Marangoni Dryers use DI water and IPA to dry the high quality substrates such as silicon chips or hard disk drives. This talk was presented at the UPW Conference 2015 in Portland.
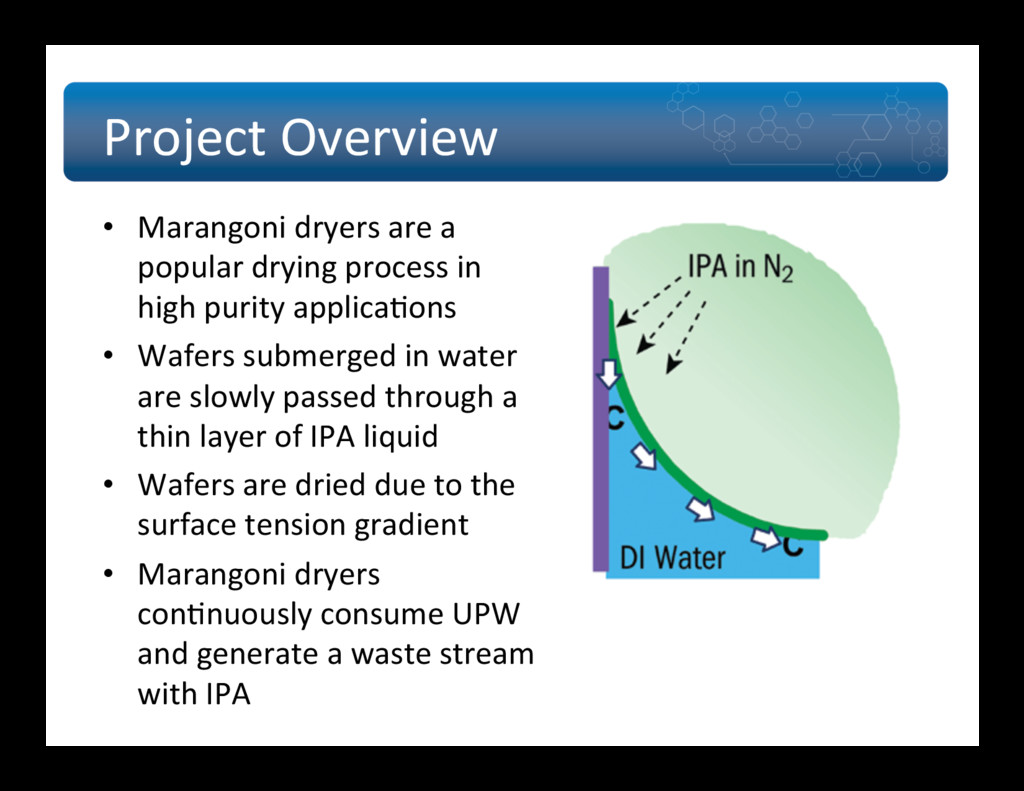
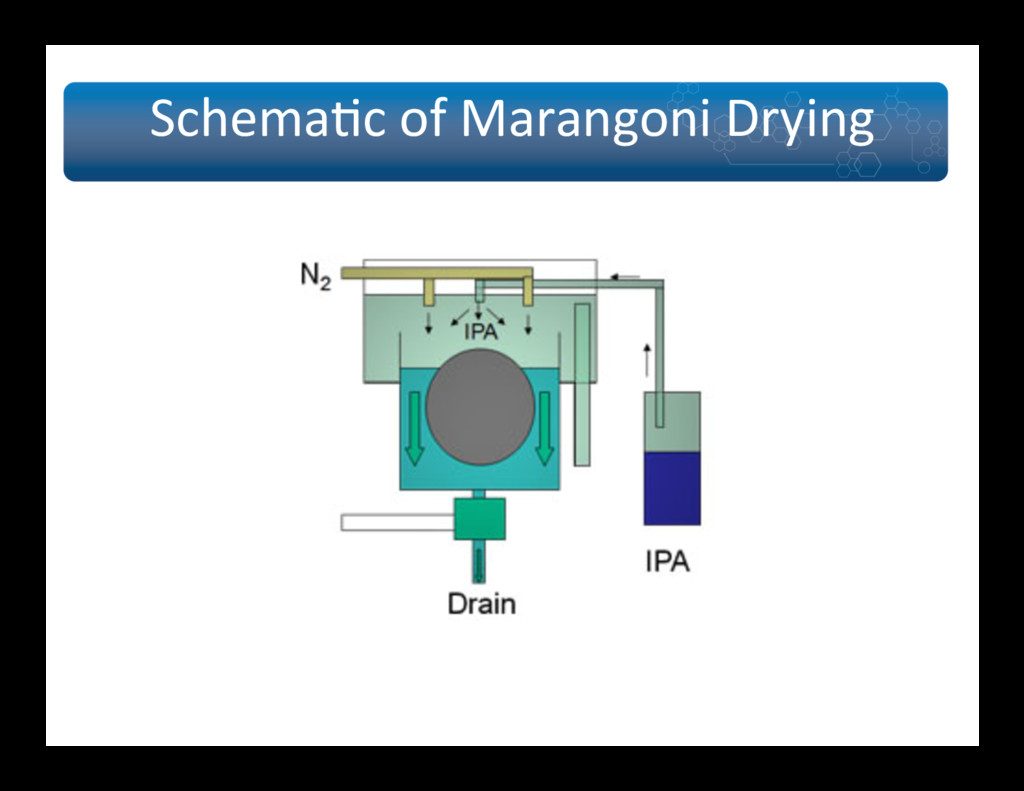
drying process in high purity applicaHons • Wafers submerged in water are slowly passed through a thin layer of IPA liquid • Wafers are dried due to the surface tension gradient • Marangoni dryers conHnuously consume UPW and generate a waste stream with IPA
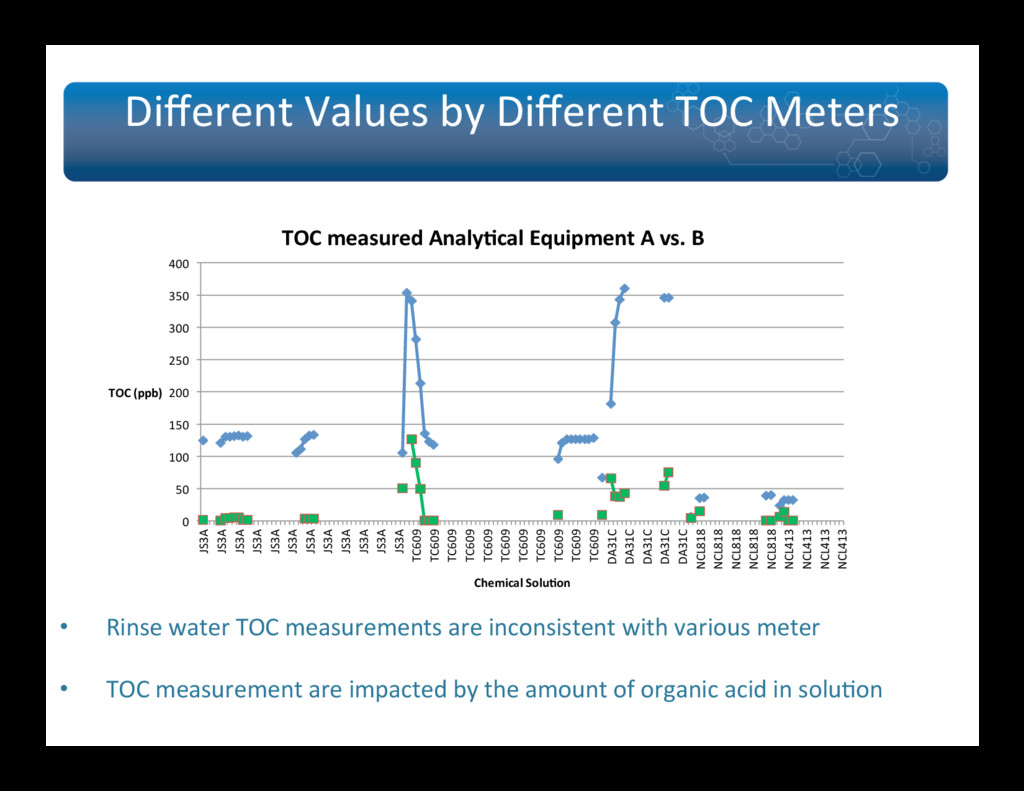
tests to qualify if the recycled effluent could be treated back to UPW levels and reused in the dryers • This presentaHon will focus on the removal efficiencies of the IPA from the rinse waters so the water can be recycled back to the dryer • Preliminary pilot scale tesHng was conducted using Exergy AEDI and Neotech Aqua TOC UV
tests were set up in an adjacent area to the cleanrooms where dryers were located • Batches of UPW/IPA mixture were made by customer on-‐site personnel to simulate the effluent stream • The IPA tests were conducted by the customer and the data was recorded and provided by the customer • Due to site and equipment limitaHons, the test were limited in scope
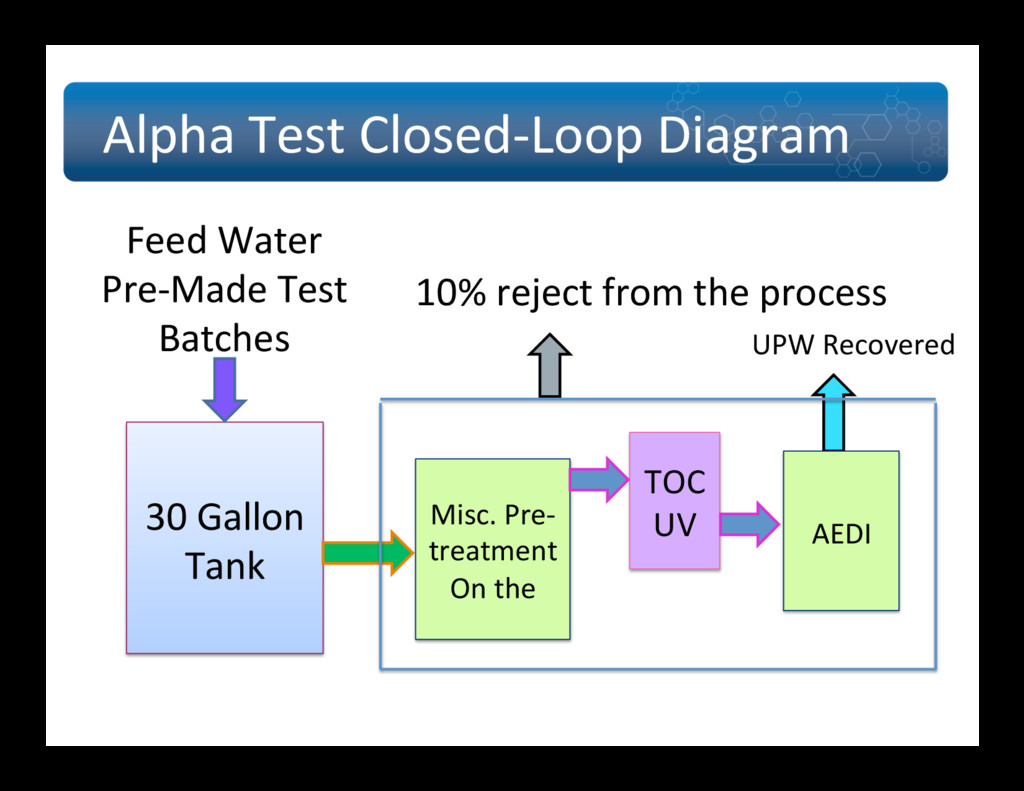
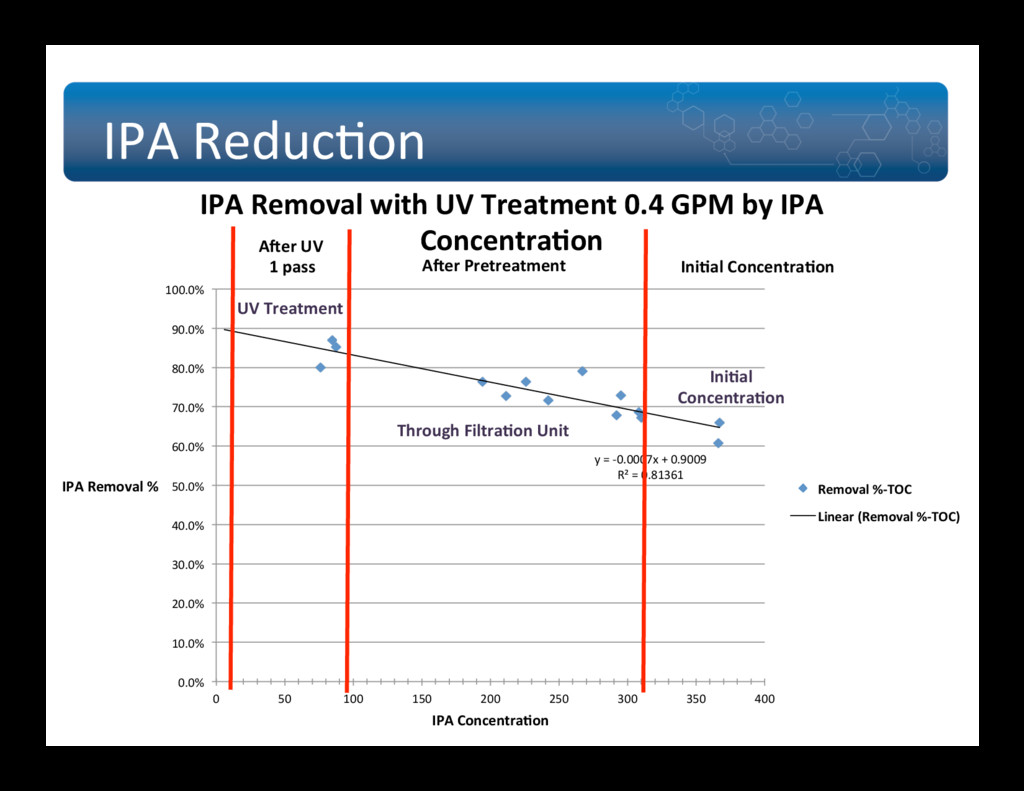
test water was filled into 30-‐ gallon tank • IniHal concentraHons of IPA was set at 350 ppb • Exergy AEDI consists of proprietary pretreatment and Exergy AEDI • The UV system was added to provide addiHonal IPA reducHon capability
period of 3 months with various configuraHons • Three TOC metrology equipment were tested – each with varied results • Some tests were with the UV on or off • The customer ran and managed the tests • The data shows that the configuraHon with the UV on was the most effecHve in IPA removal
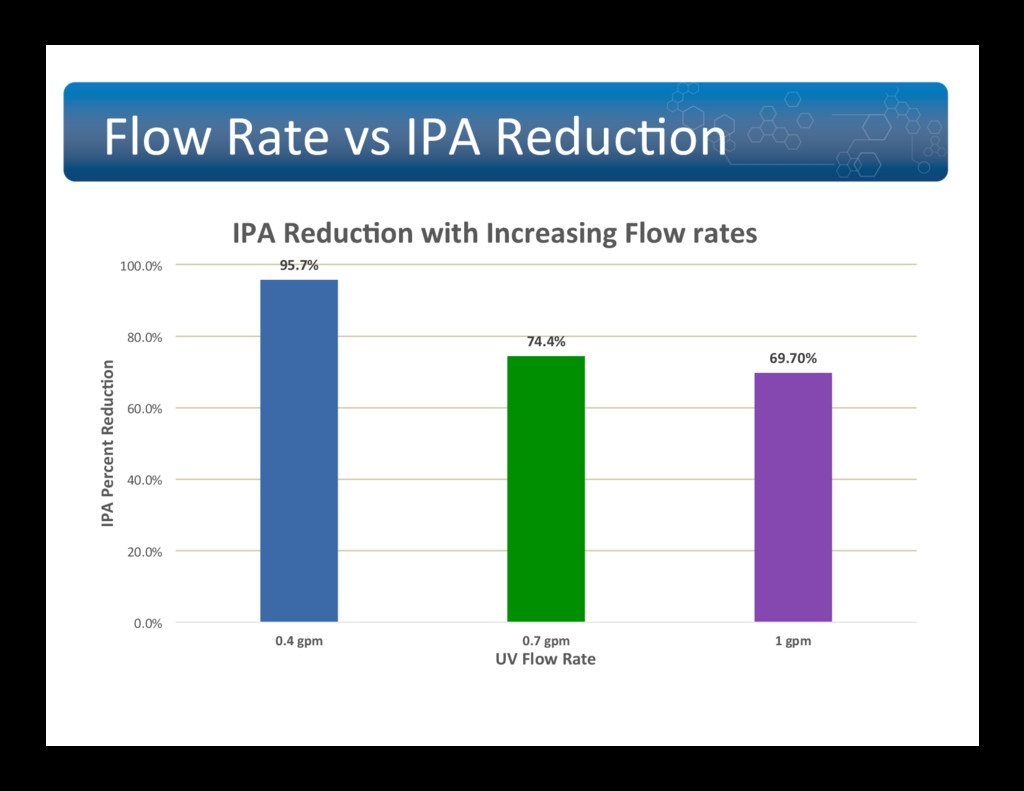
a 0.5 gpm flow • The equipment can easily be scaled for larger flow streams • Depending on the need, IPA removal can be scaled: – MulHple passes – VariaHon in configuraHon to enhance treatment (UV and Pretreatment) – AddiHonal treatment elements
UV is expected to reach TOC<5ppb -‐ UPW specs • The IPA levels has to achieve TOC < 5 ppb to allow reuse in this applicaHon: – A reducHon of 98.6% • Preliminary results are promising: Rinses from the dryer may be recycled and a Marangoni Dryer maybe closed-‐looped
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}