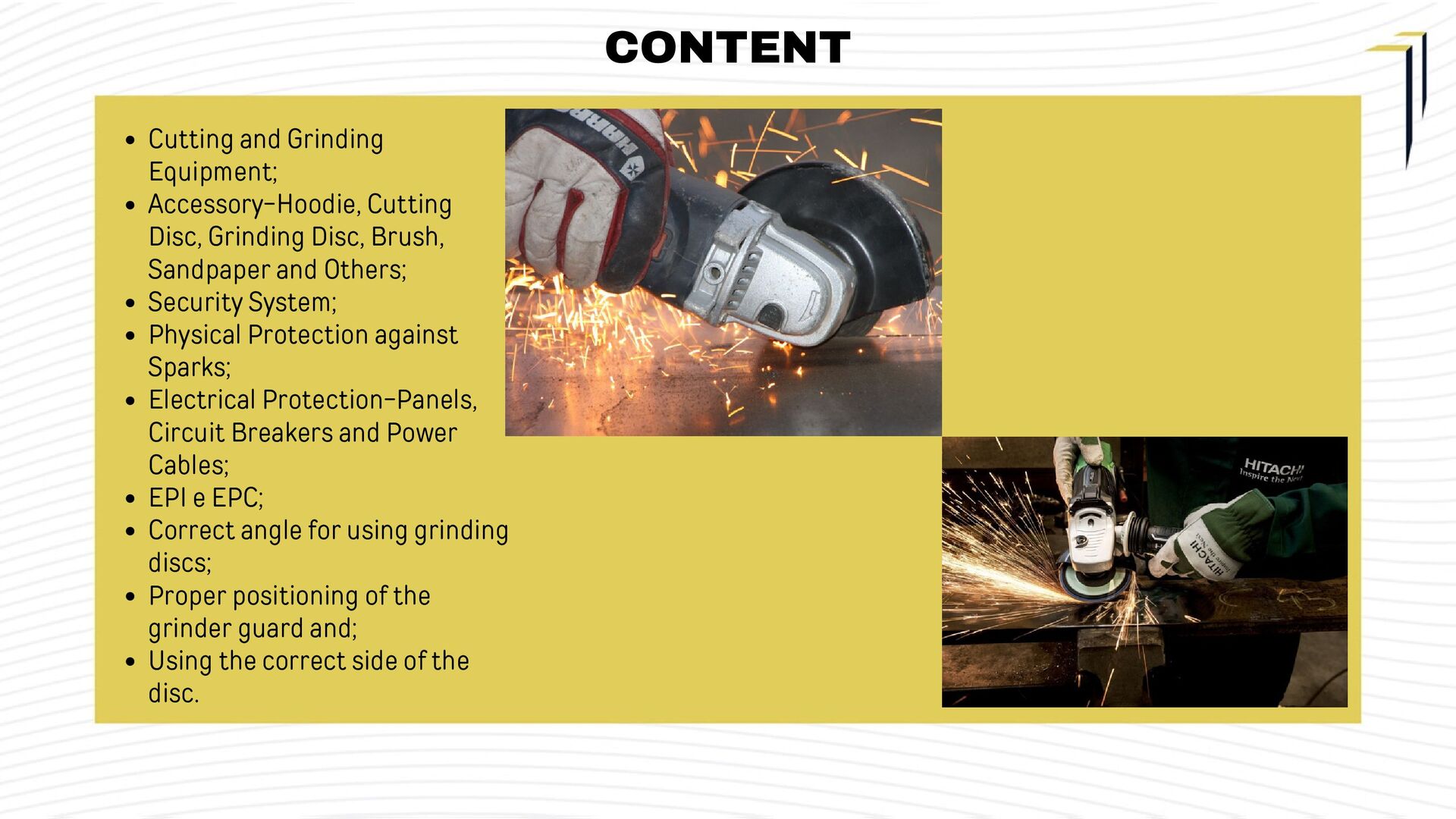
Brush, Sandpaper and Others; Security System; Physical Protection against Sparks; Electrical Protection-Panels, Circuit Breakers and Power Cables; EPI e EPC; Correct angle for using grinding discs; Proper positioning of the grinder guard and; Using the correct side of the disc.
from different maintenance areas to carry out activities related to machines and equipment. Rotary machines with total safety Regulatory Standards NR 06 – Personal Protective Equipment NR 12- Machinery and Equipment NR 34 – Working conditions and environment in the Shipbuilding and Repair Industry Item 34.12 Portable Equipment.
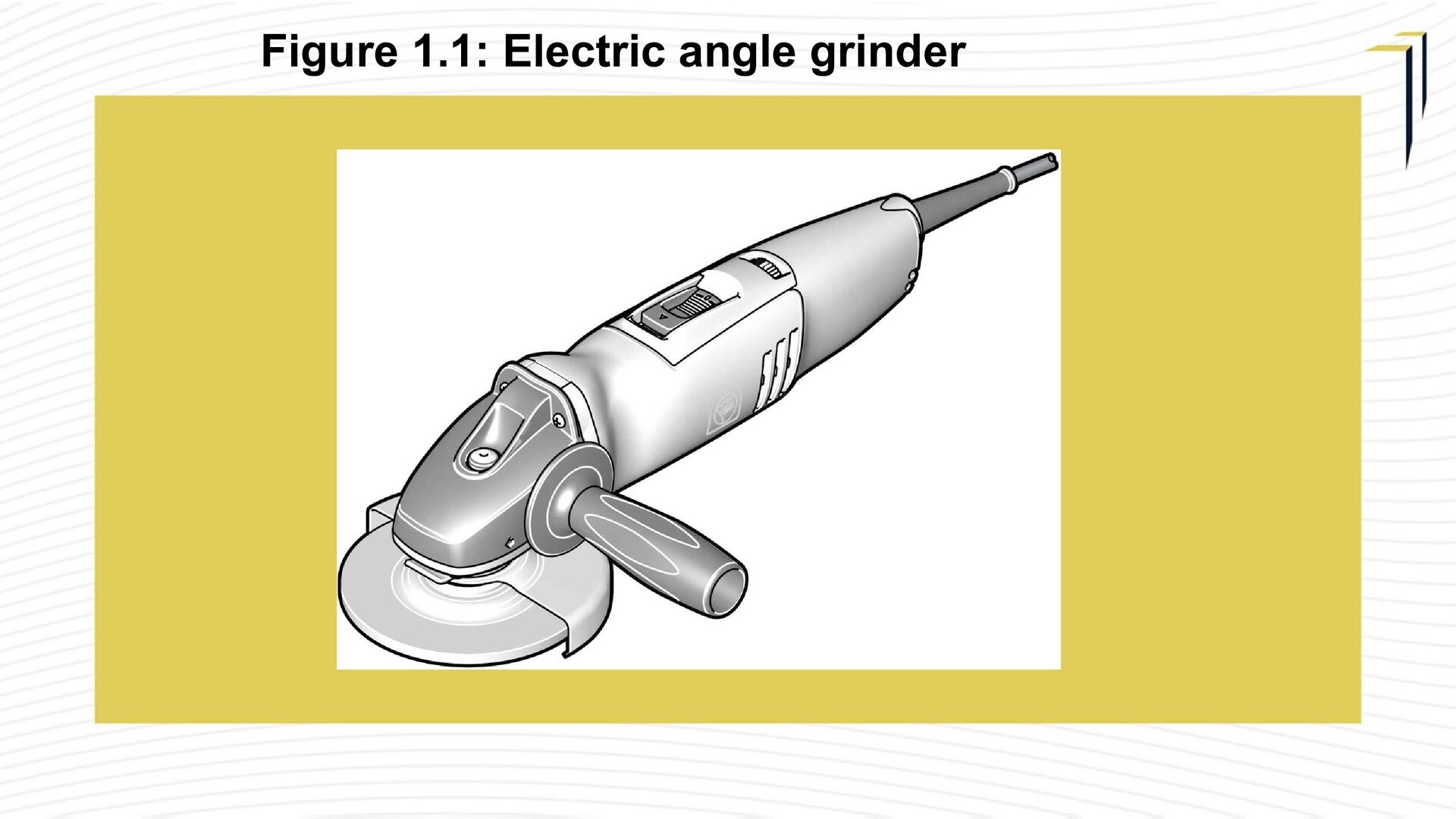
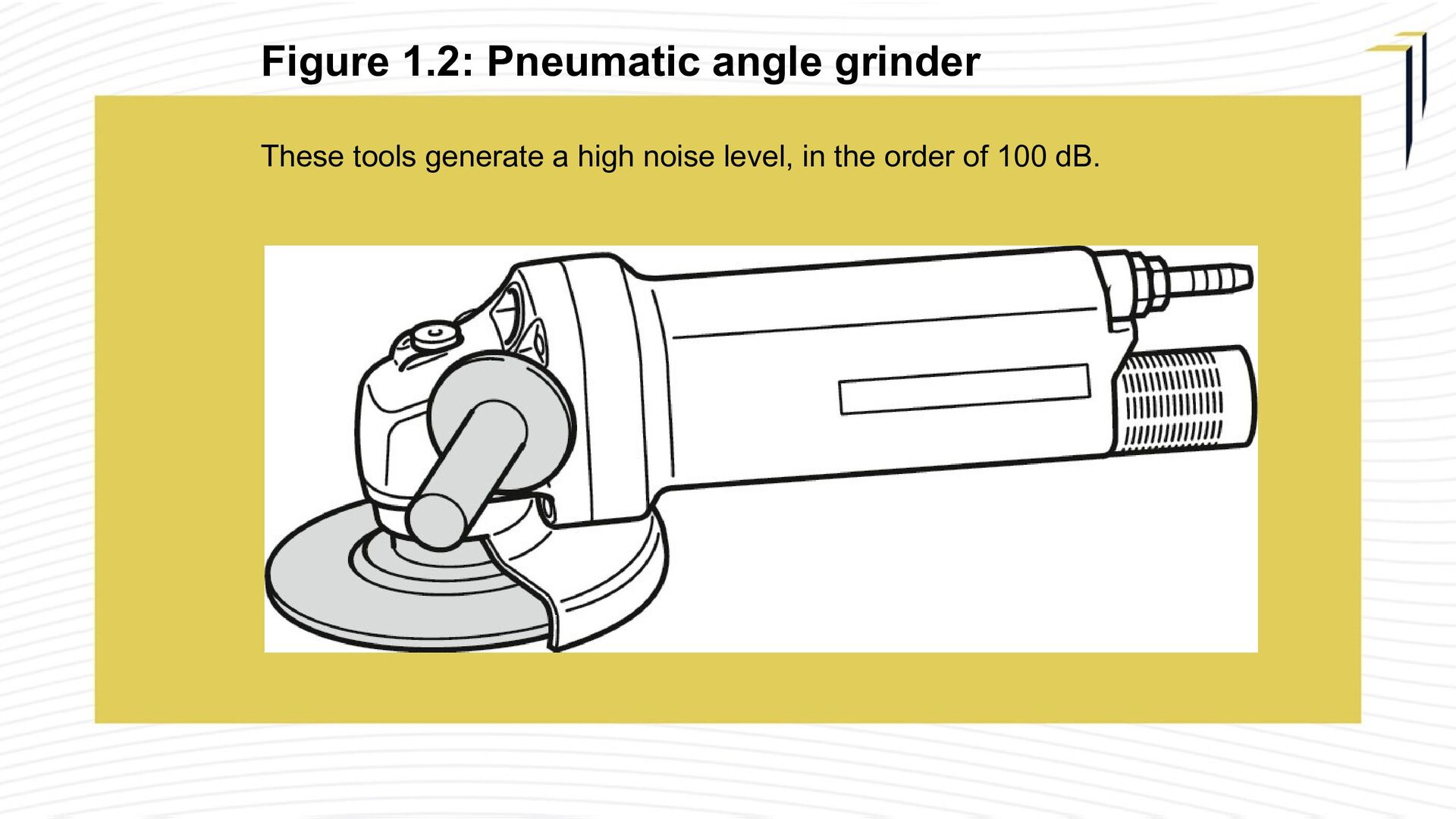
manual angle grinder, which is a portable machine developed to perform the most varied types of services such as: cutting, grinding and deburring metals and welding in boiler shops, metalworks, foundries, industrial maintenance departments, body shops, metalworking shops, etc. Also used for roughing or finishing exposed concrete. They can be manufactured with electric or compressed air (pneumatic) propulsion, as shown in figures 1.1 and 1.2, respectively, and both use an abrasive disc as a tool, and the electric one develops higher rotations compared to the pneumatic one. INTRODUCTION
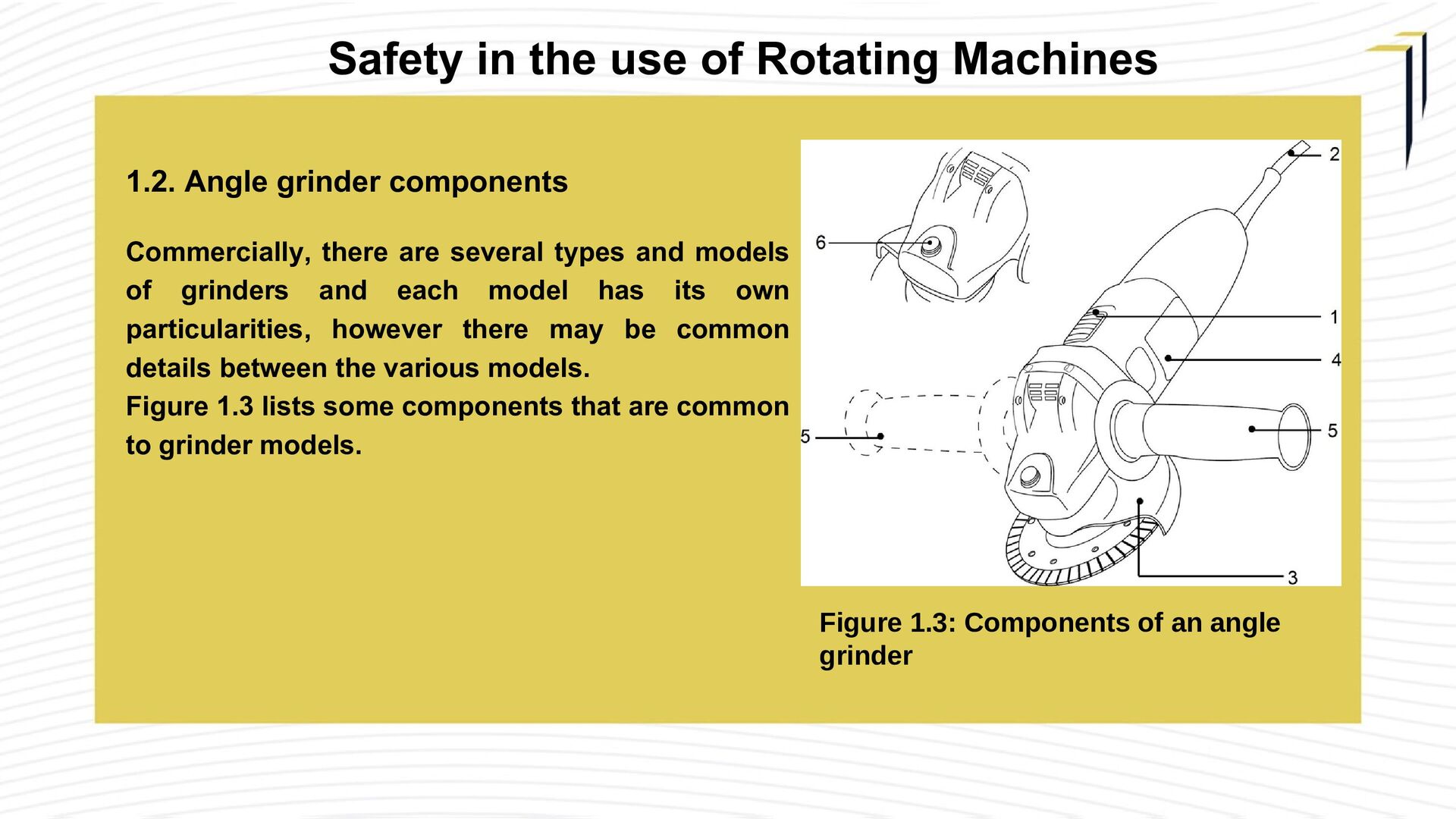
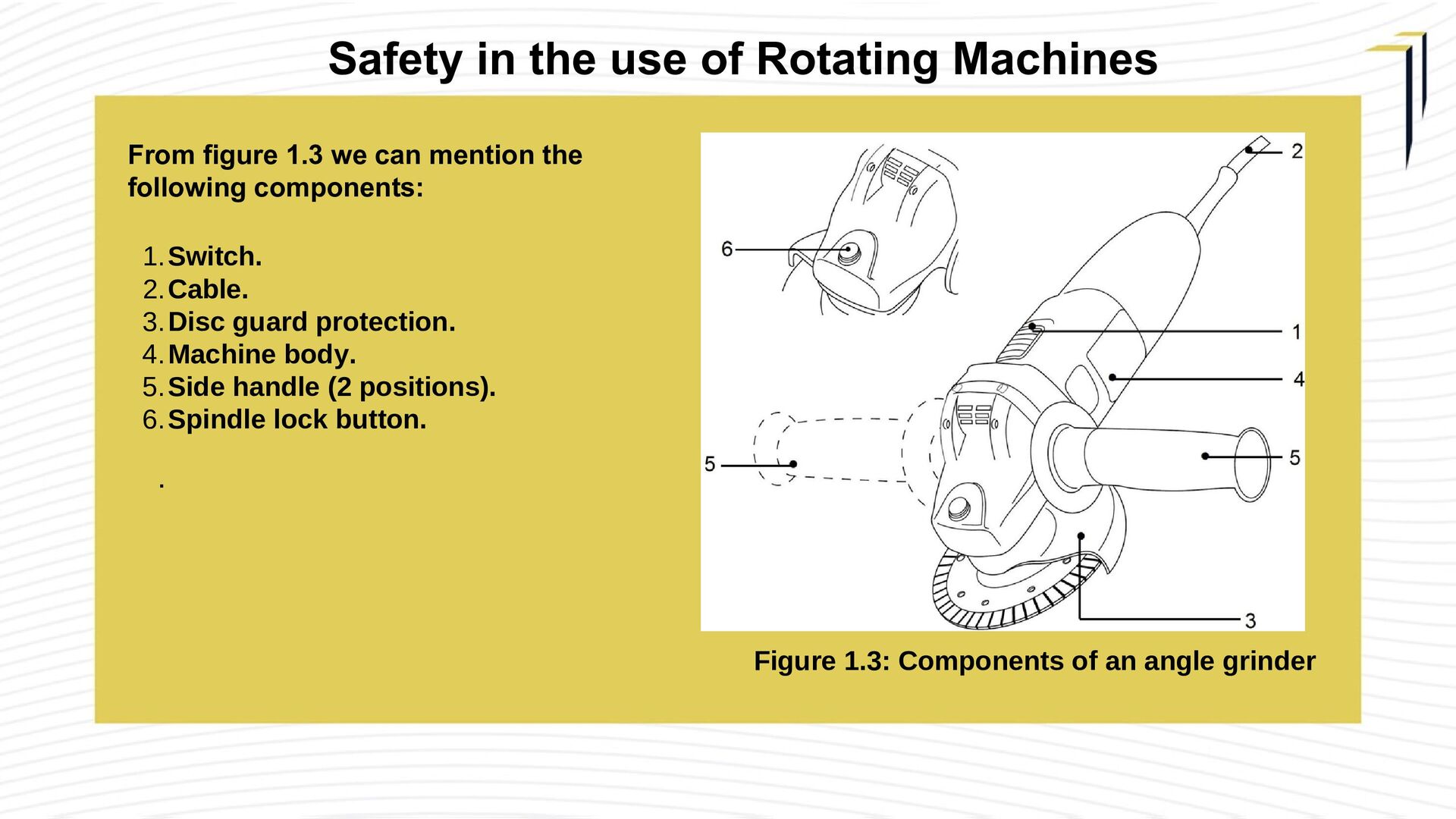
models of grinders and each model has its own particularities, however there may be common details between the various models. Figure 1.3 lists some components that are common to grinder models. Safety in the use of Rotating Machines Figure 1.3: Components of an angle grinder
1. Cable. 2. Disc guard protection. 3. Machine body. 4. Side handle (2 positions). 5. Spindle lock button. 6. . Safety in the use of Rotating Machines Figure 1.3: Components of an angle grinder
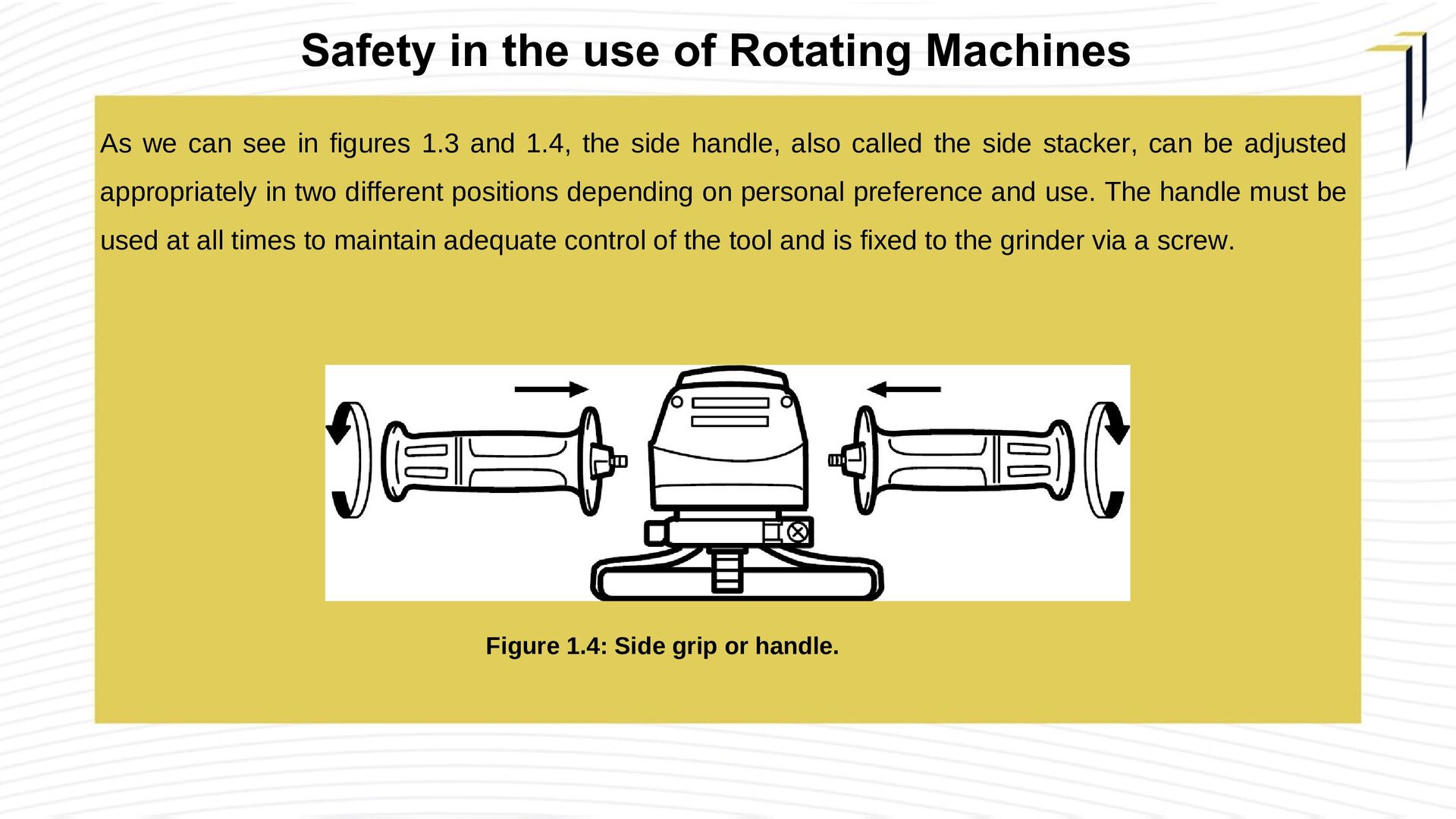
side handle, also called the side stacker, can be adjusted appropriately in two different positions depending on personal preference and use. The handle must be used at all times to maintain adequate control of the tool and is fixed to the grinder via a screw. Figure 1.4: Side grip or handle. Safety in the use of Rotating Machines
the spindle from moving during the installation or removal of discs. It should only be used when the tool is switched off and unplugged from the power socket. To engage the lock, press the lock button (C) and turn the spindle until it will not move any further. The grinder is equipped with a mounting ring that allows easy installation and removal of discs. Note: Never press the spindle lock button while the grinder is running or plugged in, let alone turn it on while the spindle lock button is pressed. This may result in damage to the tool. Safety in the use of Rotating Machines
the discs must be carried out to identify possible: Damage caused by inadequate transportation; Cracks; Among other relevant technical information. DISCS
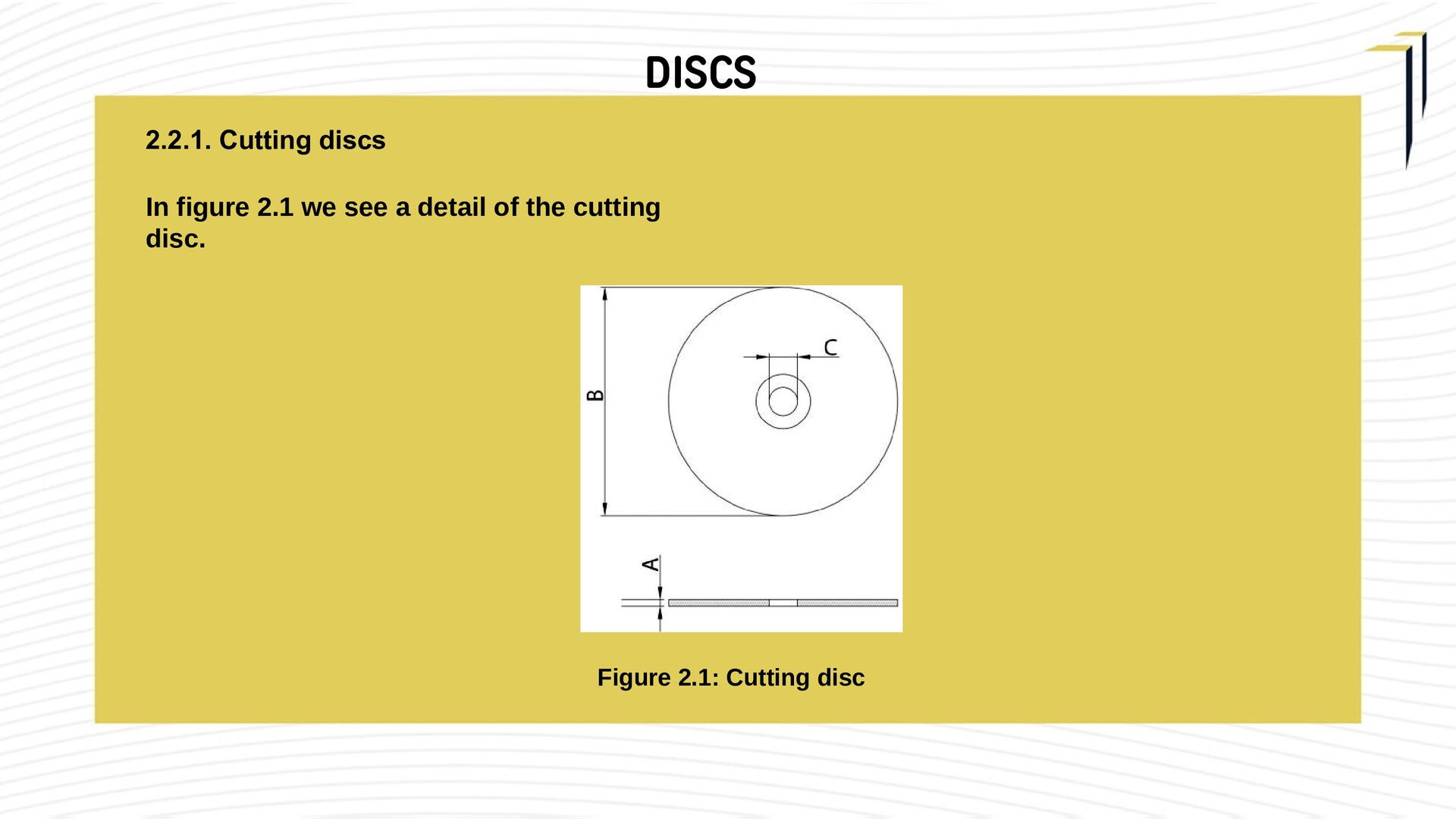
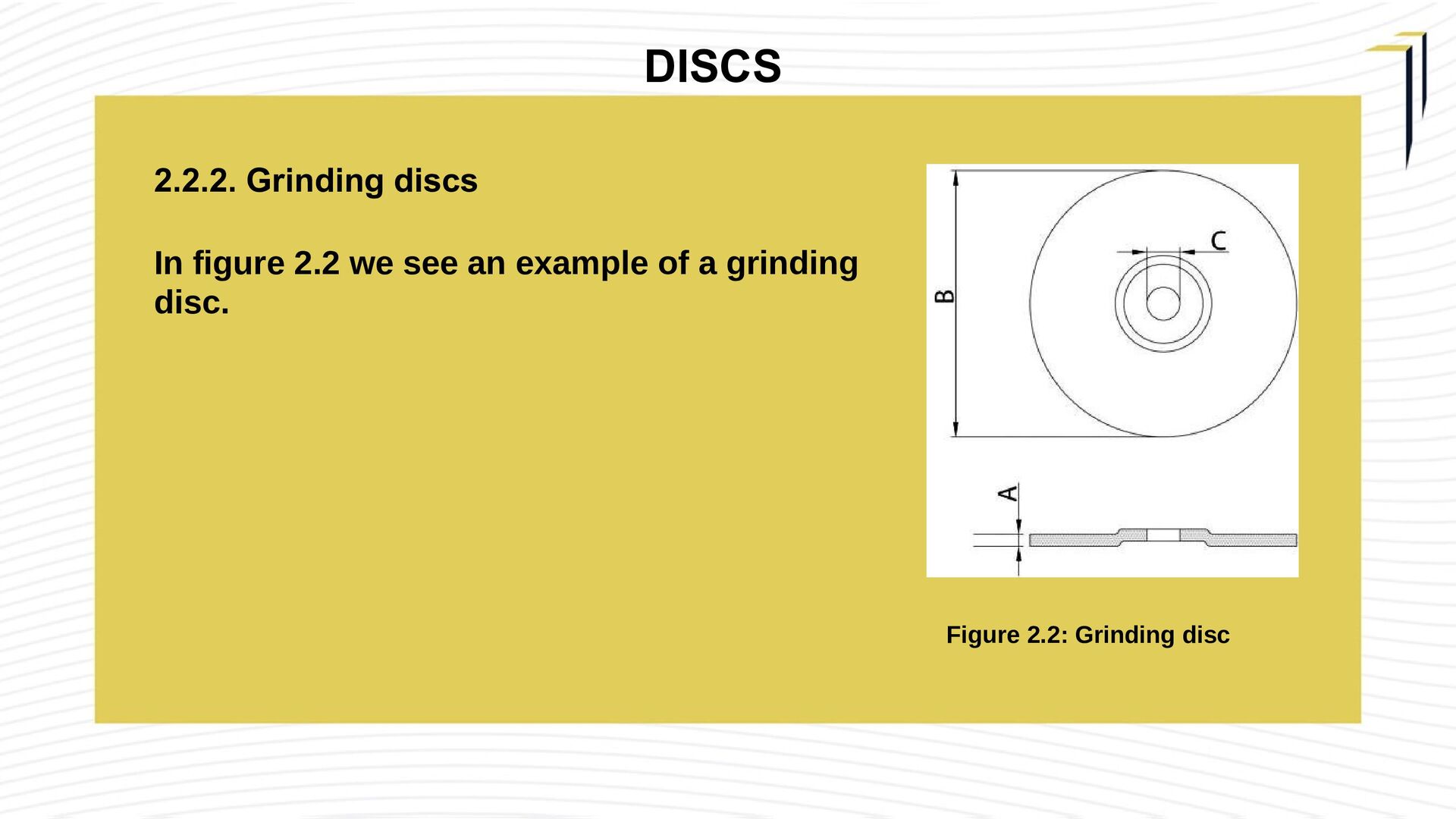
used in metal cutting processes associated with welding will be mentioned. In the figures 2.1 and 2.2 the letters A, B and C are dimensions that vary according to the disc model. DISCS
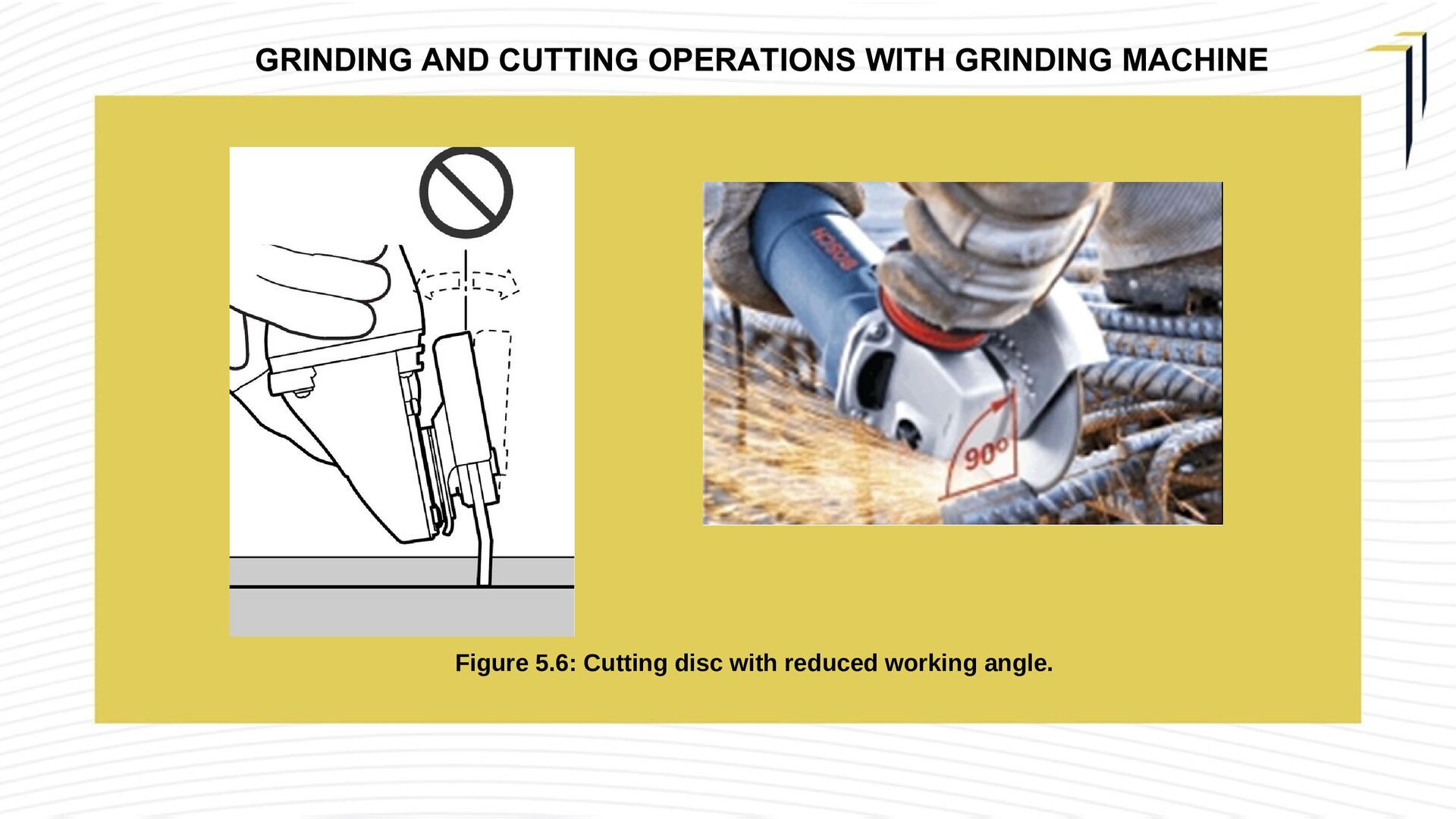
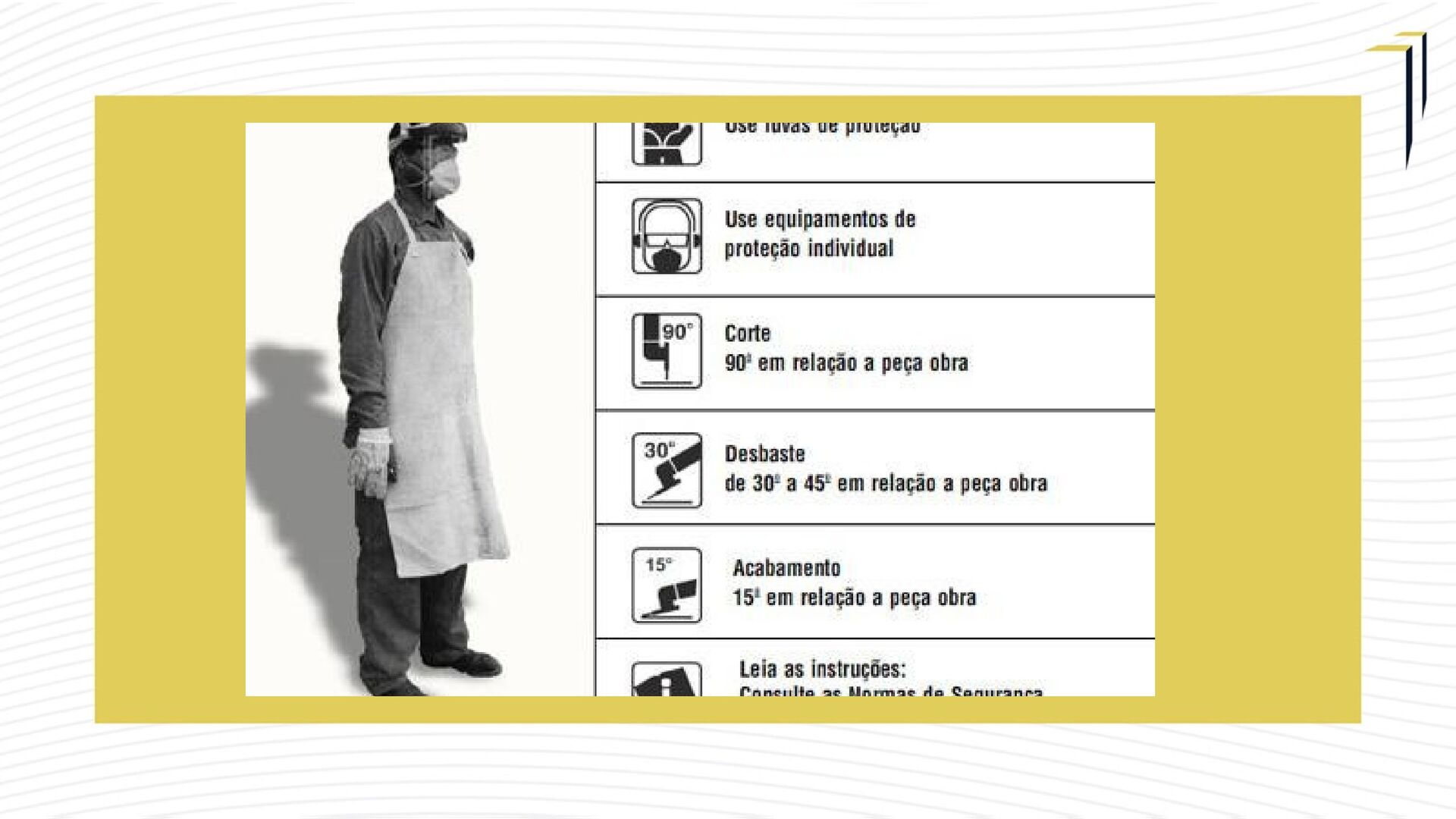
and portable machines of the angle grinder type and provide high speed in the execution of cuts. Compared to steel saws, the abrasive cutting disc is all the more advantageous the harder and tougher the materials to be cut. They are manufactured with fiberglass reinforcement screens and provide speed in operation, and should be used at 90° in relation to the workpiece. Main applications: cutting pipes, bars and metal sheets, refractories, stones, concrete, ferrous and non-ferrous materials in general. These discs should not be used for cutting wood. DISCS
the removal of large amounts of material per unit of time. Main applications: grinding of weld beads, deburring of castings, removal of surface defects and imperfections, surface cleaning before welding and surface preparation for painting or coating. DISCS
abrasives that will be used depending on the material to be worked (cut or ground). The type of abrasive and its respective indication are generally indicated on the disc label, as well as other information. Among these abrasives we can mention: a) Aluminum Oxide (A): Recommended for applications in ferrous materials with high tensile strength, such as steel and its alloys, nodular and malleable cast iron. DISCS
tensile strength such as gray cast iron, non-ferrous and non-metallic materials; a. Zirconium Aluminum Oxide: Recommended for applications in materials with high tensile strength. It has a superior removal capacity compared to conventional abrasive grains, providing greater performance and durability of the disc. a. Brown aluminum oxide: Suitable for cutting ferrous materials in a. general, steels and their alloys, nodular cast iron and stainless steel. DISCS
and high-hardness steel. Free of iron contaminants. Cutting discs are made of abrasive disc grains and joined by resinoid bonds which provide advantages such as: Less effort in service, reducing operator fatigue; Less mechanical effort; The abrasive remains in action for longer; Faster material removal; Cutting or grinding operation with less heat generation. DISCS
to the abrasive grains, which perform the cutting or grinding, and the alloy, which holds the grains together, we also have fiberglass screens, to provide mechanical resistance to the discs during operation, preventing them from breaking and causing accidents. The discs can have different diameters: 4½”, 7”, 9”, 10” and 12”. DISCS
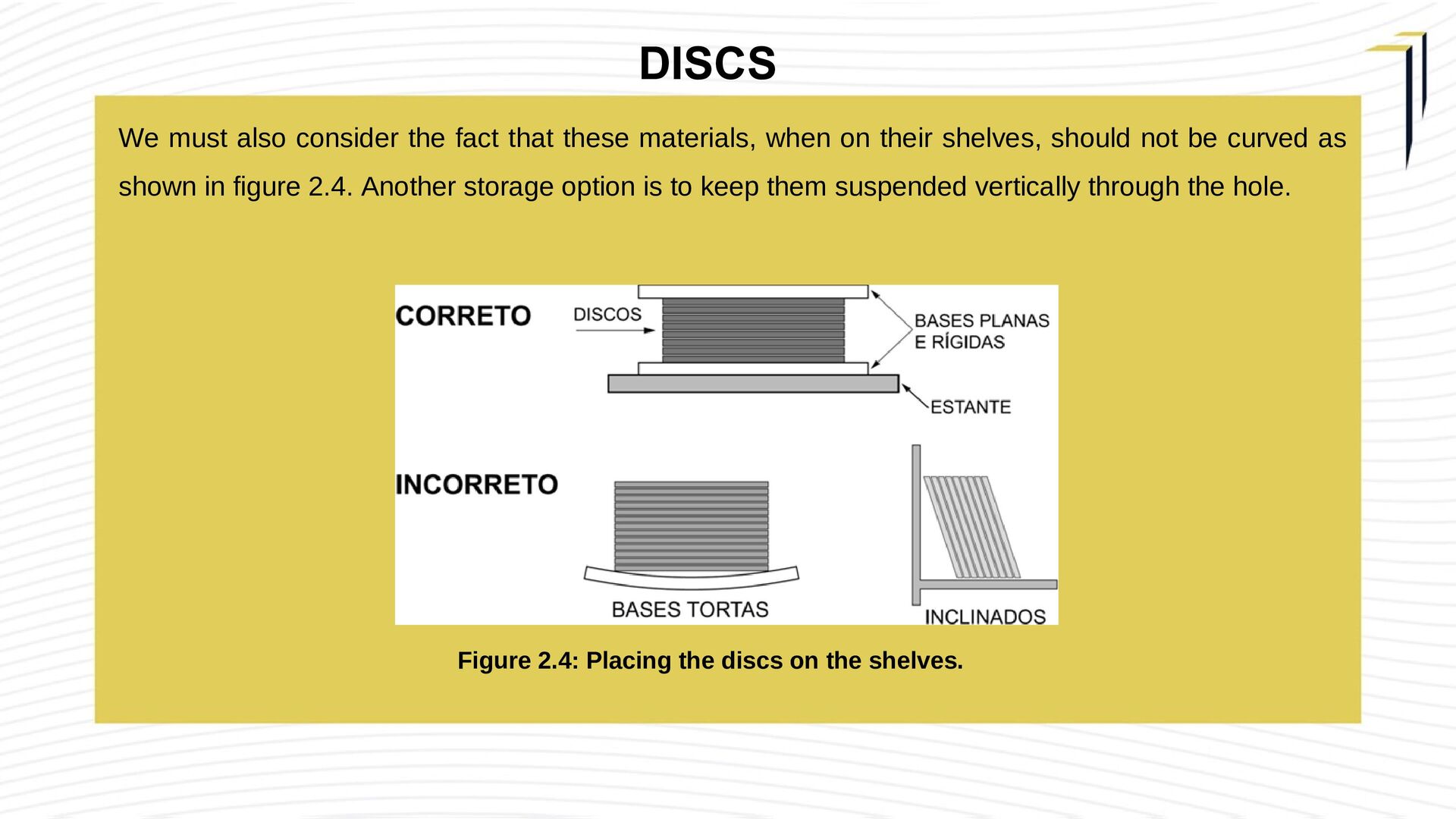
compromise product quality. This way: Store in a dry place away from excessive heat; Discs and grinding wheels must be stored horizontally, on flat shelves, preferably in their original packaging. Keep the disc and grinding wheels preferably in their own packaging. DISCS
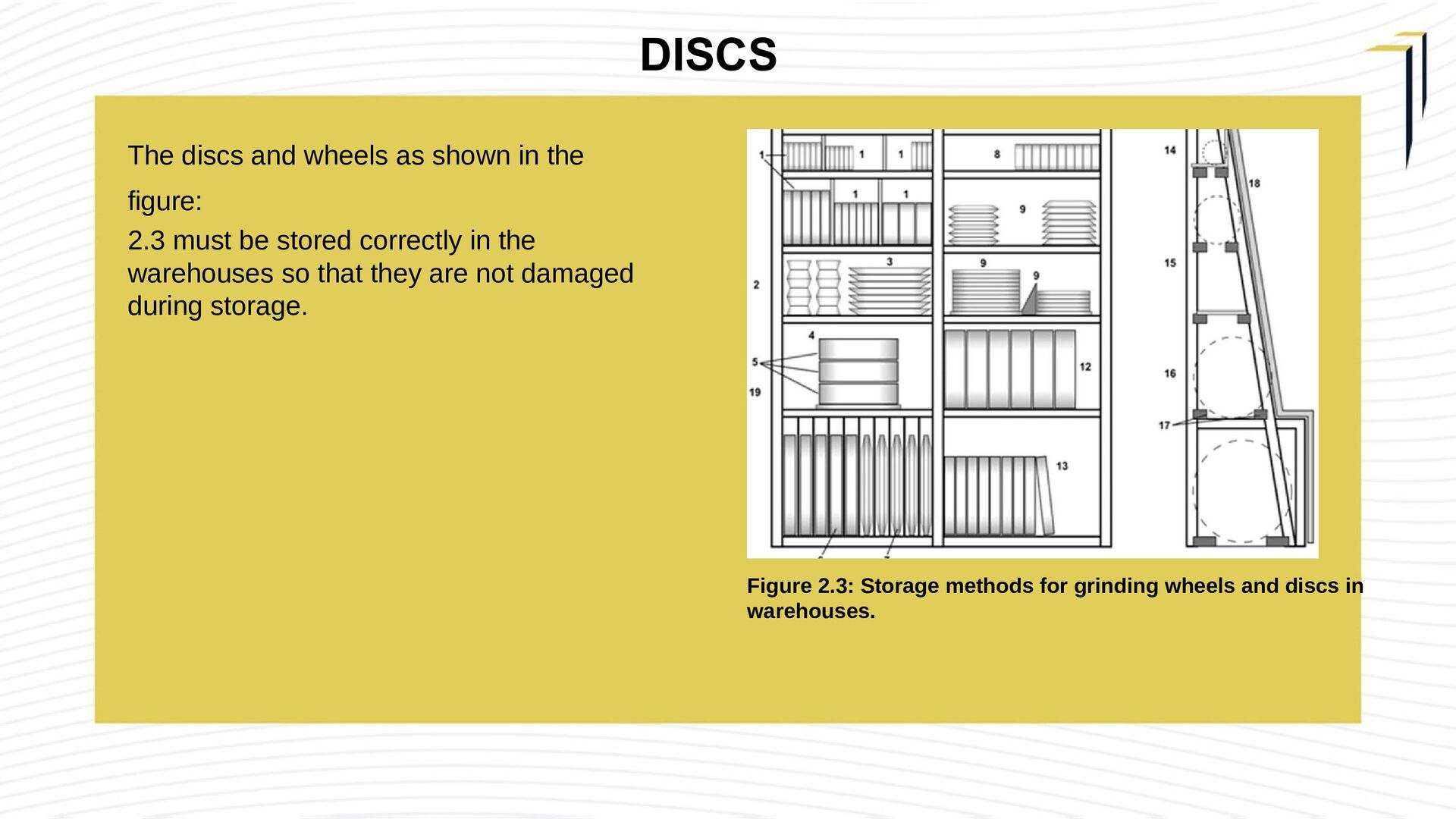
must be stored correctly in the warehouses so that they are not damaged during storage. Figure 2.3: Storage methods for grinding wheels and discs in warehouses. DISCS
on their shelves, should not be curved as shown in figure 2.4. Another storage option is to keep them suspended vertically through the hole. Figure 2.4: Placing the discs on the shelves. DISCS
cutting disc can be used until its diamond layer is finished, at which point it must be discarded in accordance with the manufacturer's instructions. 2.7. Disc disposal instructions Do not dispose of diamond cutting discs on public roads or in other unauthorized locations. Preserving the environment is everyone's duty. Dispose of it in accordance with current environmental legislation. DISCS
accessories such as protectors, rubber discs, flanges, among others, appropriately. These accessories must be specified for a speed of at least the speed recommended on the tool's specification label. When discs and other accessories are used at a speed above the specified speed, they may become detached from the tool, causing serious accidents. Consider using discs and brushes specific to the type of material to be machined in order to obtain the greatest possible efficiency.
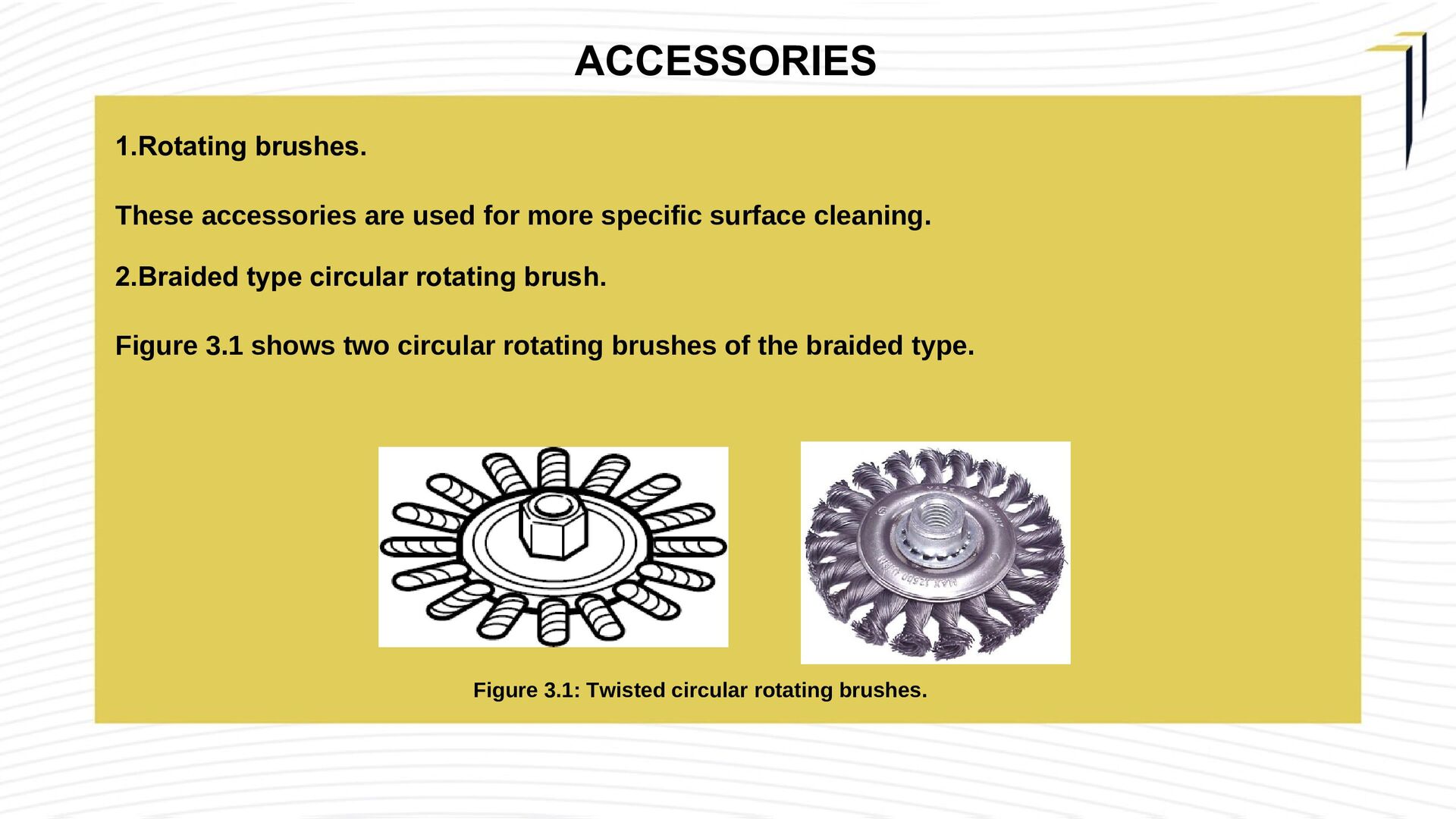
beads, sawn ends, gear teeth, keys, grooves, slots and narrow surfaces. For high rotations, the braided circular brush is suitable for difficult applications, such as grinding, polishing, deburring, removing scale and rust, rounding edges, removing excess solder and rustic wood finishing. ACCESSORIES
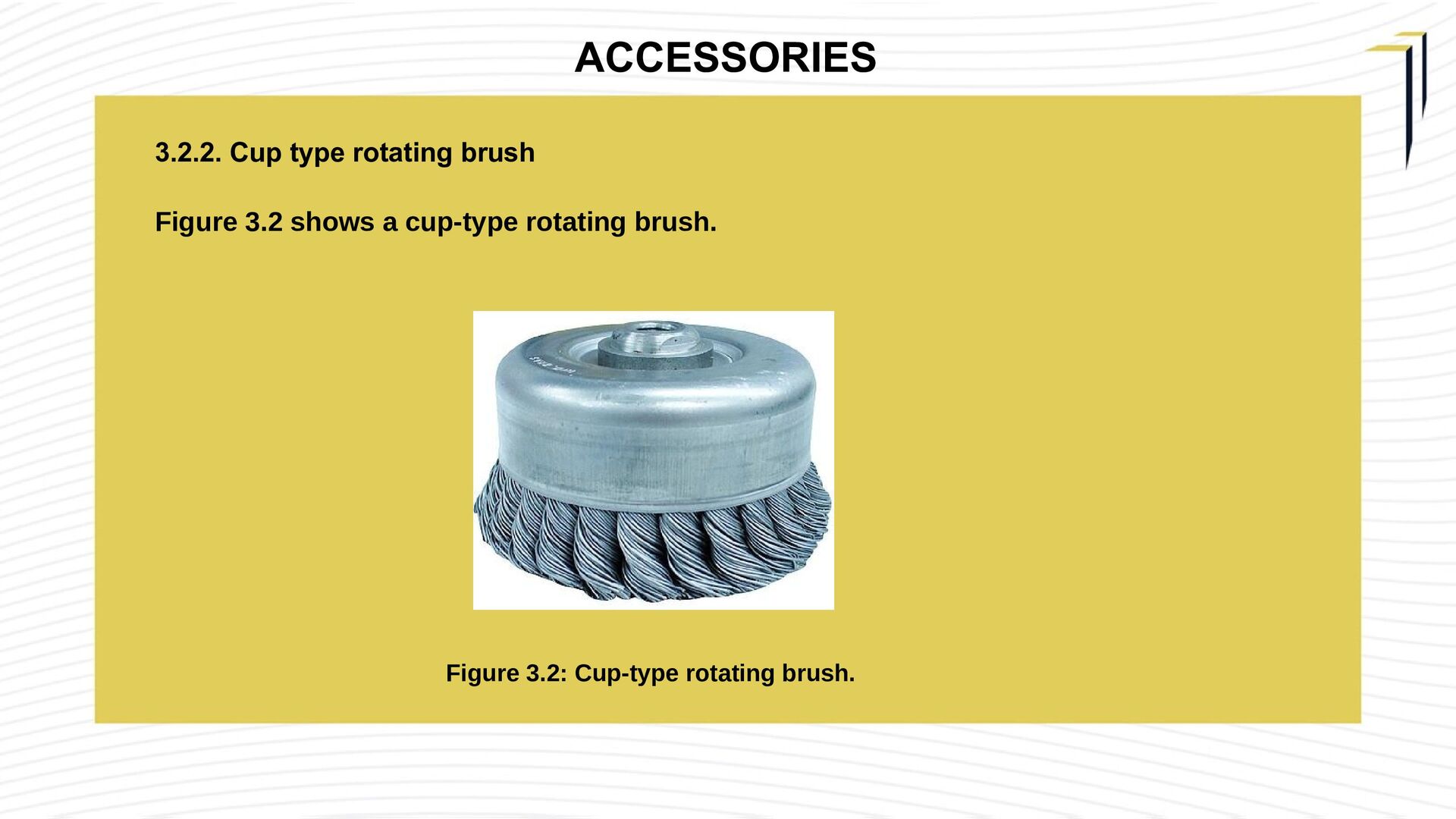
large areas of flat surfaces, allowing gentle but, at the same time, aggressive brushing without vibrations. It is used in angle grinders for heavy-duty applications such as deburring, cleaning welds, removing splashes, rust, corrosion, removing scale, surface treatments and painting. ACCESSORIES
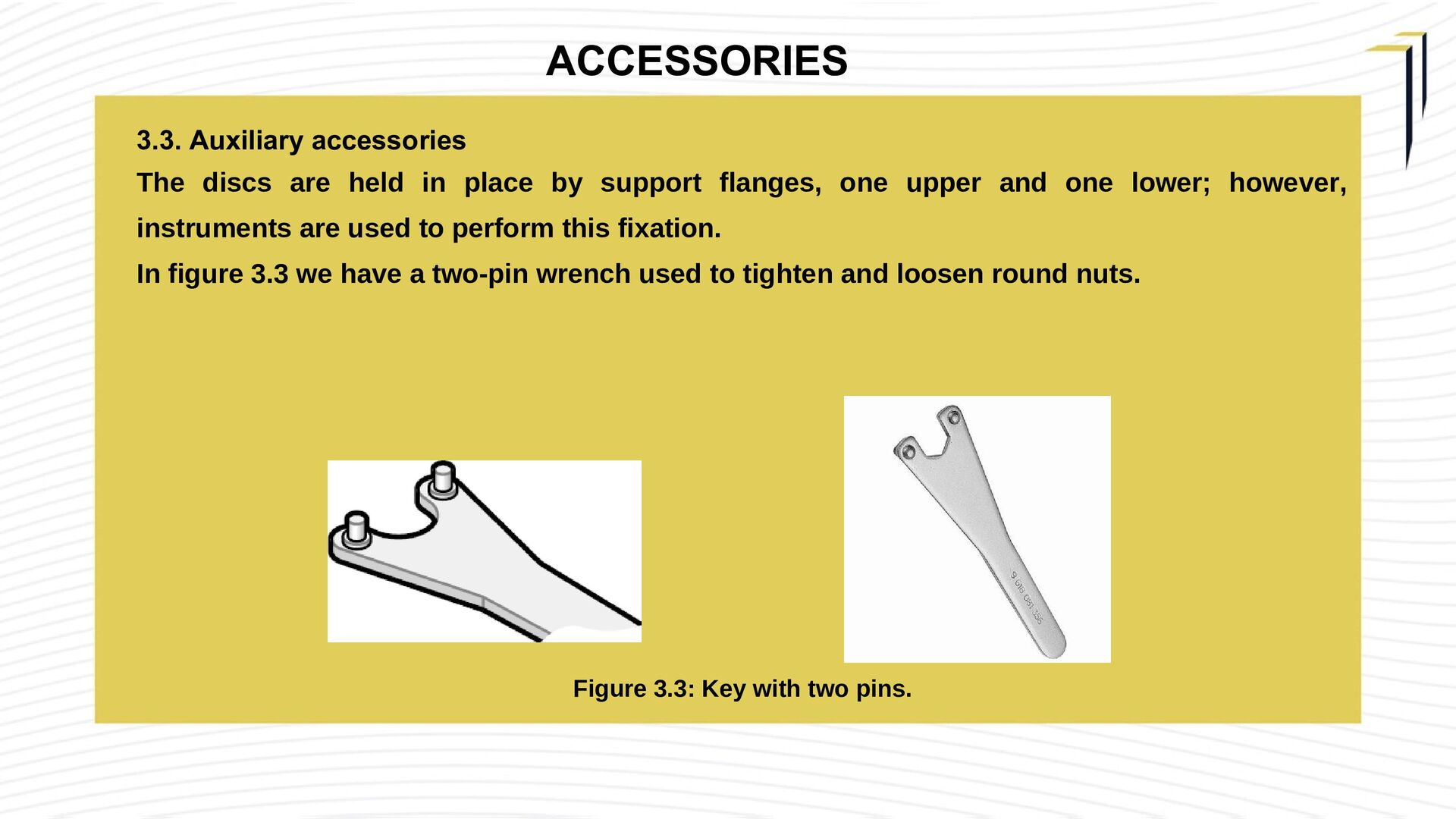
support flanges, one upper and one lower; however, instruments are used to perform this fixation. In figure 3.3 we have a two-pin wrench used to tighten and loosen round nuts. Figure 3.3: Key with two pins. ACCESSORIES
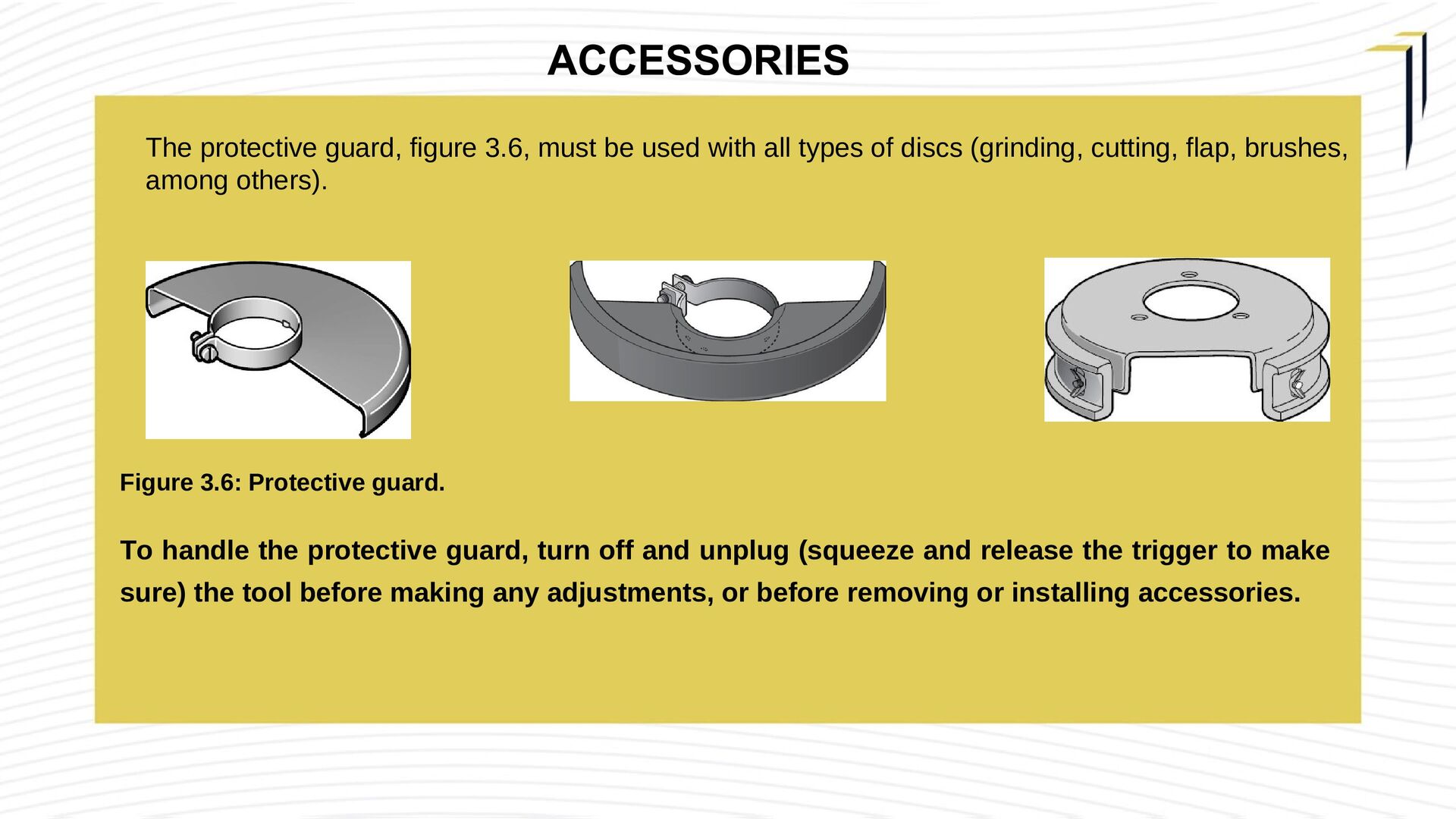
types of discs (grinding, cutting, flap, brushes, among others). Figure 3.6: Protective guard. To handle the protective guard, turn off and unplug (squeeze and release the trigger to make sure) the tool before making any adjustments, or before removing or installing accessories. ACCESSORIES
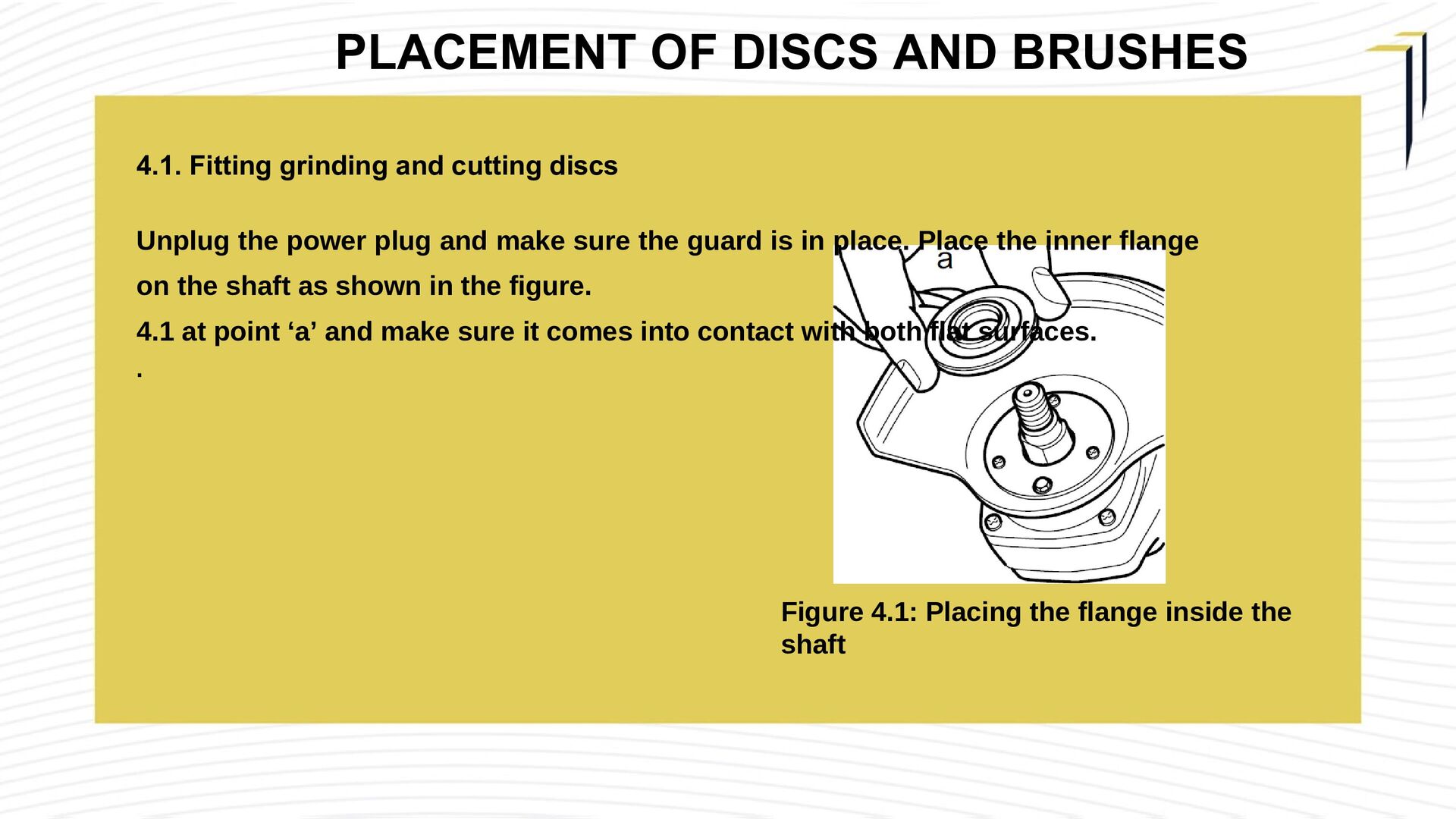
discs Unplug the power plug and make sure the guard is in place. Place the inner flange on the shaft as shown in the figure. 4.1 at point ‘a’ and make sure it comes into contact with both flat surfaces. . Figure 4.1: Placing the flange inside the shaft
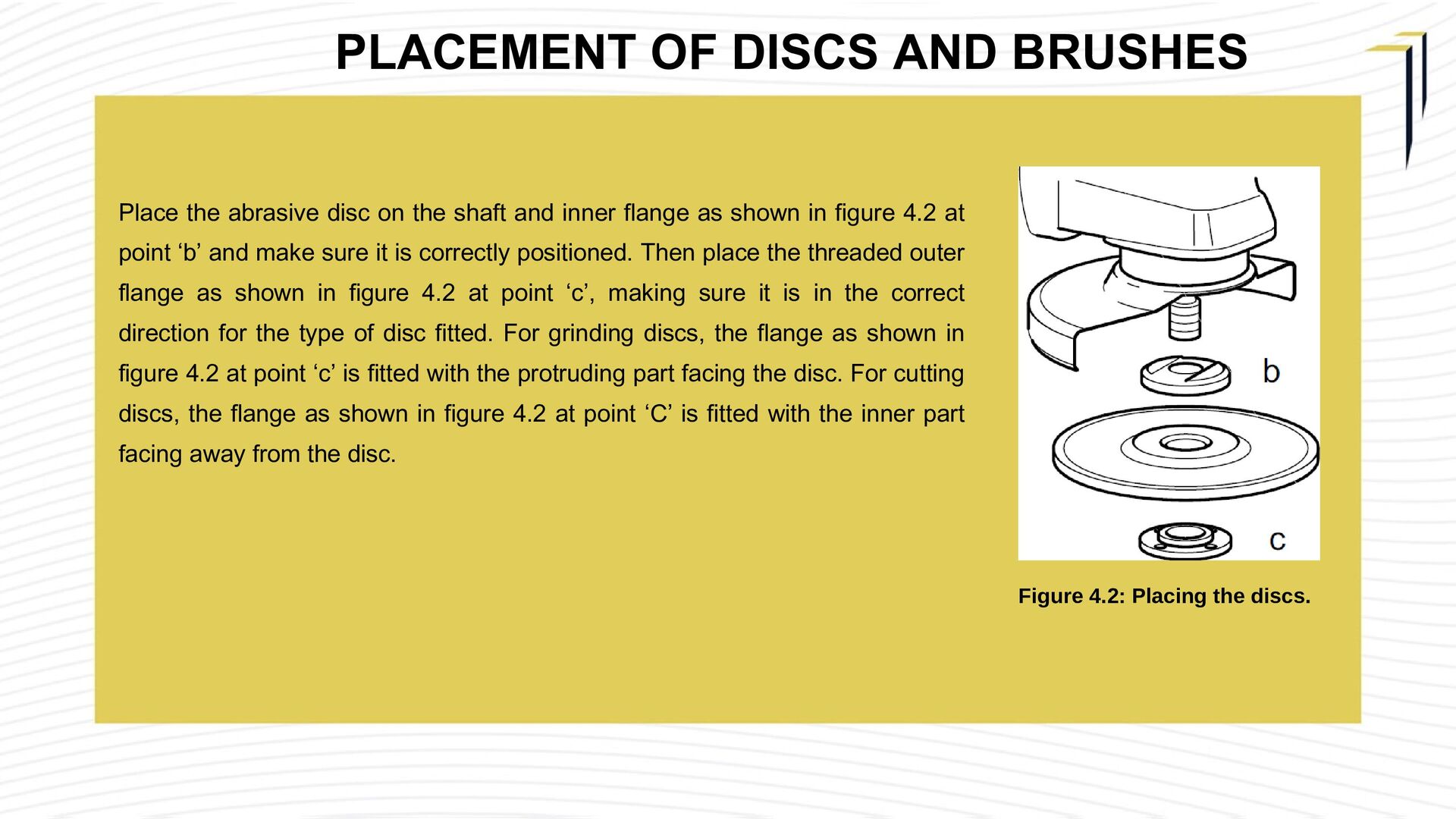
as shown in figure 4.2 at point ‘b’ and make sure it is correctly positioned. Then place the threaded outer flange as shown in figure 4.2 at point ‘c’, making sure it is in the correct direction for the type of disc fitted. For grinding discs, the flange as shown in figure 4.2 at point ‘c’ is fitted with the protruding part facing the disc. For cutting discs, the flange as shown in figure 4.2 at point ‘C’ is fitted with the inner part facing away from the disc. Figure 4.2: Placing the discs. PLACEMENT OF DISCS AND BRUSHES
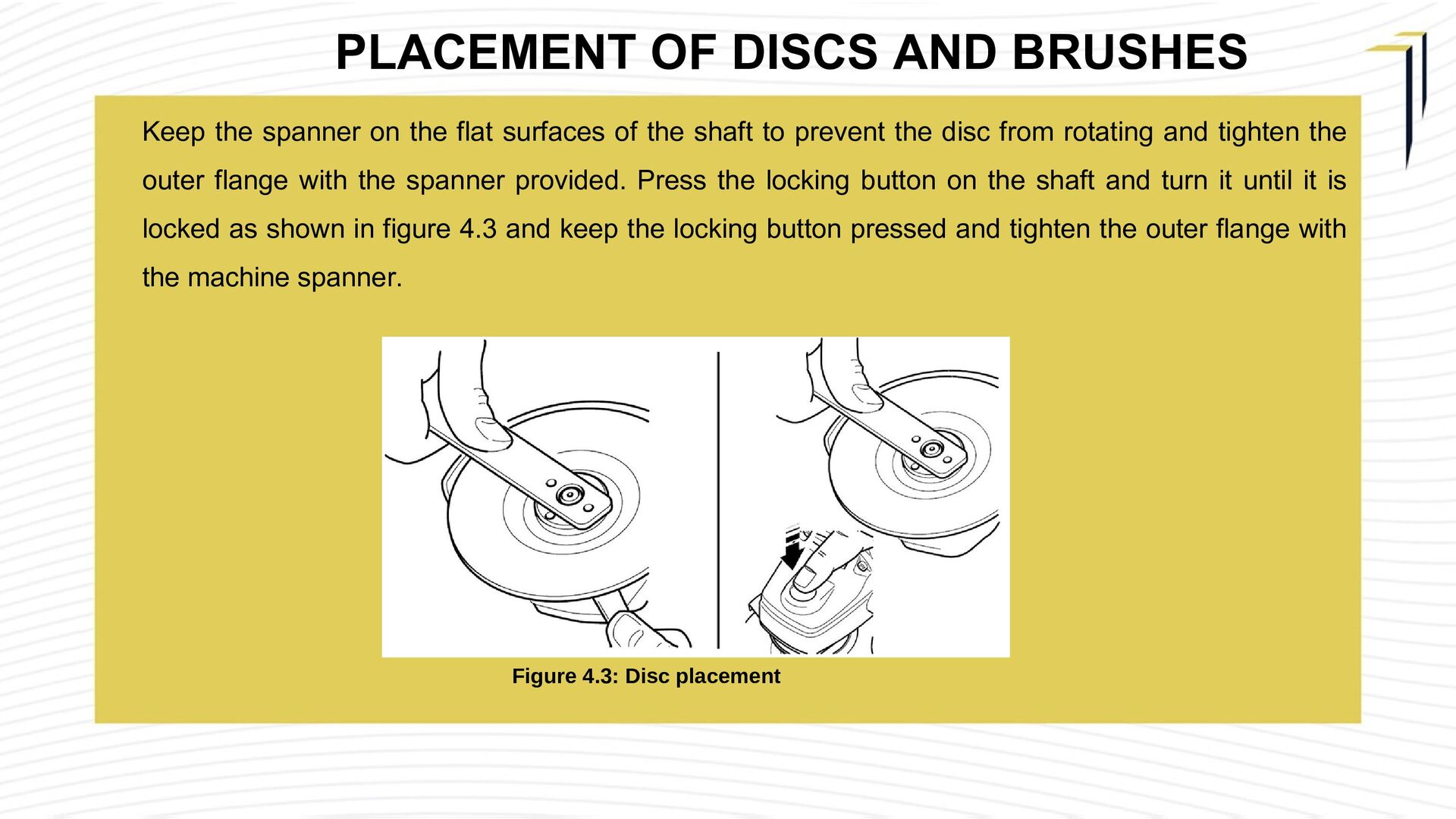
to prevent the disc from rotating and tighten the outer flange with the spanner provided. Press the locking button on the shaft and turn it until it is locked as shown in figure 4.3 and keep the locking button pressed and tighten the outer flange with the machine spanner. Figure 4.3: Disc placement PLACEMENT OF DISCS AND BRUSHES
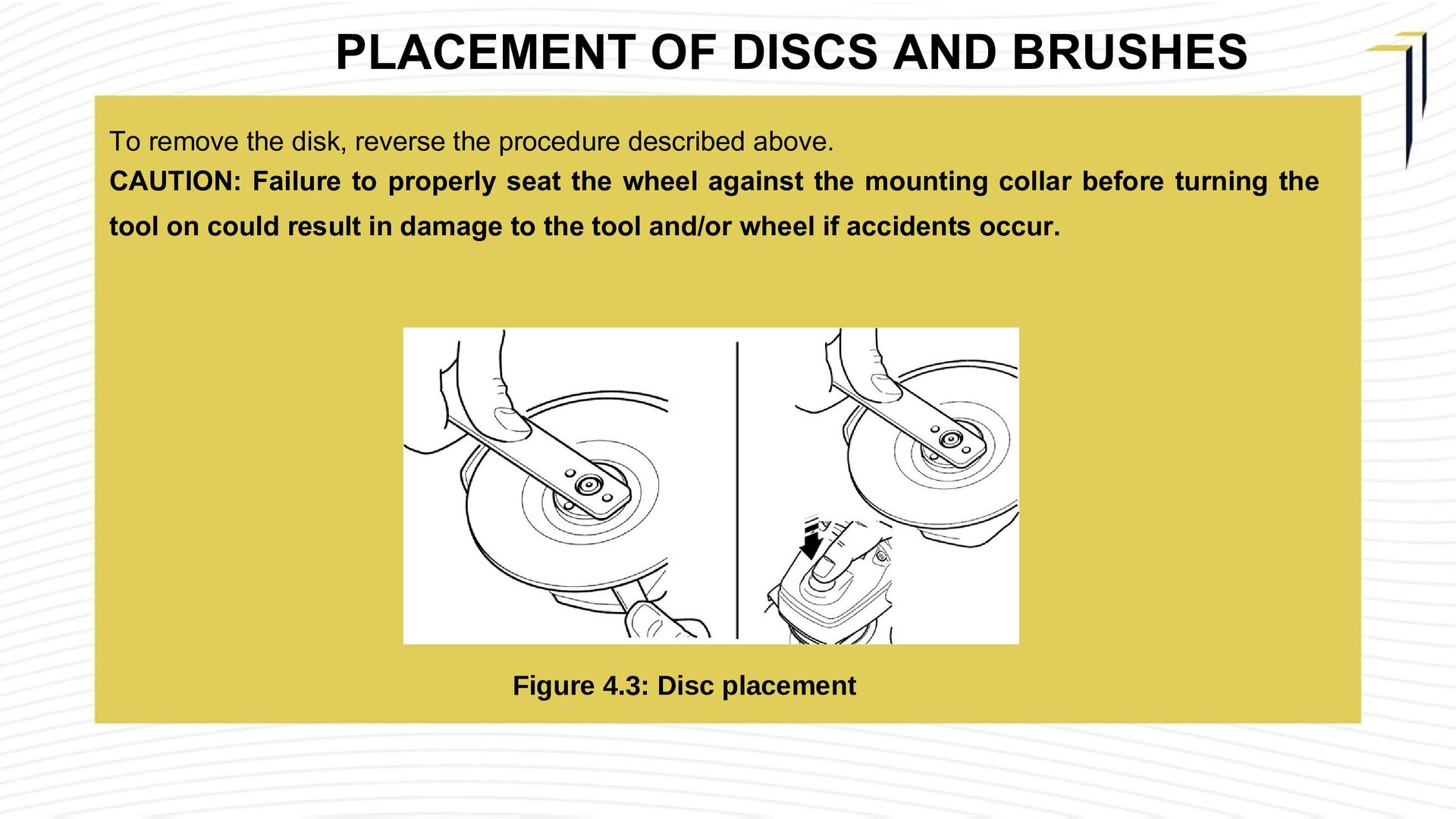
Failure to properly seat the wheel against the mounting collar before turning the tool on could result in damage to the tool and/or wheel if accidents occur. PLACEMENT OF DISCS AND BRUSHES Figure 4.3: Disc placement
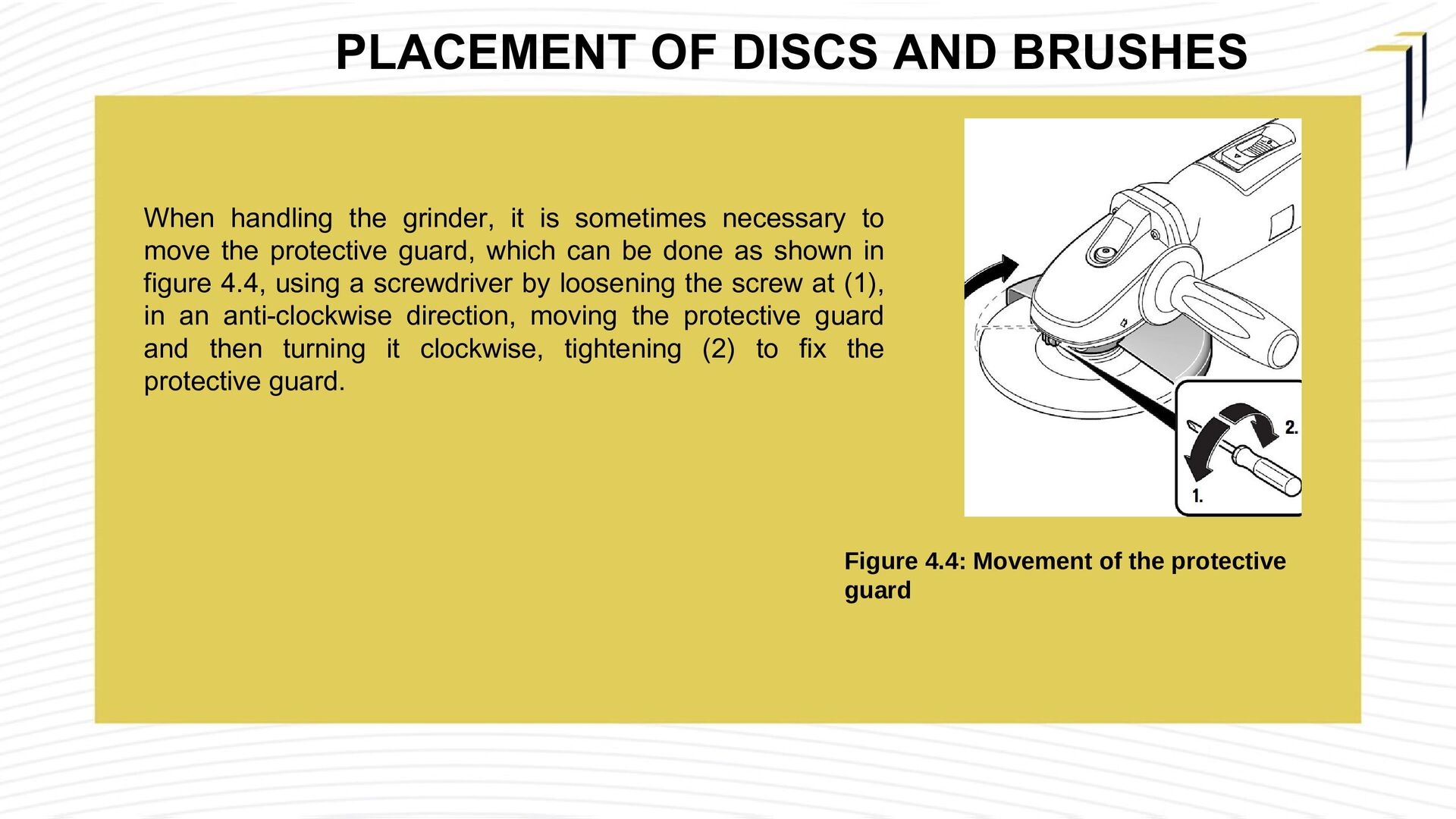
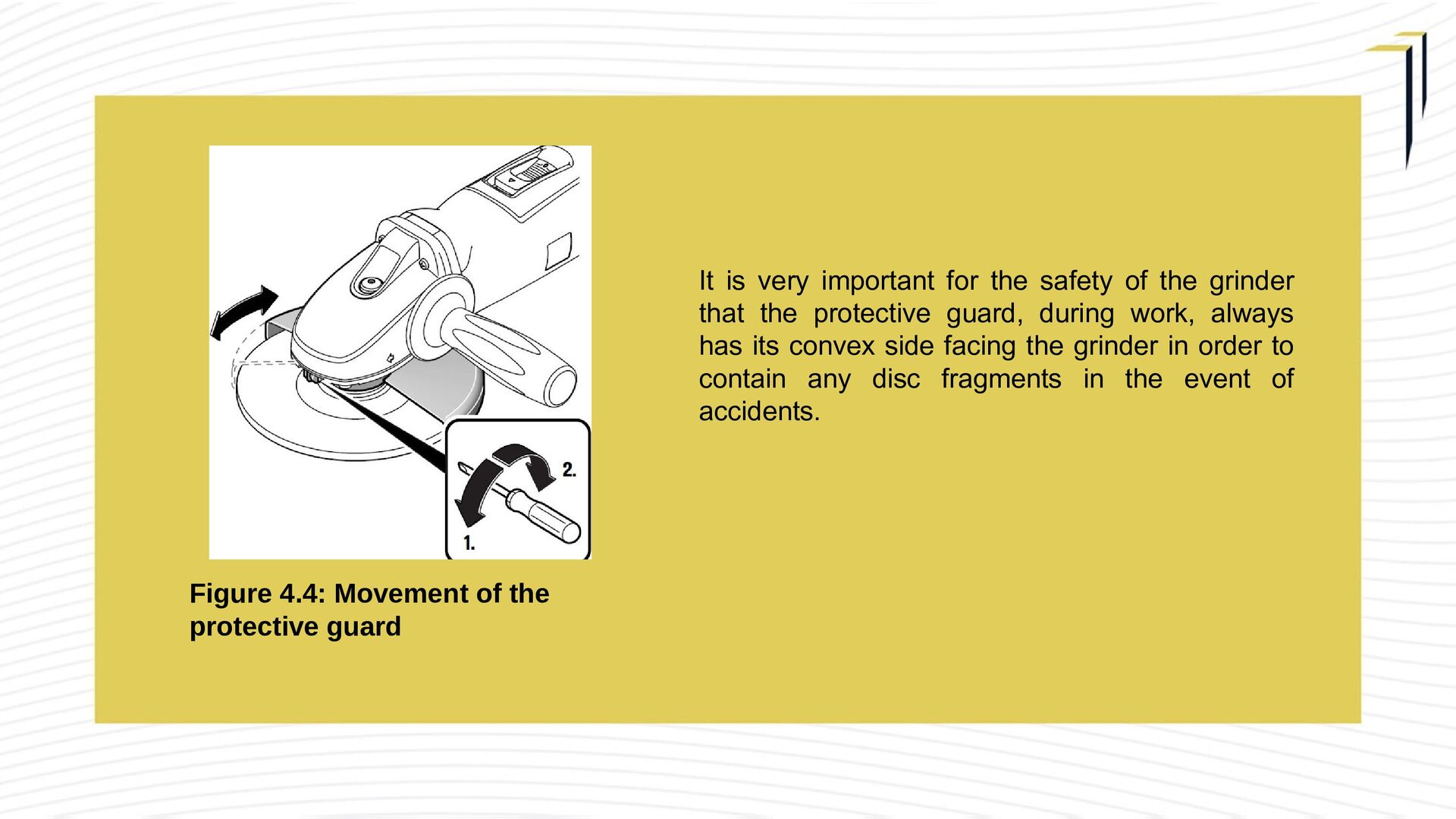
protective guard When handling the grinder, it is sometimes necessary to move the protective guard, which can be done as shown in figure 4.4, using a screwdriver by loosening the screw at (1), in an anti-clockwise direction, moving the protective guard and then turning it clockwise, tightening (2) to fix the protective guard.
important for the safety of the grinder that the protective guard, during work, always has its convex side facing the grinder in order to contain any disc fragments in the event of accidents.
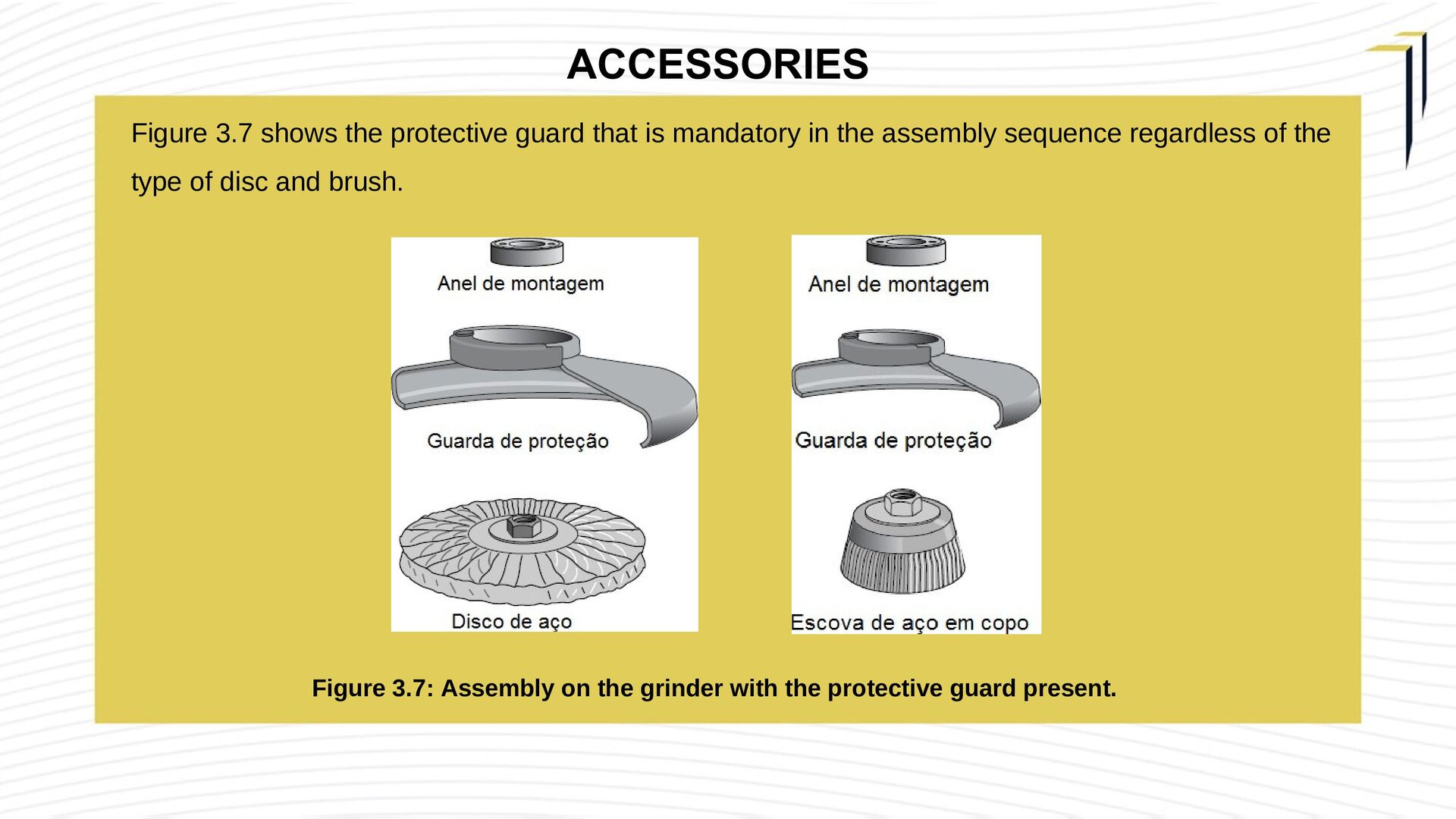
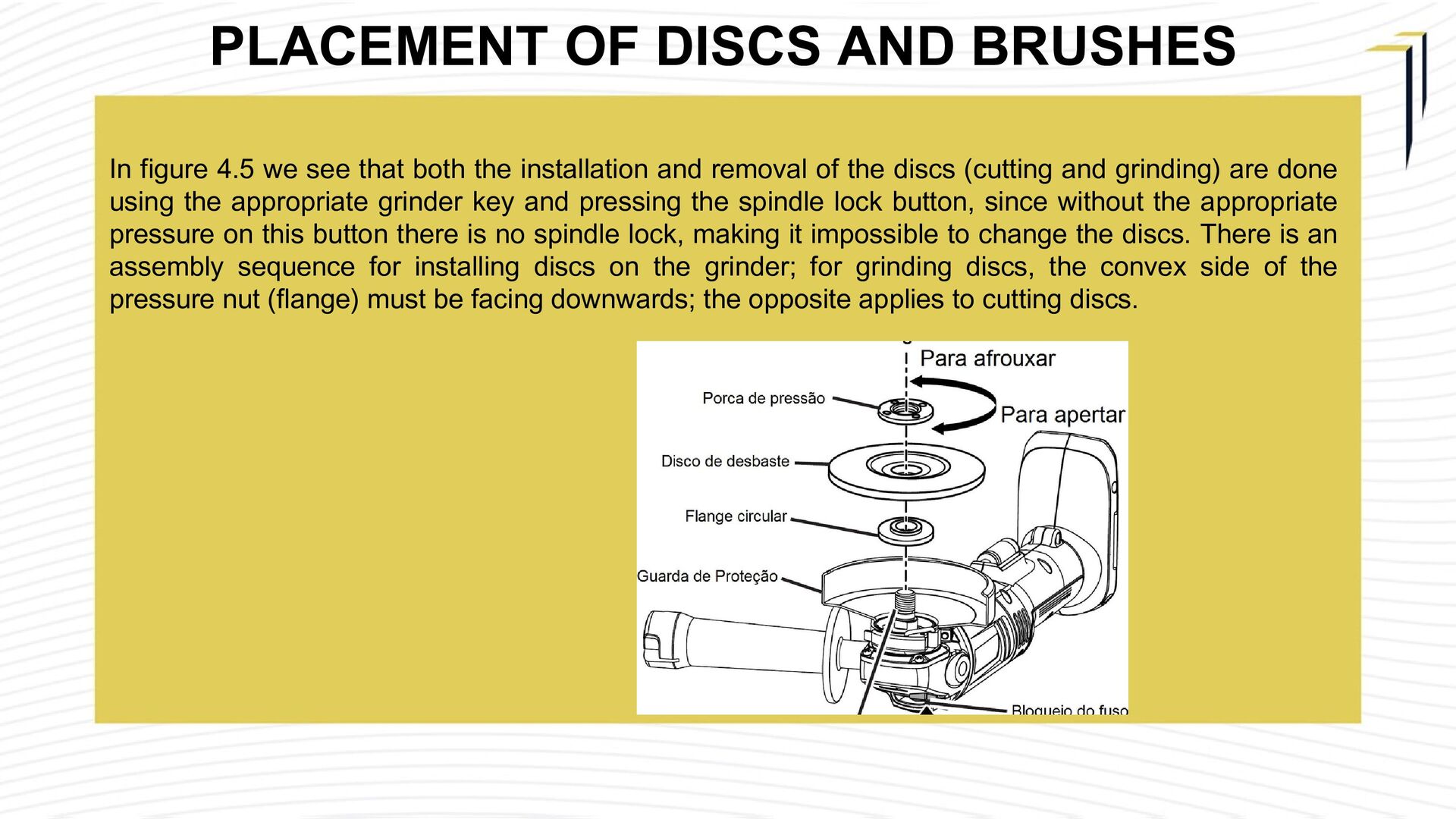
removal of the discs (cutting and grinding) are done using the appropriate grinder key and pressing the spindle lock button, since without the appropriate pressure on this button there is no spindle lock, making it impossible to change the discs. There is an assembly sequence for installing discs on the grinder; for grinding discs, the convex side of the pressure nut (flange) must be facing downwards; the opposite applies to cutting discs. PLACEMENT OF DISCS AND BRUSHES
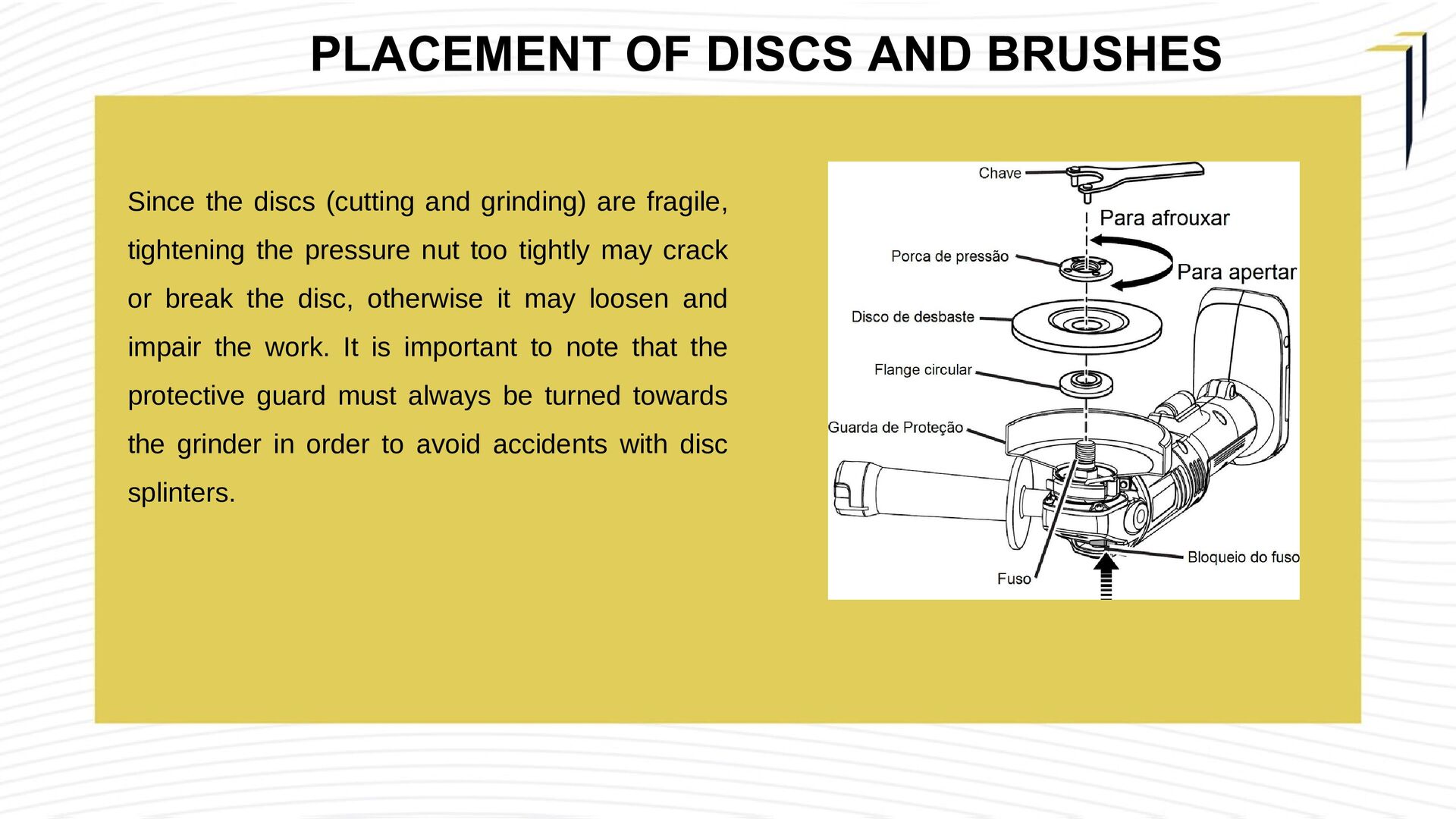
pressure nut too tightly may crack or break the disc, otherwise it may loosen and impair the work. It is important to note that the protective guard must always be turned towards the grinder in order to avoid accidents with disc splinters. PLACEMENT OF DISCS AND BRUSHES
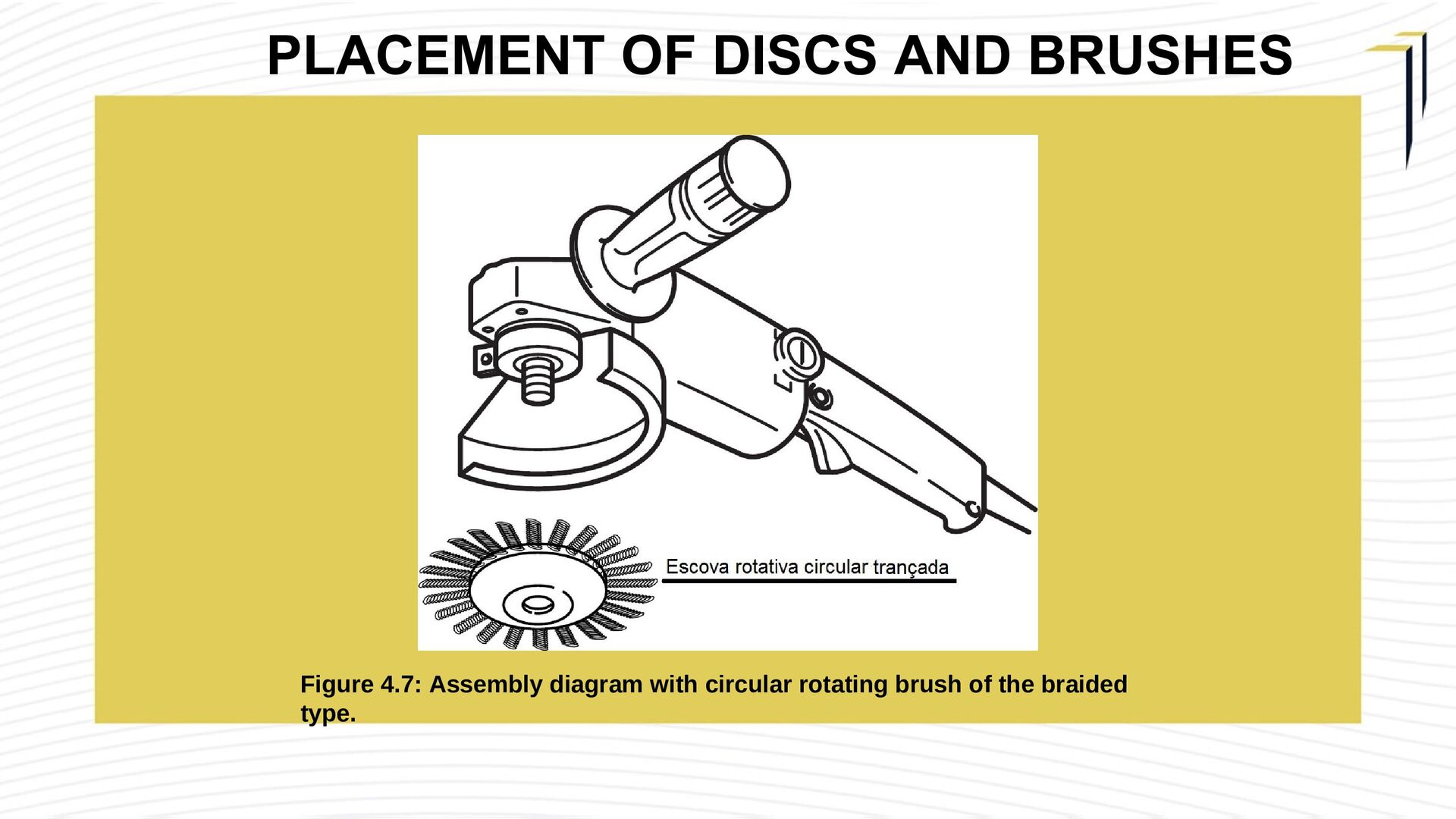
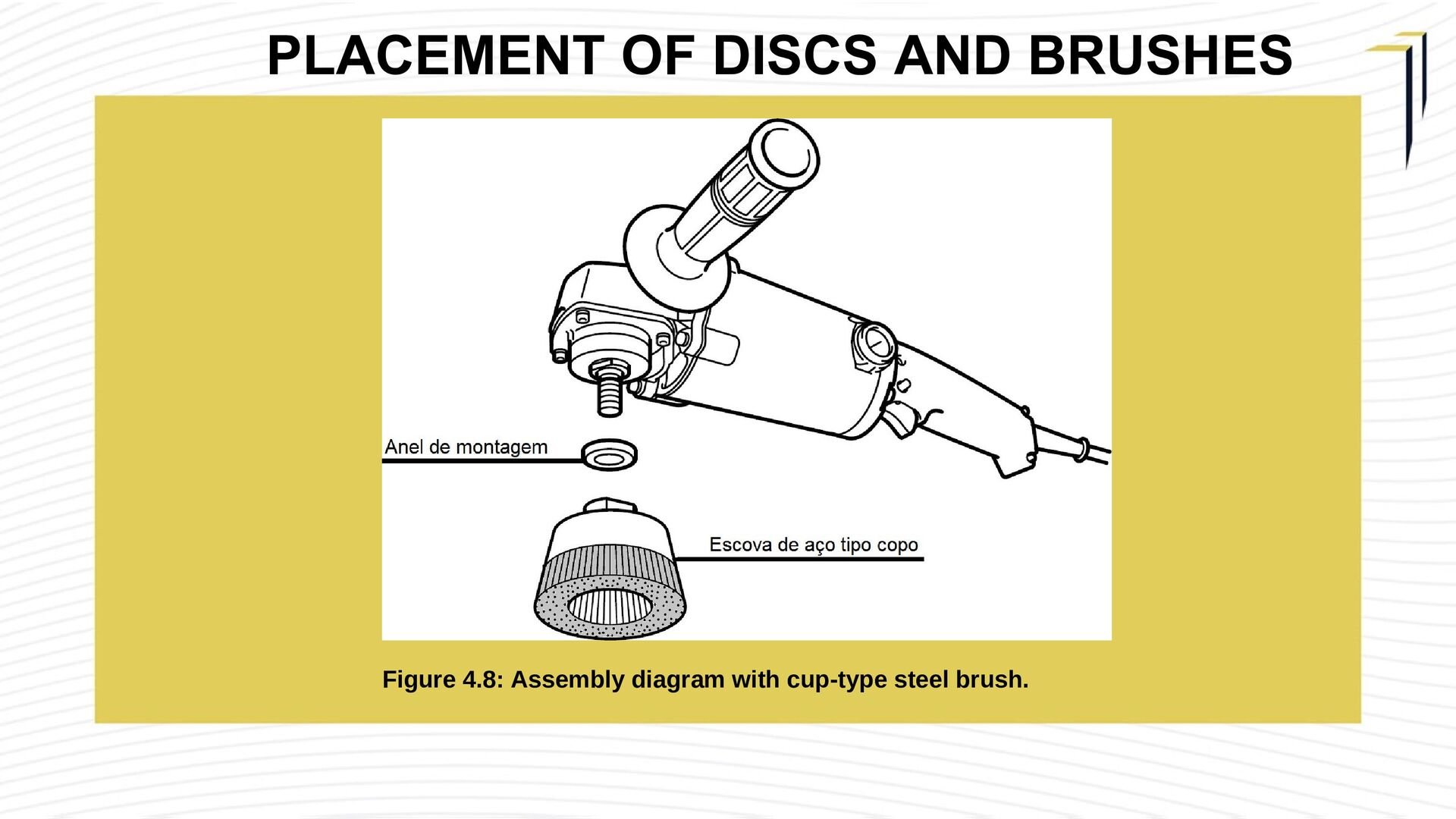
and before reconnecting the tool, squeeze and release the trigger to make sure the tool is off. Wire brushes should be operated above the minimum accessory speed that is designated on the tool. To assemble, press the shaft lock button and use a wrench to tighten the brush retaining ring to secure it. And to remove the brush, press the shaft lock and use a wrench on the brush ring to loosen it. Figure 4.7 shows the assembly diagram with a twisted circular rotating brush and similarly, Figure 4.8 shows the assembly diagram with a cup-type steel brush. PLACEMENT OF DISCS AND BRUSHES
and cutting operations, the professional must be aware of: The guard must be fitted so that the exposed part of the disc is facing away from the user. a. Be careful of sparks when the disc touches metal. b. Always use appropriate PPE. c. Check that the disc is suitable for the speed and type of material. d. Check that the part is properly secured. e.
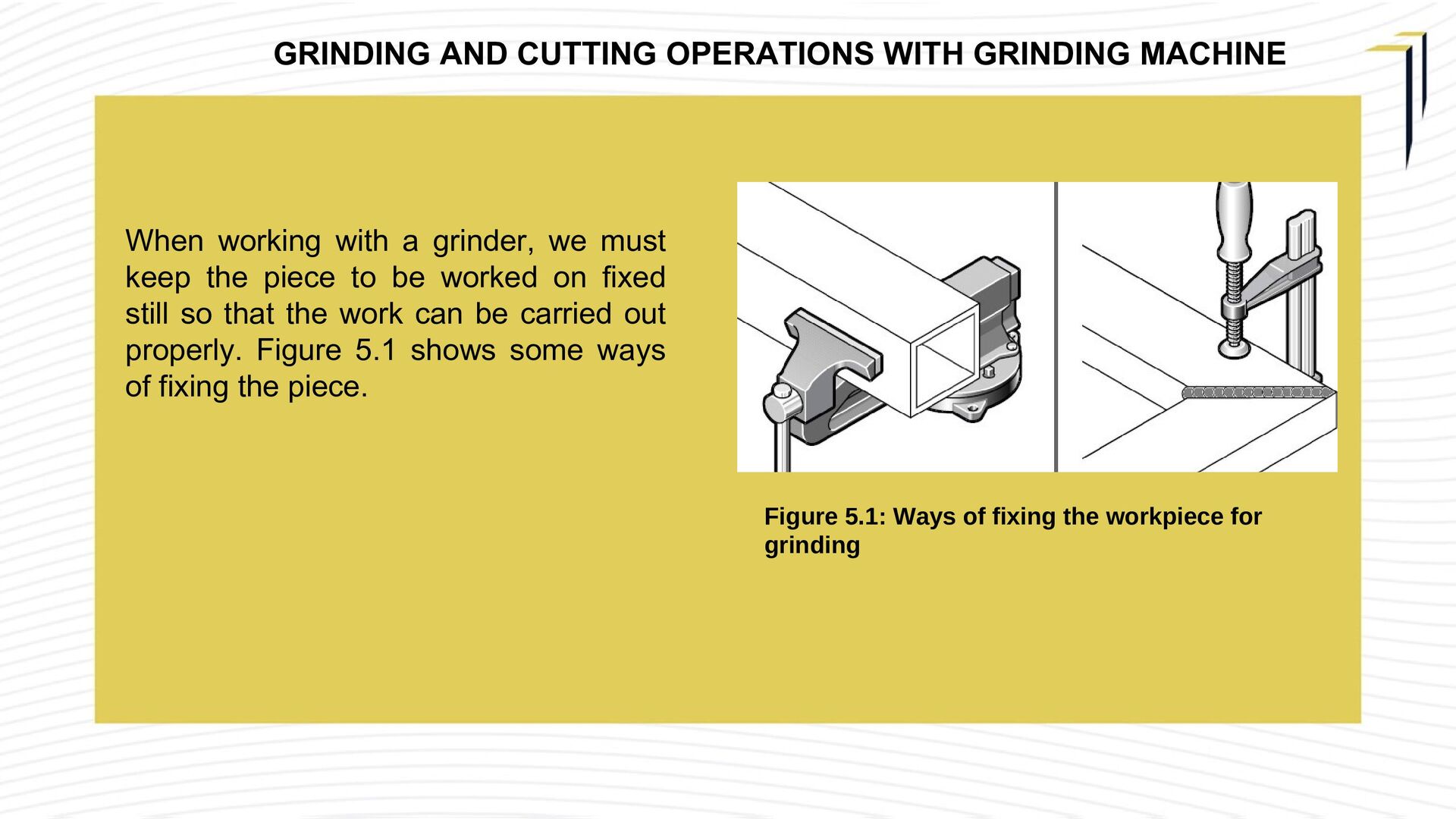
AND CUTTING OPERATIONS WITH GRINDING MACHINE When working with a grinder, we must keep the piece to be worked on fixed still so that the work can be carried out properly. Figure 5.1 shows some ways of fixing the piece.
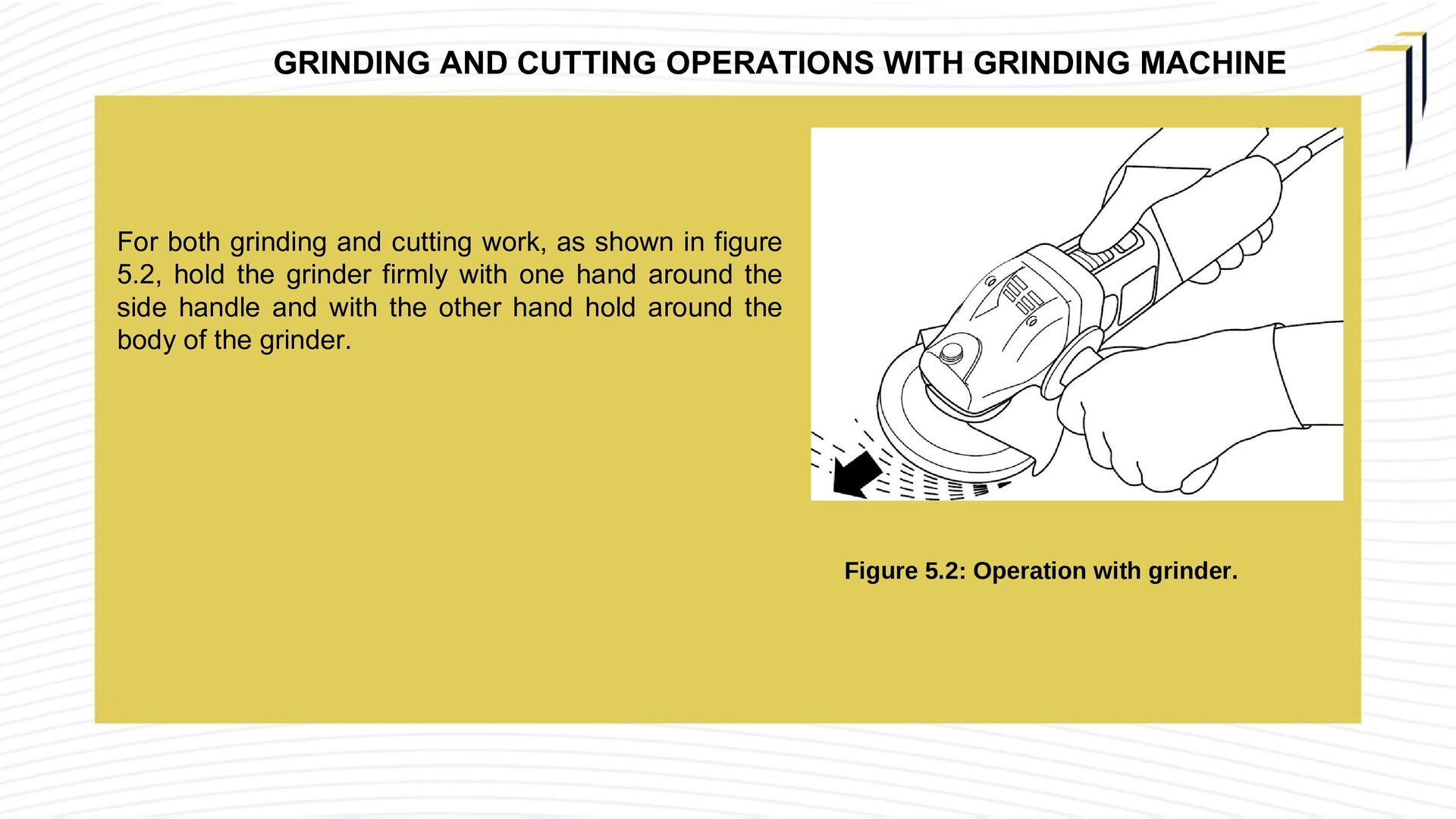
5.2, hold the grinder firmly with one hand around the side handle and with the other hand hold around the body of the grinder. Figure 5.2: Operation with grinder. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
do a visual inspection before starting the work. Regardless of the work (cutting or grinding), you should never press the disc against the workpiece because it could fracture and cause accidents. It should also be considered that material removal varies according to the type of abrasive and its grain size. Never allow impacts between the disc and the workpiece because doing so could cause the disc to defragment, resulting in accidents. NOTE: Always check that the grinder cable is close to the disc. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
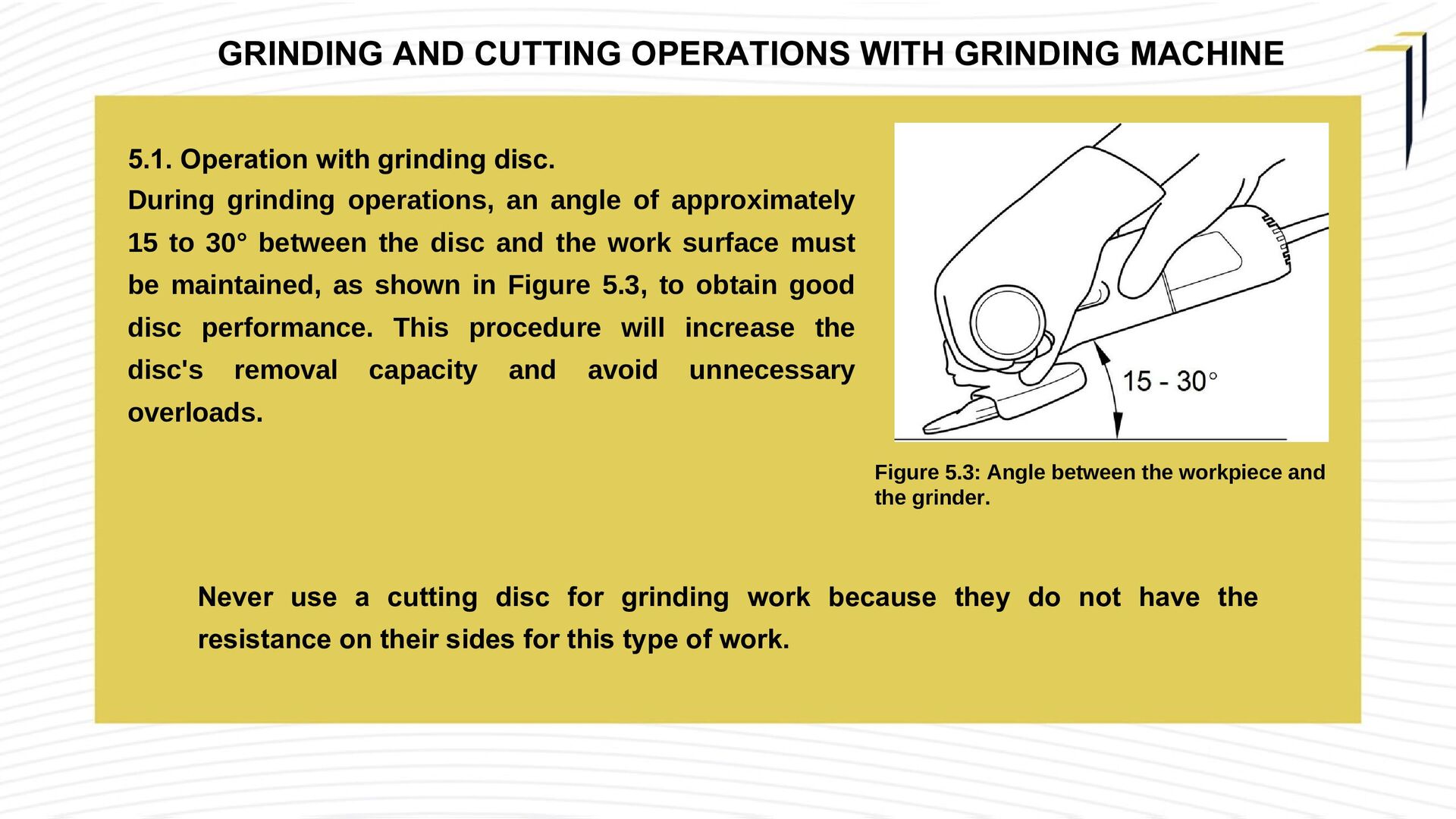
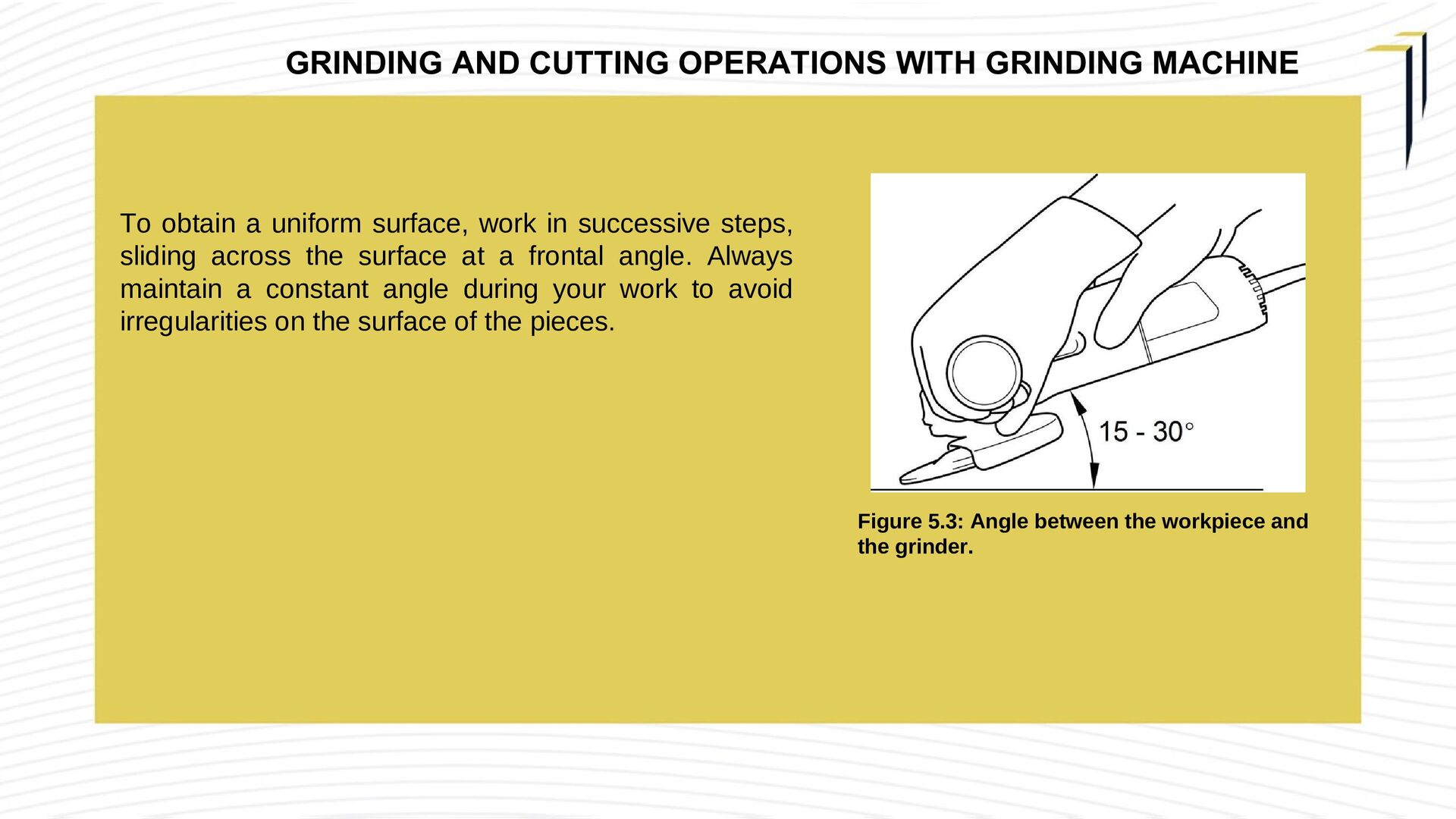
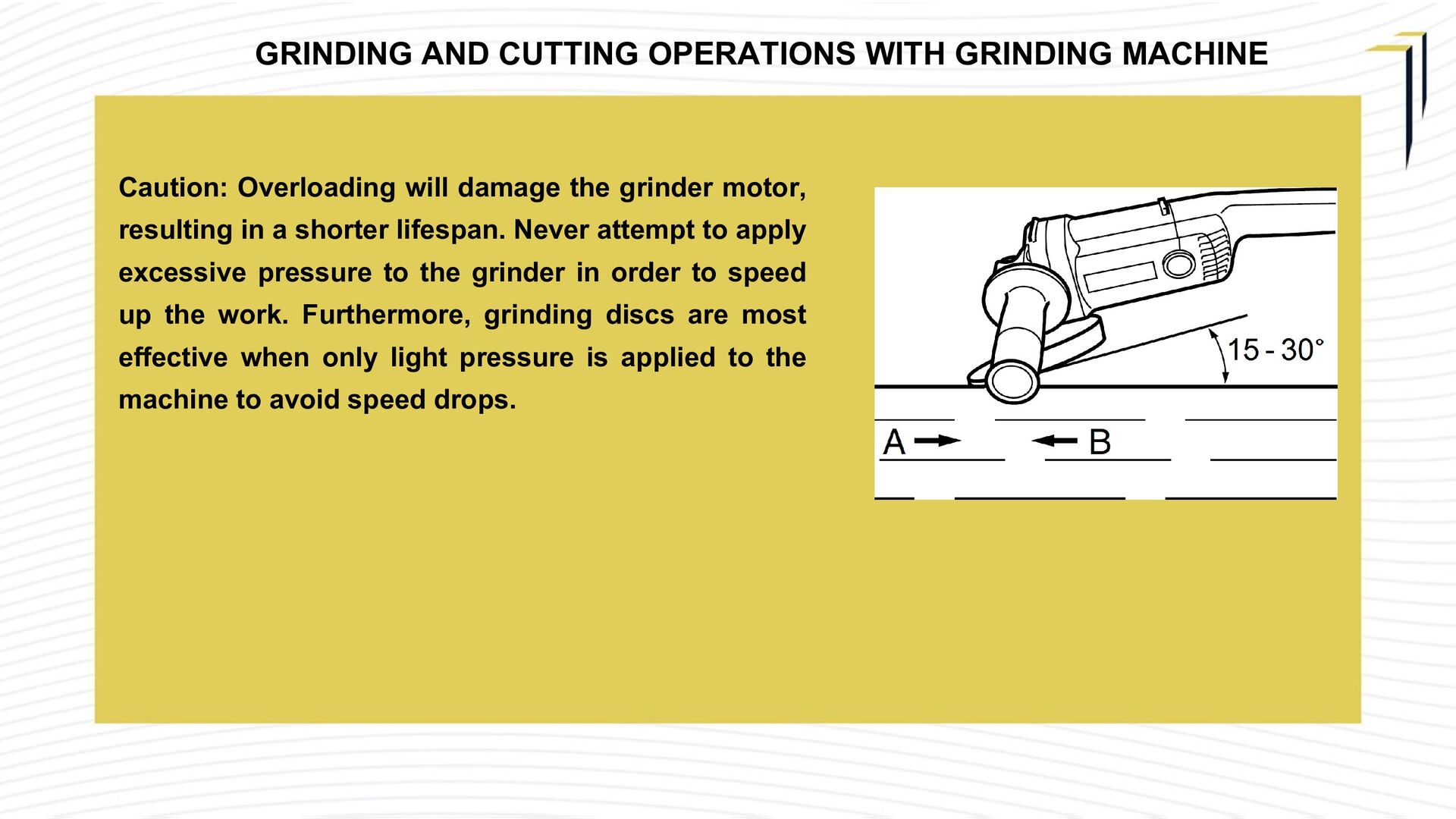
of approximately 15 to 30° between the disc and the work surface must be maintained, as shown in Figure 5.3, to obtain good disc performance. This procedure will increase the disc's removal capacity and avoid unnecessary overloads. Never use a cutting disc for grinding work because they do not have the resistance on their sides for this type of work. Figure 5.3: Angle between the workpiece and the grinder. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
obtain a uniform surface, work in successive steps, sliding across the surface at a frontal angle. Always maintain a constant angle during your work to avoid irregularities on the surface of the pieces. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
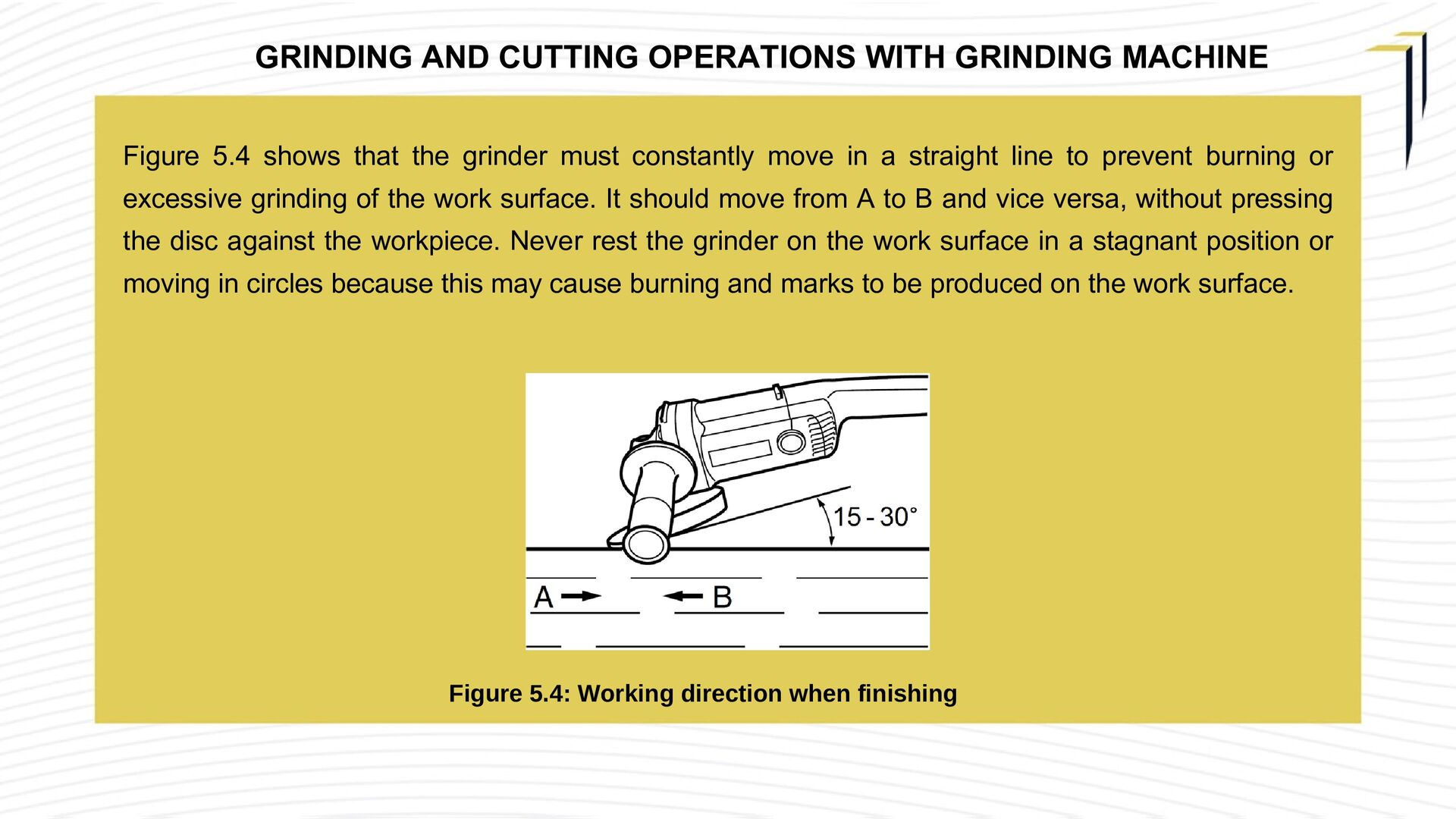
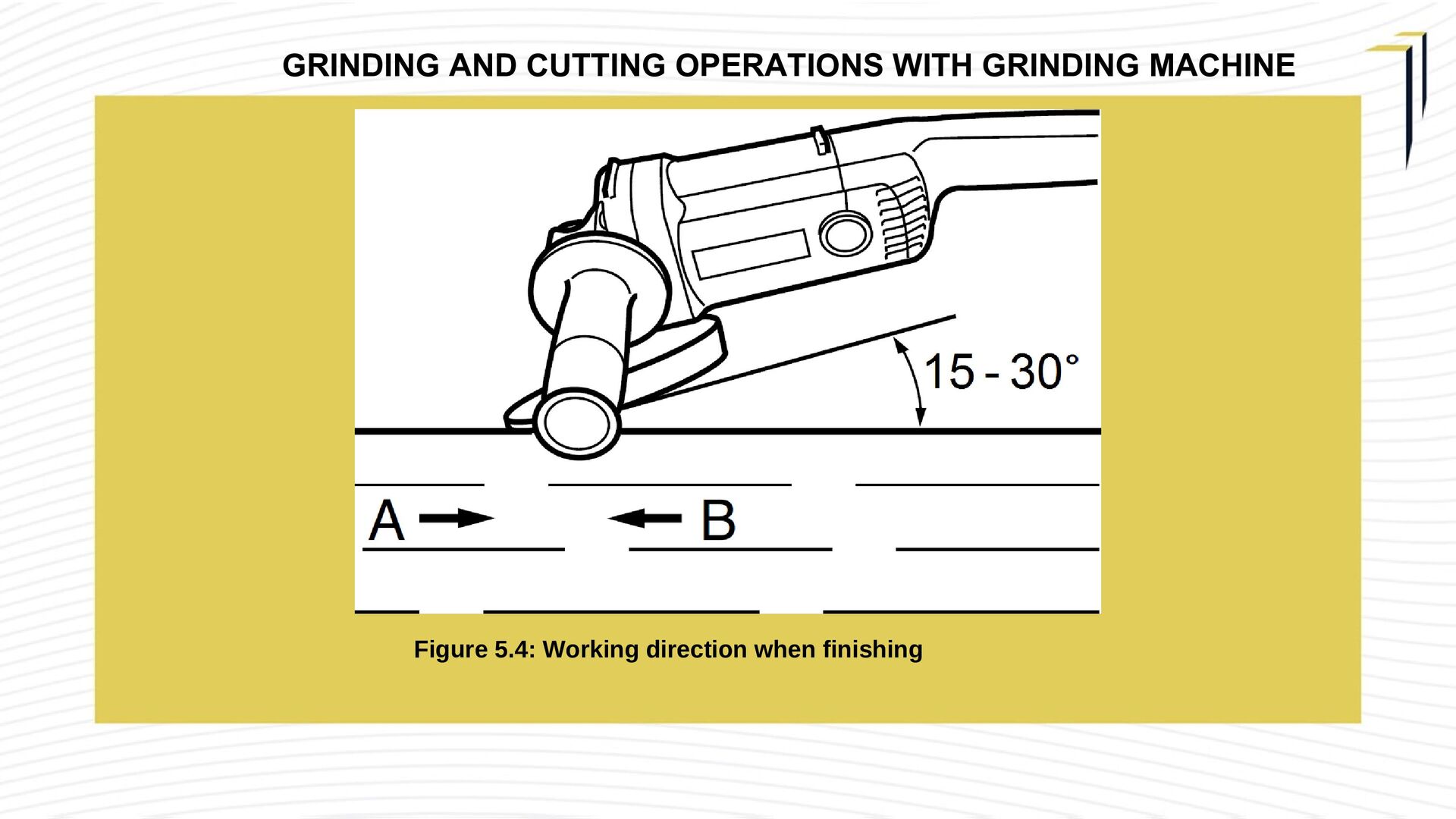
a straight line to prevent burning or excessive grinding of the work surface. It should move from A to B and vice versa, without pressing the disc against the workpiece. Never rest the grinder on the work surface in a stagnant position or moving in circles because this may cause burning and marks to be produced on the work surface. Figure 5.4: Working direction when finishing GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
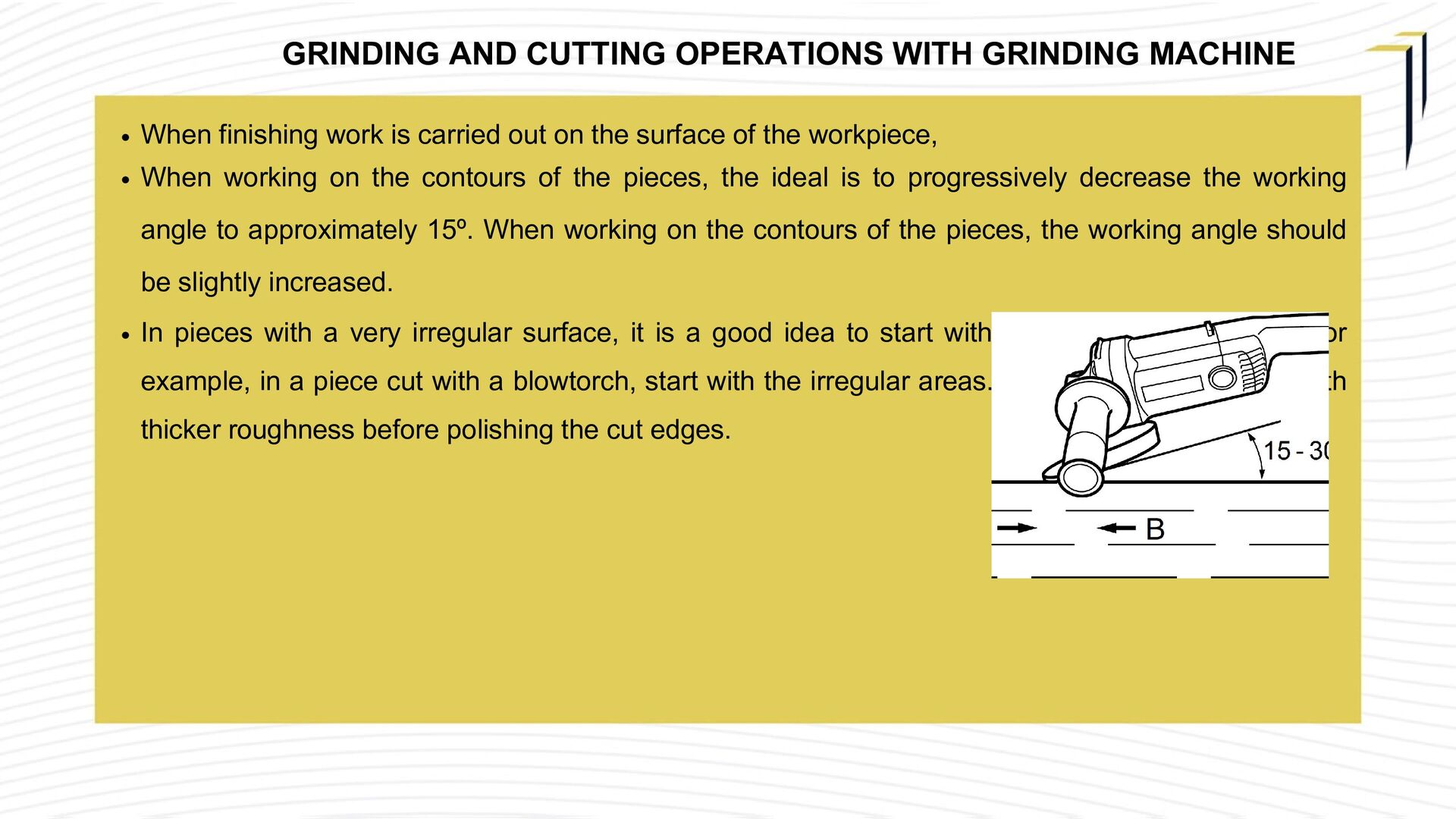
is carried out on the surface of the workpiece, When working on the contours of the pieces, the ideal is to progressively decrease the working angle to approximately 15º. When working on the contours of the pieces, the working angle should be slightly increased. In pieces with a very irregular surface, it is a good idea to start with the most irregular area. For example, in a piece cut with a blowtorch, start with the irregular areas. For example, in a piece with thicker roughness before polishing the cut edges.
shorter lifespan. Never attempt to apply excessive pressure to the grinder in order to speed up the work. Furthermore, grinding discs are most effective when only light pressure is applied to the machine to avoid speed drops. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
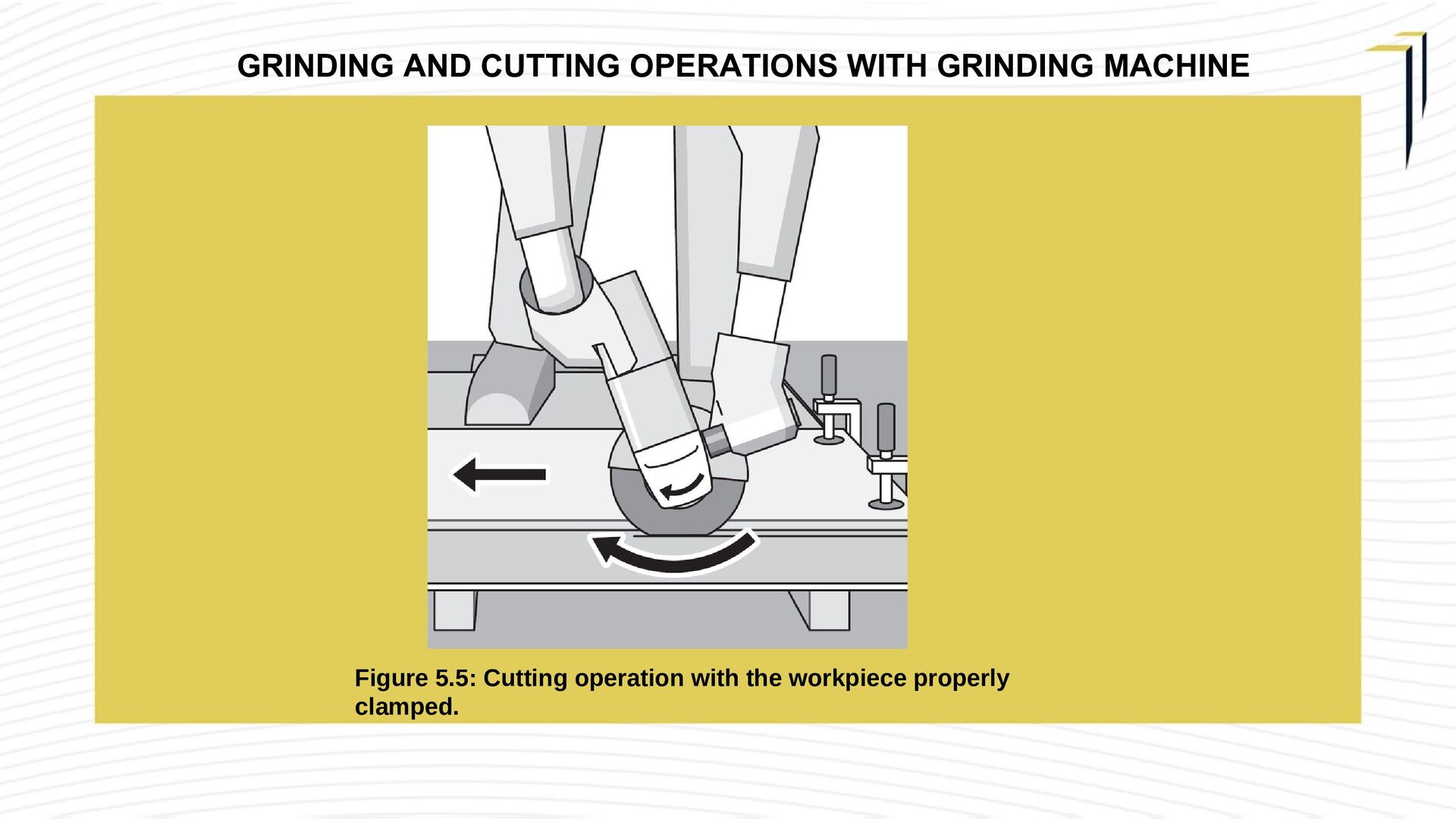
hold the grinder as shown in figure 5.2. In this operation, the grinder must have the protective guard properly positioned and the workpiece properly secured. In cutting operations with a grinder we must: Allow the tool to reach full speed before entering 1. contact with the work surface. Use minimal pressure to work over the surface, allowing the tool to operate at maximum speed. 2. Once you start cutting, maintain the angle of the cutting disc in relation to the work surface to prevent the disc from bending which could result in disc breakage and serious damage. 3. Remove the tool from the work surface before turning it off and allow it to completely stop running before setting it down. 4. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
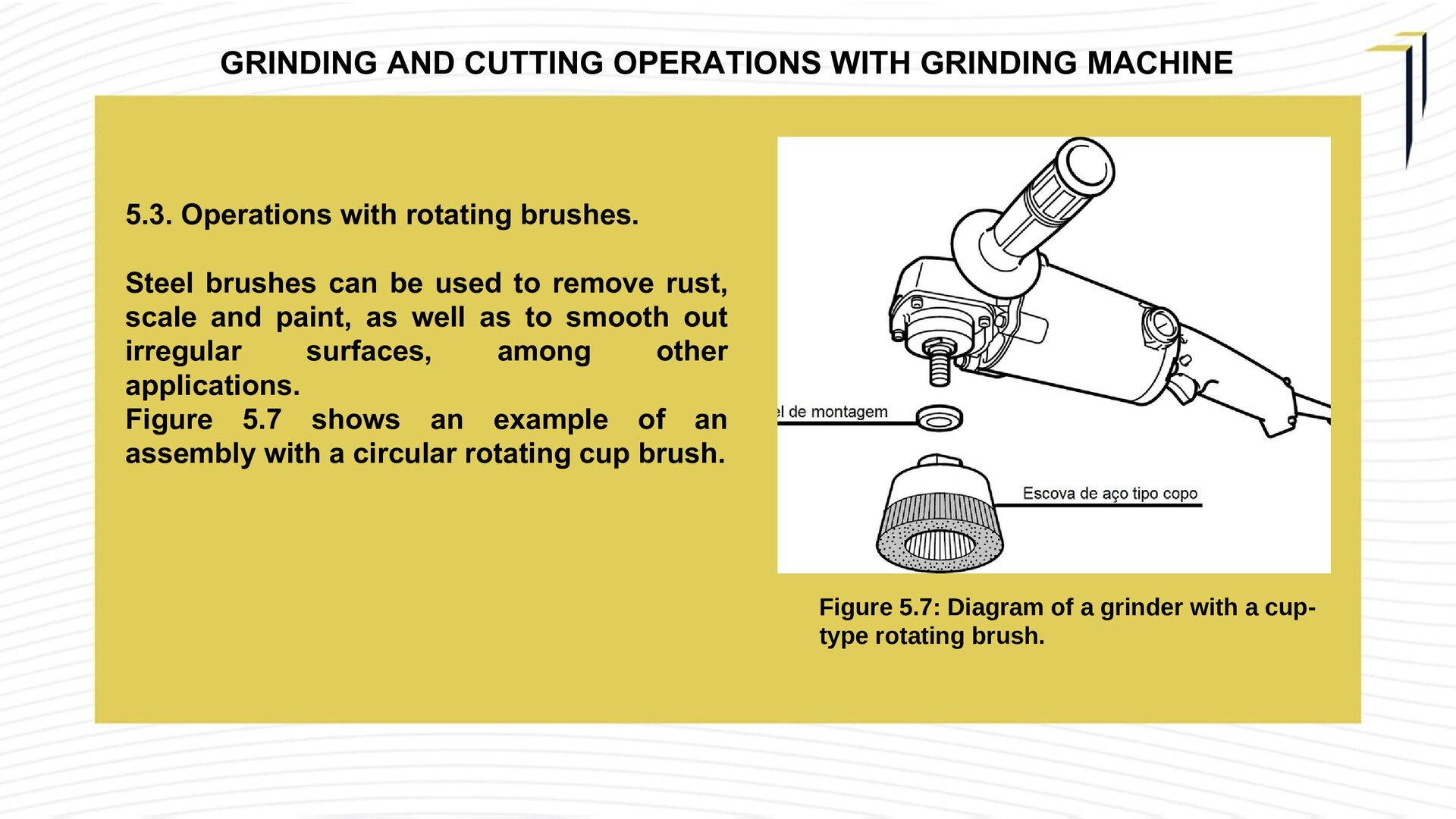
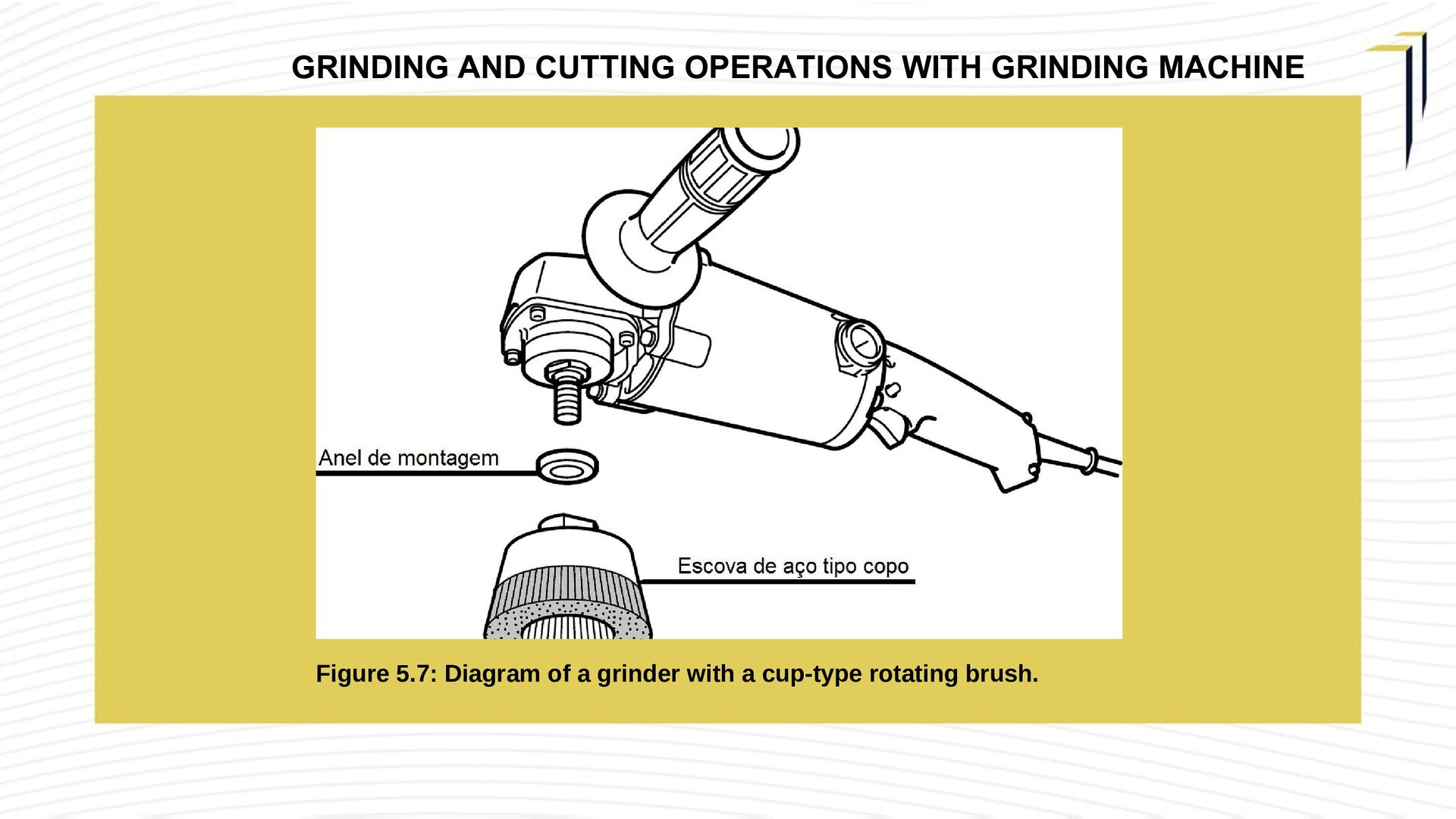
to remove rust, scale and paint, as well as to smooth out irregular surfaces, among other applications. Figure 5.7 shows an example of an assembly with a circular rotating cup brush. Figure 5.7: Diagram of a grinder with a cup- type rotating brush. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
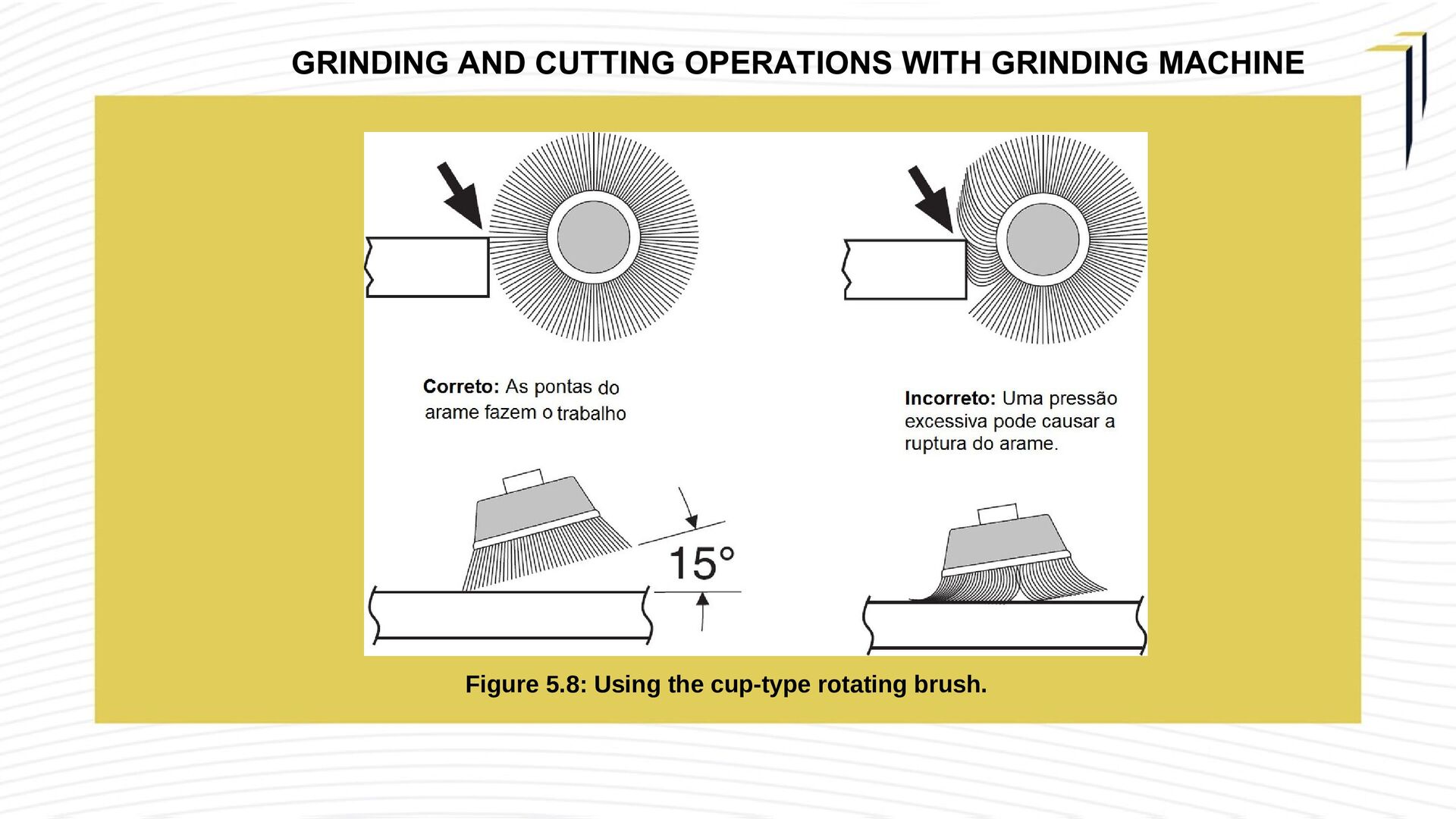
to reach full speed before touching the work surface. 1. Use minimal pressure to work over the surface, allowing the 2. tool runs at maximum speed. Maintain an angle of 5° to 15° between the tool and the work surface when using a rotating wire brush, as shown in Figure 5.8. 3. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
of the disc and the workpiece. Figure 5.8 shows that excessive pressure should not be exerted with the cup-type rotating brush, as this will cause damage to the brush and the workpiece. 1. Move the tool continuously from front to back to avoid creating irregularities on the work surface. Do not allow the tool to rest on the surface in a static position or rotate it in a circular motion as this will result in burning and forming marks on the work surface. 2. Do not place the tool on the bench before turning it off. Allow the tool to come to a complete stop before setting it down. 3. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
motor housing clean of dust and dirt. Wipe them with a clean cloth and apply gentle air pressure. Excessive accumulation of iron filings can cause electrical current to be transmitted from internal parts to exposed metal parts. Do not overload the grinder, as overloading will reduce its speed and efficiency, causing it to overheat and stop working. If this happens, turn off the machine and wait until it reaches normal operating temperature without any load for one or two minutes. Turning off the grinder while it is under load will reduce the life of the switch. GRINDING AND CUTTING OPERATIONS WITH GRINDING MACHINE
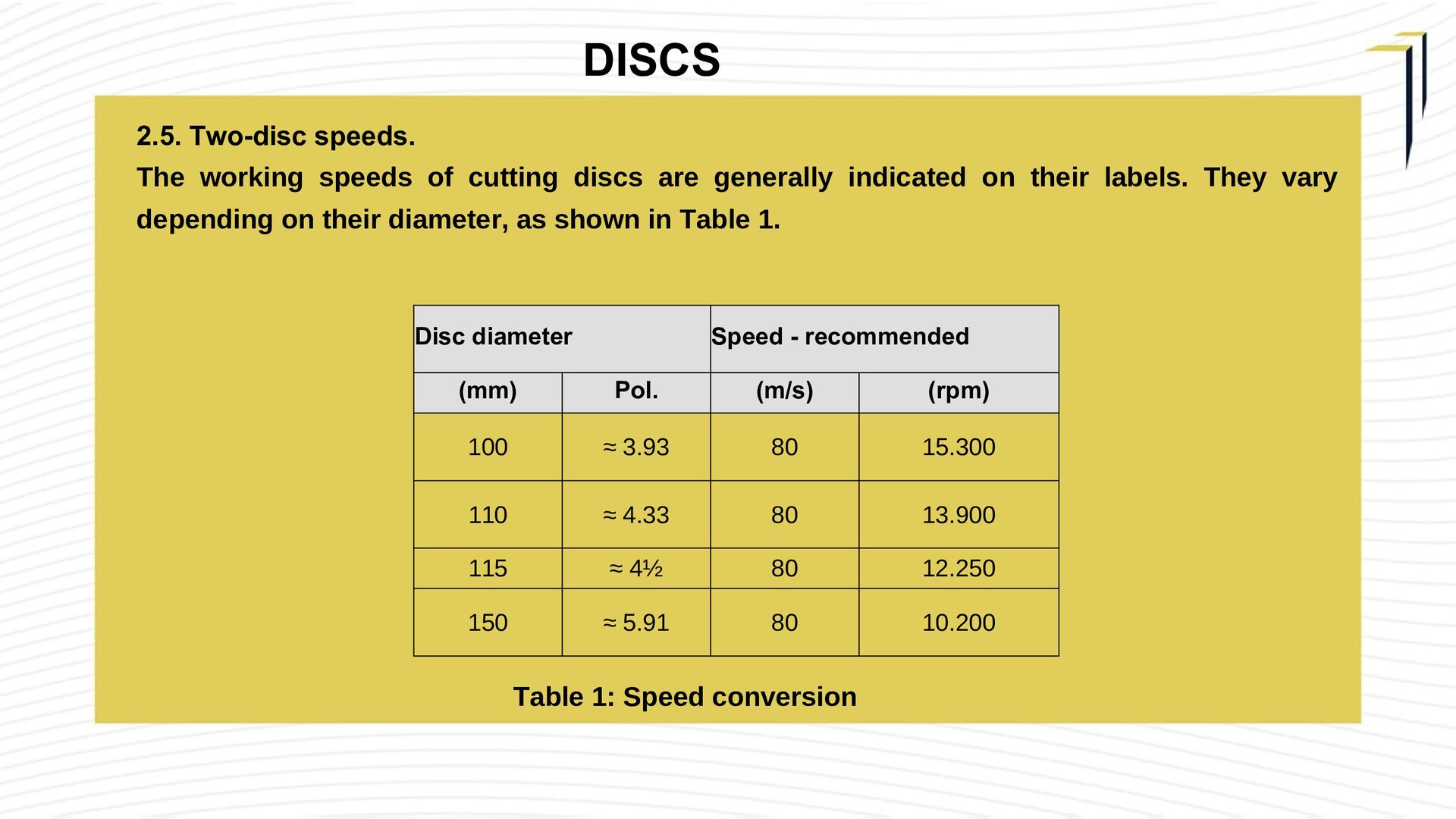
to damaging the performance of the discs, directly affecting their behavior. These are generally incorrect practices, operational inadequacies and irregularities of all kinds. They produce harmful consequences for the operation, alter the yield and significantly reduce the performance of the cutting discs. Such errors can be identified quite easily and must be eliminated. Some basic symptoms allow them to be diagnosed and the appropriate corrections and adjustments to be made quickly. To do this, it is necessary to know some basic parameters relating to the operation of the disks, such as their specifications and operational factors.
that the disk has a problem, define some probable causes and identify some viable paths to a solution. In table 2 we deal with some common problems when using cutting discs, with their respective probable causes and suggested solutions. PROBLEMS AND CORRECTIVE ACTIONS
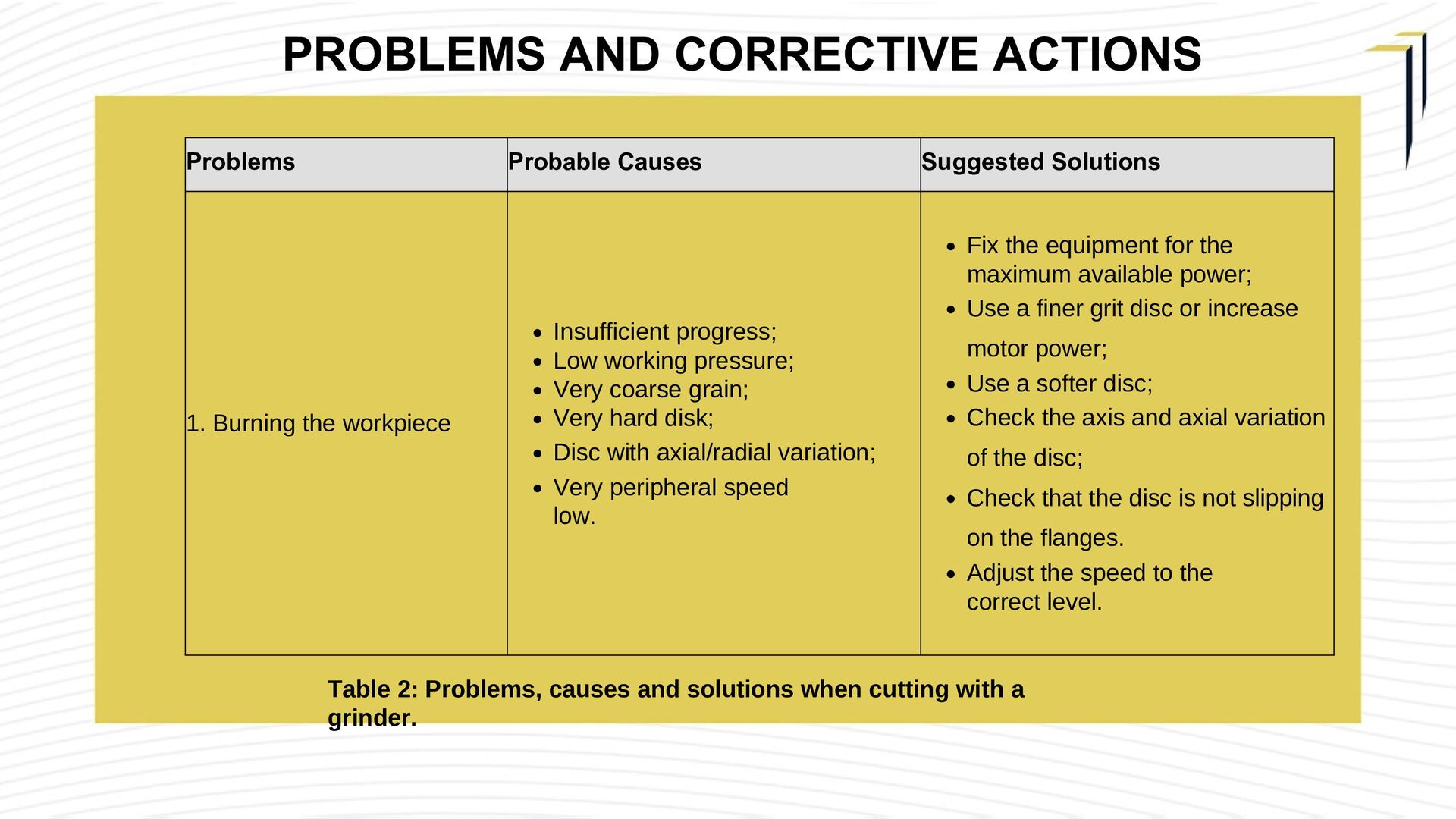
progress; Low working pressure; Very coarse grain; Very hard disk; Disc with axial/radial variation; Very peripheral speed low. Fix the equipment for the maximum available power; Use a finer grit disc or increase motor power; Use a softer disc; Check the axis and axial variation of the disc; Check that the disc is not slipping on the flanges. Adjust the speed to the correct level. Table 2: Problems, causes and solutions when cutting with a grinder. PROBLEMS AND CORRECTIVE ACTIONS
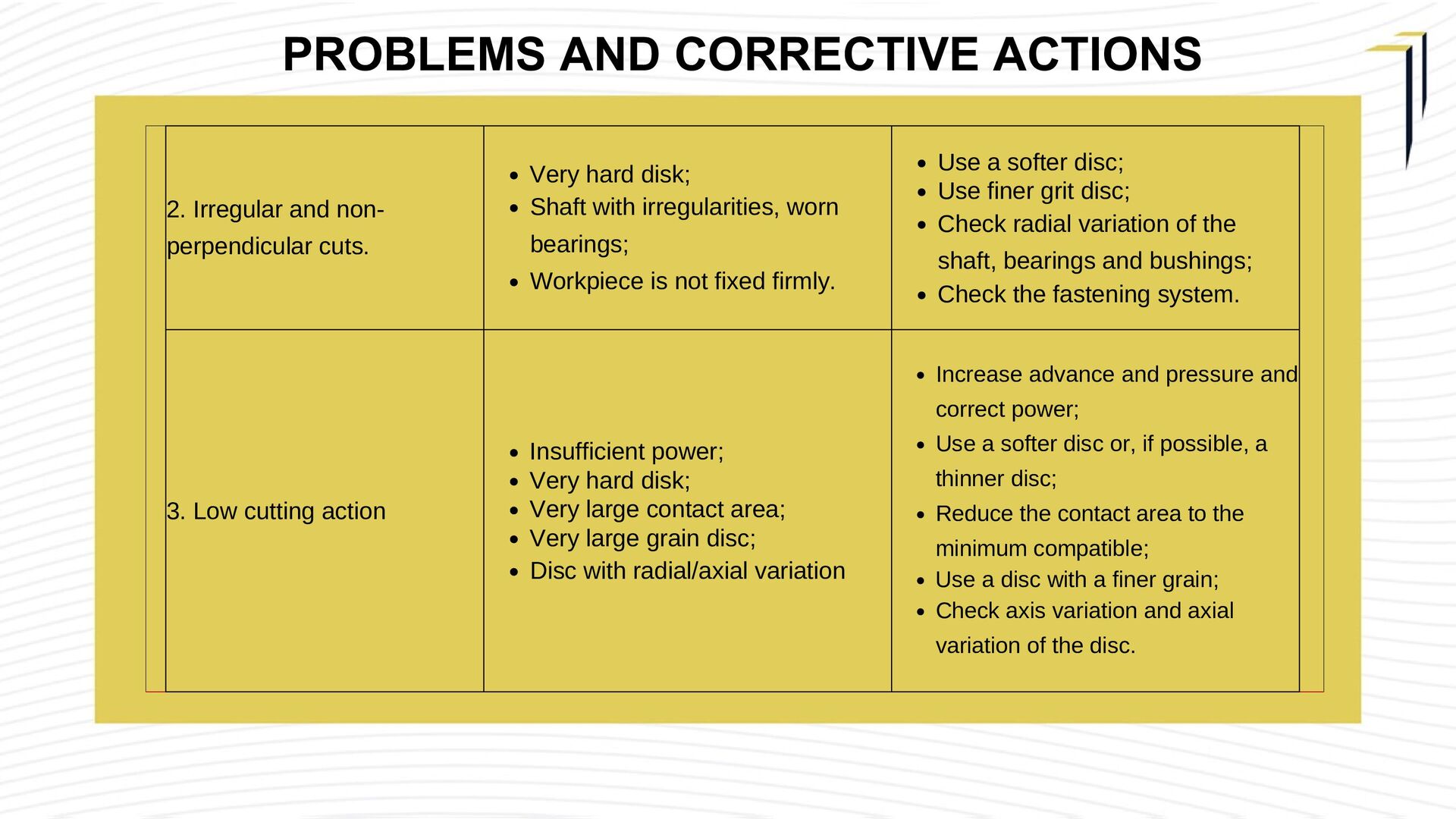
with irregularities, worn bearings; Workpiece is not fixed firmly. Use a softer disc; Use finer grit disc; Check radial variation of the shaft, bearings and bushings; Check the fastening system. 3. Low cutting action Insufficient power; Very hard disk; Very large contact area; Very large grain disc; Disc with radial/axial variation Increase advance and pressure and correct power; Use a softer disc or, if possible, a thinner disc; Reduce the contact area to the minimum compatible; Use a disc with a finer grain; Check axis variation and axial variation of the disc. PROBLEMS AND CORRECTIVE ACTIONS
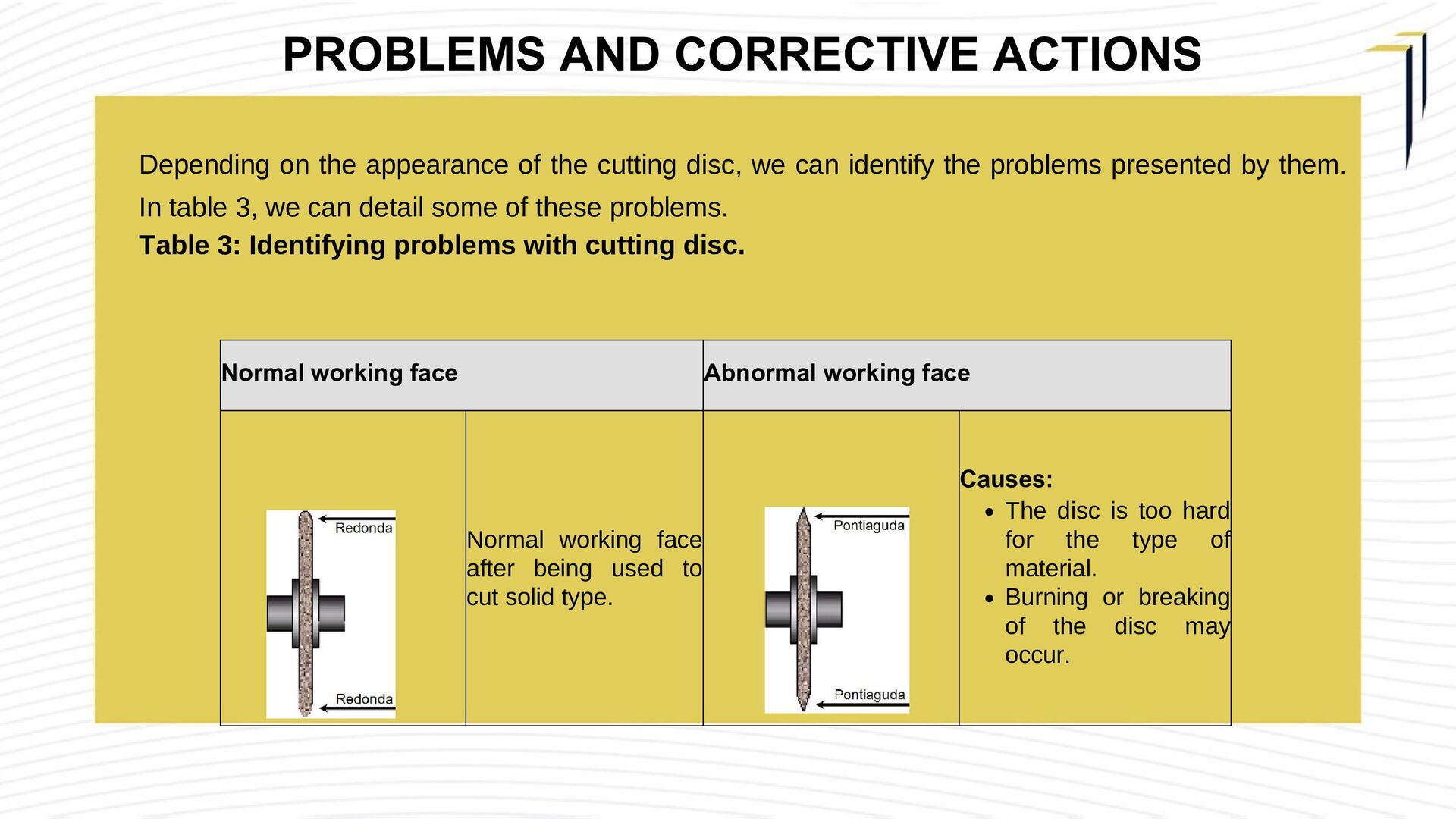
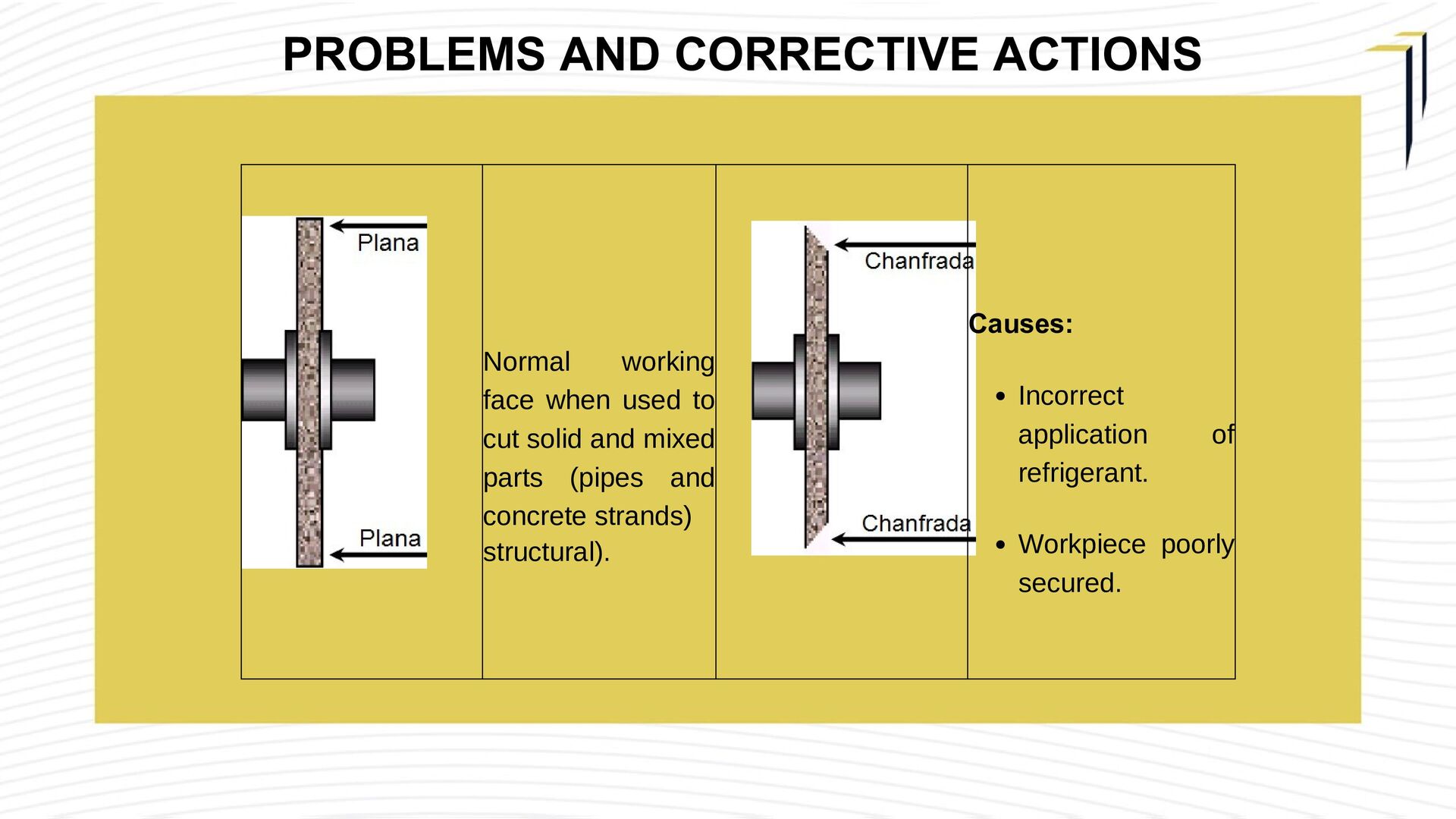
identify the problems presented by them. In table 3, we can detail some of these problems. Table 3: Identifying problems with cutting disc. Normal working face Abnormal working face Normal working face after being used to cut solid type. Causes: The disc is too hard for the type of material. Burning or breaking of the disc may occur. PROBLEMS AND CORRECTIVE ACTIONS
parts (pipes and concrete strands) structural). Causes: Incorrect application of refrigerant. Workpiece poorly secured. PROBLEMS AND CORRECTIVE ACTIONS
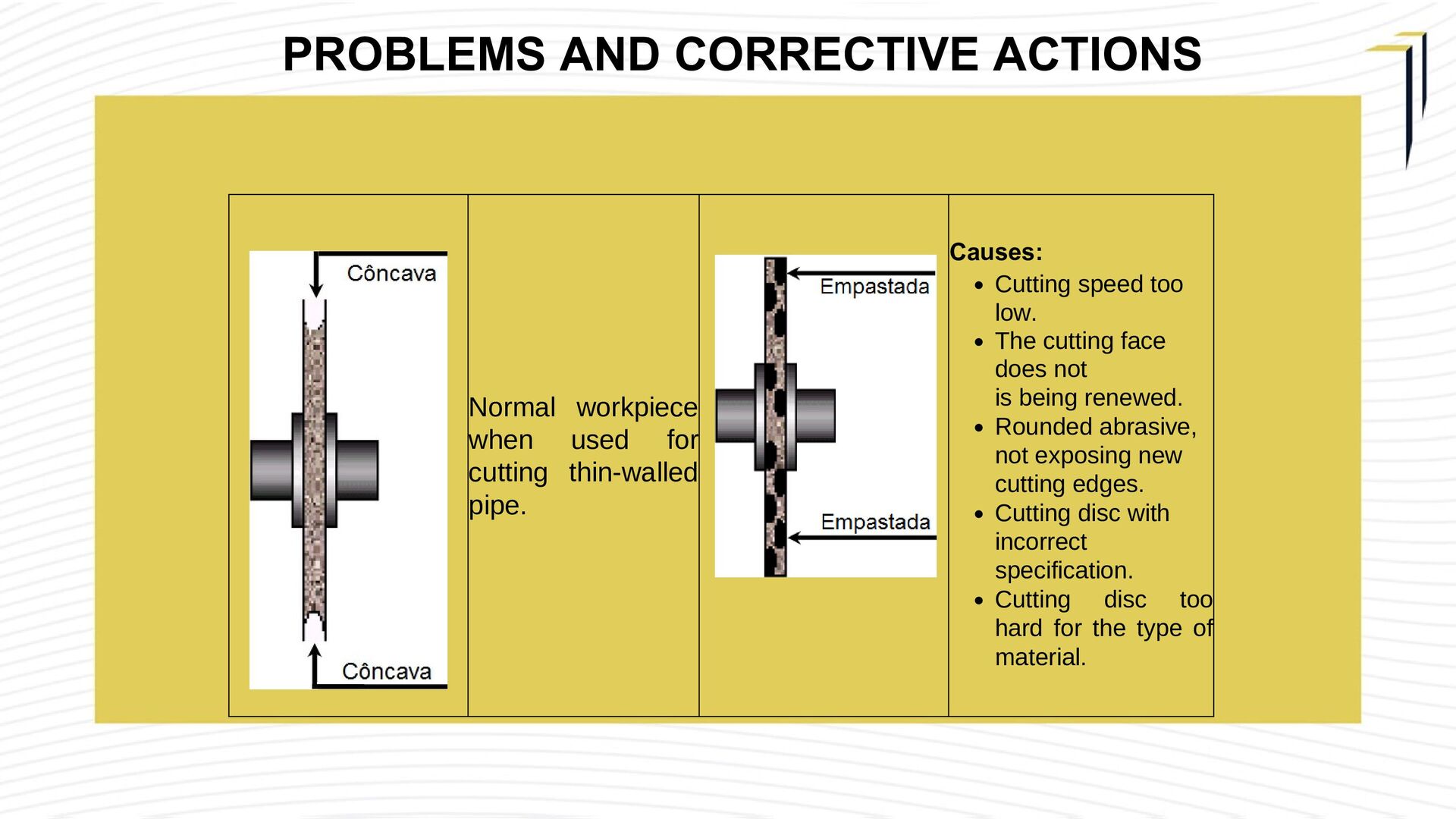
speed too low. The cutting face does not is being renewed. Rounded abrasive, not exposing new cutting edges. Cutting disc with incorrect specification. Cutting disc too hard for the type of material. PROBLEMS AND CORRECTIVE ACTIONS
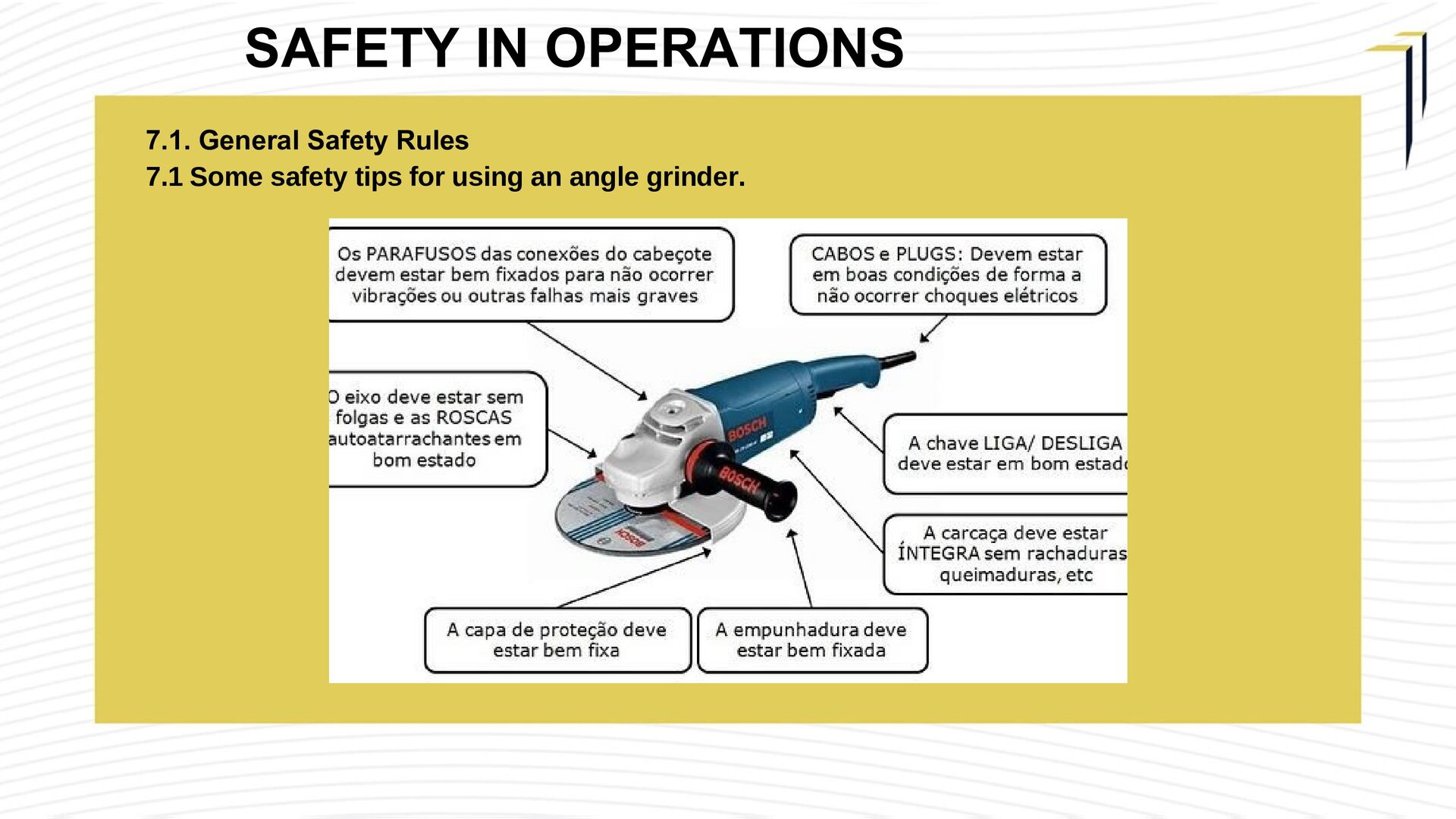
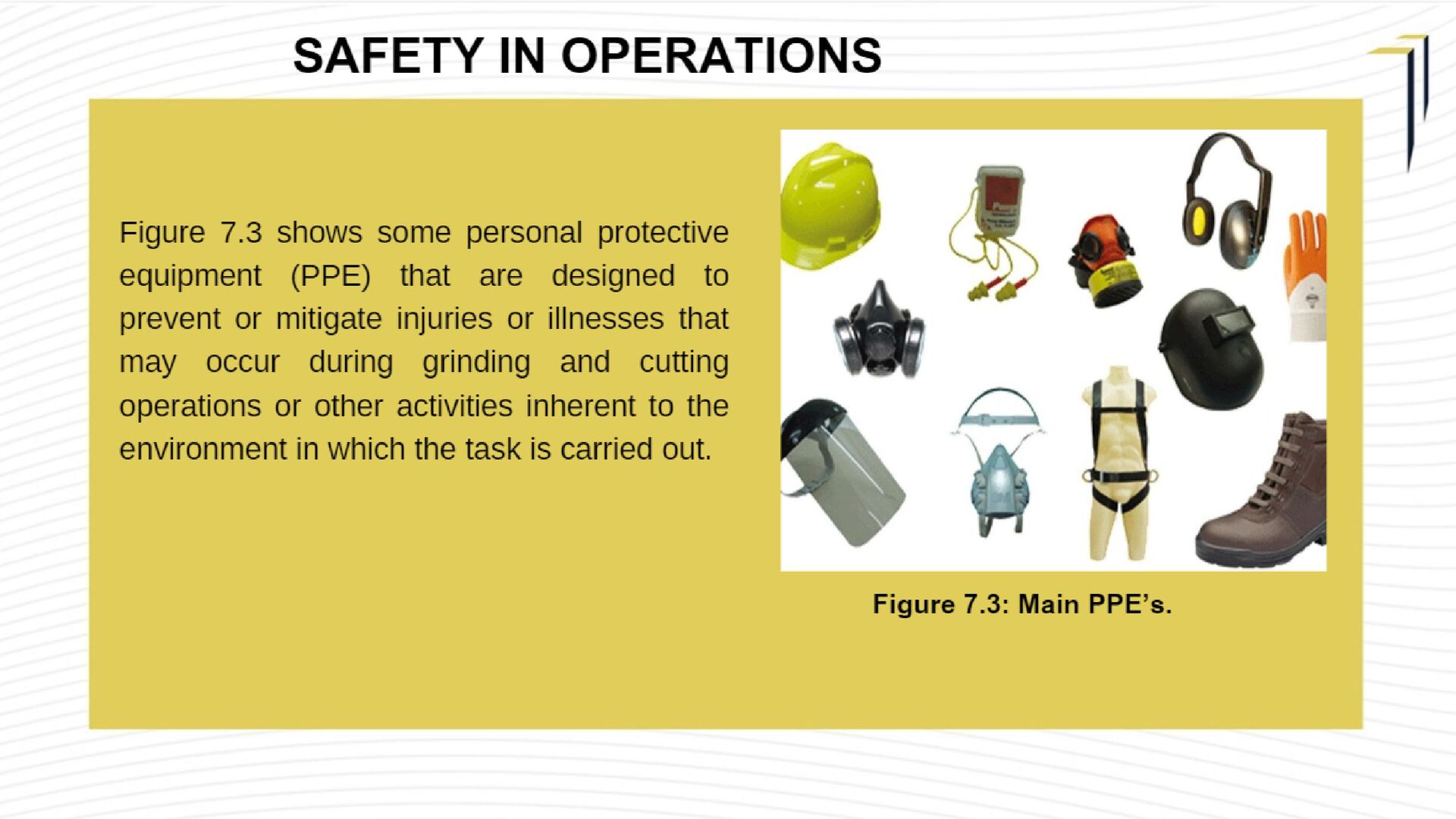
could cause serious accidents. Warnings: NEVER allow untrained persons to use diamond cutting discs. 1. NEVER use machines without the protective cover. 2. NEVER use machines that are not in good operating condition. 3. NEVER force the disc into the mounting device or modify the size of the center hole. 4. NEVER exceed the maximum operating speed indicated on the disk. 5. NEVER use machines with flanges that are not clean. 6. NEVER start the machine with the disc in contact with the workpiece. 7. NEVER use discs with missing segments or any broken parts. 8. NEVER use dry cutting products when the product is indicating wet cutting. 9. NEVER perform cutting operations near flammable materials. 10. SAFETY IN OPERATIONS
the grinding wheel is assembled. 1. ALWAYS perform a sound test on the grinding wheel, as well as checking its expiration date before installing it on the machine. 2. ALWAYS allow the grinding wheel to rotate freely for one minute when first assembled. 3. before using it. ALWAYS check the abrasive attachment flanges 4. ALWAYS use the protective cover covering at least half of the grinding wheel. If it is not in good condition, it must be replaced immediately. If there is a need to reduce or change the original configuration, the manager must analyze/approve such change, returning immediately after use to the original configuration. 5. WHENEVER you plug the cable into the converter, MAKE SURE the machine's switch is off first. 6. ALWAYS use the correct wrench to tighten or loosen the grinding wheel or disc. 7. ALWAYS request the manual for the device, equipment or tool whenever possible, as this will provide you with the necessary information for better handling, increasing your 8. technical and theoretical knowledge. ALWAYS use discs in accordance with ABNT NB-33 and ANSI B-7.1 standards. 9. SAFETY IN OPERATIONS
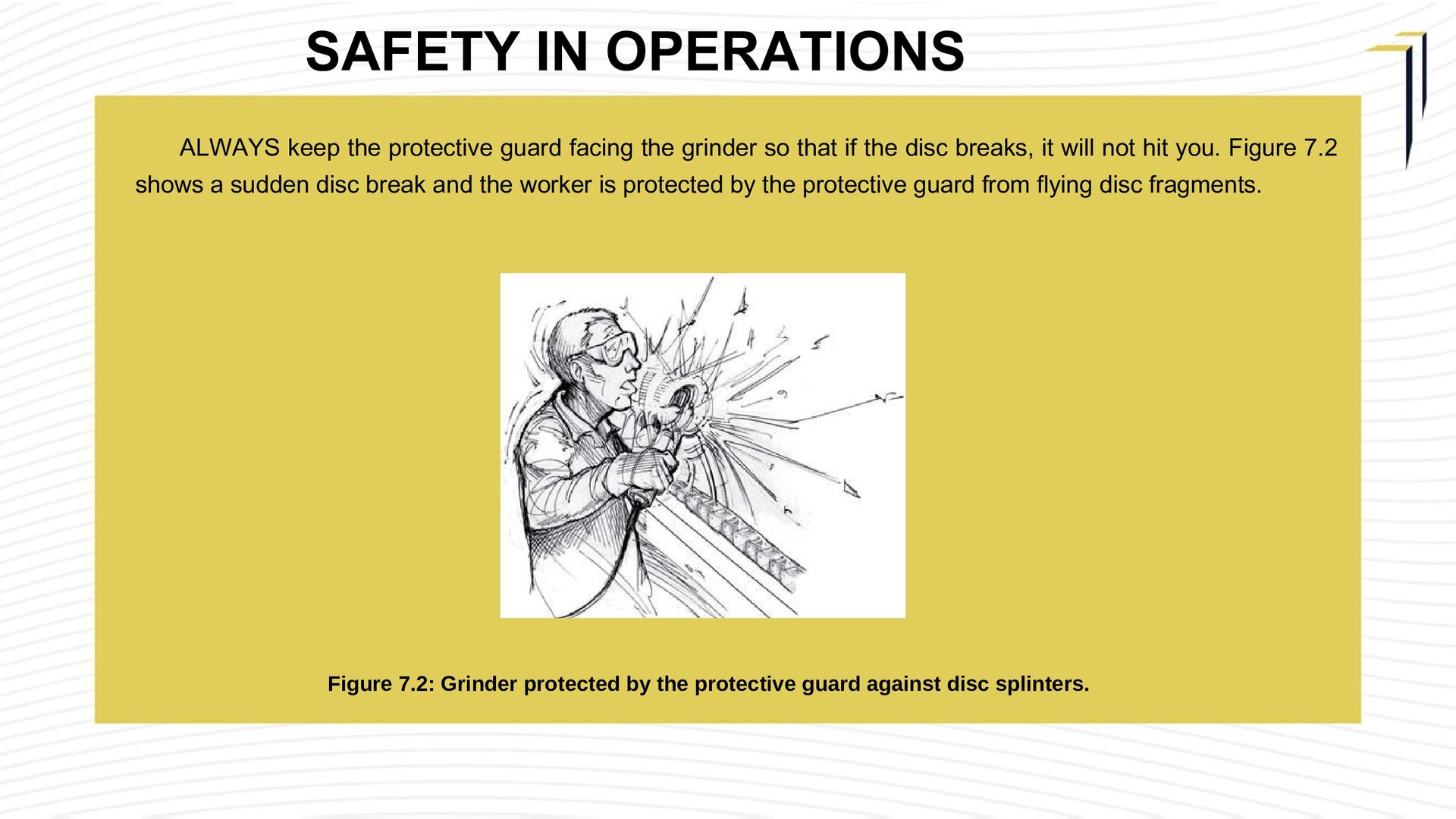
if the disc breaks, it will not hit you. Figure 7.2 shows a sudden disc break and the worker is protected by the protective guard from flying disc fragments. Figure 7.2: Grinder protected by the protective guard against disc splinters. SAFETY IN OPERATIONS
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}