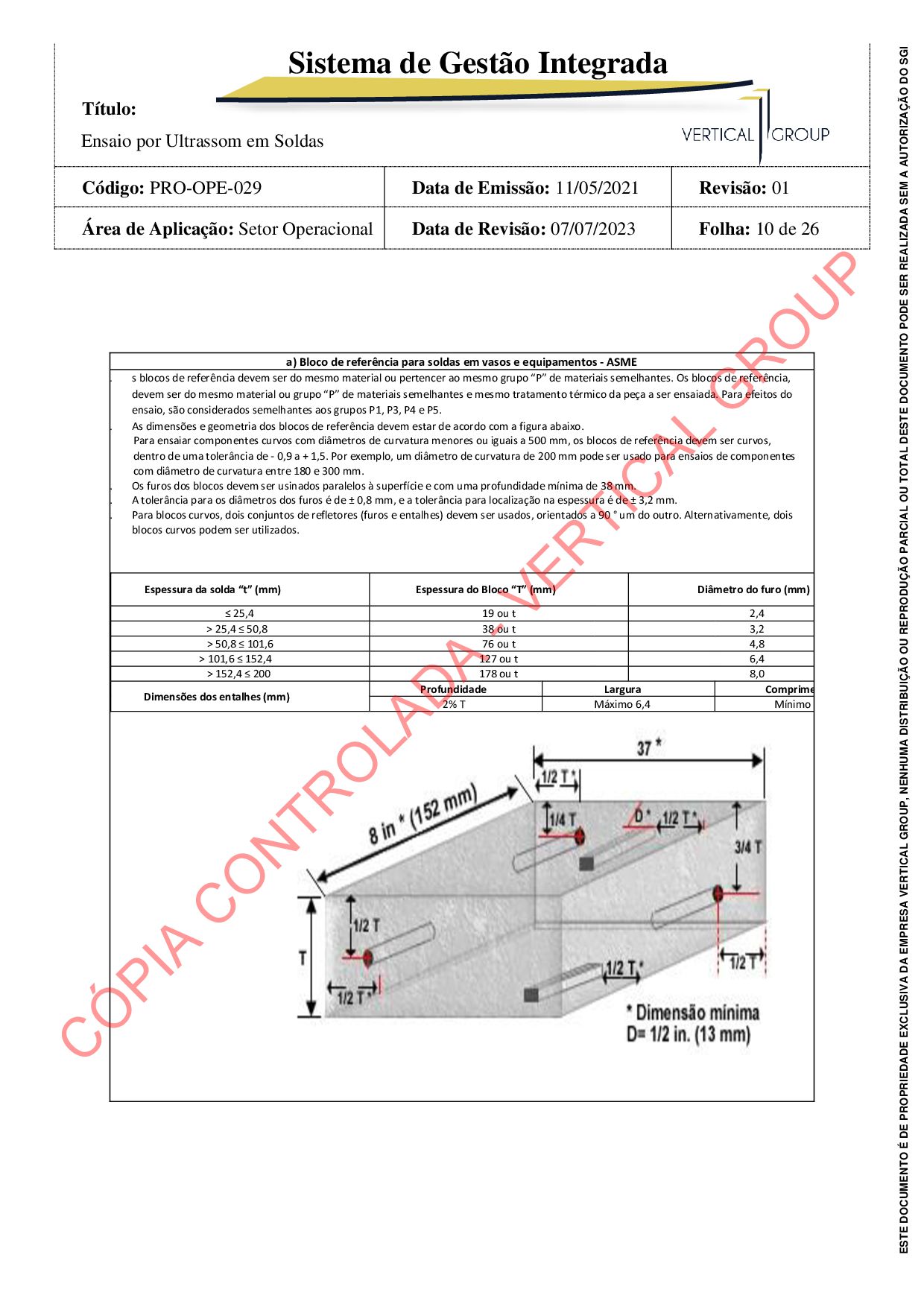
Código: PRO-OPE-029 Data de Emissão: 11/05/2021 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 07/07/2023 Folha: 10 de 26 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI a) Bloco de referência para soldas em vasos e equipamentos - ASME 1. s blocos de referência devem ser do mesmo material ou pertencer ao mesmo grupo “P” de materiais semelhantes. Os blocos de referência, devem ser do mesmo material ou grupo “P” de materiais semelhantes e mesmo tratamento térmico da peça a ser ensaiada. Para efeitos do ensaio, são considerados semelhantes aos grupos P1, P3, P4 e P5. 2. As dimensões e geometria dos blocos de referência devem estar de acordo com a figura abaixo. Para ensaiar componentes curvos com diâmetros de curvatura menores ou iguais a 500 mm, os blocos de referência devem ser curvos, dentro de uma tolerância de - 0,9 a + 1,5. Por exemplo, um diâmetro de curvatura de 200 mm pode ser usado para ensaios de componentes com diâmetro de curvatura entre 180 e 300 mm. 4. Os furos dos blocos devem ser usinados paralelos à superfície e com uma profundidade mínima de 38 mm. 5. A tolerância para os diâmetros dos furos é de ± 0,8 mm, e a tolerância para localização na espessura é de ± 3,2 mm. 6. Para blocos curvos, dois conjuntos de refletores (furos e entalhes) devem ser usados, orientados a 90 ° um do outro. Alternativamente, dois blocos curvos podem ser utilizados. Espessura da solda “t” (mm) Espessura do Bloco “T” (mm) Diâmetro do furo (mm) ≤ 25,4 19 ou t 2,4 > 25,4 ≤ 50,8 38 ou t 3,2 > 50,8 ≤ 101,6 76 ou t 4,8 > 101,6 ≤ 152,4 127 ou t 6,4 > 152,4 ≤ 200 178 ou t 8,0 Dimensões dos entalhes (mm) Profundidade Largura Comprimento 2% T Máximo 6,4 Mínimo 25 C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}