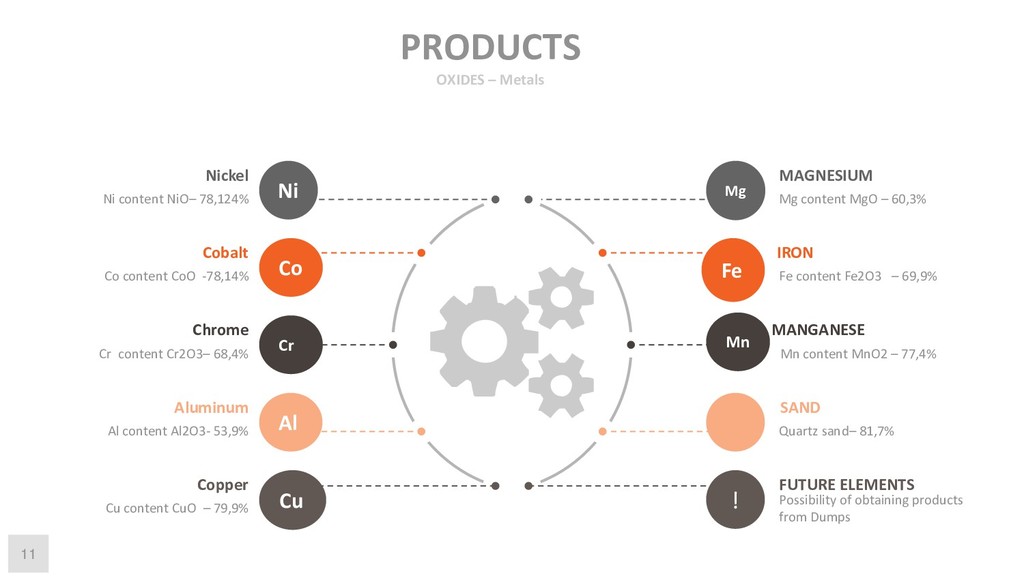
I am proposing to consider the possibility of financing the project: "Construction of a plant for processing nickel-cobalt oxidized ores and producing products - metal oxides - NiO, CoO, Al2O3, CuO, Cr2O3, MgO, MnO2, Fe2O3, and quartz sand"
metal oxides from oxidized nickel ores - MCEMO. Invention can be used for complex extraction of metals during processing of oxidized nickel-cobalt ores, as well as laterite ores containing nickel, cobalt, copper and other metals. The method involves ore dressing by size -1.00 0.00mm, sulphuric acid leaching in autoclave, thickening, filtration and washing of cake and leaching drain, collective deposition of metal hydroxides in solution of leaching with MgO reagent, magnetic separation of metal hydroxides in solution, burning of collective concentrates of metal hydroxides to metal oxides, magnetic separation of metal oxides for formation of MgO reactant, magnetic separation of metal oxides. High degree of extraction of nickel, cobalt, copper, aluminum and other metals is achieved. TECHNOLOGY
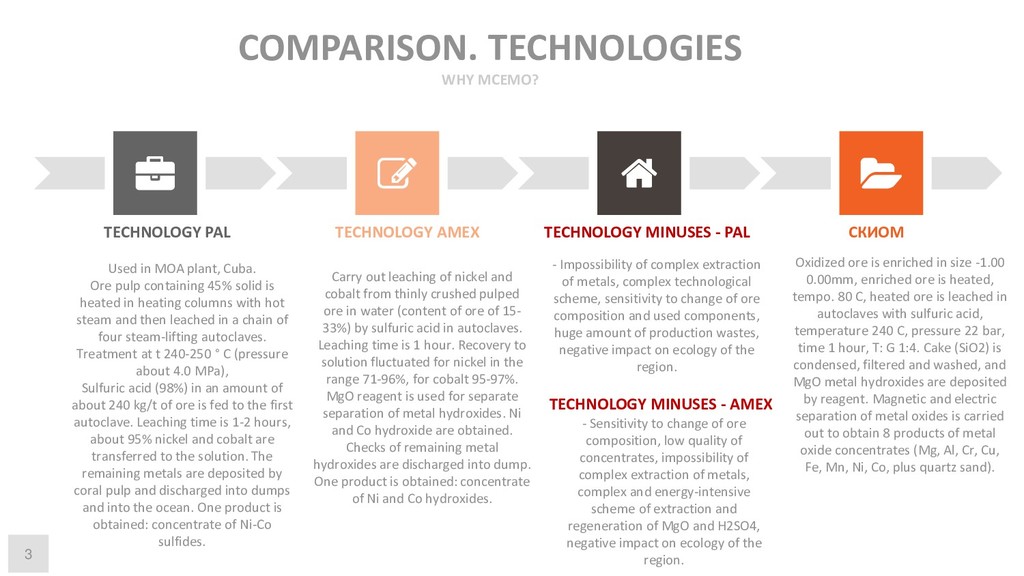
of nickel and cobalt from thinly crushed pulped ore in water (content of ore of 15- 33%) by sulfuric acid in autoclaves. Leaching time is 1 hour. Recovery to solution fluctuated for nickel in the range 71-96%, for cobalt 95-97%. MgO reagent is used for separate separation of metal hydroxides. Ni and Co hydroxide are obtained. Checks of remaining metal hydroxides are discharged into dump. One product is obtained: concentrate of Ni and Co hydroxides. TECHNOLOGY PAL Used in MOA plant, Cuba. Ore pulp containing 45% solid is heated in heating columns with hot steam and then leached in a chain of four steam-lifting autoclaves. Treatment at t 240-250 ° C (pressure about 4.0 MPa), Sulfuric acid (98%) in an amount of about 240 kg/t of ore is fed to the first autoclave. Leaching time is 1-2 hours, about 95% nickel and cobalt are transferred to the solution. The remaining metals are deposited by coral pulp and discharged into dumps and into the ocean. One product is obtained: concentrate of Ni-Co sulfides. TECHNOLOGY MINUSES - PAL - Impossibility of complex extraction of metals, complex technological scheme, sensitivity to change of ore composition and used components, huge amount of production wastes, negative impact on ecology of the region. СКИОМ Oxidized ore is enriched in size -1.00 0.00mm, enriched ore is heated, tempo. 80 C, heated ore is leached in autoclaves with sulfuric acid, temperature 240 C, pressure 22 bar, time 1 hour, T: G 1:4. Cake (SiO2) is condensed, filtered and washed, and MgO metal hydroxides are deposited by reagent. Magnetic and electric separation of metal oxides is carried out to obtain 8 products of metal oxide concentrates (Mg, Al, Cr, Cu, Fe, Mn, Ni, Co, plus quartz sand). TECHNOLOGY MINUSES - AMEX - Sensitivity to change of ore composition, low quality of concentrates, impossibility of complex extraction of metals, complex and energy-intensive scheme of extraction and regeneration of MgO and Н2SO4, negative impact on ecology of the region.
EFFICIENCY Complex metal extraction - Mg, Al, Cr, Cu, Fe, Mn, Ni, Co, plus quartz sand. Concentrates with high metal oxide content POSSIBILITY - extraction of metals from ore on board 0.3. SIMPLE SCHEME Return cycle of water supply with little makeup. Reverse cycle of neutralization and sulfuric acid production. PRODUCTION OF SULFURIC ACID Production of sulfuric acid. Provision of MgO reagent production. Provision of electricity and heat production. ECOLOGY Minimal adverse impact on the region 's ecology. Waste-free production.
Institute of Intellectual Property" of the Ministry of Justice of the Republic of Kazakhstan. The technology was developed in 2011. Tests were carried out at the VNIITSVETMET DGP for autoclave leaching of ore from the Severo- Rozhdestvensky deposit. MCEMO technology was registered on July 15, 2014 / June 13, 2017. (reg. No. 012017305/1421). PATENT REGISTRATION MgO reagent (PH-10) Reagent MgO regenerates and returns for neutralization Technical water for ore disintegration is returned from thickening and filtration drains Neutralization abgase (gas exhaust) is returned to sulfuric acid production " INVENTION FORMULA
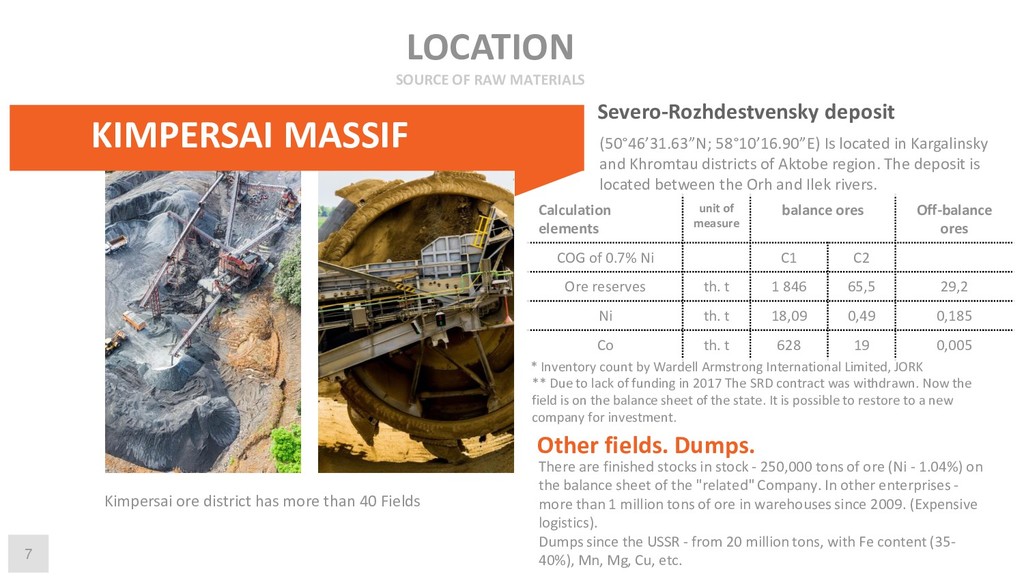
Is located in Kargalinsky and Khromtau districts of Aktobe region. The deposit is located between the Orh and Ilek rivers. Severo-Rozhdestvensky deposit There are finished stocks in stock - 250,000 tons of ore (Ni - 1.04%) on the balance sheet of the "related" Company. In other enterprises - more than 1 million tons of ore in warehouses since 2009. (Expensive logistics). Dumps since the USSR - from 20 million tons, with Fe content (35- 40%), Mn, Mg, Cu, etc. Other fields. Dumps. Calculation elements unit of measure balance ores Off-balance ores COG of 0.7% Ni С1 С2 Ore reserves th. t 1 846 65,5 29,2 Ni th. t 18,09 0,49 0,185 Co th. t 628 19 0,005 * Inventory count by Wardell Armstrong International Limited, JORK ** Due to lack of funding in 2017 The SRD contract was withdrawn. Now the field is on the balance sheet of the state. It is possible to restore to a new company for investment. Kimpersai ore district has more than 40 Fields
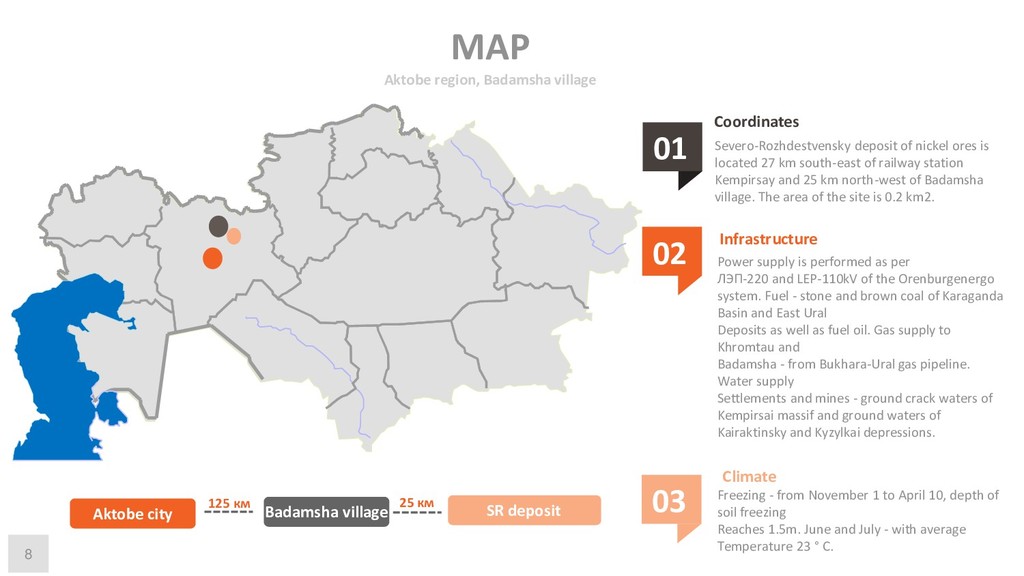
Aktobe city 01 02 03 Severo-Rozhdestvensky deposit of nickel ores is located 27 km south-east of railway station Kempirsay and 25 km north-west of Badamsha village. The area of the site is 0.2 km2. Coordinates Power supply is performed as per ЛЭП-220 and LEP-110kV of the Orenburgenergo system. Fuel - stone and brown coal of Karaganda Basin and East Ural Deposits as well as fuel oil. Gas supply to Khromtau and Badamsha - from Bukhara-Ural gas pipeline. Water supply Settlements and mines - ground crack waters of Kempirsai massif and ground waters of Kairaktinsky and Kyzylkai depressions. Infrastructure Freezing - from November 1 to April 10, depth of soil freezing Reaches 1.5m. June and July - with average Temperature 23 ° C. Climate 125 км 25 км
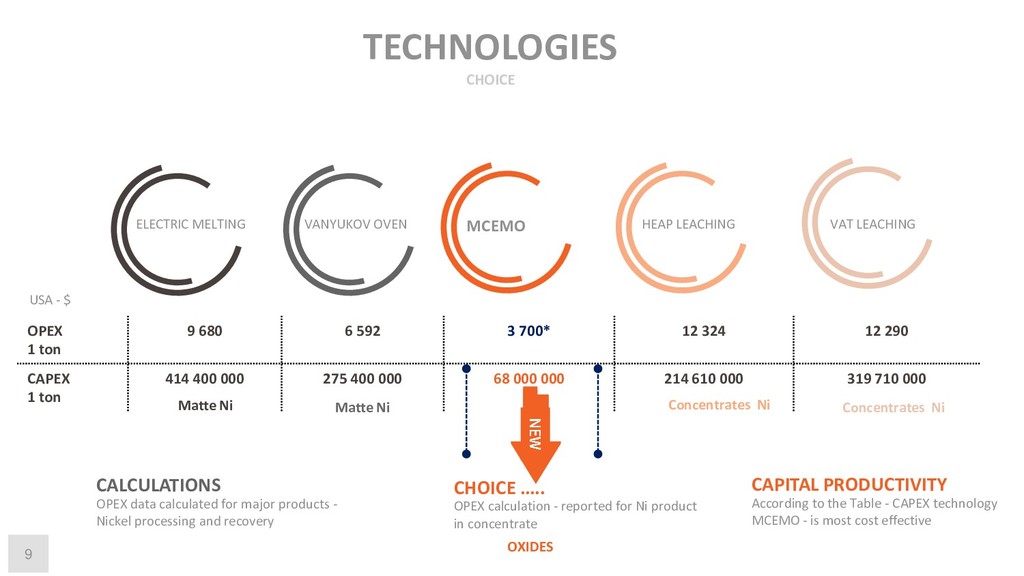
Nickel processing and recovery CALCULATIONS OPEX calculation - reported for Ni product in concentrate CHOICE ….. According to the Table - CAPEX technology MCEMO - is most cost effective CAPITAL PRODUCTIVITY VANYUKOV OVEN ELECTRIC MELTING HEAP LEACHING VAT LEACHING MCEMO OPEX 1 ton 9 680 6 592 3 700* 12 324 12 290 CAPEX 1 ton 414 400 000 275 400 000 68 000 000 214 610 000 319 710 000 USA - $ Matte Ni Matte Ni Concentrates Ni Concentrates Ni OXIDES
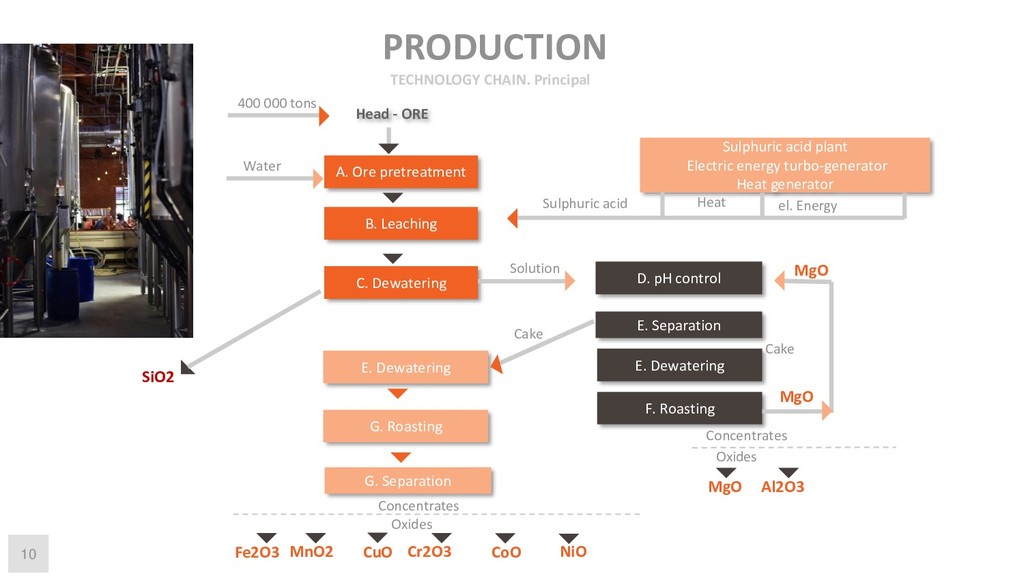
ORE Sulphuric acid plant Electric energy turbo-generator Heat generator В. Leaching С. Dewatering D. pH control E. Separation E. Dewatering F. Roasting E. Dewatering G. Roasting G. Separation SiO2 Water Sulphuric acid Heat el. Energy Solution Cake Cake MgO MgO Fe2O3 CuO Cr2O3 CoO NiO MgO Al2O3 MnO2 Concentrates Oxides Concentrates Oxides 400 000 tons
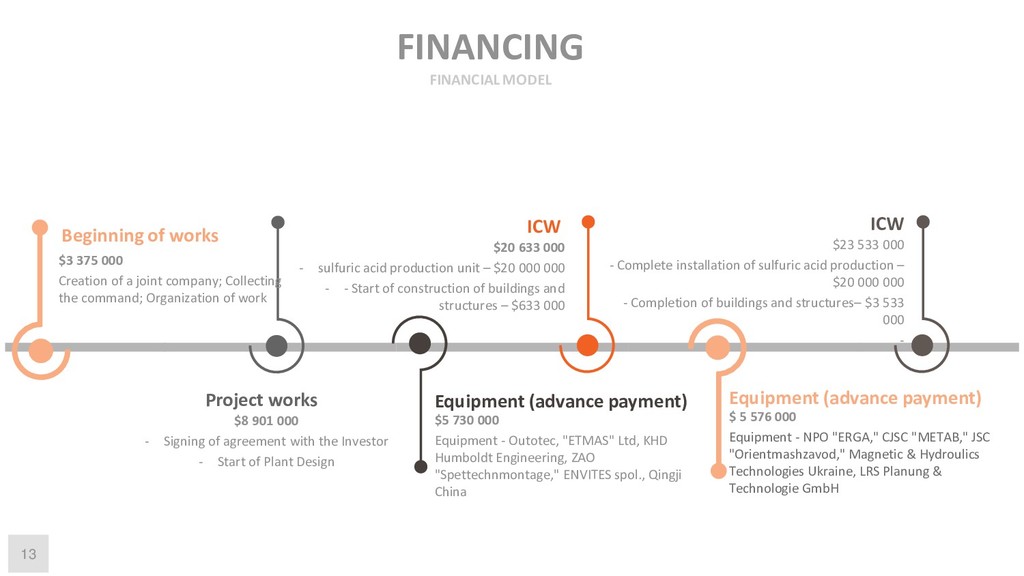
production unit – $20 000 000 - - Start of construction of buildings and structures – $633 000 ICW $ 5 576 000 Equipment - NPO "ERGA," CJSC "METAB," JSC "Orientmashzavod," Magnetic & Hydroulics Technologies Ukraine, LRS Planung & Technologie GmbH Equipment (advance payment) $23 533 000 - Complete installation of sulfuric acid production – $20 000 000 - Completion of buildings and structures– $3 533 000 - ICW $5 730 000 Equipment - Outotec, "ETMAS" Ltd, KHD Humboldt Engineering, ZAO "Spettechnmontage," ENVITES spol., Qingji China Equipment (advance payment) $8 901 000 - Signing of agreement with the Investor - Start of Plant Design Project works $3 375 000 Creation of a joint company; Collecting the command; Organization of work Beginning of works
5,9 mln $ Ni Co Cu Al Cr Mn Fe Mg КП 885 mln $ 1 year SALE 17 years SALE 52 NiO 17 лет 2 385 t 40 435 t 1 год MgO MADE 33 170 t 564 000 t Fe2O3 MADE 1 680 t 29 000 t CuO Al2O3 MnO Cr2O3 590 t 10 000 t 470 t 8 000 t 1 470 t 25 000 t CoO 72 t 1 631 t 404 t 7 000 t MADE NiO 350 21 mln $ 40% SALE 44% MgO 395 mln $ 23 4% CoO 32 mln $ 1,8 12% 108 6,4 КП 4 624 000 t 272 000 t INCOME EXPENSES PP/DPP NPV/DNPV IRR/DIRR PI/DPI 3,8 г 343 6 л 39 26% 8% 5,7 1,5
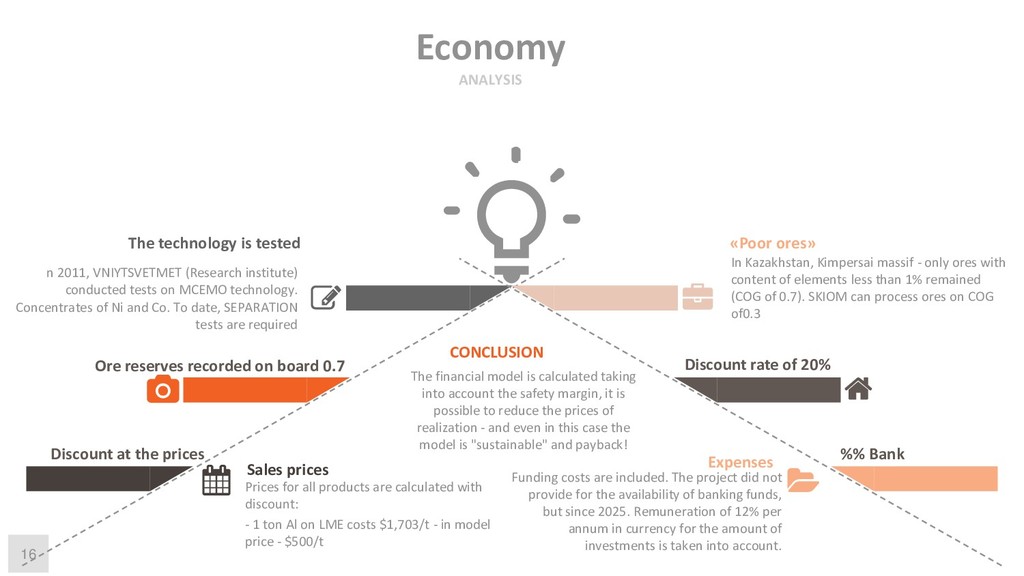
only ores with content of elements less than 1% remained (COG of 0.7). SKIOM can process ores on COG of0.3 The technology is tested n 2011, VNIYTSVETMET (Research institute) conducted tests on MCEMO technology. Concentrates of Ni and Co. To date, SEPARATION tests are required Sales prices Prices for all products are calculated with discount: - 1 ton Al on LME costs $1,703/t - in model price - $500/t Expenses Funding costs are included. The project did not provide for the availability of banking funds, but since 2025. Remuneration of 12% per annum in currency for the amount of investments is taken into account. CONCLUSION The financial model is calculated taking into account the safety margin, it is possible to reduce the prices of realization - and even in this case the model is "sustainable" and payback! Discount rate of 20% Discount at the prices %% Bank Ore reserves recorded on board 0.7
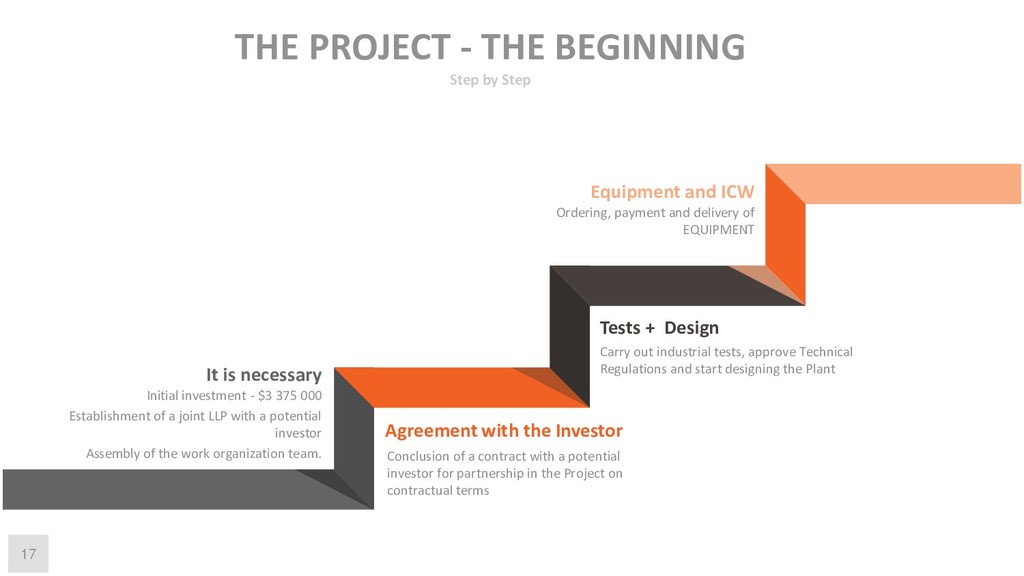
investment - $3 375 000 Establishment of a joint LLP with a potential investor Assembly of the work organization team. It is necessary Conclusion of a contract with a potential investor for partnership in the Project on contractual terms Agreement with the Investor Carry out industrial tests, approve Technical Regulations and start designing the Plant Tests + Design Ordering, payment and delivery of EQUIPMENT Equipment and ICW
has been carried out, comparative analysis has been carried out since 2010. Data package collected from geology to financial model of the project, taking into account VNIITSVETMET testing data. Prior to a Bank Feasibility Study, one test is required. Feasibility study There is a stored ore in the amount of 250,000 tons. Ore on LLP balance sheet "connected" and controlled by the project initiator. ORE The project can start from "zero" without debts, without carrying out additional costs for research, analysis, research (historical costs more than $2.5 million). BUSINESS IDEA According to the technology, all necessary procedures of "testing" have been performed - works by 85%. It is only left to complete the metal separation tests - this is the final stage in the process chain. TECHNOLOGY MCEMO
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![19 CONTACTS [email protected] + 7 747 953 6914](https://files.speakerdeck.com/presentations/025cef4d3c364b208b38320c0ff66645/slide_18.jpg){kind=link}