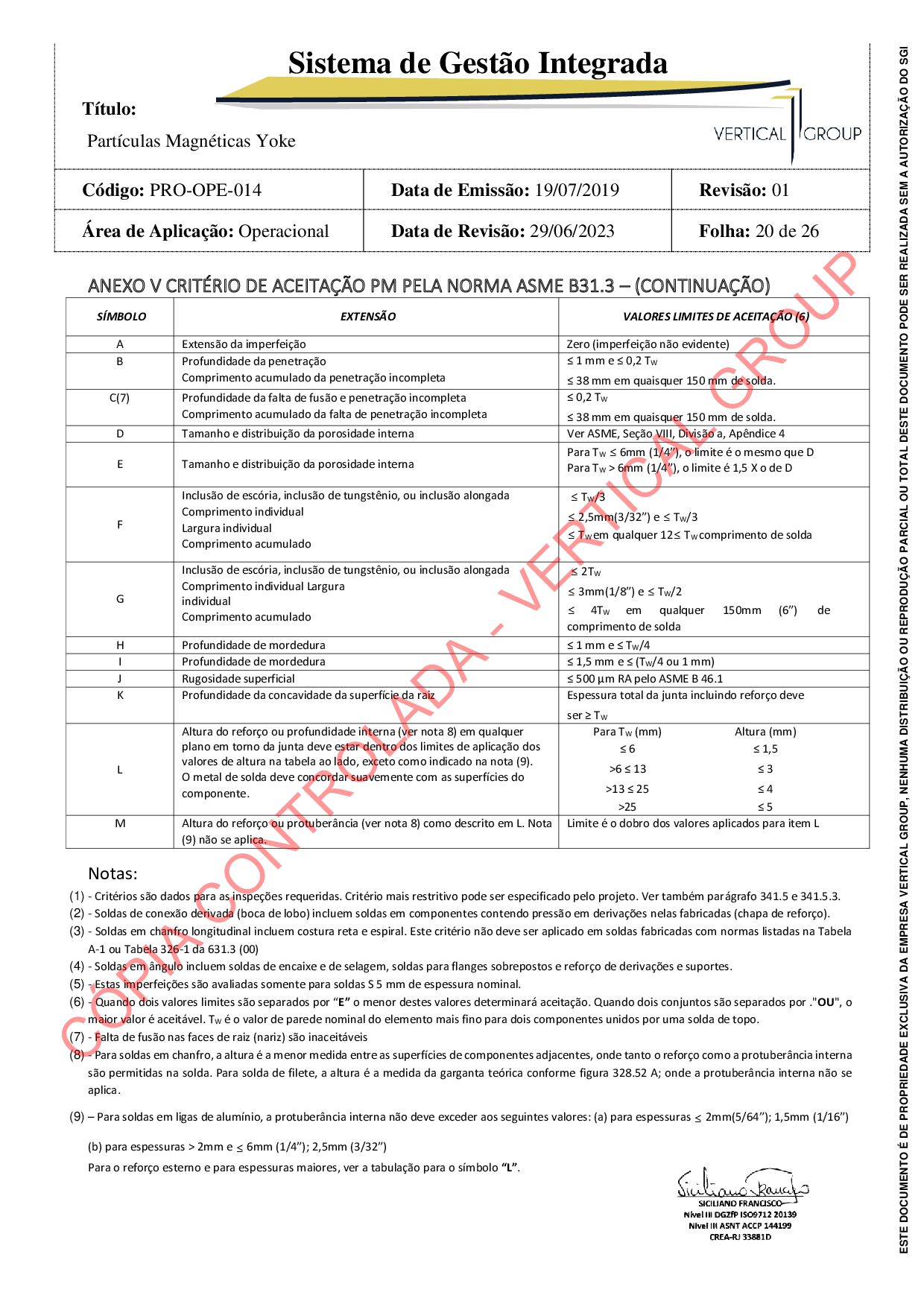
Data de Emissão: 19/07/2019 Revisão: 01 Área de Aplicação: Operacional Data de Revisão: 29/06/2023 Folha: 20 de 26 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ANEXO V CRITÉRIO DE ACEITAÇÃO PM PELA NORMA ASME B31.3 – (CONTINUAÇÃO) SÍMBOLO EXTENSÃO VALORES LIMITES DE ACEITAÇÃO (6) A Extensão da imperfeição Zero (imperfeição não evidente) B Profundidade da penetração Comprimento acumulado da penetração incompleta ≤ 1 mm e ≤ 0,2 TW ≤ 38 mm em quaisquer 150 mm de solda. C(7) Profundidade da falta de fusão e penetração incompleta Comprimento acumulado da falta de penetração incompleta ≤ 0,2 TW ≤ 38 mm em quaisquer 150 mm de solda. D Tamanho e distribuição da porosidade interna Ver ASME, Seção VIII, Divisão a, Apêndice 4 E Tamanho e distribuição da porosidade interna Para TW ≤ 6mm (1/4”), o limite é o mesmo que D Para TW > 6mm (1/4”), o limite é 1,5 X o de D F Inclusão de escória, inclusão de tungstênio, ou inclusão alongada Comprimento individual Largura individual Comprimento acumulado ≤ TW /3 ≤ 2,5mm(3/32”) e ≤ TW /3 ≤ TW em qualquer 12≤ TW comprimento de solda G Inclusão de escória, inclusão de tungstênio, ou inclusão alongada Comprimento individual Largura individual Comprimento acumulado ≤ 2TW ≤ 3mm(1/8”) e ≤ TW /2 ≤ 4TW em qualquer 150mm (6”) de comprimento de solda H Profundidade de mordedura ≤ 1 mm e ≤ TW /4 I Profundidade de mordedura ≤ 1,5 mm e ≤ (TW /4 ou 1 mm) J Rugosidade superficial ≤ 500 µm RA pelo ASME B 46.1 K Profundidade da concavidade da superfície da raiz Espessura total da junta incluindo reforço deve ser ≥ TW L Altura do reforço ou profundidade interna (ver nota 8) em qualquer plano em torno da junta deve estar dentro dos limites de aplicação dos valores de altura na tabela ao lado, exceto como indicado na nota (9). O metal de solda deve concordar suavemente com as superfícies do componente. Para TW (mm) Altura (mm) ≤ 6 ≤ 1,5 >6 ≤ 13 ≤ 3 >13 ≤ 25 ≤ 4 >25 ≤ 5 M Altura do reforço ou protuberância (ver nota 8) como descrito em L. Nota (9) não se aplica. Limite é o dobro dos valores aplicados para item L Notas: (1) - Critérios são dados para as inspeções requeridas. Critério mais restritivo pode ser especificado pelo projeto. Ver também parágrafo 341.5 e 341.5.3. (2) - Soldas de conexão derivada (boca de lobo) incluem soldas em componentes contendo pressão em derivações nelas fabricadas (chapa de reforço). (3) - Soldas em chanfro longitudinal incluem costura reta e espiral. Este critério não deve ser aplicado em soldas fabricadas com normas listadas na Tabela A-1 ou Tabela 326-1 da 631.3 (00) (4) - Soldas em ângulo incluem soldas de encaixe e de selagem, soldas para flanges sobrepostos e reforço de derivações e suportes. (5) - Estas imperfeições são avaliadas somente para soldas S 5 mm de espessura nominal. (6) - Quando dois valores limites são separados por “E” o menor destes valores determinará aceitação. Quando dois conjuntos são separados por ."OU", o maior valor é aceitável. TW é o valor de parede nominal do elemento mais fino para dois componentes unidos por uma solda de topo. (7) - Falta de fusão nas faces de raiz (nariz) são inaceitáveis (8) - Para soldas em chanfro, a altura é a menor medida entre as superfícies de componentes adjacentes, onde tanto o reforço como a protuberância interna são permitidas na solda. Para solda de filete, a altura é a medida da garganta teórica conforme figura 328.52 A; onde a protuberância interna não se aplica. (9) – Para soldas em ligas de alumínio, a protuberância interna não deve exceder aos seguintes valores: (a) para espessuras ≤ 2mm(5/64”); 1,5mm (1/16”) (b) para espessuras > 2mm e ≤ 6mm (1/4”); 2,5mm (3/32”) Para o reforço esterno e para espessuras maiores, ver a tabulação para o símbolo “L”. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}