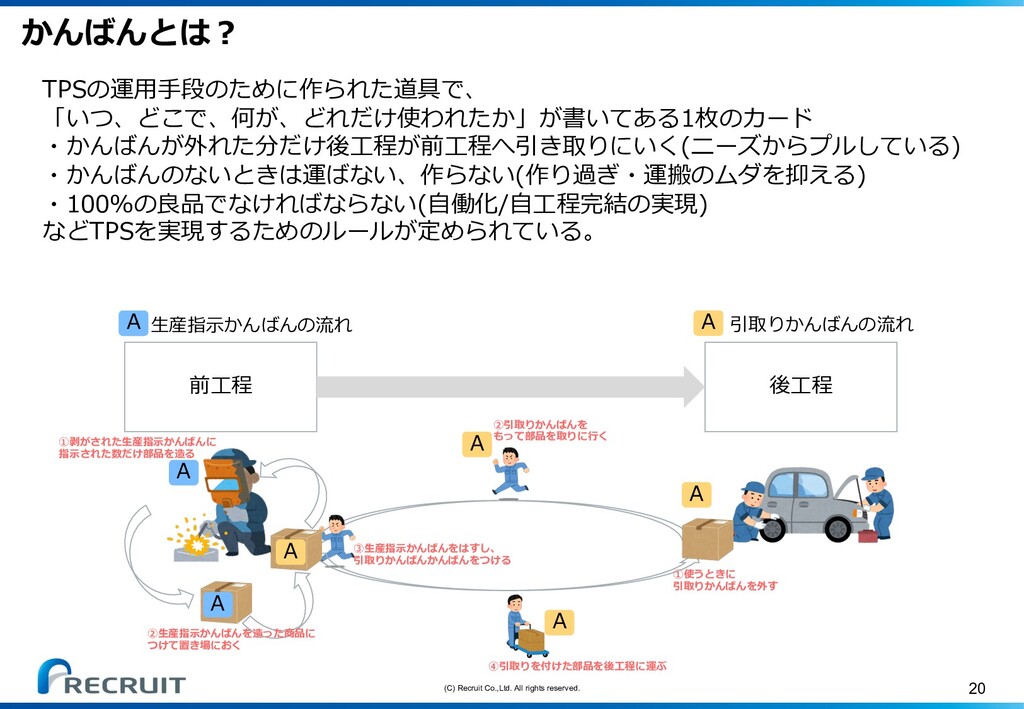
A A A A A A ①使うときに 引取りかんばんを外す ②引取りかんばんを もって部品を取りに⾏く ③⽣産指⽰かんばんをはすし、 引取りかんばんかんばんをつける ④引取りを付けた部品を後⼯程に運ぶ ①剥がされた⽣産指⽰かんばんに 指⽰された数だけ部品を造る ②⽣産指⽰かんばんを造った商品に つけて置き場におく A 引取りかんばんの流れ ⽣産指⽰かんばんの流れ A TPSの運⽤⼿段のために作られた道具で、 「いつ、どこで、何が、どれだけ使われたか」が書いてある1枚のカード ・かんばんが外れた分だけ後⼯程が前⼯程へ引き取りにいく(ニーズからプルしている) ・かんばんのないときは運ばない、作らない(作り過ぎ・運搬のムダを抑える) ・100%の良品でなければならない(⾃働化/⾃⼯程完結の実現) などTPSを実現するためのルールが定められている。
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}