidifies Milind Pelagade 35
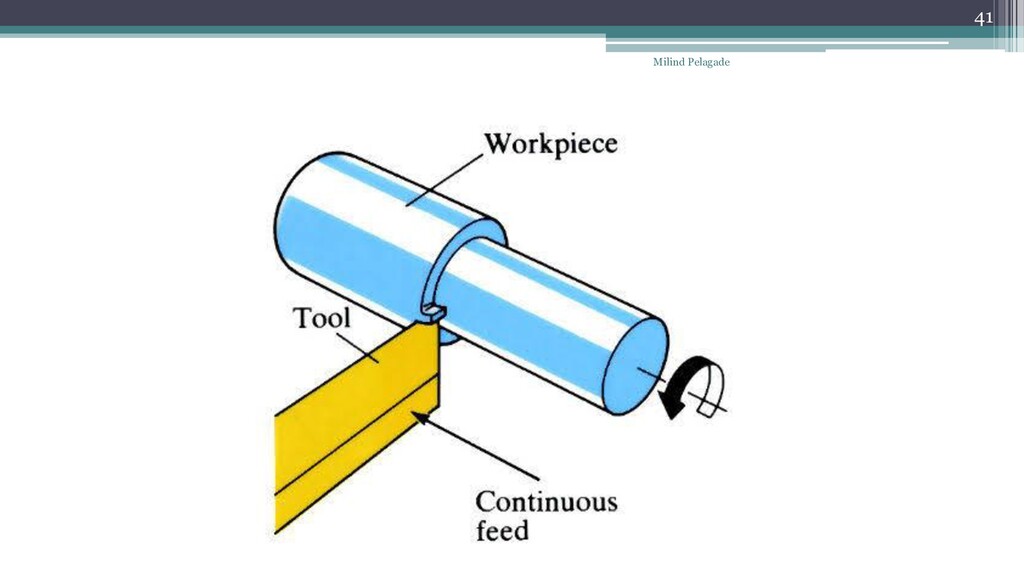
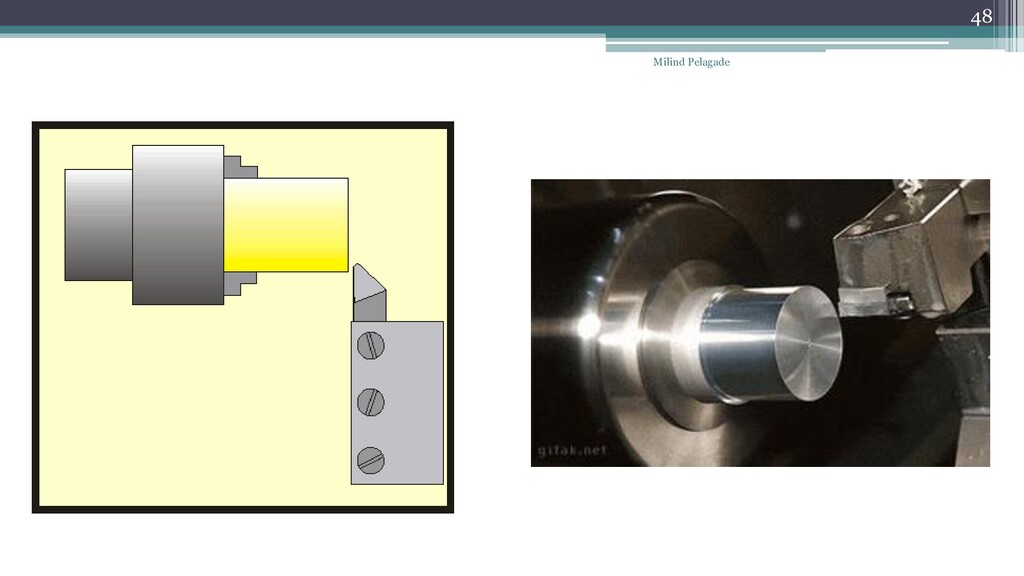
material removal process, which is used to create rotational parts by cutting away unwanted material. • The turning process requires a turning machine or lathe, work piece, fixture, and cutting tool. • The work piece is a piece material that is clamped to the fixture, which itself is attached to the turning machine or lathe, and allowed to rotate at high speeds. Milind Pelagade 40
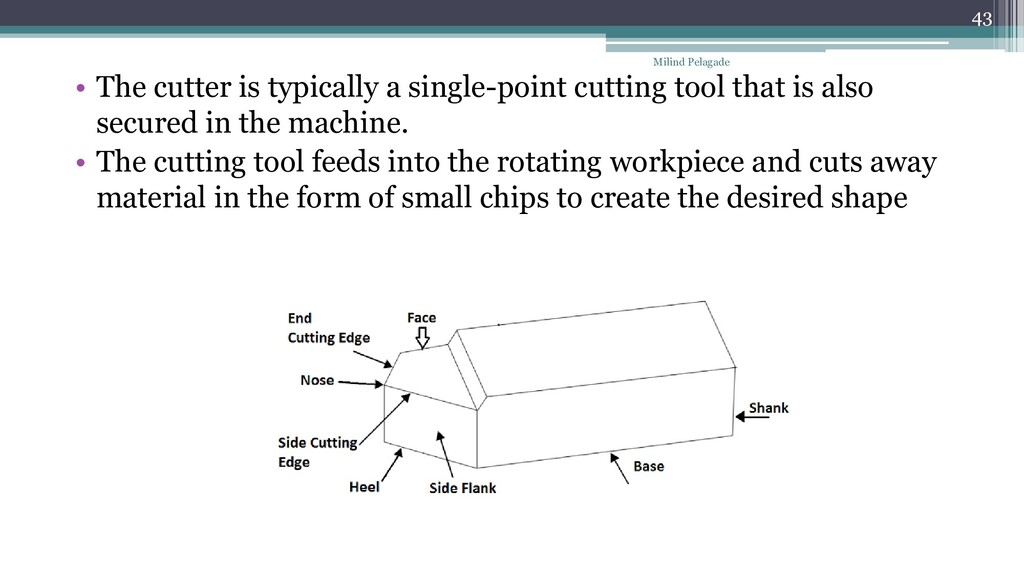
is also secured in the machine. • The cutting tool feeds into the rotating workpiece and cuts away material in the form of small chips to create the desired shape Milind Pelagade 43
that have many features, such as holes, grooves, threads, tapers, various diameter steps, and even contoured surfaces. • Parts that are fabricated completely through turning often include components that are used in limited quantities • Turning is also commonly used as a secondary process to add or refine the object. Milind Pelagade 44
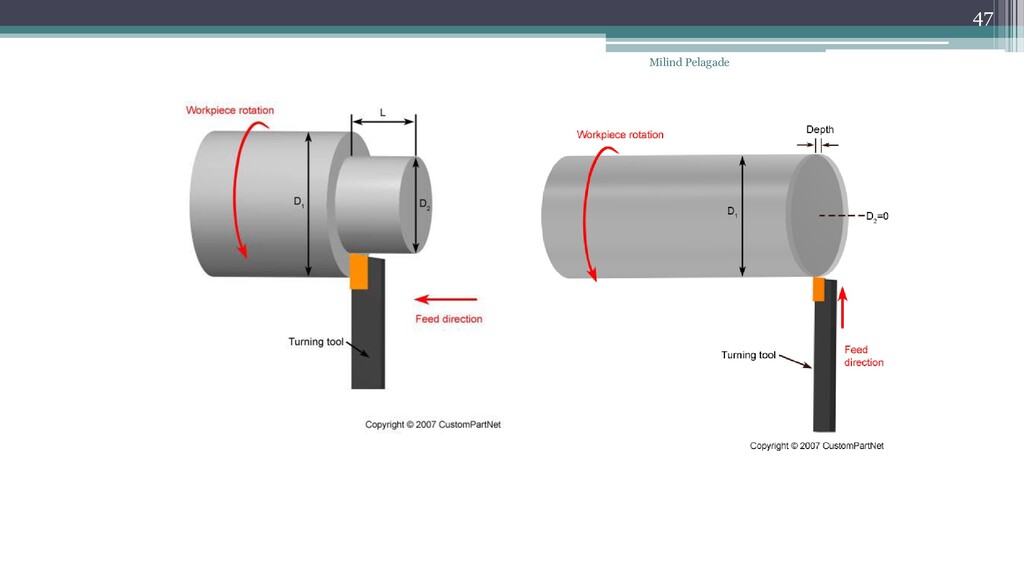
the cutting tool or work piece advances during one revolution of the spindle, measured in inches per revolution (IPR). In some operations the tool feeds into the work piece and in others the work piece feeds into the tool. • Cutting speed - The speed of the work piece surface relative to the edge of the cutting tool during a cut, measured in surface feet per minute (SFM). Milind Pelagade 45
and the work piece in revolutions per minute (RPM). • Feed rate - The speed of the cutting tool's movement relative to the work piece as the tool makes a cut. The feed rate is measured in inches per minute (IPM) and is the product of the cutting feed (IPR) and the spindle speed (RPM). • Axial depth of cut - The depth of the tool along the axis of the work piece as it makes a cut, as a facing operation. • A large axial depth of cut will require a low feed rate, or else it will result in a high load on the tool and reduce the tool life. Therefore, a feature is typically machined in several passes as the tool moves to the specified axial depth of cut for each pass. Milind Pelagade 46
Person with little skill set can perform the operation. • Material removal rate is flexible (can be varied between very small to some great amount). • Close tolerance parts can be obtained. • Multiple operation can be performed with same tool or same job position. • Surface finish of desired accuracy can be obtained to extent. Milind Pelagade 49
symmetrical parts. • Only limited size of parts can be machined. • Good tooling is comparatively little costlier. • Safety of the operator on manual turning machine is not that much good. • Loose clamping is very dangerous to the operator or near by people. • These are some of the advantages and disadvantages based on my experience. Milind Pelagade 50
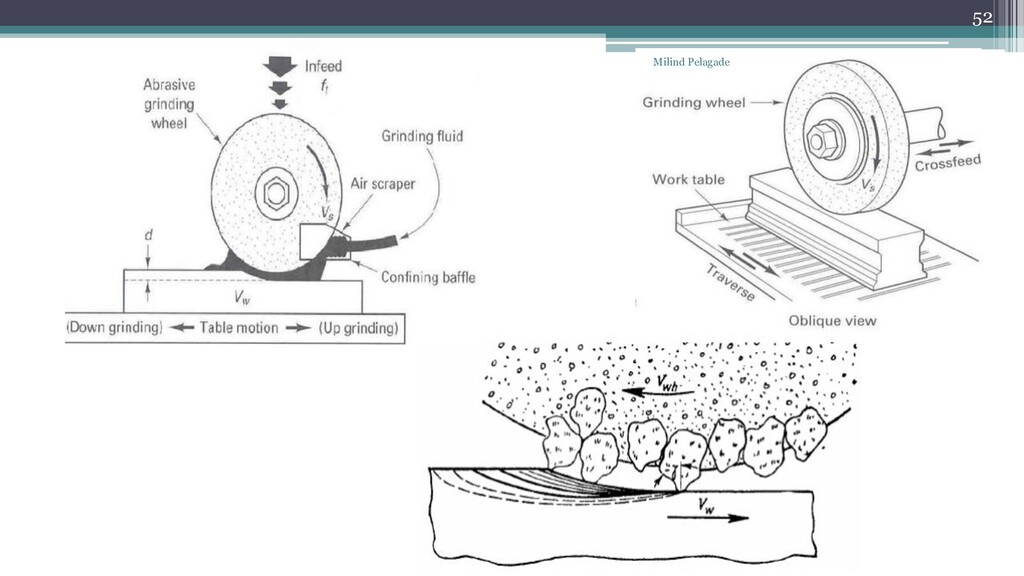
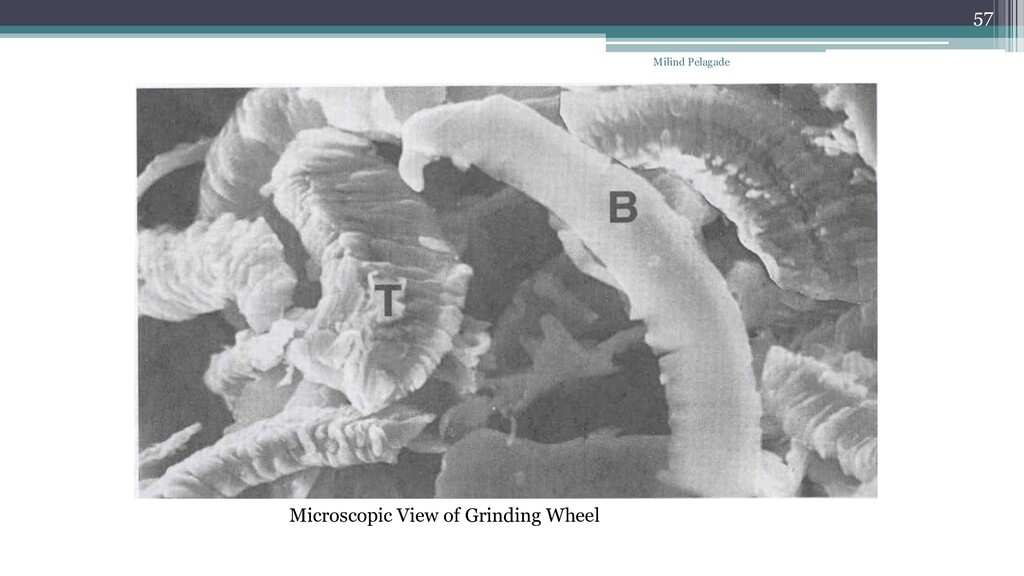
• It is a material cutting process which engages an abrasive tool whose cutting elements are grains of abrasive material known as grit. • Large number of cutting edges that are very small and made of abrasive grits • The cutting edges cut simultaneously. • Abrasive grits are extremely hard Milind Pelagade 51
• three main factors influence the performance of the grinding wheel a) Abrasive material b) Bonding material c) Structure • Abrasive grains are bonded together to form tools (wheels) Milind Pelagade 54
(quartz) • used for hand grinding • (SiO2 + impurities) • is not uniform and does not wear evenly B) Diamond and garnets • abrasive material (Hardest) • hardness 10 on Mohr’s scale Milind Pelagade 55
19th century during an attempt to get precious gems. • Hardness Mohr’s Scale of 9.5. Aluminium Oxide (Alundum) • made of bauxite (AlO) • slightly softer than SiC but tougher. Cubic Boron Nitride (CBN) • hard (9.5) and tough • very good high temperature properties Milind Pelagade 56
finish with accurate can obtain. • This can machine hard materials. • This operation can be done with less pressure applied on work. • It can obtain highly accurate dimensions. • It can work at high temperature also. • Speed of cutting can be done by this process. • In grinding abrasive particles, they are self-sharpened action. • This can operate for complex things also. • Smooth surface can obtain. Milind Pelagade 61
Process is also a costly one. • It cannot remove the high amount of material, it only removes a little amount. • For removing the required amount from work it consumes more time. • You should work carefully, because imperfect contact may lead to damages. Milind Pelagade 62
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}