2009 – 2013 Supervised by: DR. Rashid Usman Submitted by: Hafiz M. Saifullah Saleem PG09-10M01 Muhammad Afraz PG09-10M02 Rehan Ashraf PG09-10M04 Ahmed Raiz Khan PG09-10M05 Abubakar Ejaz CE09-10E41 Institute of Chemical Engineering & Technology University of the Punjab, Lahore
a t a l y s t s u p p o r t ACKNOWLEDGMENT All praise to Allah. All love for Holy Prophet Muhammad (PBUH) and devotion to Islam. Any Achievement requires hard work of many people and the report submitted by us today is result of same dedication and hard work. We would like to thanks to Dr. Rashid Usman for his cooperation and guidance, providing us opportunities to share our ideas during the course of research work and giving us valuable suggestions. We feel highly honored to express our humble appreciation and gratitude to him for the invaluable help and kindness. We would also like to express our regards to prof. Dr. Amir Ijaz (director) institute of chemical engineering and technology for providing all necessary facilities. We would also like to appreciate the effort of research lab assistants of ICET-PU for putting their great concern during our research work and providing necessary equipment and chemicals as well .Also very thankful to library staff of ICET-PU for helping us during data collection.
a t a l y s t s u p p o r t Table of Contents 1 Introduction………………………………………………………………….5 1.1 Catalyst………………………………………………………………6 1.2 Types of catalysis……………………………………………………7 1.2.1 Heterogeneous catalysis ………………………………………7 1.2.2 Homogeneous catalysis………………………………………..8 1.3 General term s related to catalyst…………………………………….9 1.3.1 Activity………………………………………………………...9 1.3.2 Turn over frequency……………………………………………………………..9 1.3.3 Stability…………………………………………………………………………………10 1.3.4 Selectivity……………………………………………………………………………..10 1.3.5 Promoter………………………………………………………………………………11 1.3.6 Inhibitor………………………………………………………………………………..11 1.3.7 Fouling………………………………………………………………………………….12 1.3.8 Poisoning………………………………………………………………………………12 1.4 Supports for catalyst…………………………………………………………………………13 2 Literature review…………………………………………………………………………………………14 2.1 Precipitation process………………………………………………………………………..15 2.2 Preparation of support…………………………………………………………………….17 2.2.1 Metal salt solution……………………………………………………………….17 2.2.2 Controlled precipitation……………………………………………………….17 2.2.3 Agglomeration and gelation…………………………………………………18 2.2.4 Washing and filtering…………………………………………………………..19 2.2.5 Drying………………………………………………………………………………….19
a t a l y s t s u p p o r t 2.2.5 Calcination………………………………………………………………………….19 2.3 Impregnation process……………………………………………………………………..20 2.4 Activation………………………………………………………………………………………..21 3 Experimental work…………………………………………………………………………………….22 3.1 Production of alumina particles from raw bauxite……………………………23 3.2 Chemical reaction……………………………………………………………………………24 4 Results and discussion……………………………………………………………………………….27 4.1 pH and quantity of precipitates……………………………………………………….28 4.2 XRD test………………………………………………………………………………………….29 4.3 SEM images of alumina…………………………………………………………………..31 5 References……………………………………………………………………………………………….32
a t a l y s t s u p p o r t 1.1 What is catalyst? Catalyst is a substance which speed up or accelerate the chemical Reaction and remain un- altered in the end so that it can be used for next reaction. Catalyst reactions can be considered as a cyclic process in which catalyst get involve in a reaction and then recovered or regenerated in original form at the end of the process. The reactions which take place in the presence of catalyst are called as catalytic reaction or catalysis. In these reaction catalyst speed up the reaction by forming bond with reacting molecules and then allowing these intermediate to react to form product which detach itself from catalyst , leaving behind catalyst in its original form for next reaction. Catalyst provides a new energetically more favorable way for reaction to happens which can be more complex than normal path. The activation energy of catalysis reactions is lower than un-catalyzed reactions. The Overall free energy chance is same for both catalytic and un-catalyzed reactions. A catalyst doesn’t change the thermodynamic of the reaction, it changes kinetic of the reaction so if the reaction is thermodynamically not possible then catalyst can`t change the situation. The catalyst accelerates the forward and backward reaction to same extent. One of the important things to be noted in catalytic reaction is the bonding between catalyst and reactants. If the bonding between catalyst and reactants is very weak then hardly product will form and if the bonding between catalyst and one of the reactant is very strong then that reactant will cover most of the area of the catalyst and reaction will not give desired end product. The case in which both reactants form strong bond with catalyst then intermediate will be so stable that reaction will become unlikely In some cases the final product maybe strongly bonded to the catalyst and that make its separation very difficult, this ultimately poison the catalyst
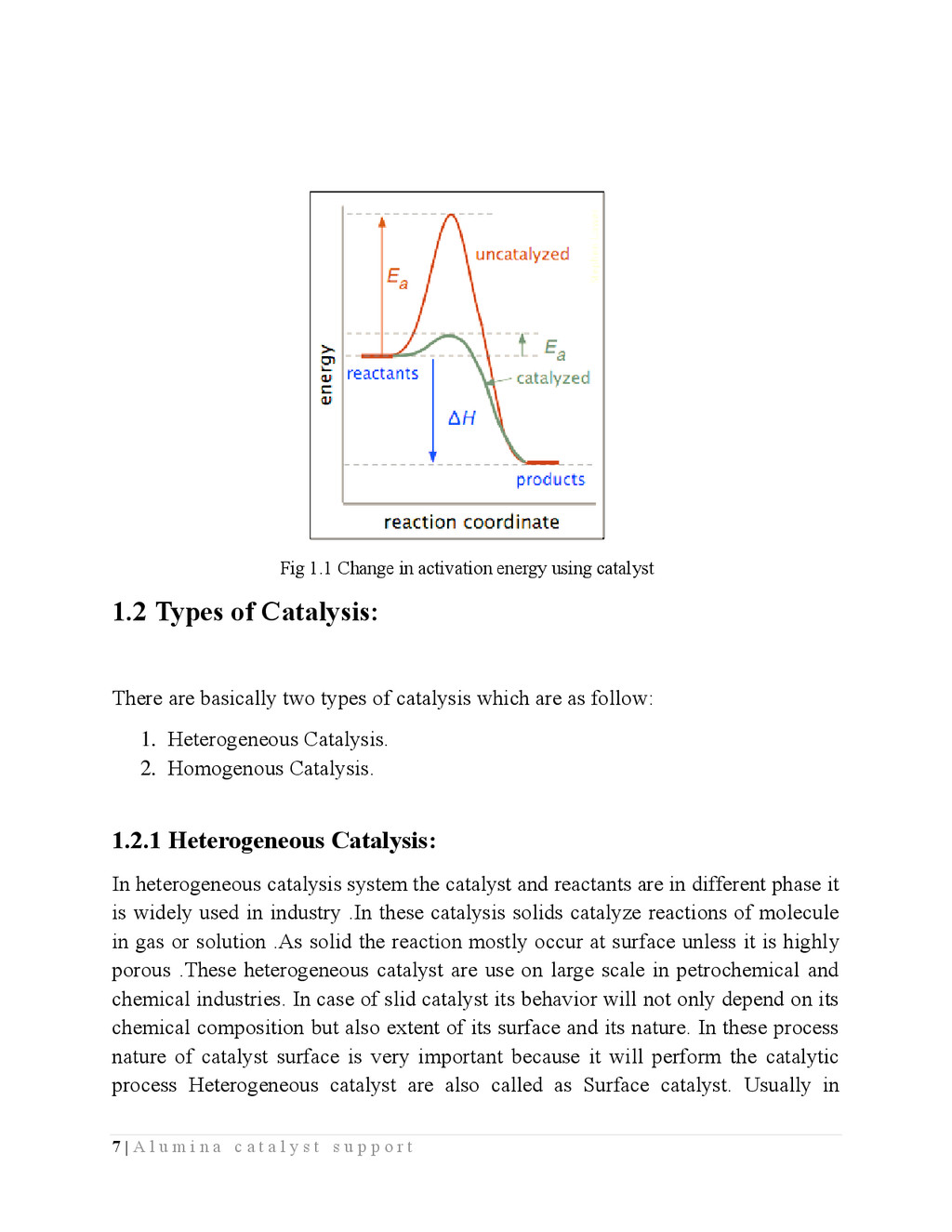
a t a l y s t s u p p o r t Fig 1.1 Change in activation energy using catalyst 1.2 Types of Catalysis: There are basically two types of catalysis which are as follow: 1. Heterogeneous Catalysis. 2. Homogenous Catalysis. 1.2.1 Heterogeneous Catalysis: In heterogeneous catalysis system the catalyst and reactants are in different phase it is widely used in industry .In these catalysis solids catalyze reactions of molecule in gas or solution .As solid the reaction mostly occur at surface unless it is highly porous .These heterogeneous catalyst are use on large scale in petrochemical and chemical industries. In case of slid catalyst its behavior will not only depend on its chemical composition but also extent of its surface and its nature. In these process nature of catalyst surface is very important because it will perform the catalytic process Heterogeneous catalyst are also called as Surface catalyst. Usually in
a t a l y s t s u p p o r t heterogeneous catalysis the catalyst is solid and reactants are gaseous so limiting step take place at the surface. In these catalysis it is predicted that reaction progress though formation of unstable intermediate and as result catalyst combines with one or all reactants. One of the examples of heterogeneous catalysis is the reaction involving hydrogenation of unsaturated organic compound using metal catalyst. C2 H4 + H2 C2 H6 1.1 1.2.2 Homogenous Catalysis: In general concept homogenous catalysis are the reactions in which phase of both reactant and catalysts is same either gas or liquid .In recent decades this catalysis is mostly applied to use of solution of certain organometallic compound in which regular pattern of atoms and molecule surround the central metal atom, which is knows as ligand .The central atom maybe in low negative or zero or low positive state depending on the nature of ligand. One of the common examples of homogenous catalyst is depletion of ozone layer via chlorine atoms. Cl + O3 ClO3 1.2 ClO3 ClO + O2 1.3 ClO + O Cl + O2 1.4 Or overall reaction can be written as: O3 + O 2O2 1.5 Pt /Ni
a t a l y s t s u p p o r t Ozone can deplete immediately, and also under the effect of light but chlorine atom accelerates the reaction to high speed and in the end of reaction Chlorine atom leaves unchanged so it acted as catalyst. As in this example phase of both reactant and product is same so it is also called as homogenous. Another example of this type catalysis is the Acid catalysis. Proton is form by the self-ionization of water, acid speed up the hydrolysis of ester. CH3 CO2 CH3 + H2 O CH3 CO2 H + CH3 OH 1.6 Most aqueous solution of ester does not hydrolyze at practical rates in the absence of acid. 1.3 General terms related to Catalyst: 1.3.1 Activity: Activity of the catalyst is the term which shows the rate at which it take the reaction to chemical equilibrium it can be expressed in various different ways mostly in form of kinetic. In case of kinetic it is generally common to measure reaction rate in the temperature and concentration ranges that will be present in reactor. The performance of industrial reactor is measured as the amount of product form per unit time per unit volume of reactor which is generally called as Space-Time Yield (STY).Catalyst activity is an extensive quantity not property of reaction mixture. 1.3.2 Turn over Frequency: It can be defined as the number of molecule of given product per number of active site of catalyst per unit time.
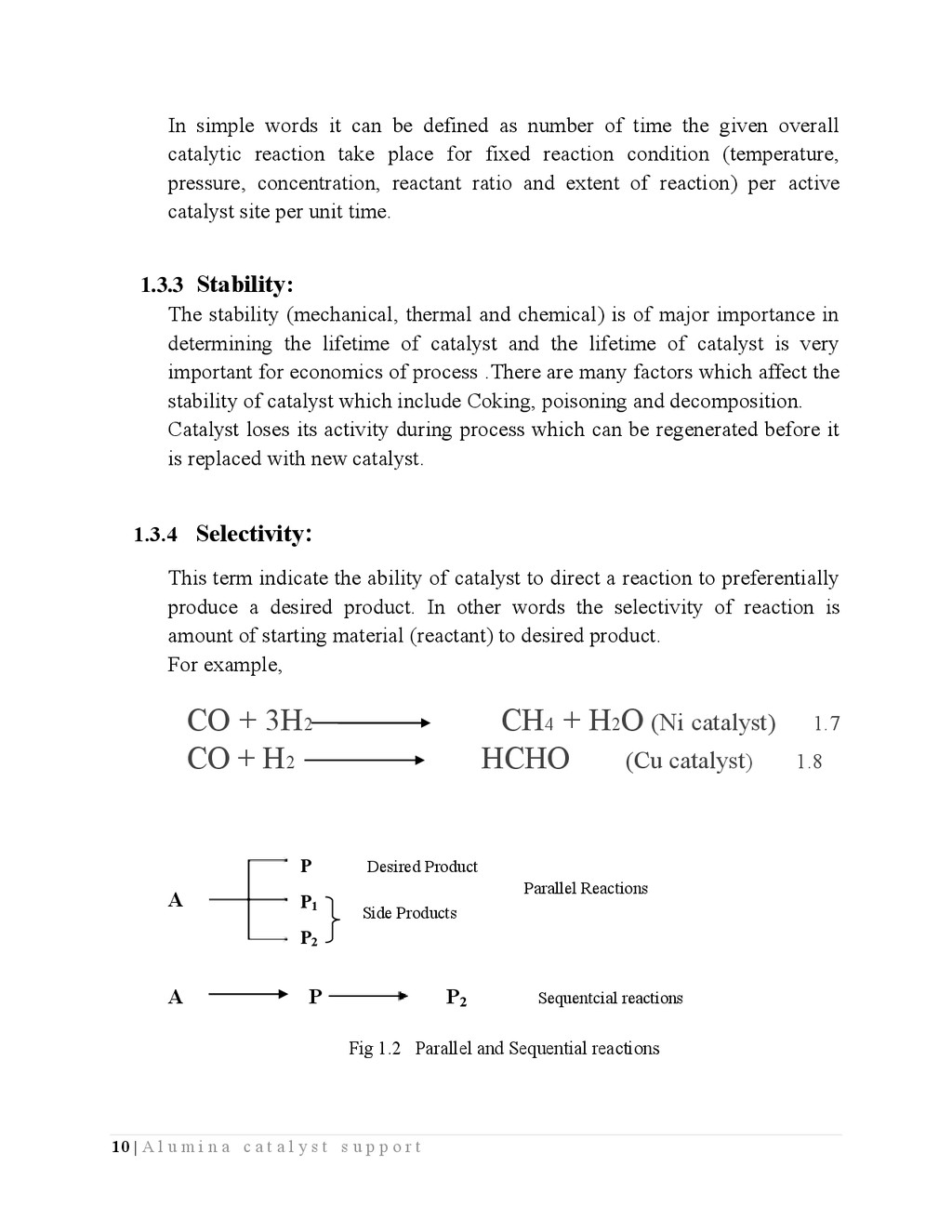
a t a l y s t s u p p o r t In simple words it can be defined as number of time the given overall catalytic reaction take place for fixed reaction condition (temperature, pressure, concentration, reactant ratio and extent of reaction) per active catalyst site per unit time. 1.3.3 Stability: The stability (mechanical, thermal and chemical) is of major importance in determining the lifetime of catalyst and the lifetime of catalyst is very important for economics of process .There are many factors which affect the stability of catalyst which include Coking, poisoning and decomposition. Catalyst loses its activity during process which can be regenerated before it is replaced with new catalyst. 1.3.4 Selectivity: This term indicate the ability of catalyst to direct a reaction to preferentially produce a desired product. In other words the selectivity of reaction is amount of starting material (reactant) to desired product. For example, CO + 3H2 CH4 + H2O (Ni catalyst) 1.7 CO + H2 HCHO (Cu catalyst) 1.8 A A P P2 Sequentcial reactions Fig 1.2 Parallel and Sequential reactions P Desired Product P1 P2 Side Products Parallel Reactions
a t a l y s t s u p p o r t 1.3.5 Promoter: These are not catalyst but when these substance are added in small amount with main catalyst it increase catalyst Activity, selectivity, dispersion, mechanical resistance, thermal resistance which result in increase in efficiency of the catalyst. Some promoter alters the chemical effect of catalyzed substance by interacting with active components of catalyst. For example: 1) The activity of catalyst use in Haber`s process for synthesis of ammonia can be increase by using finely divided traces of molybdenum. 2) In another example in the synthesis of methyl alcohol from water gas , chromic oxide is used as promoter with zinc oxide 1.3.6 Inhibitors: These are the substance which when added with main catalyst decrease the efficiency of the catalyst by lowering its activity, selectivity, dispersion, mechanical resistance and thermal resistance. They are not participating in given reaction they interact with the main catalyst. For Example: Some Antibiotics can be example of some inhibitor like penicillin cause death of some kind of bacteria by preventing them from building cell wall. Sometimes preservative are added to food which prevent the bacteria and fungi from producing substance which can spoil food.
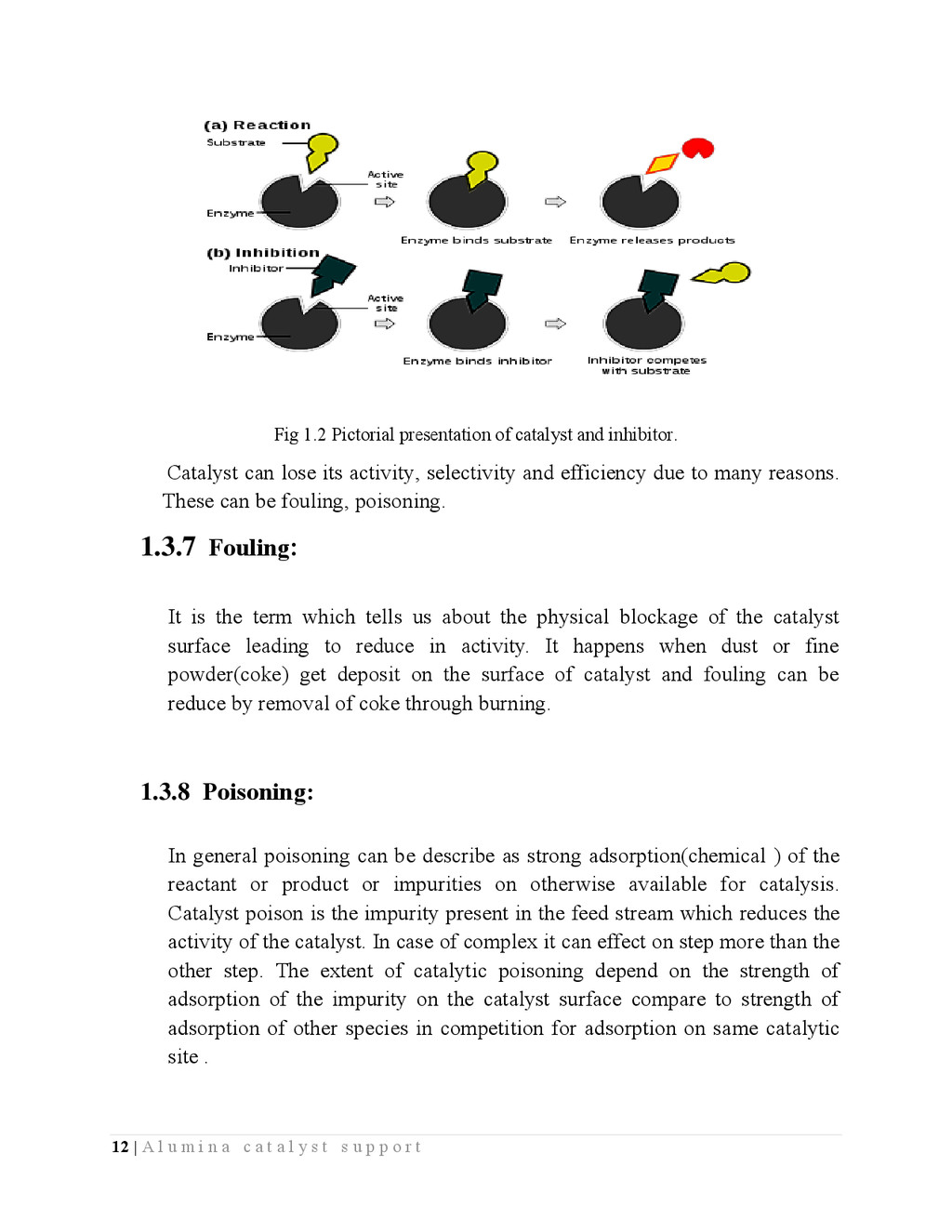
a t a l y s t s u p p o r t Fig 1.2 Pictorial presentation of catalyst and inhibitor. Catalyst can lose its activity, selectivity and efficiency due to many reasons. These can be fouling, poisoning. 1.3.7 Fouling: It is the term which tells us about the physical blockage of the catalyst surface leading to reduce in activity. It happens when dust or fine powder(coke) get deposit on the surface of catalyst and fouling can be reduce by removal of coke through burning. 1.3.8 Poisoning: In general poisoning can be describe as strong adsorption(chemical ) of the reactant or product or impurities on otherwise available for catalysis. Catalyst poison is the impurity present in the feed stream which reduces the activity of the catalyst. In case of complex it can effect on step more than the other step. The extent of catalytic poisoning depend on the strength of adsorption of the impurity on the catalyst surface compare to strength of adsorption of other species in competition for adsorption on same catalytic site .
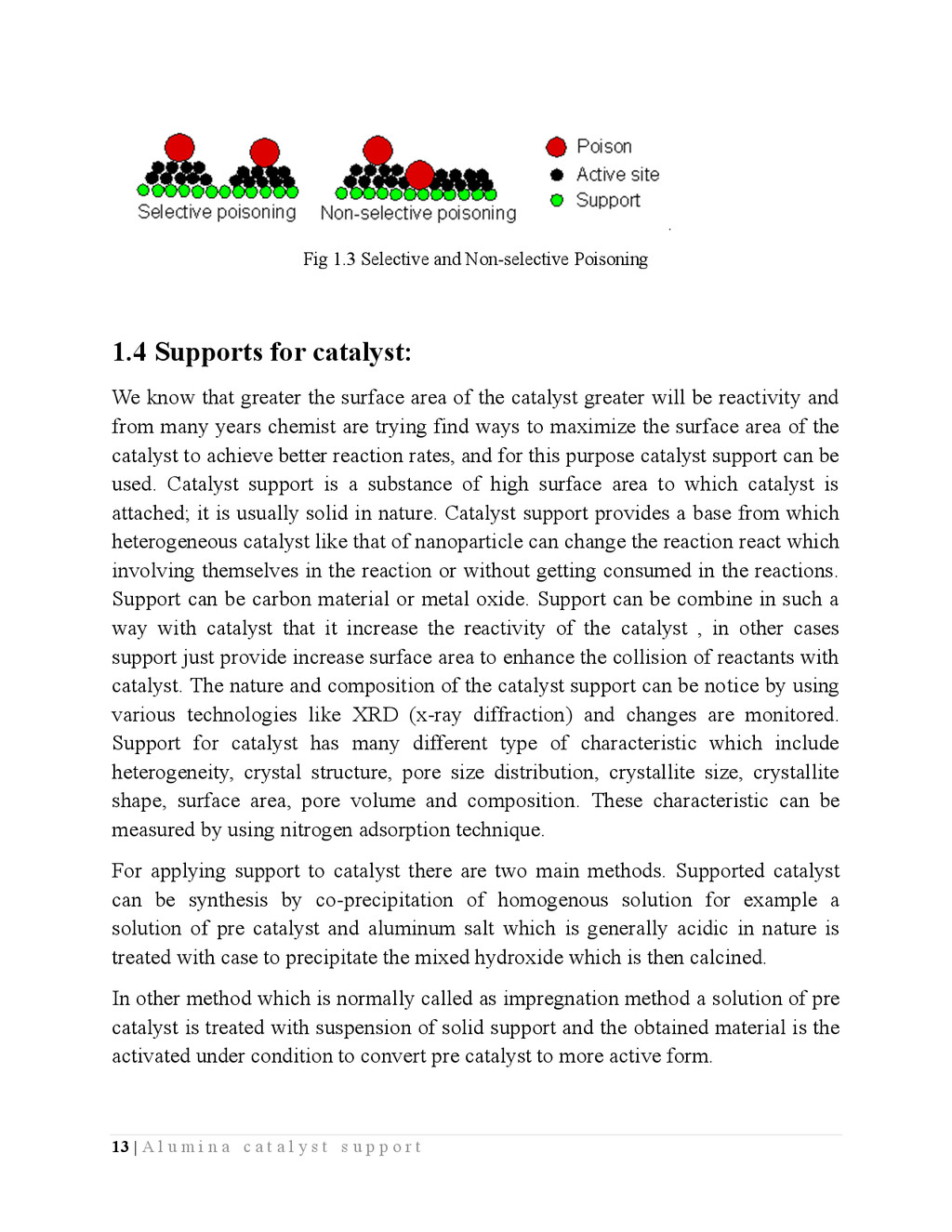
a t a l y s t s u p p o r t Fig 1.3 Selective and Non-selective Poisoning 1.4 Supports for catalyst: We know that greater the surface area of the catalyst greater will be reactivity and from many years chemist are trying find ways to maximize the surface area of the catalyst to achieve better reaction rates, and for this purpose catalyst support can be used. Catalyst support is a substance of high surface area to which catalyst is attached; it is usually solid in nature. Catalyst support provides a base from which heterogeneous catalyst like that of nanoparticle can change the reaction react which involving themselves in the reaction or without getting consumed in the reactions. Support can be carbon material or metal oxide. Support can be combine in such a way with catalyst that it increase the reactivity of the catalyst , in other cases support just provide increase surface area to enhance the collision of reactants with catalyst. The nature and composition of the catalyst support can be notice by using various technologies like XRD (x-ray diffraction) and changes are monitored. Support for catalyst has many different type of characteristic which include heterogeneity, crystal structure, pore size distribution, crystallite size, crystallite shape, surface area, pore volume and composition. These characteristic can be measured by using nitrogen adsorption technique. For applying support to catalyst there are two main methods. Supported catalyst can be synthesis by co-precipitation of homogenous solution for example a solution of pre catalyst and aluminum salt which is generally acidic in nature is treated with case to precipitate the mixed hydroxide which is then calcined. In other method which is normally called as impregnation method a solution of pre catalyst is treated with suspension of solid support and the obtained material is the activated under condition to convert pre catalyst to more active form.
a t a l y s t s u p p o r t 2 Literature review In this study we have taken information from different books and research papers. We are mentioning here some abstracts of relevant papers and literature form different books. There are two main processes for preparation of catalyst. Precipitation processes Impregnation processes 2.1 Precipitation processes Precipitated catalysts are generally prepared by rapid mixing of concentrated solutions of metal salts. The product that is obtained in the form of finely divided with high surface area. Precipitated mixed hydroxide or carbonates are most frequently prepared. After filtration and washing the precipitate is dried and heated to decompose the hydroxide or carbonate into respective oxide. The final size of crystallites present in precipitated catalyst is typically in the range of 3-15nm and surface area can be 50-200m2g-1.These values markedly change in use but the activity of the precipitated catalyst is usually high. The aims of in the use of precipitated process for catalyst manufacture are the intimate mixing of the catalyst components and the formation of very small particles to give very high surface area. The problem with this type of catalyst is that they are unstable although they are very active and contains large amount of active components as compare to the catalyst prepared by impregnation method. These are less stable so active components or activity losses rapidly. Another problem is the non-uniformity in the size due to pH control .Under acidic or alkaline conditions large particles are produced and unbalance distribution of different active components occurs. Under neutral conditions they are much smaller and the best catalyst is obtained by precipitation around pH =7 .One more thing, that is very fine particles cause severe in later stages of processing and much skill is needed to reach the optimum process .Sometimes precipitates are too fine that they are passed through filter or
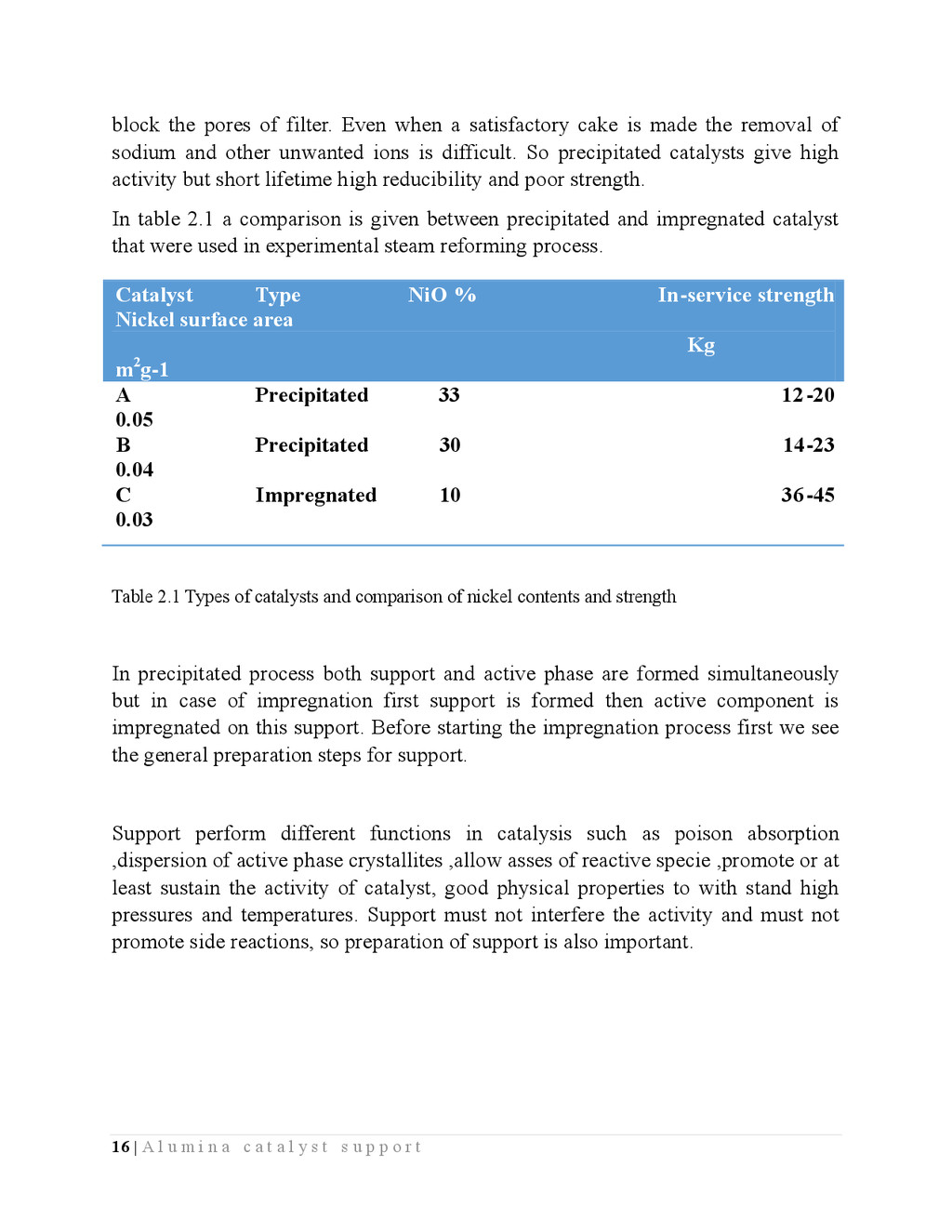
a t a l y s t s u p p o r t block the pores of filter. Even when a satisfactory cake is made the removal of sodium and other unwanted ions is difficult. So precipitated catalysts give high activity but short lifetime high reducibility and poor strength. In table 2.1 a comparison is given between precipitated and impregnated catalyst that were used in experimental steam reforming process. Table 2.1 Types of catalysts and comparison of nickel contents and strength In precipitated process both support and active phase are formed simultaneously but in case of impregnation first support is formed then active component is impregnated on this support. Before starting the impregnation process first we see the general preparation steps for support. Support perform different functions in catalysis such as poison absorption ,dispersion of active phase crystallites ,allow asses of reactive specie ,promote or at least sustain the activity of catalyst, good physical properties to with stand high pressures and temperatures. Support must not interfere the activity and must not promote side reactions, so preparation of support is also important. Catalyst Type NiO % In-service strength Nickel surface area Kg m2g-1 A Precipitated 33 12-20 0.05 B Precipitated 30 14-23 0.04 C Impregnated 10 36-45 0.03
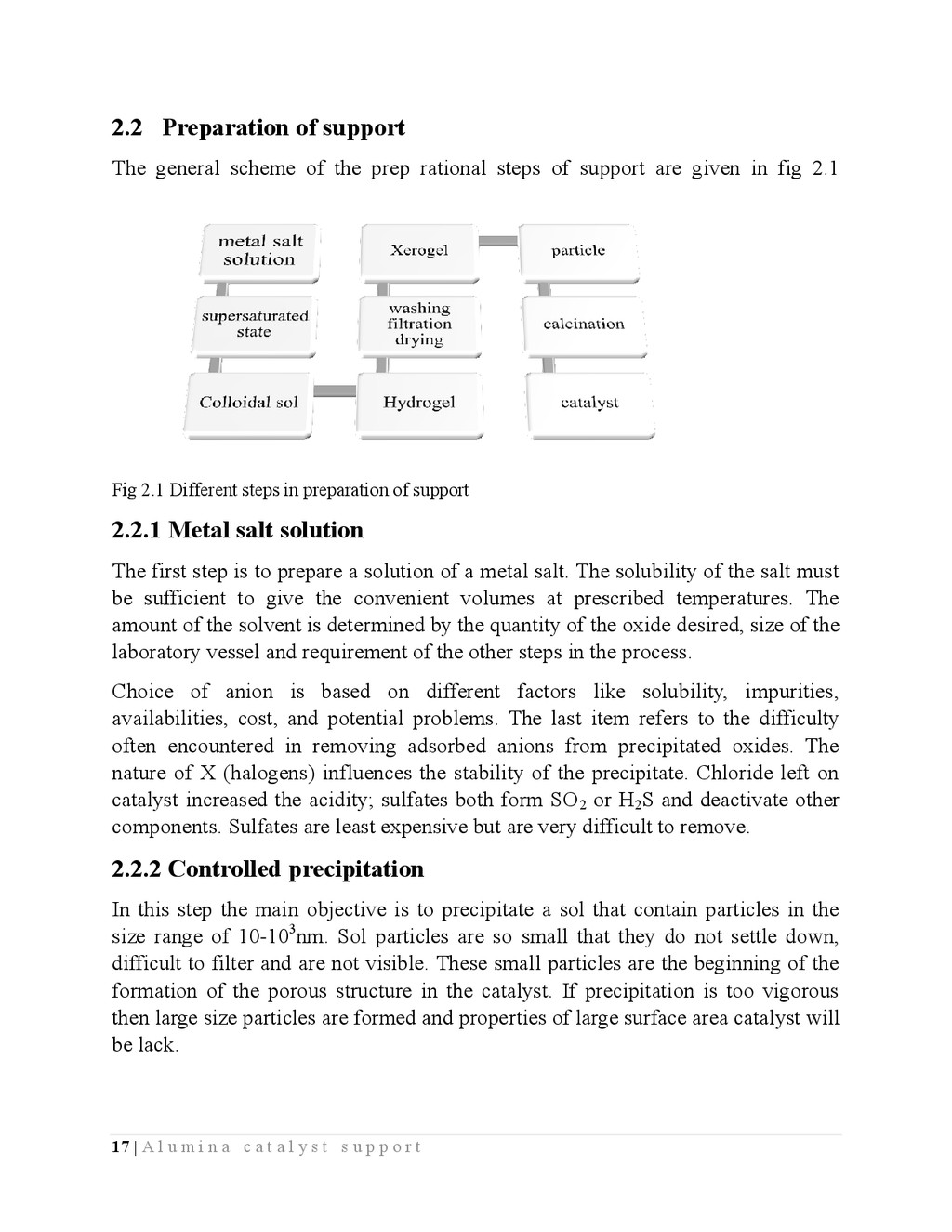
a t a l y s t s u p p o r t 2.2 Preparation of support The general scheme of the prep rational steps of support are given in fig 2.1 Fig 2.1 Different steps in preparation of support 2.2.1 Metal salt solution The first step is to prepare a solution of a metal salt. The solubility of the salt must be sufficient to give the convenient volumes at prescribed temperatures. The amount of the solvent is determined by the quantity of the oxide desired, size of the laboratory vessel and requirement of the other steps in the process. Choice of anion is based on different factors like solubility, impurities, availabilities, cost, and potential problems. The last item refers to the difficulty often encountered in removing adsorbed anions from precipitated oxides. The nature of X (halogens) influences the stability of the precipitate. Chloride left on catalyst increased the acidity; sulfates both form SO2 or H2 S and deactivate other components. Sulfates are least expensive but are very difficult to remove. 2.2.2 Controlled precipitation In this step the main objective is to precipitate a sol that contain particles in the size range of 10-103nm. Sol particles are so small that they do not settle down, difficult to filter and are not visible. These small particles are the beginning of the formation of the porous structure in the catalyst. If precipitation is too vigorous then large size particles are formed and properties of large surface area catalyst will be lack.
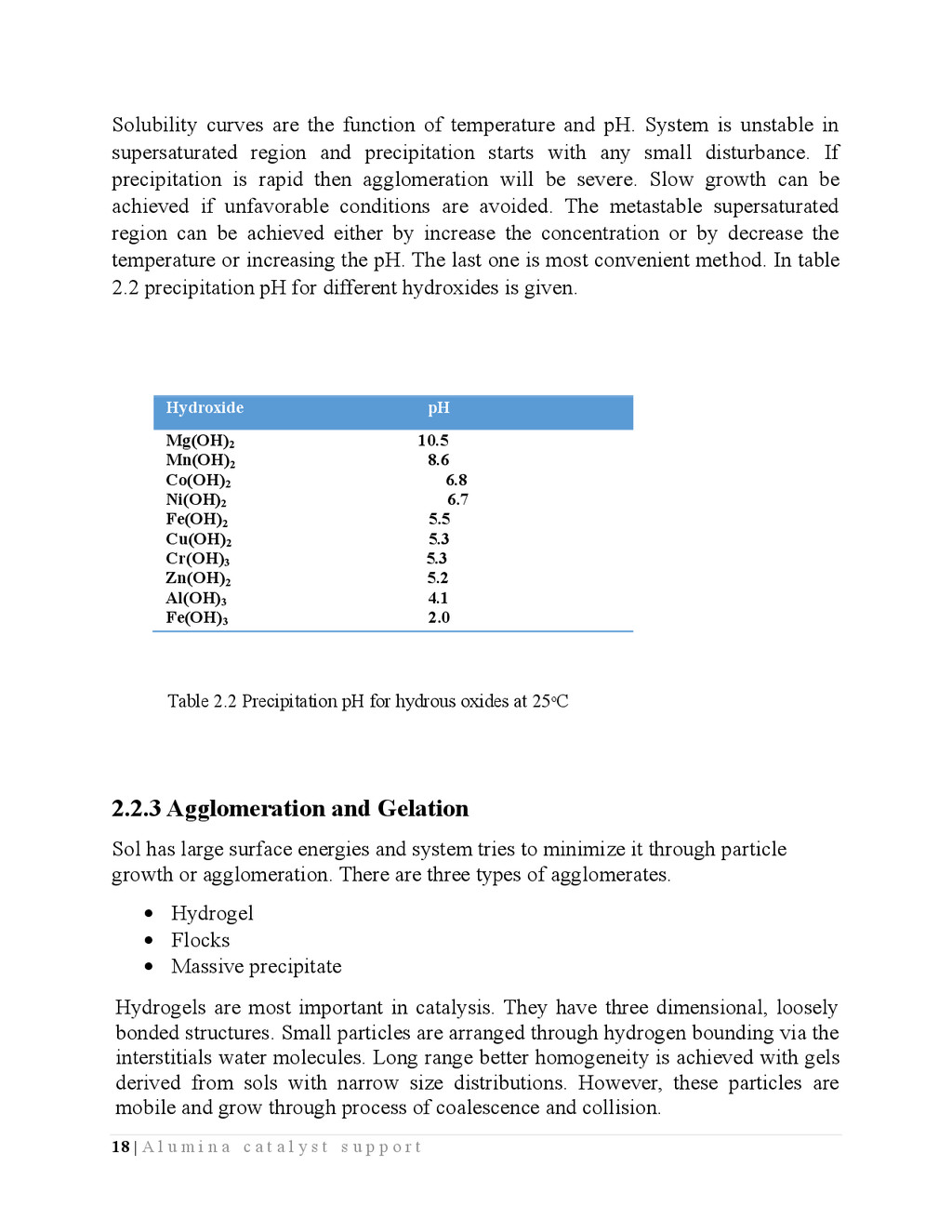
a t a l y s t s u p p o r t Solubility curves are the function of temperature and pH. System is unstable in supersaturated region and precipitation starts with any small disturbance. If precipitation is rapid then agglomeration will be severe. Slow growth can be achieved if unfavorable conditions are avoided. The metastable supersaturated region can be achieved either by increase the concentration or by decrease the temperature or increasing the pH. The last one is most convenient method. In table 2.2 precipitation pH for different hydroxides is given. Table 2.2 Precipitation pH for hydrous oxides at 25ᵒC 2.2.3 Agglomeration and Gelation Sol has large surface energies and system tries to minimize it through particle growth or agglomeration. There are three types of agglomerates. Hydrogel Flocks Massive precipitate Hydrogels are most important in catalysis. They have three dimensional, loosely bonded structures. Small particles are arranged through hydrogen bounding via the interstitials water molecules. Long range better homogeneity is achieved with gels derived from sols with narrow size distributions. However, these particles are mobile and grow through process of coalescence and collision. Hydroxide pH Mg(OH)2 10.5 Mn(OH)2 8.6 Co(OH)2 6.8 Ni(OH)2 6.7 Fe(OH)2 5.5 Cu(OH)2 5.3 Cr(OH)3 5.3 Zn(OH)2 5.2 Al(OH)3 4.1 Fe(OH)3 2.0
a t a l y s t s u p p o r t 2.2.4 Washing and Filtering These two steps are important in catalysis. Washing is done by decantation that is very time consuming method but it is satisfactory method. In this process the hydrogel is added in a large volume of distilled water and mixed thoroughly ,give some time for settle down the particles. When a definite interface is visible water is removed by decantation. As the purity of gel increases washing time is also increases. Care must be taken during washing. If you Wash the gel too much then the settling time become too large. After the washing hydrogel is filtered. Again care must be taken during washing because more washing results gel to pass the filter and loss of desired product. 2.2.4 Drying Large volume water in the hydrogel is removed through drying. In this step some collapse of structure is expected. Controlled drying is required in order to achieve the high porosity. Drying starts through evaporation of the moisture from the outer surface of the hydrogel. The rate of drying is constant and can be controlled by temperature, flow rate of air, relative humidity and the size of the filtrate. When moisture content drop to about 50%, the filtrate mass starts to shrink and material is called xeorgel. If evaporation is continues but the removal of water is blocked by smaller pores then large internal pressure of steam developed and structure collapse with loss of pore volume and surface area. High temperature gradient must be avoided in the sample in order to achieve high surface area. 2.2.5 Calcination It is a further heat treatment beyond the drying. In calcination following processes occur. Loss of chemically bond water or carbon dioxide Active phase generation Changes in pore size distributions Surface conditioning Stabilization of mechanical properties Alumina is good example to demonstrate all of these features. At the end of the drying operation the product with a structure of Al2 O3 .nH2 O is obtained. The value
a t a l y s t s u p p o r t of can be from 1 to 1.8. When alumina is calcined above 300C◦ it passes a series of phase changes. The results in ɳ- , gamma and sigma phases. These oxides are known as the “the gamma group” or “low temperature alumina”. At 300ᵒC ɳ-Al2 O3 At 450ᵒC Gamma alumina At 900ᵒC Sigma alumina At 1000ᵒC Theta alumina At 1200ᵒC Alpha alumina Above 1000C◦ anhydrous theta alumina forms. These are low surface area oxide and not suitable for high surface area support. On the other hand low temperature alumina group that is gamma group have high surface areas but low physical strength. The theta alumina group in the applications where high mechanical strength is required. 2.3 Impregnation processes It is also known as “incipient wetness”. It is the simplest and the most direct method of deposition of active phase on the support. The support is to fill the pores with a solution of metal salt of sufficient concentration to give the correct loading. First the support is heated to remove the pore moisture. Solution in an amount that is just sufficient to fill the pores and wet the outer surface of the particles. Drying is necessary to crystallize the salt on the pore surface. If drying is not performed properly then result in uneven and irregular concentration distributions. If the rate of drying is too slow, evaporation occur at meniscus and some salt deposition occurs but most of the salts concentrate deeper in the pore. If rate of drying is too fast then vaporization in the deep side of the pore occurs which forces the solution outside, where most of the deposition takes place. Calcination is also important step in the deposition of the active phase. Crystallized salts may be re dissolves when the dehydrated catalyst is exposed to moist environment. Calcination converts the salts to an oxide or metal and essentially “freezes” the distribution. One more thing the level of active phase deposition is a function of the solution concentration and porosity of the support. Most catalysts are calcined in air after drying to convert the soluble slats into insoluble oxides.
a t a l y s t s u p p o r t 2.4 Activation It is the final step in producing the deposited active component. This step is not necessary if the oxide itself active phase. Activation mostly done by reducing the oxide of the active metals. In reduction process the oxide the active phase is converted to the metal by treatment with hydrogen. Other reducing agents such as carbon monoxide and hydrazine may be used. The amount of the metal produced depends on which oxide components are presents. The temperature of reduction is also important. In this process the divalent nickel ions are reduced first. However, this requires some minimum temperatures around 300C. At high temperatures the percentage of nickel reduced decreases rapidly. Another factor on which activation depends is the purity of the hydrogen gas. When removal of reaction water is essential, the effect of velocity of hydrogen flow becomes significant. In this study we have discussed the preparation of alumina support from two different methods one of them is sol-gel method and the other one is alumina preparation from raw bauxite. After that these two supports have analyzed through XRD, SEM and BET surface area. These two supports then impregnated with nickel and compare with each other on the bases of particle size, surface area and porosity. It has been investigated that production of alumina with high porosity and less cost on large scale is feasible by using raw bauxite route. The experimental work for the preparation of alumina from different routes has discussed in next chapter.
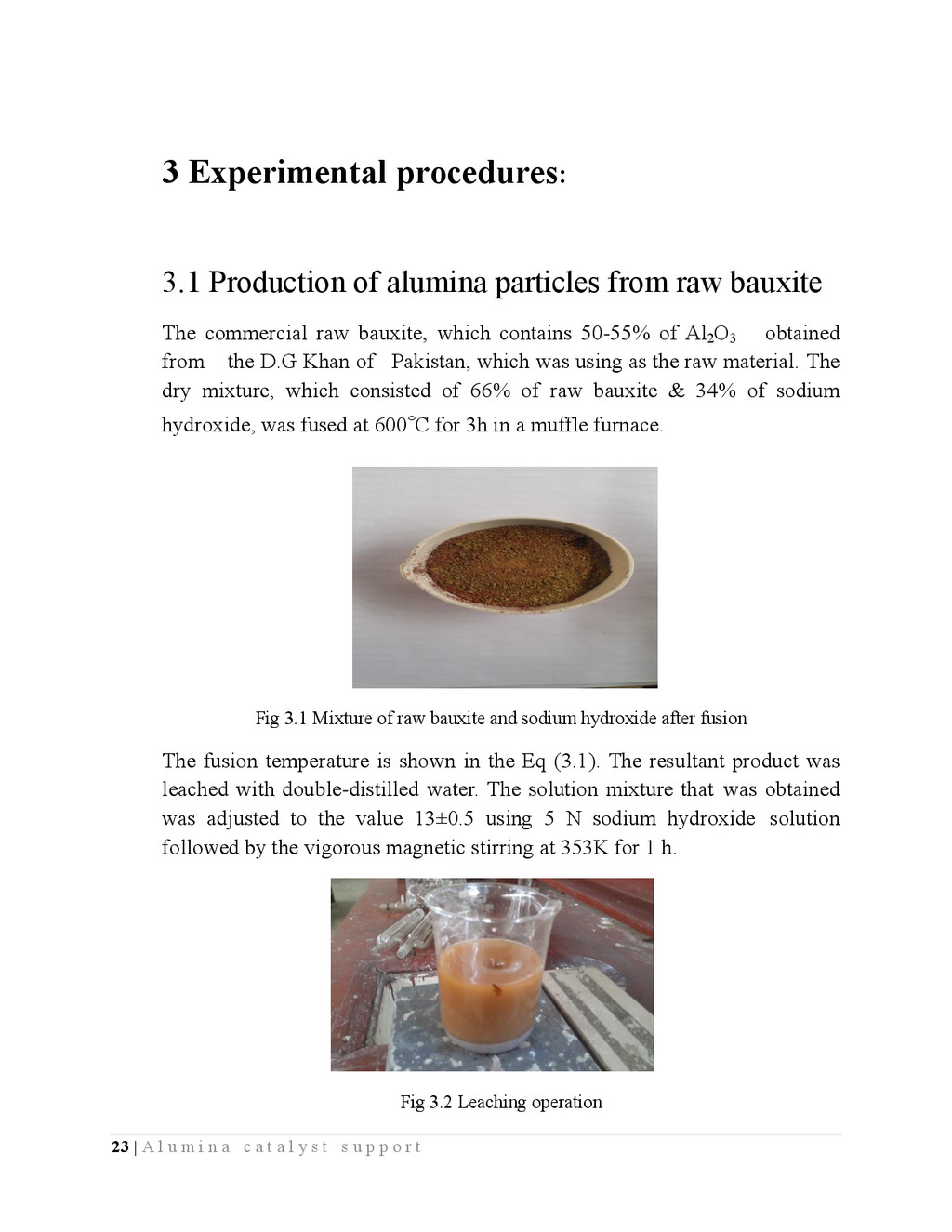
a t a l y s t s u p p o r t 3 Experimental procedures: 3.1 Production of alumina particles from raw bauxite The commercial raw bauxite, which contains 50-55% of Al2 O3 obtained from the D.G Khan of Pakistan, which was using as the raw material. The dry mixture, which consisted of 66% of raw bauxite & 34% of sodium hydroxide, was fused at 600 ๐ C for 3h in a muffle furnace. Fig 3.1 Mixture of raw bauxite and sodium hydroxide after fusion The fusion temperature is shown in the Eq (3.1). The resultant product was leached with double-distilled water. The solution mixture that was obtained was adjusted to the value 13±0.5 using 5 N sodium hydroxide solution followed by the vigorous magnetic stirring at 353K for 1 h. Fig 3.2 Leaching operation
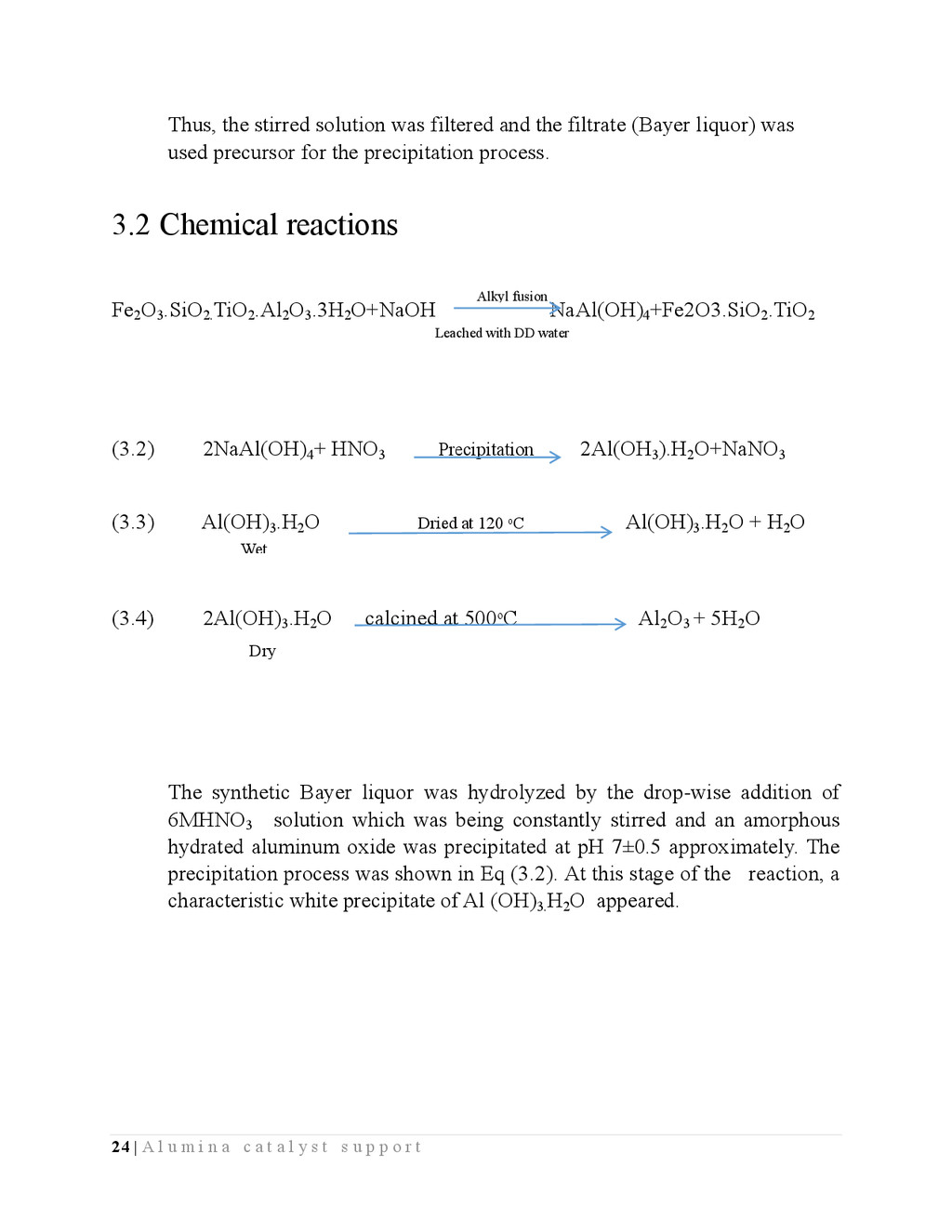
a t a l y s t s u p p o r t Thus, the stirred solution was filtered and the filtrate (Bayer liquor) was used precursor for the precipitation process. 3.2 Chemical reactions Fe2 O3 .SiO2. TiO2 .Al2 O3 .3H2 O+NaOH NaAl(OH)4 +Fe2O3.SiO2 .TiO2 (3.2) 2NaAl(OH)4 + HNO3 Precipitation 2Al(OH3 ).H2 O+NaNO3 (3.3) Al(OH)3 .H2 O Dried at 120 ᵒC Al(OH)3 .H2 O + H2 O (3.4) 2Al(OH)3 .H2 O calcined at 500ᵒC Al2 O3 + 5H2 O The synthetic Bayer liquor was hydrolyzed by the drop-wise addition of 6MHNO3 solution which was being constantly stirred and an amorphous hydrated aluminum oxide was precipitated at pH 7±0.5 approximately. The precipitation process was shown in Eq (3.2). At this stage of the reaction, a characteristic white precipitate of Al (OH)3. H2 O appeared. Alkyl fusion Leached with DD water water Wet Dry
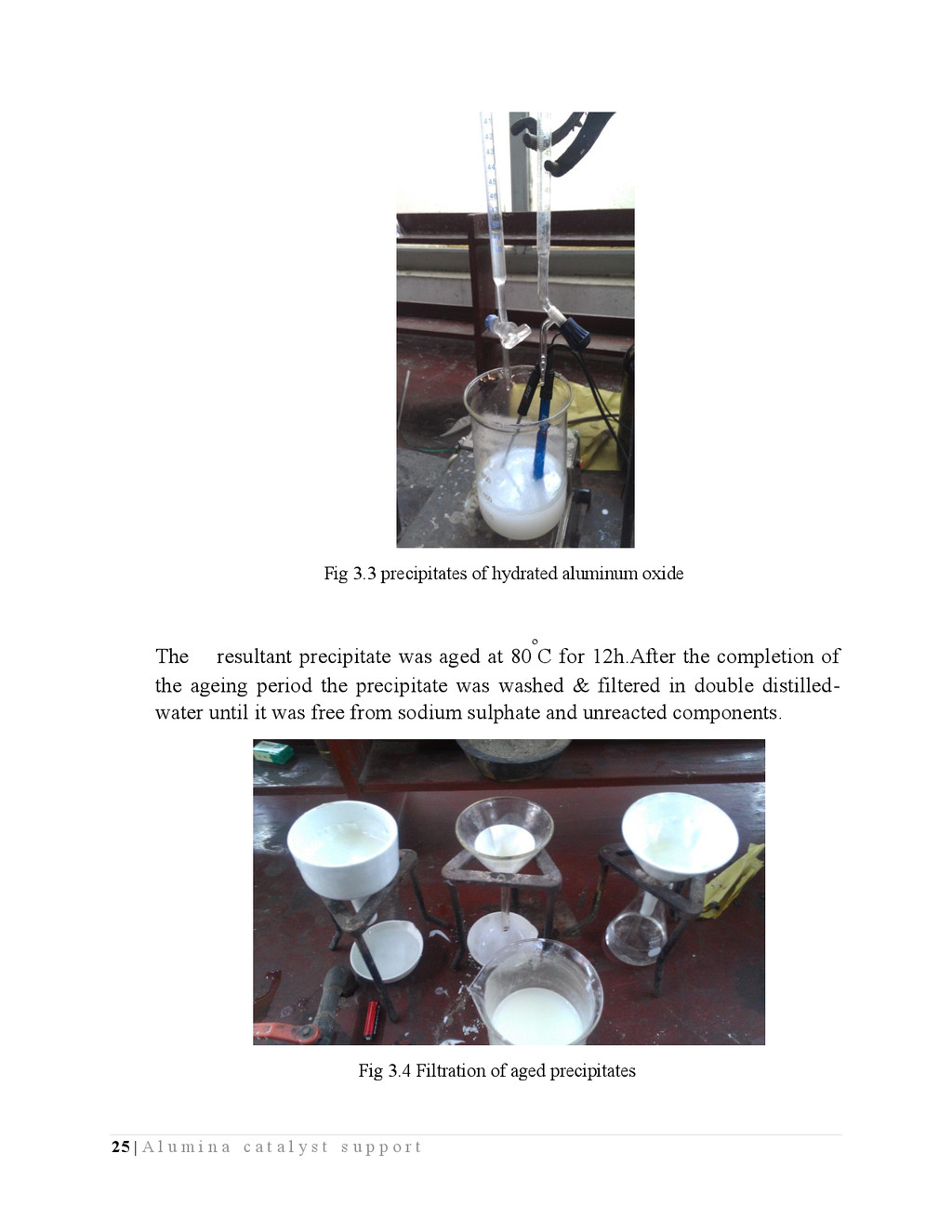
a t a l y s t s u p p o r t Fig 3.3 precipitates of hydrated aluminum oxide The resultant precipitate was aged at 80º C for 12h.After the completion of the ageing period the precipitate was washed & filtered in double distilled- water until it was free from sodium sulphate and unreacted components. Fig 3.4 Filtration of aged precipitates
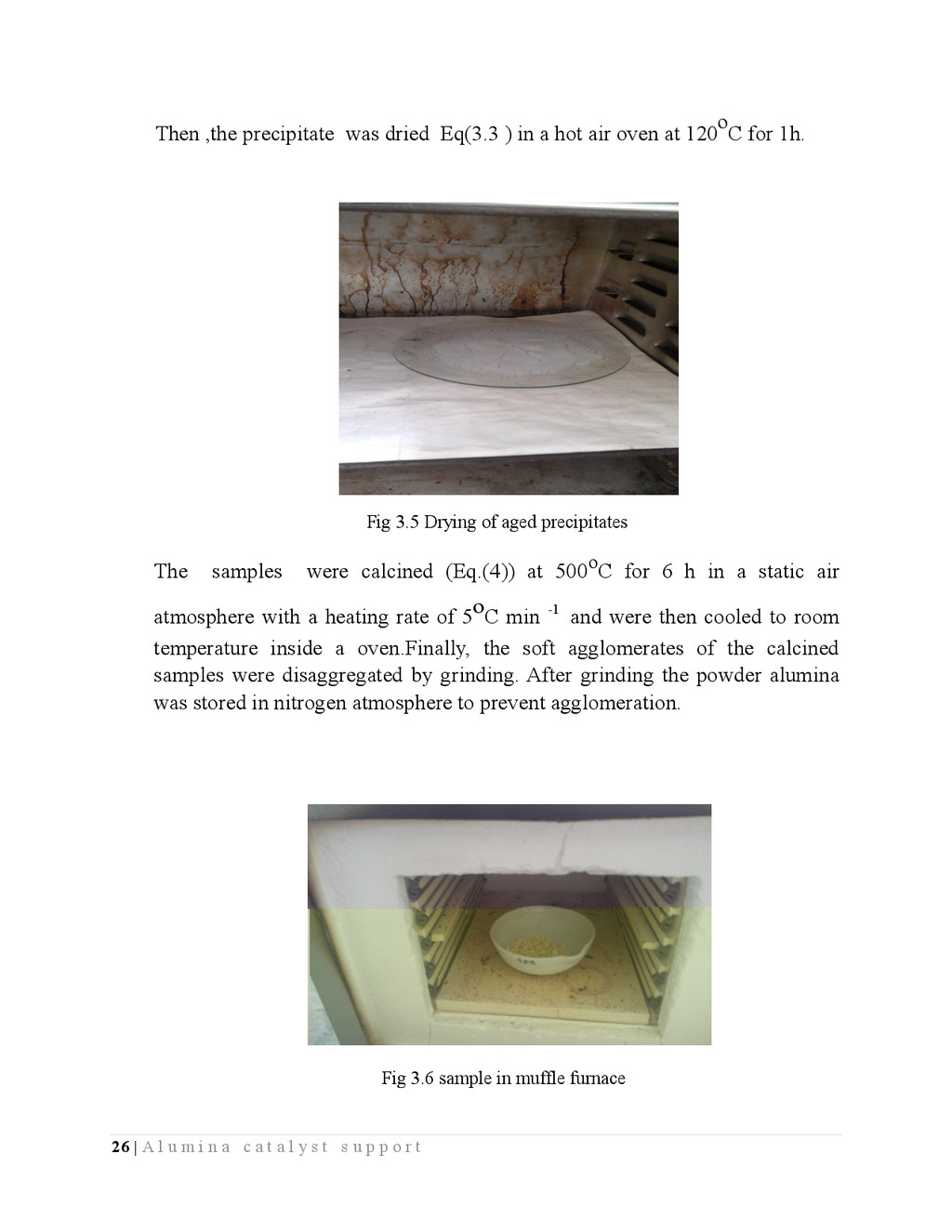
a t a l y s t s u p p o r t Then ,the precipitate was dried Eq(3.3 ) in a hot air oven at 120ºC for 1h. Fig 3.5 Drying of aged precipitates The samples were calcined (Eq.(4)) at 500ᵒC for 6 h in a static air atmosphere with a heating rate of 5ᵒC min -1 and were then cooled to room temperature inside a oven.Finally, the soft agglomerates of the calcined samples were disaggregated by grinding. After grinding the powder alumina was stored in nitrogen atmosphere to prevent agglomeration. Fig 3.6 sample in muffle furnace
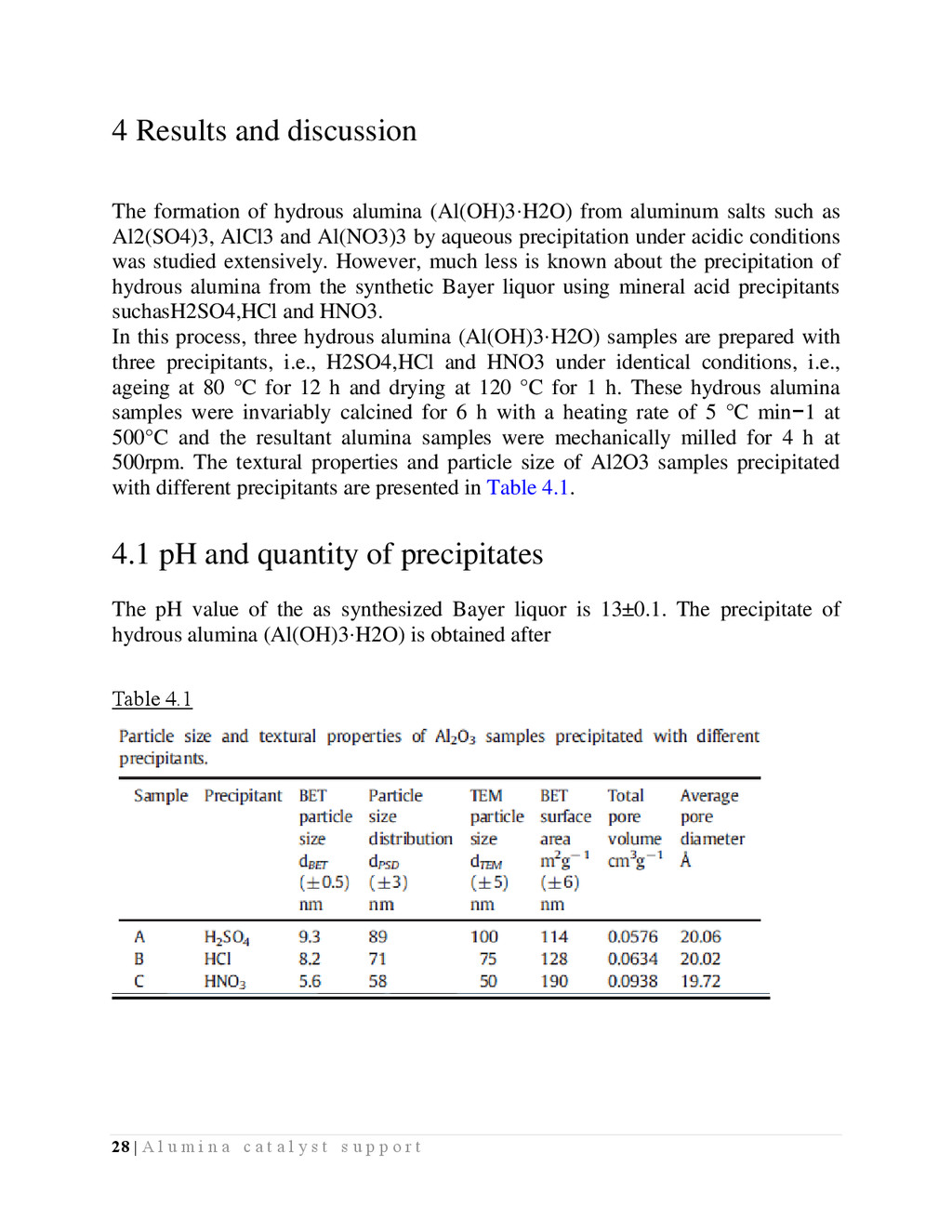
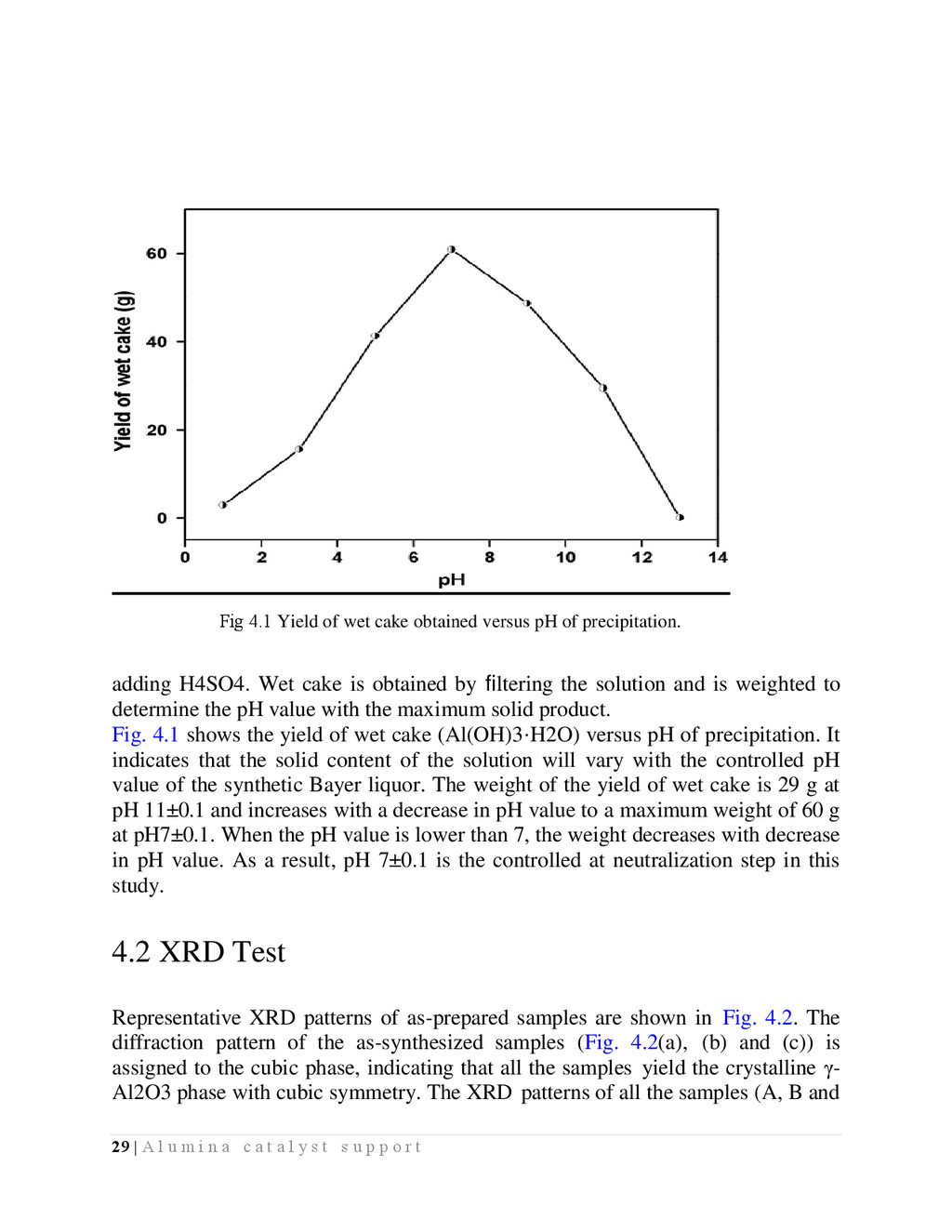
a t a l y s t s u p p o r t 4 Results and discussion The formation of hydrous alumina (Al(OH)3⋅H2O) from aluminum salts such as Al2(SO4)3, AlCl3 and Al(NO3)3 by aqueous precipitation under acidic conditions was studied extensively. However, much less is known about the precipitation of hydrous alumina from the synthetic Bayer liquor using mineral acid precipitants suchasH2SO4,HCl and HNO3. In this process, three hydrous alumina (Al(OH)3⋅H2O) samples are prepared with three precipitants, i.e., H2SO4,HCl and HNO3 under identical conditions, i.e., ageing at 80 °C for 12 h and drying at 120 °C for 1 h. These hydrous alumina samples were invariably calcined for 6 h with a heating rate of 5 °C min−1 at 500°C and the resultant alumina samples were mechanically milled for 4 h at 500rpm. The textural properties and particle size of Al2O3 samples precipitated with different precipitants are presented in Table 4.1. 4.1 pH and quantity of precipitates The pH value of the as synthesized Bayer liquor is 13±0.1. The precipitate of hydrous alumina (Al(OH)3⋅H2O) is obtained after Table 4.1
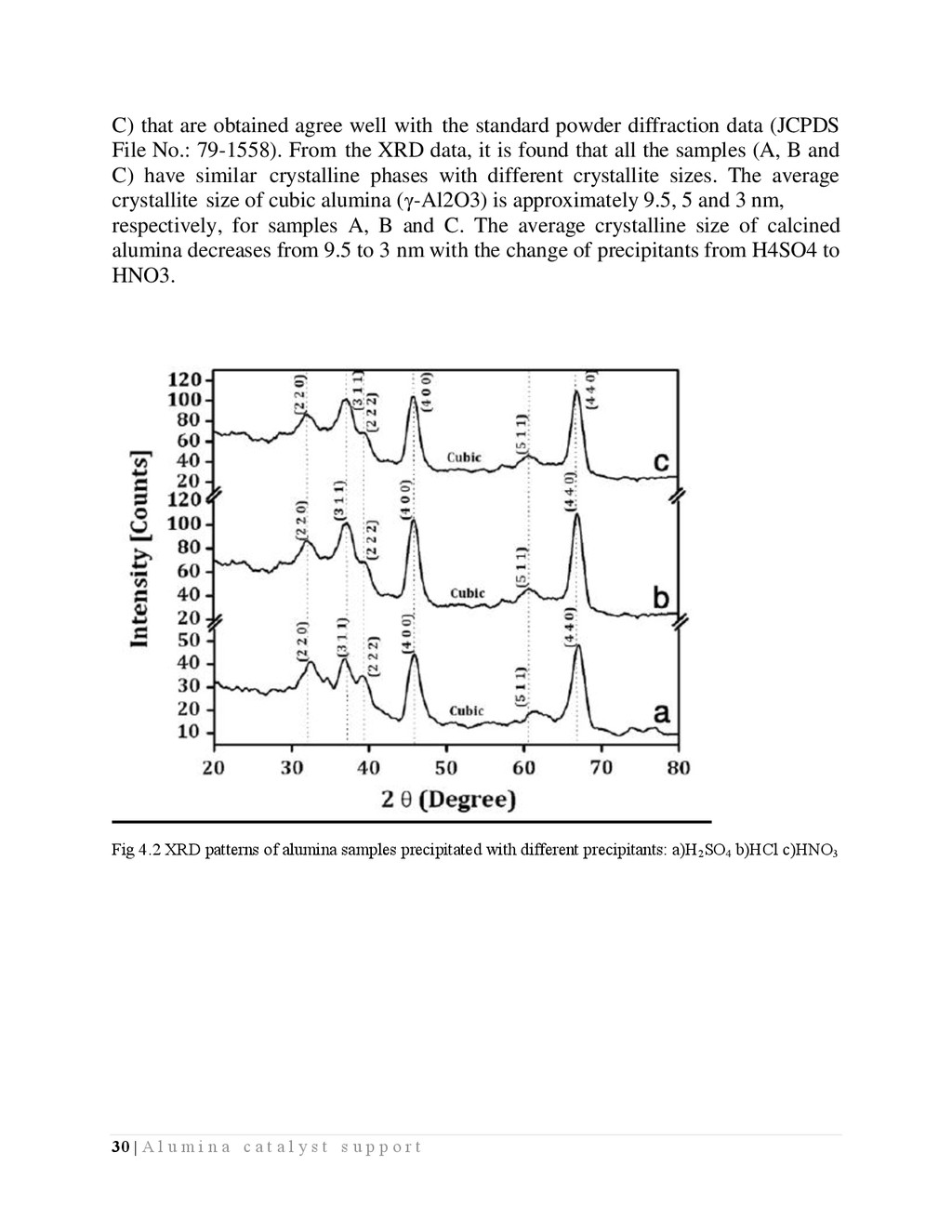
a t a l y s t s u p p o r t Fig 4.1 Yield of wet cake obtained versus pH of precipitation. adding H4SO4. Wet cake is obtained by filtering the solution and is weighted to determine the pH value with the maximum solid product. Fig. 4.1 shows the yield of wet cake (Al(OH)3⋅H2O) versus pH of precipitation. It indicates that the solid content of the solution will vary with the controlled pH value of the synthetic Bayer liquor. The weight of the yield of wet cake is 29 g at pH 11±0.1 and increases with a decrease in pH value to a maximum weight of 60 g at pH7±0.1. When the pH value is lower than 7, the weight decreases with decrease in pH value. As a result, pH 7±0.1 is the controlled at neutralization step in this study. 4.2 XRD Test Representative XRD patterns of as-prepared samples are shown in Fig. 4.2. The diffraction pattern of the as-synthesized samples (Fig. 4.2(a), (b) and (c)) is assigned to the cubic phase, indicating that all the samples yield the crystalline γ- Al2O3 phase with cubic symmetry. The XRD patterns of all the samples (A, B and
a t a l y s t s u p p o r t C) that are obtained agree well with the standard powder diffraction data (JCPDS File No.: 79-1558). From the XRD data, it is found that all the samples (A, B and C) have similar crystalline phases with different crystallite sizes. The average crystallite size of cubic alumina (γ-Al2O3) is approximately 9.5, 5 and 3 nm, respectively, for samples A, B and C. The average crystalline size of calcined alumina decreases from 9.5 to 3 nm with the change of precipitants from H4SO4 to HNO3. Fig 4.2 XRD patterns of alumina samples precipitated with different precipitants: a)H2 SO4 b)HCl c)HNO3
a t a l y s t s u p p o r t References: 1) J.T. Richardson, Principle of catalyst development, Plenum Publishing Corp, New York(1989) 2) Martyn V. Twingg, Catalyst handbook, Wolfe publishing Limited. 3) P.A. Jacobs and G. Poucelet, Studies in surface sciences and catalysis, Volume 1, Elsevier Amsterdam. 4) P.A. Jacobs and G. Poucelet, Studies in surface sciences and catalysis, Volume 2, Elsevier Amsterdam. 5) R.W.Joyner, catalysis, Volume 5, Royal society of chemistry , London 6) V.Rajendran, development of materials from natural resources for various industrials application. 7) www.elsevier.com 8) www.stringer.com
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}