01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 1 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ FABRICAÇÃO E MONTAGEM DE TUBULAÇÃO INDUSTRIAL Área / Setor Nome/Função Assinatura Elaboração Matheus Ribeiro Gerente Operacional Operacional Aprovação Bruno Andrade Diretor Operacional Direção C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 2 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ SUMÁRIO 1. Objetivo 2. Aplicação e Responsabilidades 3. Detalhamento 4. Diretrizes de QSMS 5. Formulários 6. Referências 7. Histórico das Alterações 1. OBJETIVO Este procedimento visa estabelecer os requisitos mínimos para execução de serviços de fabricação, montagem e condicionamento de tubulação nas empresas Vertical Group, definindo parâmetros a serem empregados. 2. APLICAÇÃO E RESPONSABILIDADE Este procedimento é aplicável aos setores ligadas direta ou indiretamente à engenharia. 3. DETALHAMENTO Spool: É o conjunto formado de pelo menos uma conexão e um trecho de tubo ou duas conexões. Sobre comprimento: É o comprimento adicional deixado nas peças fabricadas, visando permitir eventuais ajustes no campo (sobre comprimento - usual = 100 mm). Fabricação: Montagem de peças (spools) de um sistema de tubulação na fábrica ou oficina de campo (pipe - shop). C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
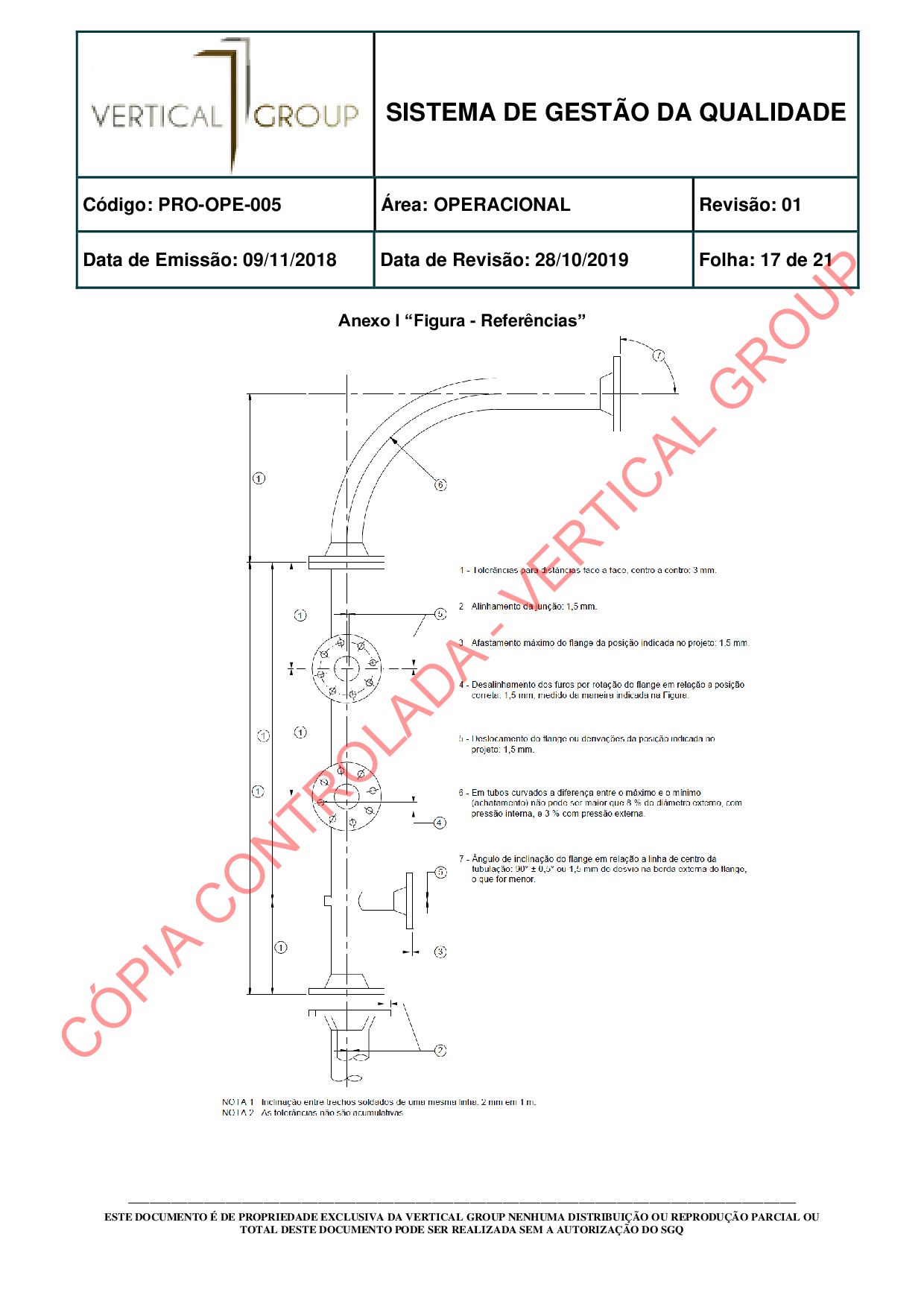
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 3 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Dispositivos auxiliares de montagem: São dispositivos soldados ou não na tubulação, usados provisoriamente, com a finalidade de se conseguir a ajustagem entre as diversas partes a serem soldadas, mantendo-a durante a soldagem. Sistema de Teste: Conjunto de linhas com pressões compatíveis e que serão submetidas a um mesmo teste hidrostático. Todo Material utilizado na fabricação de Tubulação e seus componentes deve ser inspecionado no ato do recebimento. Na execução dos serviços de fabricação, montagem e condicionamento de tubulação, além deste procedimento, devem ser considerados os documentos: Projeto e Normas Referenciais. As tubulações devem ser fabricadas e/ou montadas de acordo com o projeto e dentro das tolerâncias dimensionais estabelecidas por norma, ou na ausência desta, conforme Figura do Anexo I. Para materiais especiais (Ligas de cupro-níquel, aços inoxidáveis austeníticos, duplex e superduplex), serão mandatórios os requisitos de fabricação, montagem e condicionamento definidos em procedimento específico. Somente os materiais identificados, aprovados e liberados poderão ser empregados na fabricação e montagem das mesmas. Exceto os materiais de aço carbono, antes da fabricação todos os materiais devem ter os certificados de composição química analisados pelo Controle da Qualidade, e verificada a identificação da especificação do material na peça. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 4 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Todas as soldas e a numeração das peças nas quais o sistema está dividido devem ser assinaladas nos isométricos pelo órgão de execução. A numeração/identificação deve permitir a rastreabilidade. A soldagem deve ser executada com procedimentos e soldadores qualificados. O manuseio de consumíveis de soldagem, a limpeza das juntas a serem soldadas e os demais cuidados na operação de soldagem deve ser conforme o procedimento geral de soldagem. As peças e acessórios da tubulação devem ser limpos interna e externamente antes da fabricação e montagem. As extremidades roscadas e flangeadas devem estar limpas de corrosão, tintas, graxas, terras, mossa e serrilhados. Para ligações flangeadas a remoção de tintas e graxa deve ser feita com solvente. Qualquer não conformidade detectada deve ser comunicada ao Encarregado, Supervisor de Produção e Inspetor do Controle da Qualidade, que deve proceder conforme PRO-SGQ-002- Não Conformidade e Ação Corretiva. As dimensões das conexões devem ser verificadas antes do corte dos tubos, de modo que as eventuais diferenças encontradas possam ser compensadas. As juntas devem ser alinhadas e travadas devidamente, através de dispositivos auxiliares de montagem a fim de minimizar as deformações. A remoção dos dispositivos auxiliares de montagem soldadas deve ser feita de modo a evitar a extração do material de base. No caso de necessidade de reparo por solda, esse deve ser feito segundo procedimento de soldagem e soldadores qualificados. As juntas reparadas devem ser reinspecionadas e submetidas a novo tratamento térmico nos casos assim especificados. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 5 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ A limpeza e remoção de escória das soldas, bem como a remoção e inspeção das áreas de soldas de dispositivos auxiliares de montagem, devem ser completadas antes do teste de pressão da tubulação ou teste hidrostático. Antes do teste hidrostático, todas as inspeções aplicáveis à junta devem estar feitas e aprovadas. 3.1 Planejamento O órgão de planejamento e execução deverão dividir as linhas em Spools seguindo as recomendações: a) Incluir todas as conexões nos Spools; b) Prever graus de liberdade nas três direções ortogonais; c) Limitar as dimensões e pesos dos Spools, em função da capacidade dos meios de transporte e elevação de carga disponível; d) Incluir todas as bocas de lobo e cortes em ângulos nos Spools; e) Incluir o maior número de soldas na peça do Pipe-Shop, reduzindo as soldas de campo; f) Listar nos desenhos a especificação do material a ser utilizado; g) Identificar os desenhos de modo que permita a rastreabilidade. Esta identificação deve ter no mínimo: área, isométrico e número do Spool. h) As fases e os resultados de inspeção devem ser registrados, nas peças, de acordo com o estabelecido nas instruções de controle de qualidade. i) Os Spools de aço inox devem ser pré-fabricadas em área separada, para evitar mistura e contaminação dos materiais utilizados. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 6 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ j) O mesmo critério deve ser usado para peças de aço-liga e Cu-Ni. k) Os suportes metálicos ou de concreto, devem ser verificados topograficamente, de acordo com o projeto, antes da montagem da tubulação. 3.2 Desenhos na Fabricação e Montagem A fabricação e montagem dos suportes devem atender ao especificado nos desenhos de projeto e itens abaixo: a) As soldas dos suportes nas tubulações devem estar de acordo com os procedimentos qualificados; b) Para linhas que requeiram tratamento térmico, as soldas entre suportes e o tubo devem ser tratados termicamente desde que exigidos pela ANSI B31.3 ITEM 3.31.1.3 (b); c) As ancoragens dos sistemas de tubulação somente podem ser executadas nos locais previstos pelo projeto após a conclusão dos trabalhos de montagem e alinhamento e antes do teste hidrostático, devendo ser retiradas às soldas provisórias usadas nas montagens dos suportes deslizantes; d) Os suportes para linhas sujeitos a dilatação térmica devem ser montados centrados ou descentrados em relação à linha de centro do apoio, conforme indicado no projeto; e) Os suportes de mola devem permanecer travados até a conclusão do teste de pressão e lavagem do sistema; f) Os suportes de mola tipo “variável” devem ser ajustados inicialmente na posição de carga a frio, carga de instalação, de modo que o sistema de tubulação seja inteiramente suportado durante as condições normais de operação; g) Suportes de mola tipo constantes, devem ser de construção robusta, com molas e partes móveis adequadamente cobertas e protegidas; Nota: Os suportes provisórios, utilizados apenas para pino de montagem, devem ser removidos antes dos testes de pressão ou hidrostático do sistema de C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 7 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ tubulações, exceto os suportes provisórios não soldados às linhas e necessários para a execução do teste hidrostático. As áreas de soldas de suportes provisórios e de dispositivos auxiliares de montagem devem ser esmerilhadas e examinadas visualmente, para o caso de material de P Number 1, para os demais deve ser feito exame complementar por meio de líquido penetrante ou partícula magnética. h) Os berços fixados por solda descontínua devem ser soldados após a conclusão da pintura nas partes que são encobertas pelo suporte. Os espaços entre os cordões de solda devem ser calafetados para impedir a penetração da água. i) O estado geral da superfície das peças, tubos e acessórios vindos da pré-montagem deve ser inspecionado antes da montagem, quanto a avarias no transporte. 3.3 Solda Os pontos de solda podem ser incorporados à solda final ou removidos quando utilizados o processo TIG. Caso sejam incorporados devem ser inspecionados visualmente quanto à correta penetração e devem estar isentos de qualquer defeito. Não é permitida a interrupção da soldagem antes que se tenha completado pelo menos a segunda camada da solda. As plaquetas de equipamentos devem ser protegidas durante a montagem e não podem ser cobertas por tinta ou isolamento térmico. Sempre que forem utilizadas juntas de vedação provisórias, as ligações flangeadas nas quais as juntas são colocadas devem ser indicadas no campo de forma facilmente identificável. Os suportes devem ser montados, soldados e tratados termicamente de acordo com o projeto e a norma ASME B31.3. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
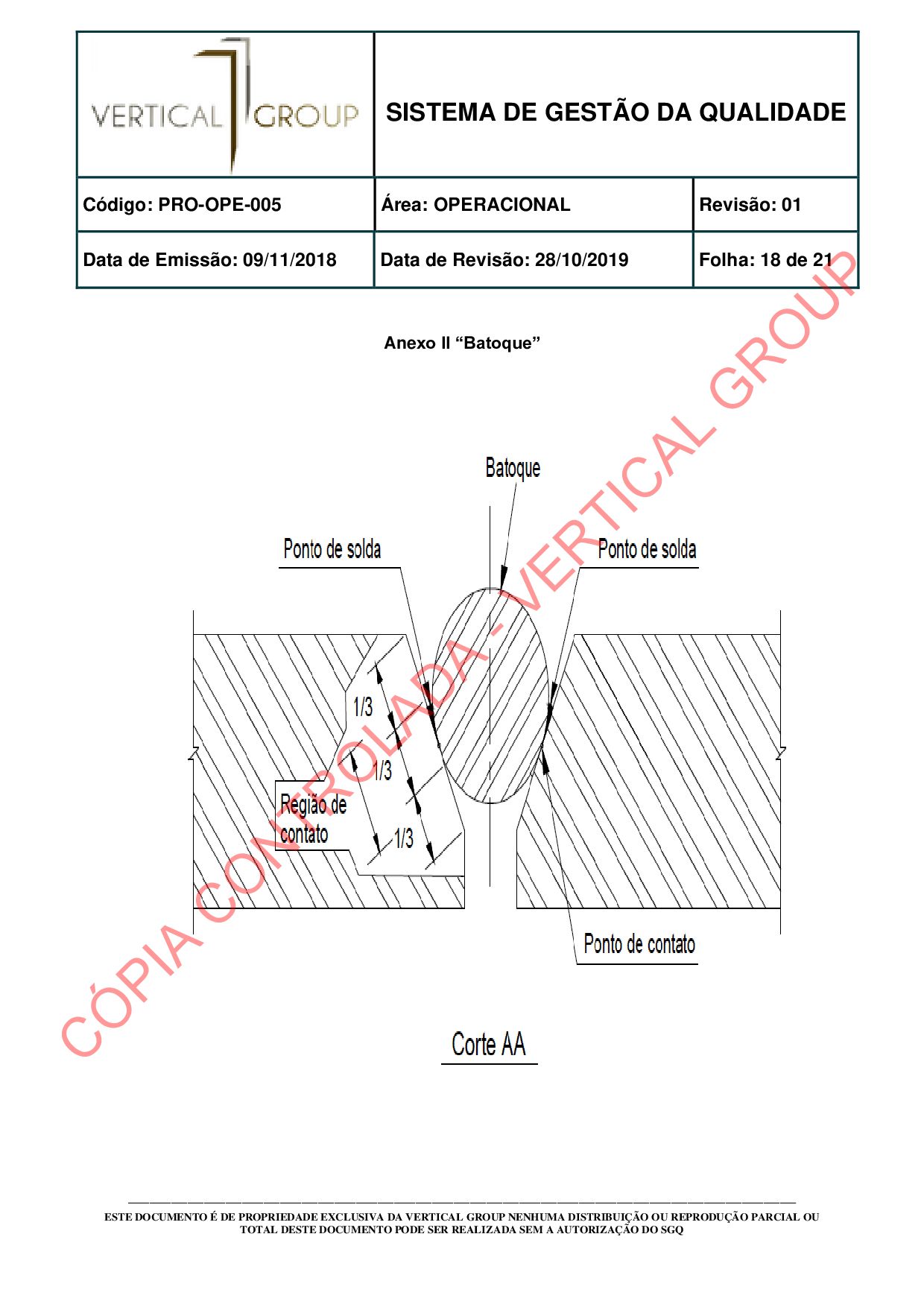
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 8 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Em juntas do tipo encaixe para solda deve ser deixada uma folga entre o tubo e as conexões com cerca de 1,5mm. A distância mínima permitida entre soldas circunferenciais em tubulação deve ser de 4 vezes a espessura do tubo ou 100mm, o que for maior. 3.3.1 Utilização de Batoques, Cachorros e Pontos de Solda Direto no Bisel na Fabricação e Montagem Na fabricação e montagem, deverão ser utilizados “batoques”, “cachorros” ou ponteamento direto no bisel, devendo ser tomadas as seguintes precauções: 3.3.1.1 Batoques - Devem ser tal que seu ponto de contato esteja na região média do chanfro (Ver Anexo II) - O material do batoque deve ser igual ao do material de base e deve ser utilizado somente para espessura de tubulação acima de 12,5mm. - A quantidade de dispositivos auxiliares de montagem ou de ponteamento direto por junta soldada deve ser no máximo: a) 3, para diâmetro até 4”; b) 4, para diâmetro até 4” até 14”; c) 5, para diâmetro até 14” até 24”; d) para diâmetro acima de 24”; distância de 300mm entre dispositivos. - Os batoques não devem ser removidos por impacto. O ponto de solda deve ser removido totalmente por esmerilhamento e a região do ponto deve ser inspecionada visualmente e estar isenta de defeitos. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 9 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ - Os batoques empregados devem ser de aço carbono e sua utilização é restrita a material base de aço carbono (P Number 1), e que não requeiram preaquecimento. 3.3.1.2 Cachorros - Devem ser de material similar ao tubo. Caso isso não seja possível deve ser feito um revestimento na região do contato com o tubo, com metal depositado de composição química compatível com o mesmo. A espessura de revestimento deve ser igual ou maior que a altura do cordão. Os cachorros devem ser soldados por apenas um lado. - A espessura do cachorro deve ser no máximo igual ao maior dos seguintes valores: a. A metade da espessura do tubo ou 5mm. 3.3.1.3 Pontos de Solda Direto no Bisel - Os pontos de solda podem ser incorporados à solda final ou removidos. Caso sejam incorporados, devem ser inspecionados visualmente, quanto à correta penetração e devem estar isentos de qualquer defeito. No caso de peças que forem transportadas com componentes apenas ponteados este exame deve ser feito no campo, imediatamente antes da soldagem. Nota: De um modo geral, todas as exigências e cuidados de soldagem (pré- aquecimento, eletrodos, qualificação de procedimentos e soldadores), valem também para os dispositivos provisórios. a) Tubos e conexões fabricadas ou ligações entre eles que apresentem variações dimensionais fora dos limites tolerados, principalmente com relação aos diâmetros, devem ser verificados previamente, de modo a orientar a ajustagem das peças conforme um dos casos transcritos abaixo: - Para desalinhamentos iguais ou inferiores a 1,5mm, a ajustagem deve ser a frio, não havendo necessidade de usinar, ou esmerilhar a superfície interna para proporcionar a concordância. - Para desalinhamentos superiores a 1,5mm. A ajustagem pode ser feita por esmerilhamento ou usinagem da superfície interna de uma ou de ambas as extremidades. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 10 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ - A inclinação deve ser no mínimo 4 vezes a espessura, e a espessura final não deve ser inferior a espessura mínima estabelecida pela especificação aplicável (tolerância de 12,5%). b) O martelamento de peças deve ser sempre feito sobre uma chapa intermediária para proteção da peça. - A correção de desalinhamento de até 20 mm do eixo da tubulação, pode ser feita pelo método de aquecimento com chama e posterior resfriamento rápido, desde que a temperatura máxima seja controlada por meio de lápis térmico e que não ultrapasse 6000C. Exame com partículas magnéticas ou líquido penetrante deve ser executado na região que foi aquecida, após correção do desalinhamento. Deve ser medida a dureza nas áreas aquecidas, os valores devem estar dentro dos limites da norma ASME B31.3, caso contrário deve ser realizado tratamento térmico. Para materiais de P Number 1 apenas este controle deve ser realizado. - Métodos de Correção de Solda Nos casos abaixo este método de correção não pode ser empregado: a) Quando é exigido o teste de impacto para o material do tubo ou acessório; b) Em tubulações para serviços com H2S, Hz, NaOH, HF, Metl-Etil Amina (MEA), Dimetil Etil Amina (DEA) ou categoria M da norma ASME B31.3; c) Em tubulações de aços inoxidáveis ou ligas de níquel; d) Para materiais normalizados, temperados e revenidos. Para materiais não enquadrados em P number 1, este método de correção só pode ser empregado mediante aprovação do cliente ou projeto Vertical Group. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
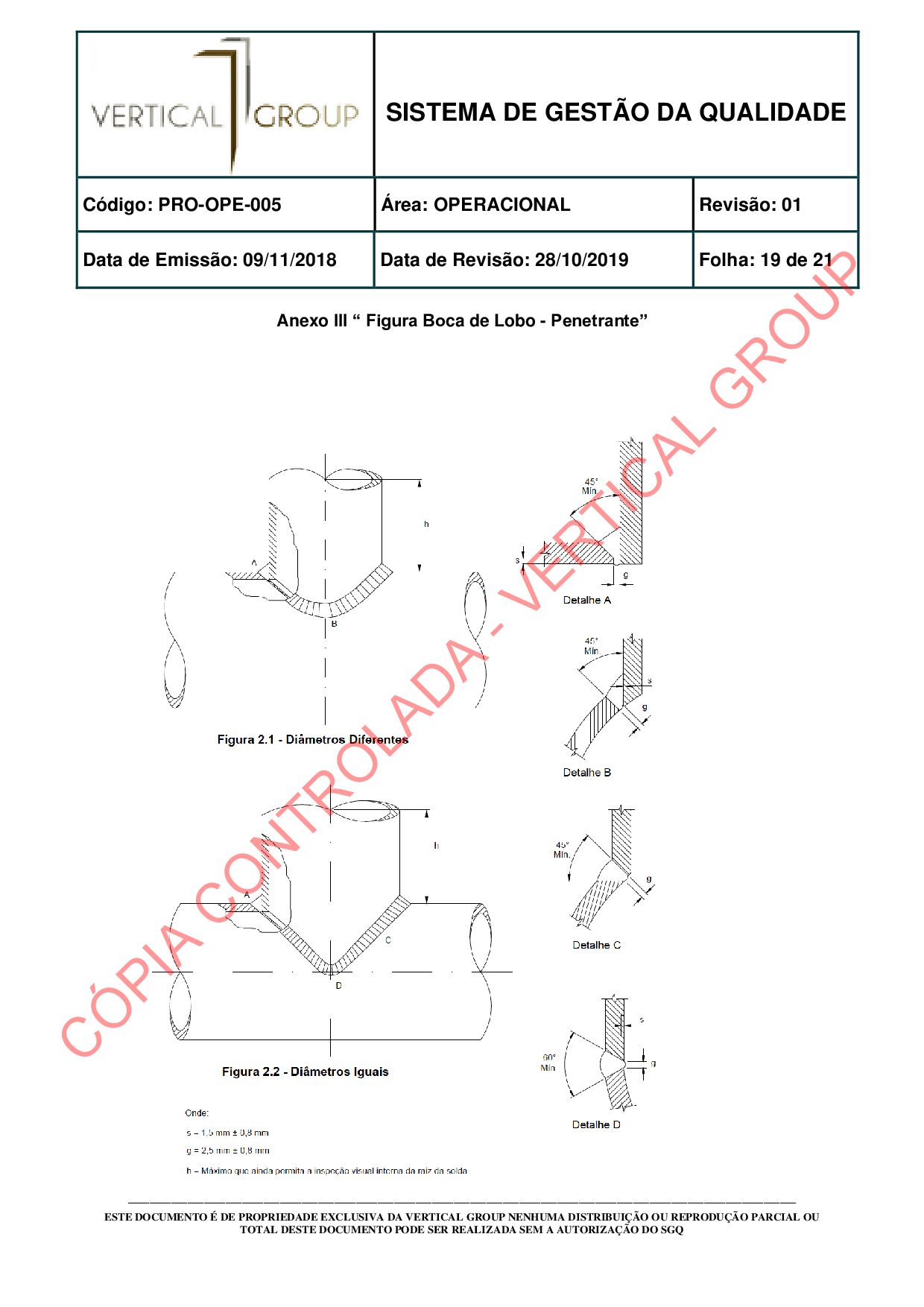
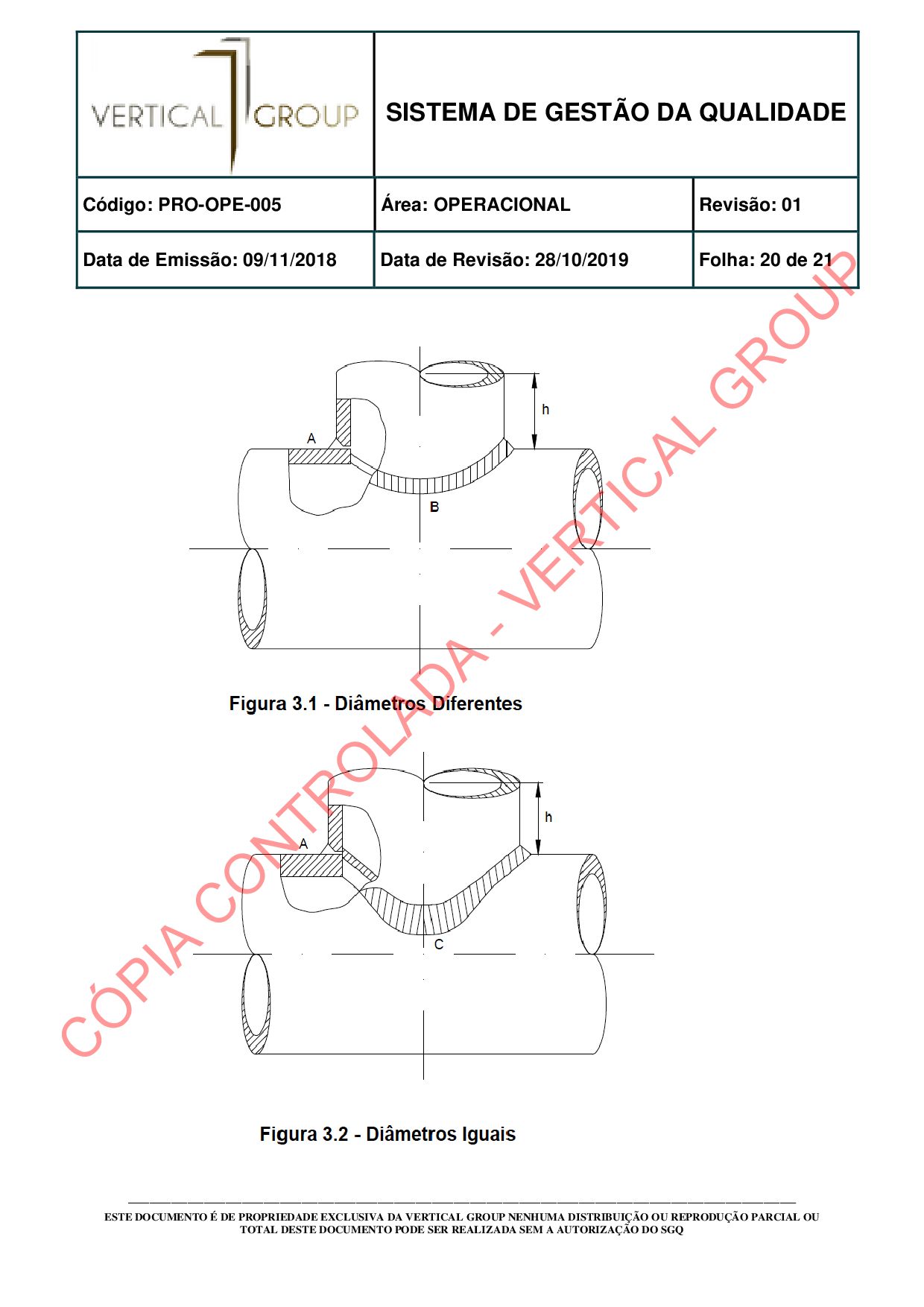
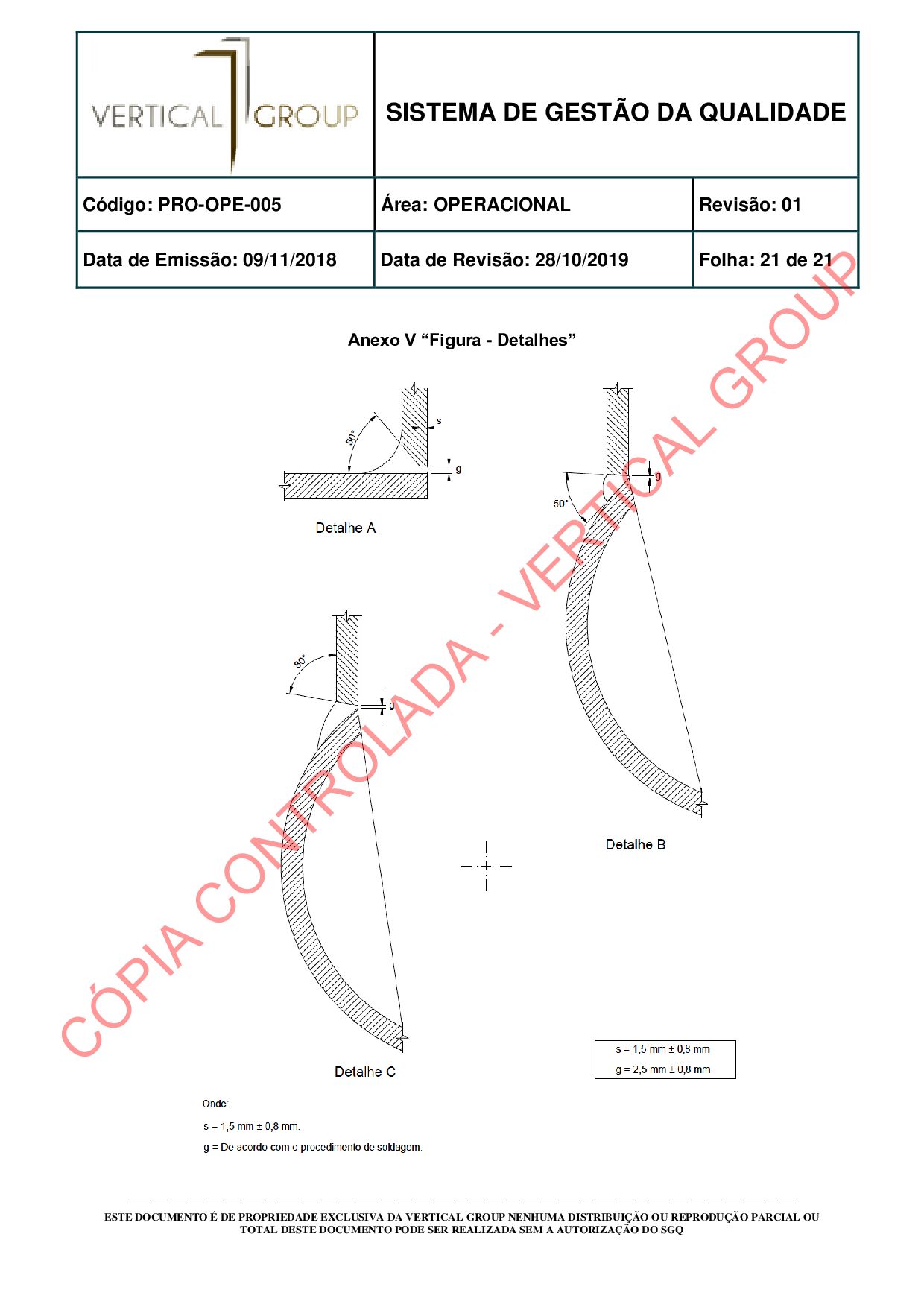
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 11 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ 3.4 Ajuste, Montagem e Condicionamento 3.4.1 Bocas de Lobo e Reduções A utilização de acessórios fabricados no campo, tais como boca de lobo e reduções, só são permitidos quando indicados no projeto. Todas as bocas de lobo e cortes em ângulos devem ser montados na fabricação, salvo quando indicado em contrário pelo projeto (Veja Anexo III e IV). Os detalhes dos cortes em chanfros para bocas de lobo devem estar conforme Anexo V. 3.4.2 Flanges Salvo indicações em contrário, os flanges são montados no tubo, de maneira que os planos vertical e horizontal que contém a linha de centro da tubulação, dividam igualmente entre os furos dos parafusos do flange. Quando usados flanges sobrepostos, devem ser soldados interna e externamente a tubulação, de maneira que a extremidade do tubo fique afastada da face do flange de uma distância igual à parede do tubo mais 3mm. A solda interna deve ser executada de maneira que a face do flange não exija reusinagem. Não é permitido o acoplamento de flange de ressalto com flange de face lisa. Os flanges de orifício devem ser montados com as tomadas posicionadas conforme projeto. As soldas internas dos tubos com os flanges de orifício devem ter o seu reforço interno esmerilhado rente com o tubo. Os furos dos parafusos devem estar alinhados, e sem que tenham sido inseridos entre os flanges qualquer material que não seja a junta especificada. Os parafusos devem passar livremente, após a linha estar totalmente soldada. Os flanges devem ser apertados pelos parafusos de maneira uniforme e dentro dos limites de torque especificados. O aperto deve ser feito, gradativamente e em uma sequência em que sejam C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 12 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ apertados parafusos diametralmente opostos. Não é permitido o uso de extensões nas chaves para aperto dos parafusos de flanges. 3.4.3 Válvulas Todas as válvulas, exceto de esfera e de macho, devem ser transportadas, armazenadas e montadas na posição fechada. Todas as válvulas, quando soldadas à tubulação devem permanecer abertas durante o processo de soldagem. As válvulas que possuam elementos passíveis de destruição pelo aquecimento, devem ter esses elementos desmontados antes do início da soldagem e tratamento térmico. As válvulas devem ser montadas corretamente verificando-se sua identificação e o sentido de fluxo, bem como se os acionadores estão colocados conforme projeto e de forma a facilitar a operação. As válvulas de segurança, alívio e controle, bem como os discos de ruptura, somente devem ser instaladas após a limpeza da tubulação. 3.4.4 Juntas de Vedação As juntas de vedação devem estar de acordo com as especificações do material do projeto. Todas as juntas aplicadas devem estar limpas, sem sulcos, riscos, mossa ou qualquer deformação visível. As juntas metálicas, os parafusos e as porcas devem ser grafitados quando da montagem, exceto para aços inoxidáveis ou salvo restrição técnica. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 13 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ 3.4.5 Porcas, Parafusos e Barras roscadas No aperto, as porcas devem ficar completamente roscadas no corpo do parafuso ou estojo. Quando se tratar de estojo, as porcas devem ficar preferencialmente a igual distância das extremidades, deixando passar, para cada lado, pelo menos um fio de rosca, mas não mais que a metade da extensão da porca. Os parafusos já apertados devem ser identificados durante a montagem final. Em nenhuma hipótese é permitido o ponteamento com solda das porcas nos parafusos ou peças. 3.4.6 Ligações Roscadas No instante da execução da ligação, a mesma deve estar limpa e isenta de corrosão, tintas, graxas, terras, mossas e serrilhadas. Para linhas até 1500C, utilizar fita de PTFE (TEFLON). Para as de vapor, pasta de vedação contendo metais dúcteis (chumbo). Nos casos de abertura de roscas no campo, estas devem sempre obedecer à especificação do projeto e o perfil deve ser verificado com um gabarito, logo após a execução. Em caso de utilização de vedante, não é permitida a utilização de zarcão, estopa ou barbante. O aperto deve ser feito com ferramentas adequadas, não permitindo o uso de extensões. As soldas de selagem das ligações roscadas só podem ser executadas quando indicada no projeto. A solda de selagem deve cobrir toda a rosca exposta. Neste caso não deve ser permitida a aplicação de vedantes. Não é permitida a solda de selagem em tubos galvanizados. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 14 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ 3.4.7 Filtros As faces usinadas dos filtros devem ser protegidas contra corrosão conforme recomendado. Juntas de expansão: - As juntas de expansão devem ser montadas de modo que não sejam submetidas a qualquer esforço para o qual não foram projetadas. - As juntas de expansão devem ser montadas protegidas e mantidas travadas e convenientemente suportadas até a conclusão do teste hidrostático. - A junta de expansão deve ter sua parte corrugada protegida por madeira, após a montagem, esta proteção deve ser removida antes do início da operação do sistema. Purgadores: - Os purgadores devem ser montados obedecendo ao sentido do fluxo e após a limpeza das tubulações. - A descarga dos purgadores, quando para a atmosfera, deve ser dirigida de modo que não atinja pessoas, equipamentos e outras linhas. 3.4.8 Linha de Aquecimento (Steam-Tracing) Os detalhes de instalação e a disposição geométrica dos tubos de aquecimento devem estar perfeitamente de acordo com o projeto. A soldagem das ancoragens e guias do tubo de aquecimento na linha principal, deve ser feita antes do teste de pressão segundo procedimento de soldagem qualificado. O tubo de aquecimento deve ser fixado na sua posição por meio de arame BWG 16 galvanizado e recozido, em intervalos de no máximo 1,0 metro. Deve ser colocado flange ou união na linha de aquecimento, junto a flanges e válvulas da linha principal, a fim de permitir a desmontagem deste sem que seja necessário o corte da linha de aquecimento. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 15 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Nota: Ao referido procedimento deverá ser atribuída Análise Preliminar de Risco (APR), para identificar cenários potencialmente críticos a esta atividade, bem como o levantamento das medidas preventivas para situações de perigo e risco. 4. DIRETRIZES DE QSMS Os profissionais envolvidos nas atividades de Fabricação e Montagem devem utilizar os EPI's correlatos a sua função. O inspetor utilizará o EPI referente à área (instalação) em que está atuando. Nota: Nas operações que envolverão trabalhos em altura, espaço confinado e sobre o mar, os colaboradores deverão estar devidamente treinados e equipados com EPI para determinada atividade, seguindo sempre a orientação do Setor de HSE. Os profissionais, além de estarem devidamente treinados para desempenhar tal função, devem manter o foco na preservação do Meio Ambiente e no desenvolvimento sustentável, objetivos e Metas instituídas pela Organização. 5. FORMULÁRIOS N/A 6. REFERÊNCIAS Documentos Código/Item/Revisão Manual do Sistema de Gestão Integrada MSGQ-VG-001 Sistemas de Gestão da Qualidade - Requisitos ISO 9001 Sistemas de Gestão Ambiental - Requisitos com Orientações para uso ISO 14001 Sistema de Gestão de Saúde e Segurança Ocupacional ISO 45001 Suportes, apoios e restrições para tubulação N 1758 Fabricação, montagem e condicionamento de tubulações N 115 C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 16 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Soldagem N 133 Condicionamento e embalagem de válvulas N 12 Process Piping ASME B31.3 7. HISTÓRICO DAS ALTERAÇÕES 8. ANEXOS Anexo I “Figura - Referências” Anexo II “Batoque” Anexo III “Figura Boca de Lobo - Penetrante” Anexo IV “Figura Boca de Lobo - Sobreposta” Anexo V “Figura - Detalhes” DATA REVISÃO HISTÓRICO 17/01/2019 00 Criação/ Implementação 28/10/2019 01 Mudança na apresentação do procedimento C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 17 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Anexo I “Figura - Referências” C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 18 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Anexo II “Batoque” C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 19 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Anexo III “ Figura Boca de Lobo - Penetrante” C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 20 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Anexo IV “Figura Boca de Lobo - Sobreposta” C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
01 Data de Emissão: 09/11/2018 Data de Revisão: 28/10/2019 Folha: 21 de 21 ___________________________________________________________________________________________________________________________ ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA VERTICAL GROUP NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGQ Anexo V “Figura - Detalhes” C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}