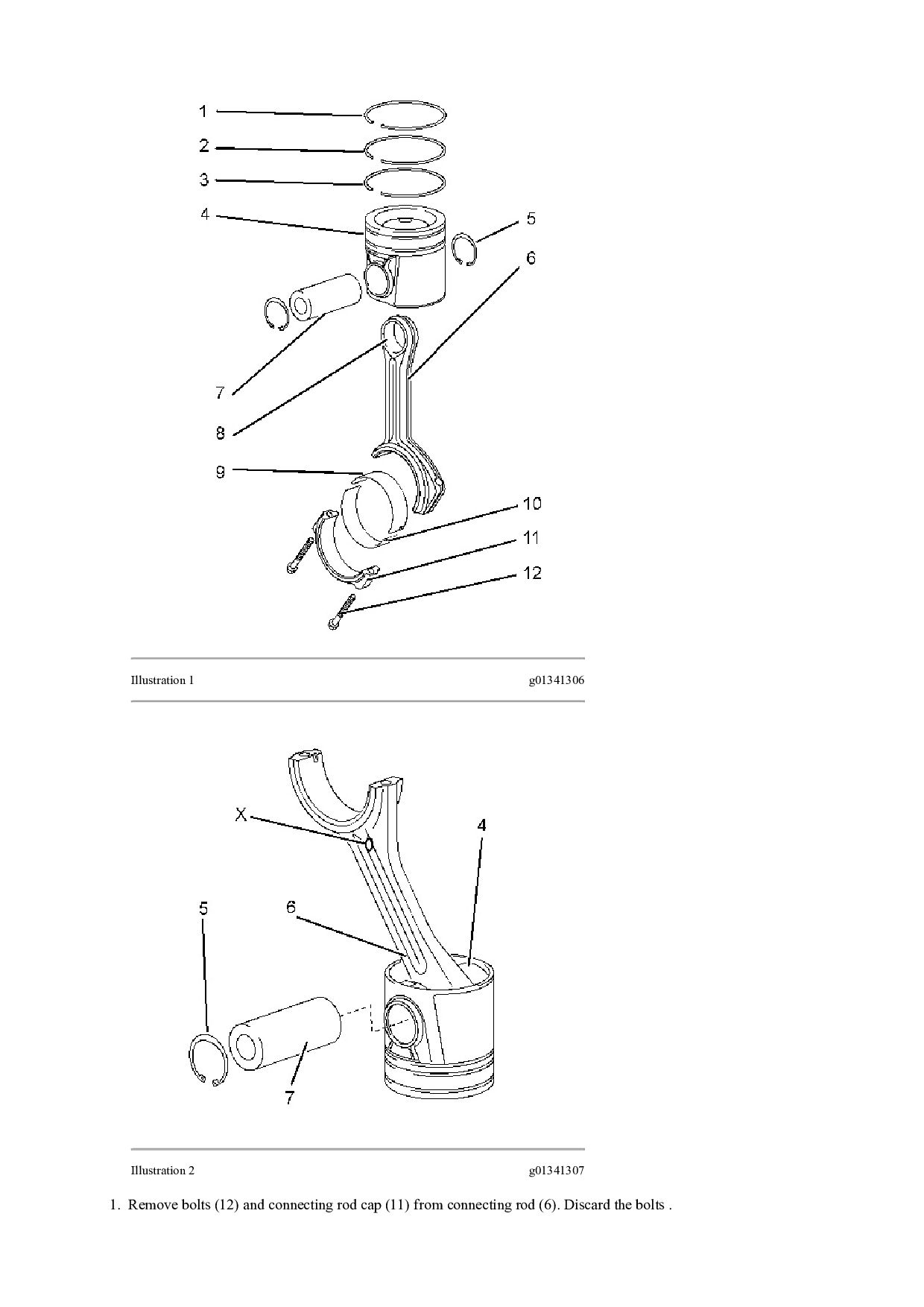
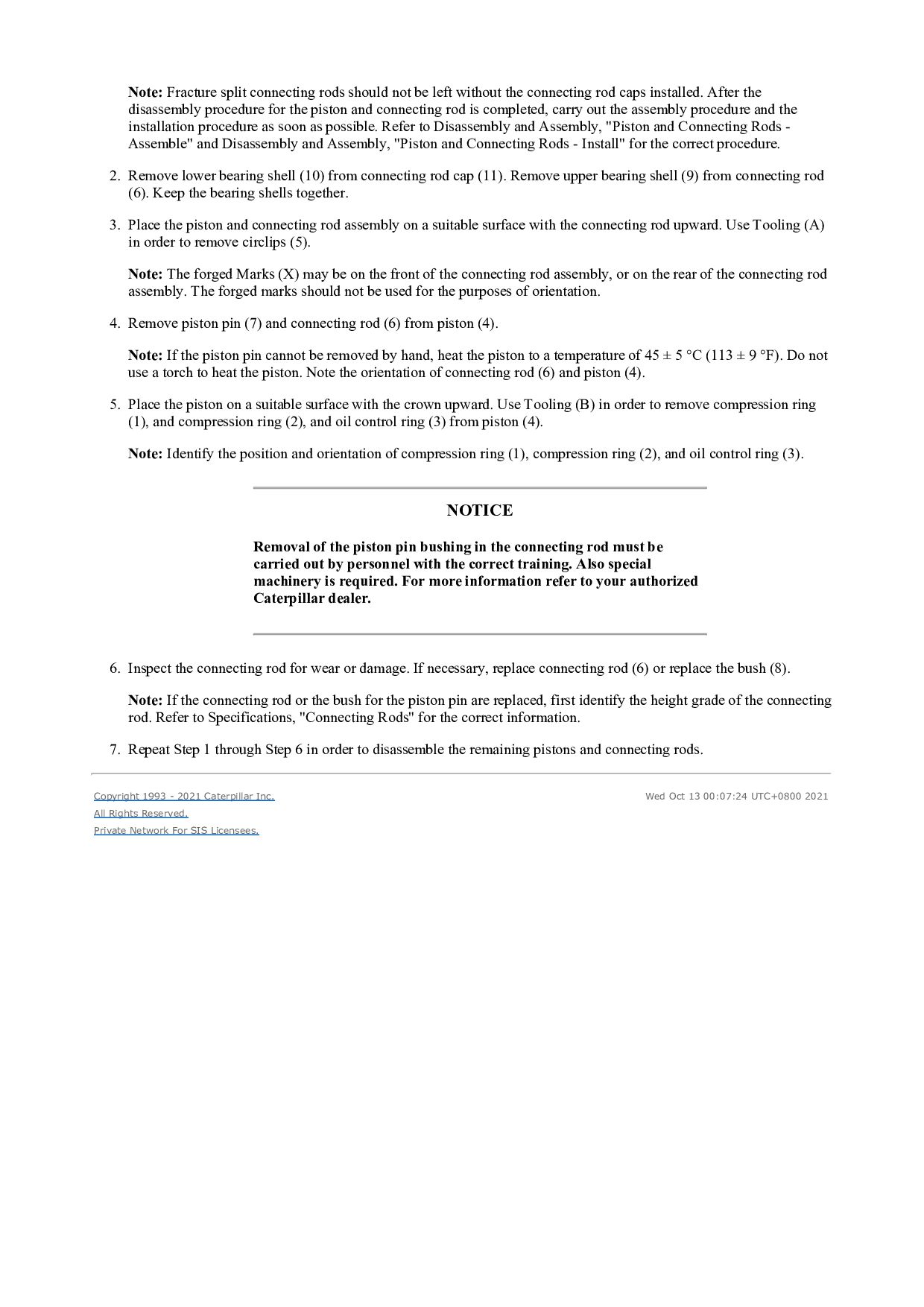
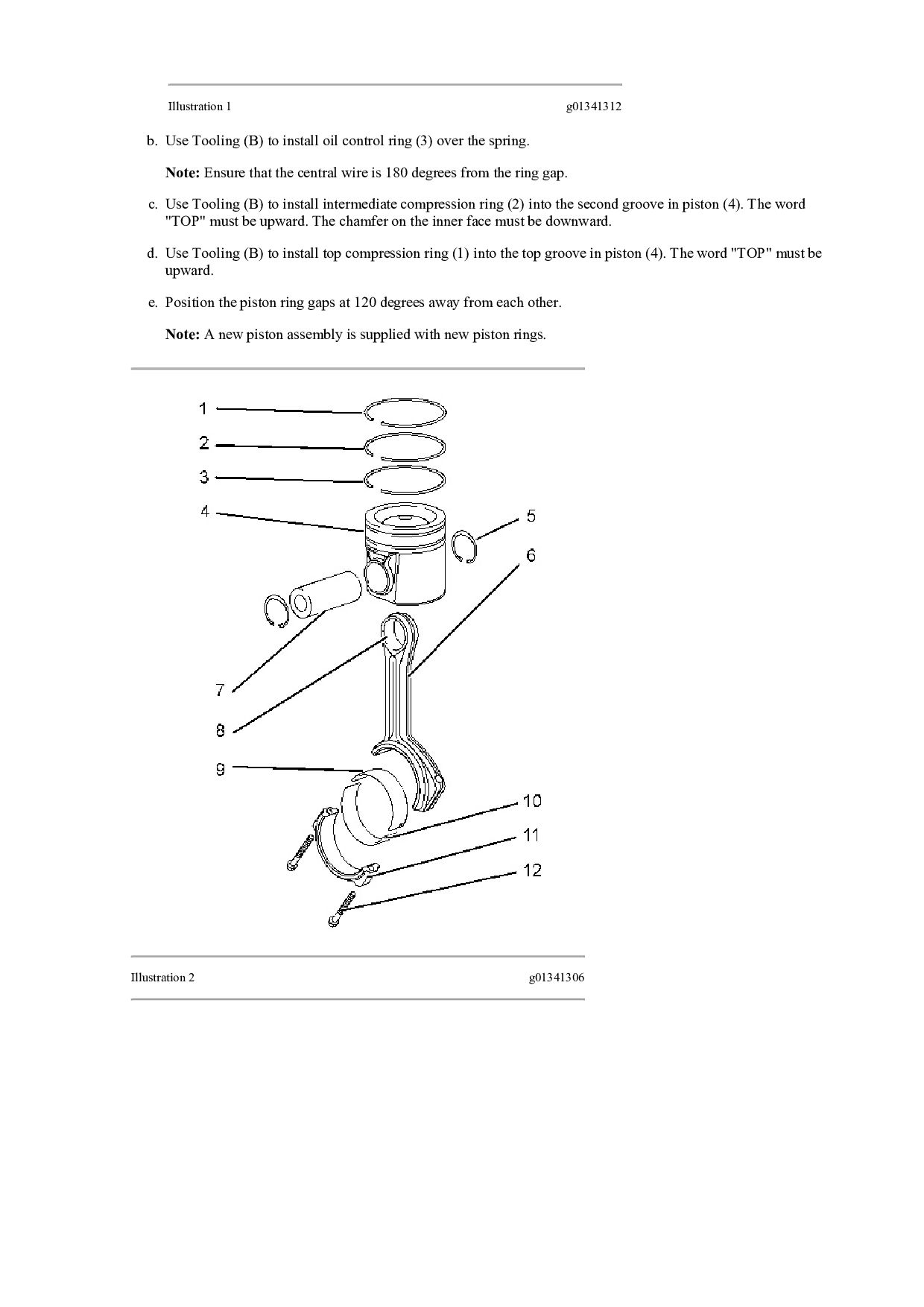
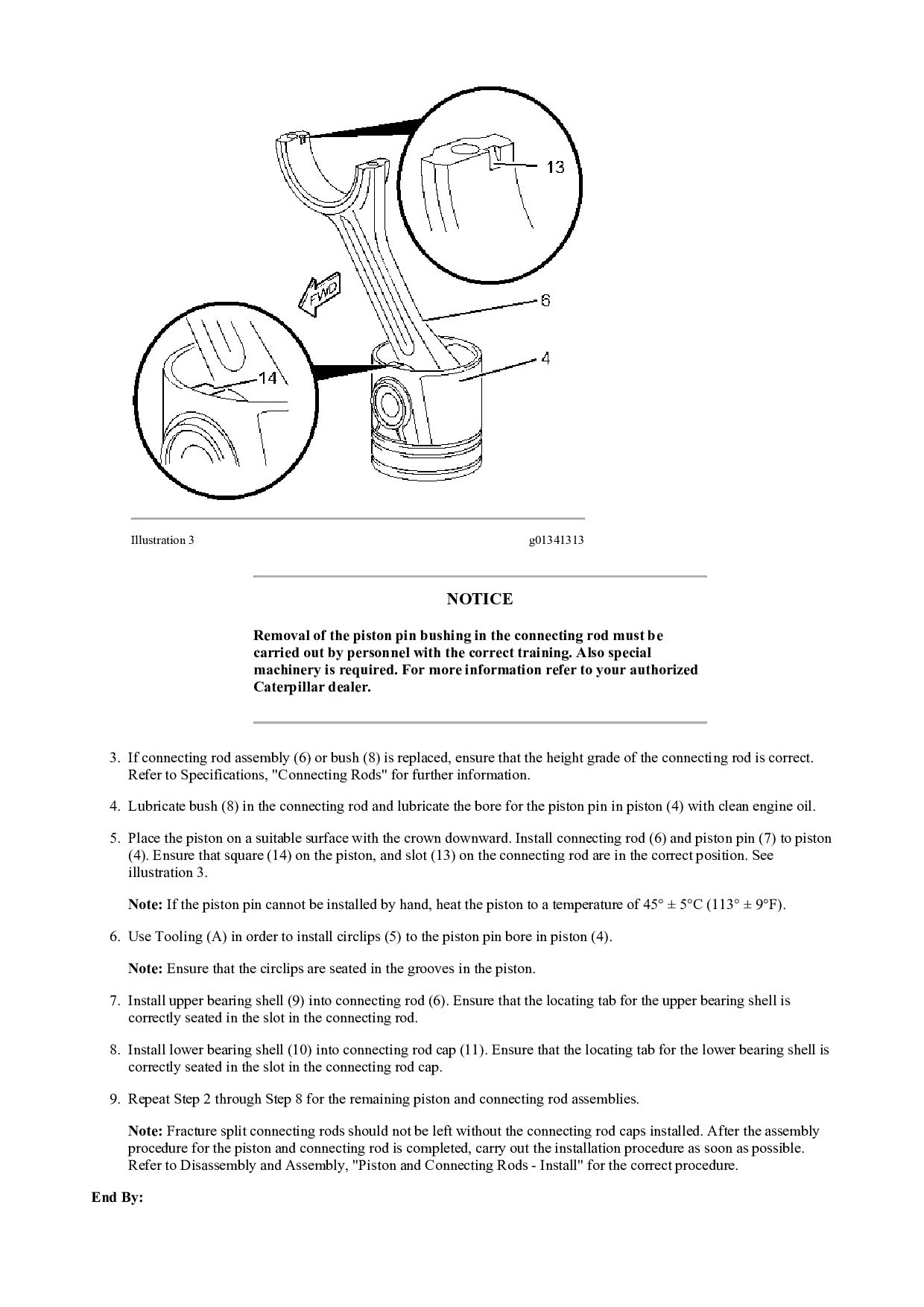
the connecting rod caps installed. After the disassembly procedure for the piston and connecting rod is completed, carry out the assembly procedure and the installation procedure as soon as possible. Refer to Disassembly and Assembly, "Piston and Connecting Rods - Assemble" and Disassembly and Assembly, "Piston and Connecting Rods - Install" for the correct procedure. 2. Remove lower bearing shell (10) from connecting rod cap (11). Remove upper bearing shell (9) from connecting rod (6). Keep the bearing shells together. 3. Place the piston and connecting rod assembly on a suitable surface with the connecting rod upward. Use Tooling (A) in order to remove circlips (5). Note: The forged Marks (X) may be on the front of the connecting rod assembly, or on the rear of the connecting rod assembly. The forged marks should not be used for the purposes of orientation. 4. Remove piston pin (7) and connecting rod (6) from piston (4). Note: If the piston pin cannot be removed by hand, heat the piston to a temperature of 45 ± 5 °C (113 ± 9 °F). Do not use a torch to heat the piston. Note the orientation of connecting rod (6) and piston (4). 5. Place the piston on a suitable surface with the crown upward. Use Tooling (B) in order to remove compression ring (1), and compression ring (2), and oil control ring (3) from piston (4). Note: Identify the position and orientation of compression ring (1), compression ring (2), and oil control ring (3). NOTICE Removal of the piston pin bushing in the connecting rod must be carried out by personnel with the correct training. Also special machinery is required. For more information refer to your authorized Caterpillar dealer. 6. Inspect the connecting rod for wear or damage. If necessary, replace connecting rod (6) or replace the bush (8). Note: If the connecting rod or the bush for the piston pin are replaced, first identify the height grade of the connecting rod. Refer to Specifications, "Connecting Rods" for the correct information. 7. Repeat Step 1 through Step 6 in order to disassemble the remaining pistons and connecting rods. Copyright 1993 - 2021 Caterpillar Inc. All Rights Reserved. Private Network For SIS Licensees. Wed Oct 13 00:07:24 UTC+0800 2021
{kind=link}
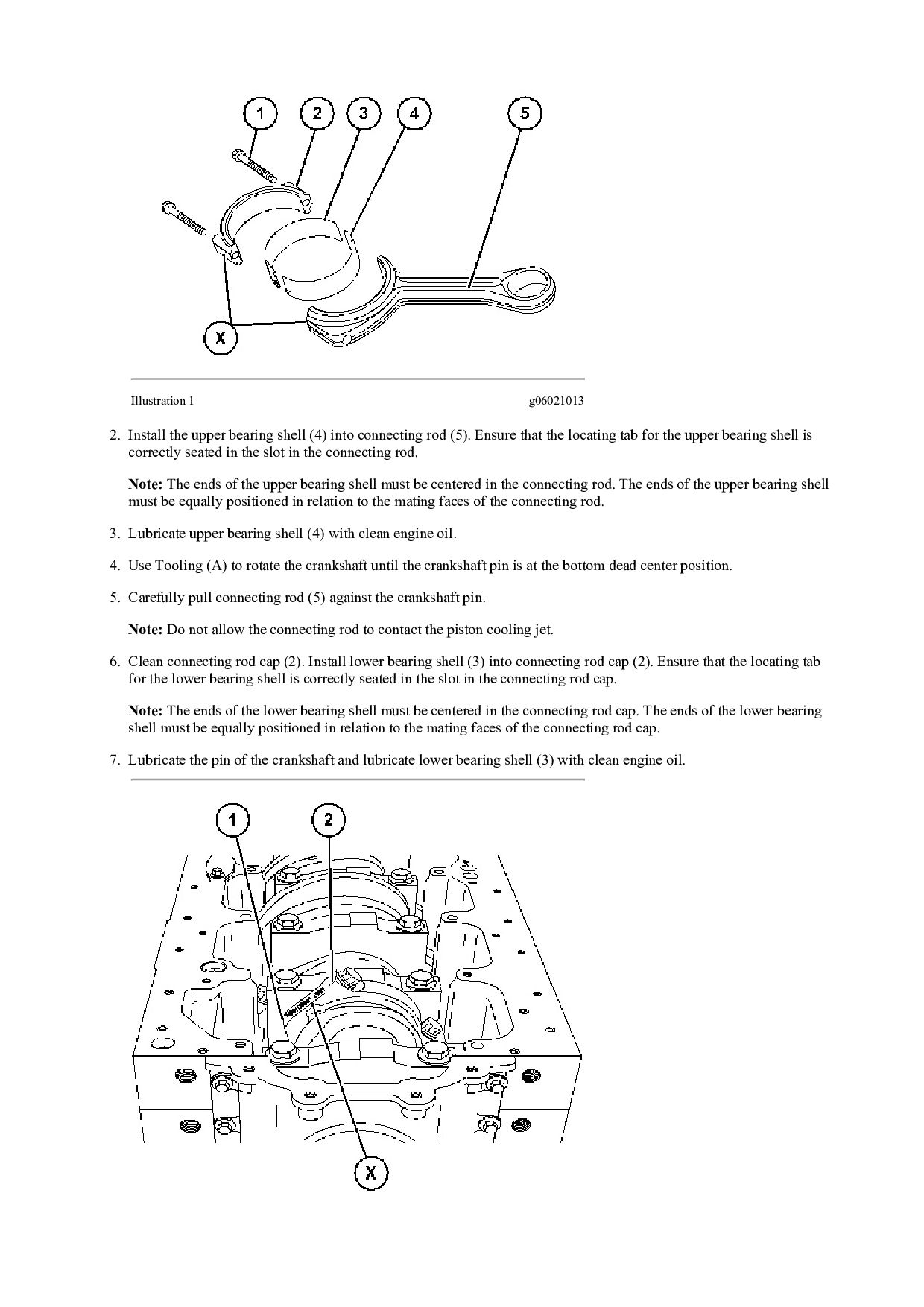
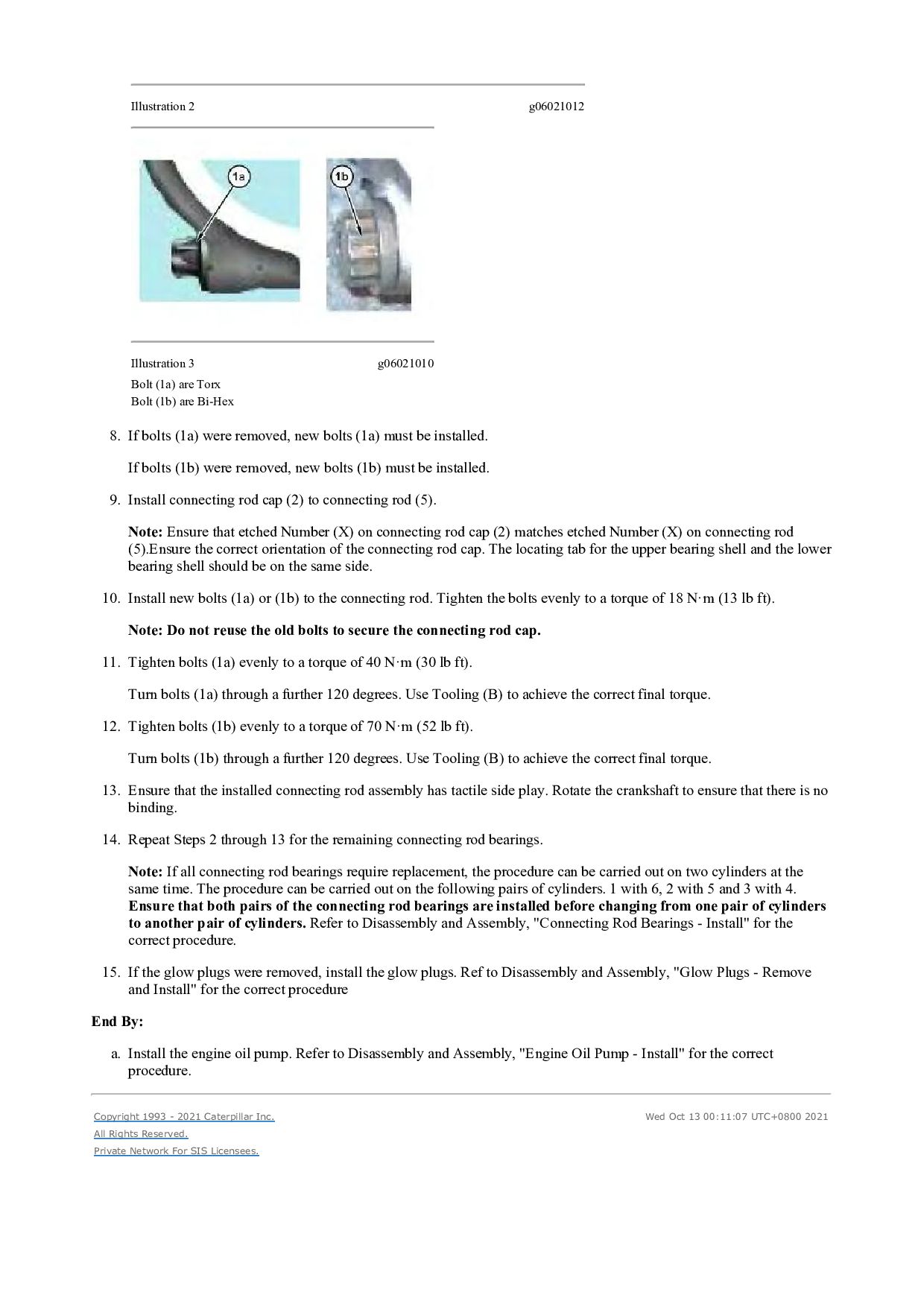
{kind=link}
{kind=link}
{kind=link}
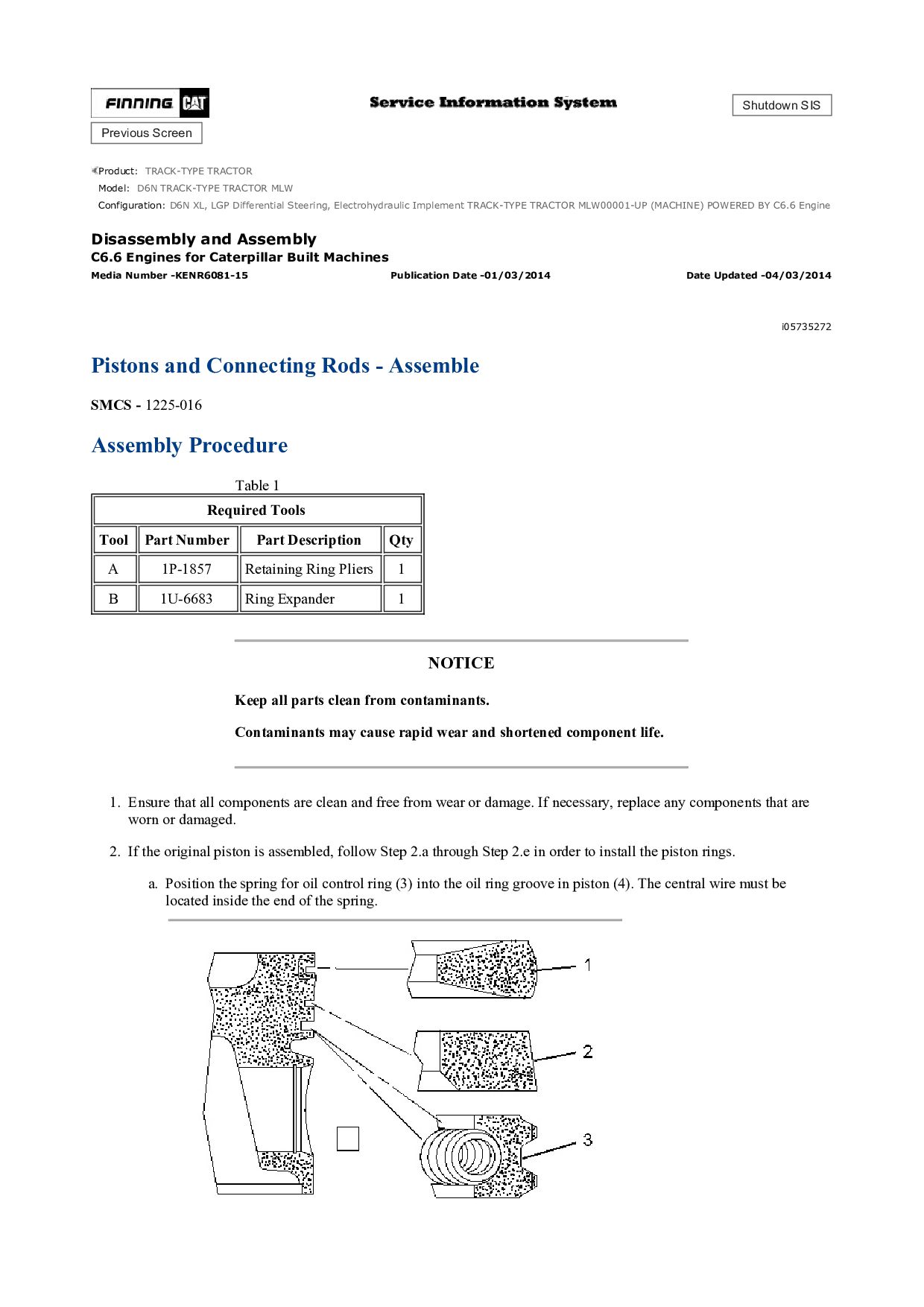
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}