de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 1 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ´ Qualificação de Soldadores e Operador de Soldagem CONTROLE DE APROVAÇÃO ELABORAÇÃO ANÁLISE CRÍTICA / APROVAÇÃO CLIENTE | FISCALIZAÇÃO Luís Miguel L. Camara (Inspetor de Soldagem N2 – FBTS 0296) Matheus Ribeiro (Gerente Operacional) N/A (--------------) C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 2 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI ESTRUTURA 1. Escopo; 2. Objetivo; 3. Aplicação; 4. Responsabilidade; 5. Termos e definições; 6. Detalhamento; 7. Documentos de Referência; 8. Formulários; 9. Controle de Alterações. 1 - ESCOPO Estabelecer os critérios de aceitação para o Controle de Desempenho de Soldadores com base em resultados de inspeção de LP e PM. 2 - OBJETIVO Cumprir a sistemática estabelecida para o processo de qualificação e controle de desempenho dos soldadores e operadores de soldagem da Vertical Group ou que desempenham suas atividades em seu nome, definindo parâmetros a serem empregados, visando assegurar a qualidade de nossos serviços e competência de nossos profissionais. 3 - APLICAÇÃO Este procedimento é aplicável a todos os setores envolvidos no Sistema de Gestão Integrada da Vertical Group. Somente será gerado procedimento específico quando solicitado pelo cliente, quando for exigência contratual previamente acordado ou em caso de cumprimento à requisito legal. 4 - RESPONSABILIDADE 4.1 - SETOR DE SISTEMA DE GESTÃO INTEGRADA (SGI) O setor de SGI é responsável por: Garantir a padronização, atualização e a publicação da informação documentada implementada por cada processo; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 3 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Cumprir e fazer cumprir as ações estabelecidas nas atividades para controle da Informação Documentada; Dar suporte ao gestor responsável para revisar este procedimento sempre que necessário; Manter informação documentada das ações estabelecidas, onde aplicável; Revisar esta informação documentada sempre que necessário; Garantir o padrão e a rastreabilidade das informações documentadas pertinentes ao Sistema de Gestão Integrada; Estabelecer e fazer cumprir as regras para que sejam mantidas e disponíveis todas as informações documentadas em sua revisão atualizada e implementadas na empresa; Manter atualizada a Lista Mestra de Informações documentadas e a rede de acesso público. 4.2 - COORDENADORES DE PROJETOS Os Coordenadores de Projetos são responsáveis por: Manter todas as informações documentadas aplicáveis às atividades offshore, devidamente controladas; Emitir os registros necessários das atividades que necessitam ser evidenciadas; Sempre conferir se a informação documentada utilizada está na sua revisão vigente e; Comunicar ao SGI caso verifique alguma oportunidade de melhoria na informação documentada utilizada; Realizar os Briefing Pré-Embarque com envolvidos para repassar as atividades a serem executadas; Acompanhar o controle de desempenho dos soldadores e garantir que a qualificação dos profissionais que estejam sob sua gestão esteja compatível com a função e exigência do cliente e que estejam em dia. Caso contrário, deve cobrar atualização junto aos setores responsáveis (RH e/ou CQ). 4.3 - CONTROLE DE QUALIDADE O Controle de Qualidade é Responsável por: Manter todas as informações documentadas aplicáveis à suas atividades, devidamente controladas; Emitir os registros necessários para as atividades que necessitam ser evidenciadas; C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 4 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Sempre conferir se a informação documentada utilizada está na sua revisão vigente; Manter a comunicação com a Coordenação de Projetos caso verifique alguma oportunidade de melhoria e/ou necessidade emergencial para o controle de desempenho dos soldadores; O Inspetor de Inspeção Não Destrutiva (IND): é responsável por realizar a inspeção de LP e PM e avaliar os resultados; Acompanhar o controle de desempenho dos soldadores e garantir que a qualificação dos profissionais esteja compatível com a função e exigência do cliente e que estejam em dia. Caso contrário, deve solicitar apoio aos gestores responsáveis (Coordenação de Projetos); Informar a gerência imediata, caso haja algum impedimento para realização das atividades para controle de desempenho dos soldadores. De forma a garantir sua eficácia e cumprimento de prazo necessário. 4.4 - LIDERANÇA IMEDIATA OFFSHORE A Liderança offshore é responsável por: Manter todas as informações documentadas aplicáveis à suas atividades, devidamente controladas; Emitir e controlar os registros necessários para as atividades que necessitam ser evidenciadas e entregues à Coordenação de Projeto; Sempre conferir se a informação documentada utilizada está na sua revisão vigente; Garantir que o procedimento seja seguido e que as inspeções de LP e PM sejam realizadas de acordo com as normas e códigos aplicáveis e/ou exigência do cliente; Manter a comunicação com a Coordenação de Projetos caso verifique alguma oportunidade de melhoria; Acompanhar o controle de desempenho dos soldadores e garantir que a qualificação dos profissionais que estejam sob sua gestão esteja compatível com a função e exigência do cliente e que estejam em dia. Caso contrário, deve cobrar atualização junto aos colaboradores e setores responsáveis (RH e/ou CQ); Contribuir e garantir a consulta e participação dos colaboradores para o processo de tomadas de decisão nas medidas de requisição de mudanças que possam melhorar as questões de qualidade, C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 5 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI segurança, saúde e meio ambiente. Incentivar a sua equipe a identificar e apresentar medidas preventivas e ações corretivas. 4.5 - COLABORADORES OFFSHORE Os colaboradores offshore são responsáveis por: Manter todas as informações documentadas resultantes de seus treinamentos, devidamente atualizados; Manter-se atualizado quanto aos vencimentos e atualizações necessárias para seus embarques e informar à Coordenação de Projeto qualquer dificuldade para sua atualização; Manter-se munido de seus EPIs e garantir que todos estão sendo utilizados e cuidados de maneira adequada; Informar toda e qualquer dificuldade sobre o bom e seguro desempenho de suas atividades, incluindo ferramentas irregulares ou inadequadas; Informar ao seu líder imediato, ao seu coordenador de projeto e ao setor de SMS qualquer irregularidade sobre sua saúde e/ou condição psicológica, que possa pôr em risco sua segurança e a de terceiros; Manter sua qualificação atualizada e buscar informações sobre seu desempenho, com intuito de garantir melhorias nos processos de soldagem, aprimorar suas competências e desenvolver suas habilidades; Contribuir e participar de processos de tomadas de decisão nas medidas de requisição de mudanças que possam melhorar as questões de qualidade, segurança, saúde e meio ambiente. Identificar e apresentar medidas preventivas e ações corretivas, sempre que possível. Visando a melhoria contínua no desempenho das atividades. 5 - TERMOS E DEFINIÇÕES a. EPS/WPS: Especificação de Procedimento de Soldagem, documento que define todos os parâmetros de soldagem emitidos pelo Inspetor de Soldagem. b. RQPS/PQR: Registro de Qualificação do Procedimento de Soldagem, documento que registra a EPS podendo um mesmo RQPS dar suporte a outras EPS. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 6 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI c. RQS: Registro de Qualificação de Soldador, documento emitido pelo Inspetor, que registra parâmetros e atesta a habilidade dos soldadores. d. Sinete: Número que todo soldador deve ter para acompanhamento da obra. 6 - DETALHAMENTO 6.1 - PROCESSO EXECUTIVO 6.1.1 - TESTES DE SOLDADOR E OPERADOR DE SOLDAGEM O teste prático de soldadores e operadores de soldagem é realizado e evidenciado através do formulário 286-FOR-CQ_Teste Prático Profissional_CLD e SLD, no qual são registradas as condições de execução do teste de qualificação e seus resultados conforme formulário de teste. Podendo ser efetuados com chapas, e/ou tubos, conforme a necessidade a ser aplicada, bem como o processo de soldagem a ser usado. As peças de teste são preparadas e acopladas de acordo com os parâmetros definidos na EPS utilizada na execução do teste. A soldagem da peça de teste é conduzida de acordo com uma EPS qualificada. 6.1.2 - SINETE Todos os Soldadores e Operadores de Soldagem aprovados no teste, após sua admissão, recebem, um número de identificação denominado SINETE. Que é controlado através do 184-FOR-CQ_Controle de Sinete. 6.1.4 - QUALIFICAÇÃO DO SOLDADOR E OPERADOR DE SOLDAGEM O Inspetor de Soldagem N1 deve acompanhar as etapas de soldagem e verificando o desempenho do Soldador e Operador de Soldagem quanto aos conhecimentos de regulagem da máquina de solda, obediência aos parâmetros do procedimento de soldagem e utilizando os equipamentos de proteção individual. 6.1.5 - CRITÉRIOS A qualificação dos Soldadores e Operadores de Soldagem são realizadas em tubo e/ou chapa, conforme especificação de materiais apresentados na Especificação do Procedimento de Soldagem. Todos os Soldadores e Operadores de Soldagem são qualificados de acordo com os requisitos exigidos C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 7 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI na norma ASME IX e/ou AWS D1.1 de acordo com as variáveis essenciais do processo e controlados conforme, 288-FOR-CQ_Relação de Soldadores Qualificados. 6.1.6 - CONTROLE DE DESEMPENHO DE SOLDADOR COM BASE NOS RESULTADOS DE INSPEÇÃO DE LP E PM A inspeção de LP e PM são técnicas não destrutivas utilizadas para detectar trincas, fissuras e outras descontinuidades em soldas e outros componentes metálicos. Essas técnicas podem ser utilizadas para avaliar a qualidade do trabalho realizado pelo soldador. Os resultados das inspeções de LP e PM são registrados e analisados para determinar se o soldador está atendendo aos critérios de aceitação. Caso o soldador não atenda aos critérios de aceitação, medidas corretivas devem ser tomadas, como treinamento adicional ou revisão dos procedimentos de soldagem. Em resumo, a Vertical Group utiliza os resultados de inspeção de VS, LP e PM para controlar o desempenho de um soldador, conforme critérios de aceitação estabelecidos de forma clara e os resultados são os registros das inspeções para análise. Todos os soldadores devem ter seus embarques monitorados através da Planilha 282-FOR-CQ_Controle de Embarque para Desempenho de Soldadores, para garantir que não esteja sem atividade por um período maior que 06(seis) meses. A cada período de embarque, todos os soldadores devem estar de posse do formulário 342-FOR-CQ_Controle de Desempenho de Soldadores - Período de Embarque, que é entregue ao soldador através do setor PCP, junto com todas as documentações necessárias. Este formulário deve ser preenchido pelo soldador e/ou supervisor de bordo, quando houver e deve ser devidamente assinado (pelo supervisor Vertical Group ou representante do cliente) este formulário deve retornar à base Vertical Group em conjunto com todas as documentações ao final do embarque (Ex.: Time Sheet, RDO etc.). Este documento deve ser entregue ao CQ para que possa monitorar o desempenho do soldador. É de responsabilidade da Coordenação de Projetos orientar e garantir o retorno deste formulário devidamente preenchido e assinado. Esta prática tem como principal finalidade controlar o desempenho do soldador e a comprovação de que permanecem ativos. 6.1.7 - CRITÉRIO DE ACEITAÇÃO COM BASE NA INSPEÇÃO LP E PM Os critérios de aceitação para o controle de desempenho de soldador com base em resultados de inspeção de Líquido Penetrante (LP) e Partículas Magnéticas (PM) são estabelecidos por normas e C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
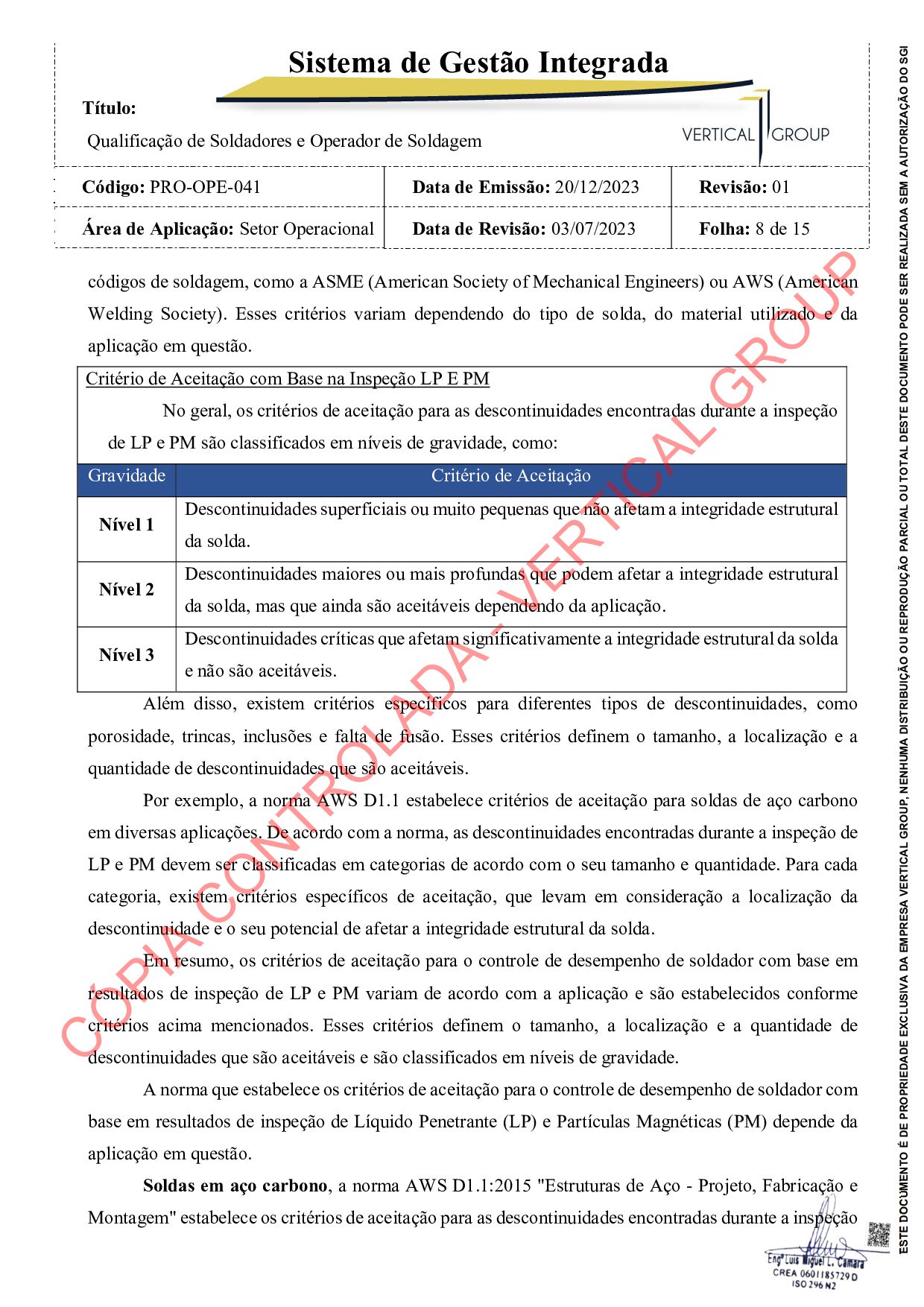
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 8 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI códigos de soldagem, como a ASME (American Society of Mechanical Engineers) ou AWS (American Welding Society). Esses critérios variam dependendo do tipo de solda, do material utilizado e da aplicação em questão. Critério de Aceitação com Base na Inspeção LP E PM No geral, os critérios de aceitação para as descontinuidades encontradas durante a inspeção de LP e PM são classificados em níveis de gravidade, como: Gravidade Critério de Aceitação Nível 1 Descontinuidades superficiais ou muito pequenas que não afetam a integridade estrutural da solda. Nível 2 Descontinuidades maiores ou mais profundas que podem afetar a integridade estrutural da solda, mas que ainda são aceitáveis dependendo da aplicação. Nível 3 Descontinuidades críticas que afetam significativamente a integridade estrutural da solda e não são aceitáveis. Além disso, existem critérios específicos para diferentes tipos de descontinuidades, como porosidade, trincas, inclusões e falta de fusão. Esses critérios definem o tamanho, a localização e a quantidade de descontinuidades que são aceitáveis. Por exemplo, a norma AWS D1.1 estabelece critérios de aceitação para soldas de aço carbono em diversas aplicações. De acordo com a norma, as descontinuidades encontradas durante a inspeção de LP e PM devem ser classificadas em categorias de acordo com o seu tamanho e quantidade. Para cada categoria, existem critérios específicos de aceitação, que levam em consideração a localização da descontinuidade e o seu potencial de afetar a integridade estrutural da solda. Em resumo, os critérios de aceitação para o controle de desempenho de soldador com base em resultados de inspeção de LP e PM variam de acordo com a aplicação e são estabelecidos conforme critérios acima mencionados. Esses critérios definem o tamanho, a localização e a quantidade de descontinuidades que são aceitáveis e são classificados em níveis de gravidade. A norma que estabelece os critérios de aceitação para o controle de desempenho de soldador com base em resultados de inspeção de Líquido Penetrante (LP) e Partículas Magnéticas (PM) depende da aplicação em questão. Soldas em aço carbono, a norma AWS D1.1:2015 "Estruturas de Aço - Projeto, Fabricação e Montagem" estabelece os critérios de aceitação para as descontinuidades encontradas durante a inspeção C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 9 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI de LP e PM. Esses critérios são definidos no capítulo 6, "Requisitos de Qualidade de Soldagem", seção 6.23, "Inspeção Não Destrutiva" ou capítulo 9, “Estruturas Tubulares”, seção 9.26, “Inspeção Não Destrutiva”. Soldas em aços inoxidáveis, a norma AWS D1.6:2017 "Estruturas de Aço Inoxidável - Projeto, Fabricação e Montagem" estabelece os critérios de aceitação para as descontinuidades encontradas durante a inspeção de LP e PM. Esses critérios são definidos no capítulo 8, "Requisitos de Qualidade de Soldagem", seção 8.11, "Inspeção Não Destrutiva". É importante ressaltar que cada norma ou código de soldagem pode ter variações nos critérios de aceitação para as descontinuidades encontradas durante a inspeção de LP e PM, dependendo da aplicação e do material utilizado. Portanto, é necessário consultar a norma ou código específico para a aplicação em questão. 6.1.8 - PERIODICIDADE E CONTROLE DE DESEMPENHO A avaliação do desempenho do soldador deve ser realizada a cada 06 meses, ou a cada 2 anos em caso de soldadores que realizam soldas com frequência menor. Conforme 282-FOR-CQ_Controle de Embarque para Desempenho de Soldadores e 342-FOR-CQ_Controle de Desempenho de Soldadores - Período de Embarque, onde comprovamos suas atividades e desempenho. A periodicidade para avaliação do desempenho do soldador com base em resultados de inspeção de Líquido Penetrante (LP) e Partículas Magnéticas (PM) é determinada pelas normas e códigos aplicáveis a cada situação específica. A norma ASME BPVC (Seção V, Artigo 4) estabelece que a qualificação do soldador para execução de soldas deve ser reavaliada a cada 06(seis) meses ou a cada mudança significativa no processo de soldagem, nos materiais ou nas condições de soldagem. A norma ABNT NBR 15696-1:2011 (Qualificação e certificação de pessoal para a inspeção de soldagem por líquido penetrante e partículas magnéticas - Parte 1: Requisitos gerais) estabelece que a avaliação do desempenho do soldador deve ser realizada a cada 12(doze) meses, ou a cada três anos em caso de soldadores que realizam soldas com frequência menor. É importante verificar as normas e códigos aplicáveis e as exigências do cliente, para determinar a periodicidade apropriada para avaliação do desempenho do soldador. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 10 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.1.9 - SELEÇÃO, REGISTRO E AVALIAÇÃO DOS RESULTADOS a. O Inspetor de solda N1 deve selecionar os soldadores que devem ser avaliados com base nos resultados de inspeção de LP e PM; b. O Inspetor de Inspeção Não Destrutiva deve realizar a inspeção de LP e PM nas soldas realizadas pelos soldadores selecionados; c. O Inspetor de Inspeção Não Destrutiva (IND) deve avaliar os resultados da inspeção de LP e PM de acordo com as normas e códigos aplicáveis e determinar se as descontinuidades encontradas estão dentro dos critérios de aceitação; d. O Inspetor de Inspeção Não Destrutiva (IND) deve registrar os resultados da inspeção nos relatórios 70-FOR-OPE_Relatório de Ensaio por Partículas Magnéticas ou 74-FOR-OPE_Relatório de Ensaio por Líquidos Penetrantes e encaminhar o relatório para o Inspetor de solda N1; e. O Inspetor de solda N1 deve analisar o relatório de inspeção e determinar se o desempenho do soldador está dentro dos critérios de aceitação; f. Se o desempenho do soldador for aceitável, o Inspetor de solda N1 deve atualizar os registros de qualificação do soldador e programar a próxima avaliação de desempenho de acordo com a periodicidade estabelecida; g. Se o desempenho do soldador não for aceitável, o Inspetor de solda N1 deve tomar as medidas necessárias para corrigir as deficiências e programar uma nova avaliação de desempenho; h. O Inspetor de solda N2 deve revisar e aprovar o procedimento; i. O Inspetor de solda N1 deve garantir que todos os registros e relatórios sejam arquivados de acordo com as políticas internas da empresa. Nota: É importante verificar as normas e códigos aplicáveis e as políticas internas da empresa para determinar os critérios de aceitação e a periodicidade apropriados para avaliação do desempenho do soldador com base em resultados de inspeção de LP e PM. 6.1.10 - AUTORIDADES E RESPONSABILIDADES O controle de desempenho de soldador com base nos resultados de inspeções de Líquido Penetrante (LP) e Partículas Magnéticas (PM) deve ser realizado por profissionais qualificados e certificados em inspeção não destrutiva. O controle deve ser realizado por profissional qualificado e certificado em inspeção de solda. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 11 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI De acordo com a norma ISO 9712:2012 "Ensaio Não Destrutivo - Qualificação e Certificação de Pessoal", os profissionais que realizam inspeções de LP e PM devem ser certificados em níveis específicos de qualificação, como Nível 1, Nível 2 ou Nível 3. Cada nível de qualificação representa um grau maior de habilidade e conhecimento. Além disso, o controle de desempenho de soldador com base nos resultados de inspeções de LP e PM deve ser supervisionado por um profissional qualificado em soldagem, que possua conhecimento e experiência suficientes para interpretar os resultados da inspeção e tomar decisões sobre a aceitação ou rejeição da solda. Portanto, para assinar e/ou ser responsável pelo controle de desempenho de soldador com base nos resultados de inspeções de LP e PM, é necessário ter qualificação e certificação adequadas e conhecimento e experiência em soldagem. O profissional que vai assinar o controle de desempenho de soldador com base em Líquido Penetrante (LP) e Partículas Magnéticas (PM) não precisa necessariamente ter qualificação em soldagem nos níveis N1 ou N2. No entanto, é importante que o profissional responsável pela avaliação dos resultados da inspeção de LP e PM tenha conhecimento e experiência suficientes em soldagem para interpretar corretamente as descontinuidades encontradas e tomar decisões sobre a aceitação ou rejeição da solda. Em muitos casos, a avaliação dos resultados de inspeção é realizada por um profissional certificado em Nível 2 de qualificação em inspeção não destrutiva, de acordo com a norma ISO 9712:2012. Esse profissional deve ter conhecimento das normas e códigos aplicáveis à soldagem e experiência na avaliação de resultados de inspeção. No entanto, em alguns casos, um engenheiro ou técnico qualificado em soldagem pode ser responsável pela avaliação dos resultados da inspeção e pelo controle de desempenho de soldador. A qualificação necessária para esse profissional pode depender das exigências específicas da aplicação e das normas e códigos aplicáveis. 6.2 - MÉTODOS DE LIMPEZA ENTRE PASSES DE SOLDA Na qualificação do Soldador e Operadores de Soldagem, os métodos de limpeza entre passes de solda, de remoção de crateras e de aberturas de arco (no chanfro ou em apêndice) são os mesmos especificados para as soldas de produção. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
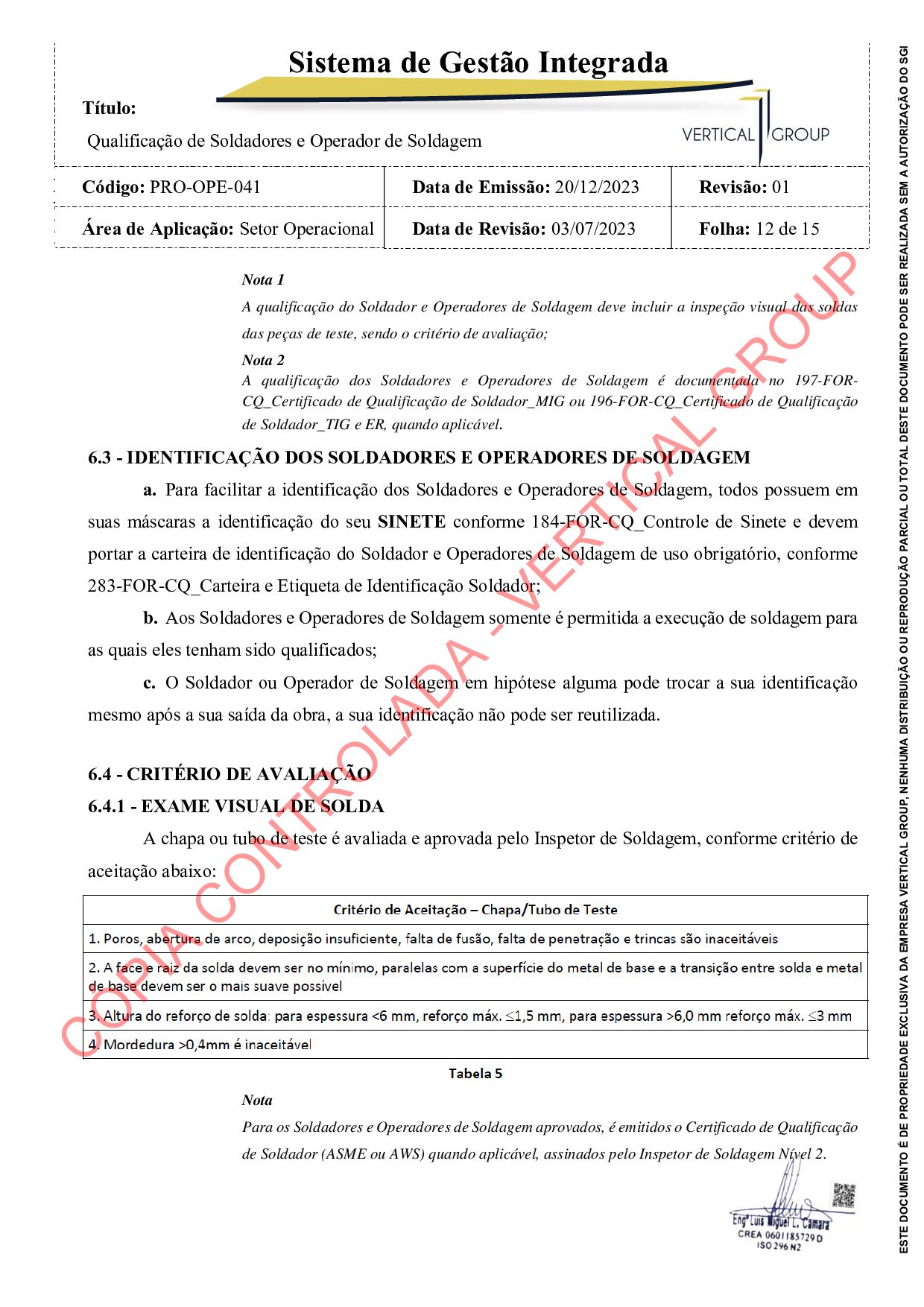
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 12 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI Nota 1 A qualificação do Soldador e Operadores de Soldagem deve incluir a inspeção visual das soldas das peças de teste, sendo o critério de avaliação; Nota 2 A qualificação dos Soldadores e Operadores de Soldagem é documentada no 197-FOR- CQ_Certificado de Qualificação de Soldador_MIG ou 196-FOR-CQ_Certificado de Qualificação de Soldador_TIG e ER, quando aplicável. 6.3 - IDENTIFICAÇÃO DOS SOLDADORES E OPERADORES DE SOLDAGEM a. Para facilitar a identificação dos Soldadores e Operadores de Soldagem, todos possuem em suas máscaras a identificação do seu SINETE conforme 184-FOR-CQ_Controle de Sinete e devem portar a carteira de identificação do Soldador e Operadores de Soldagem de uso obrigatório, conforme 283-FOR-CQ_Carteira e Etiqueta de Identificação Soldador; b. Aos Soldadores e Operadores de Soldagem somente é permitida a execução de soldagem para as quais eles tenham sido qualificados; c. O Soldador ou Operador de Soldagem em hipótese alguma pode trocar a sua identificação mesmo após a sua saída da obra, a sua identificação não pode ser reutilizada. 6.4 - CRITÉRIO DE AVALIAÇÃO 6.4.1 - EXAME VISUAL DE SOLDA A chapa ou tubo de teste é avaliada e aprovada pelo Inspetor de Soldagem, conforme critério de aceitação abaixo: Nota Para os Soldadores e Operadores de Soldagem aprovados, é emitidos o Certificado de Qualificação de Soldador (ASME ou AWS) quando aplicável, assinados pelo Inspetor de Soldagem Nível 2. C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 13 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 6.4.2 - RELAÇÃO DE SOLDADORES O controle dos soldadores é realizado, conforme 288-FOR-CQ_Relação de Soldadores Qualificados, onde consta: número do Sinete, nome do Soldador e Operador de Soldagem, Nº CPF, Norma aplicável, processo, P Nº (que é a especificação do metal de base que pode ser soldado com a utilização de uma determinada EPS), posição, espessura, diâmetro, data da qualificação, etc. Sendo sua atualização semestral e/ou sempre que necessário. 6.5 - RETESTE Quando o Soldador ou Operador de Soldagem for reprovado em um ou mais testes, ele pode ser submetido a um novo teste dentro das seguintes condições: a. Reteste imediato devido à reprovação no ensaio visual; b. Quando a peça de teste for reprovada no ensaio visual, o Soldador e Operador de Soldagem são submetidos a dois outros testes consecutivos os quais devem ser aprovados no ensaio visual. Destes dois testes tradicionais, um deles é submetido ao ensaio de qualificação; c. Reteste imediato devido à reprovação no ensaio de qualificação; d. Quando a peça de teste for reprovada no ensaio de qualificação, o Soldador e Operador de Soldagem são submetidos a dois outros testes consecutivos os quais devem ser aprovados no mesmo ensaio que motivou a reprovação inicial. Ambos os testes adicionais devem ser aprovados no ensaio. 6.6 - VALIDAÇÃO DA QUALIFICAÇÃO O Soldador e Operador de Soldagem perdem a sua qualificação quando não soldar ou soldar partes sem inspeção por Radiografia, Ultrassom, LP ou PM, num período igual ou maior que 06 (seis) meses. A renovação da qualificação é feita através da soldagem de uma nova chapa ou tubo de teste em qualquer posição anteriormente qualificada desde que aprovada em ensaio volumétrico ou em ensaio mecânico. O Controle de Desempenho é analisado e monitorado pelo Controle de Qualidade adotados os critérios abaixo: 2,5% (Dois e meio por cento) ou 75 (Setenta e Cinco) mm em 3 (Três) metros de solda ensaiadas, quando o índice for calculado pelo comprimento do defeito; ou C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 14 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 10% (Dez por cento) ou 2 (duas) radiografias a cada 20 (Vinte) radiografias examinadas sequencialmente, quando o índice for calculado por quantidade de radiografias. Critérios estabelecidos do item 6.1.7 deste procedimento, desempenho por inspeção de LP e PM. Nota Soldadores e Operadores de Soldagem com um índice de reparo maior do que os valores estabelecidos só são submetidos a novos testes de qualificação no processo de soldagem em que foi desqualificado, após treinamento prático e posterior análise pelo Inspetor de Soldagem N1 ou N2. 7 - DOCUMENTOS DE REFERÊNCIA Documentos Código/Item/Revisão Manual do Sistema de Gestão Integrada MSGI-VG-001 Sistemas de Gestão da Qualidade - Requisitos ISO 9001 Sistemas de Gestão Ambiental - Requisitos com Orientações para uso ISO 14001 Sistemas de Gestão de Segurança e Saúde do Trabalho - Requisitos para uso ISO 45001 Soldagem N133 Process Piping ASME 31.3 Welding and Brazing Qualifications Section IX ASME SEC IX Structural Welding Code AWS D1.1 8 - FORMULÁRIOS Identificação Armazenamento Proteção Recuperação Retenção Disposição Local Forma 184-FOR-CQ_Controle de Sinete CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 196-FOR-CQ_Certificado de Qualificação de Soldador_TIG e ER CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 197-FOR-CQ_Certificado de Qualificação de Soldador_MIG CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 282-FOR-CQ_Controle de Embarque para Desempenho de Soldadores CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
de Soldagem Código: PRO-OPE-041 Data de Emissão: 20/12/2023 Revisão: 01 Área de Aplicação: Setor Operacional Data de Revisão: 03/07/2023 Folha: 15 de 15 ESTE DOCUMENTO É DE PROPRIEDADE EXCLUSIVA DA EMPRESA VERTICAL GROUP, NENHUMA DISTRIBUIÇÃO OU REPRODUÇÃO PARCIAL OU TOTAL DESTE DOCUMENTO PODE SER REALIZADA SEM A AUTORIZAÇÃO DO SGI 283-FOR-CQ_Carteira e Etiqueta de Identificação Soldador CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 286-FOR-CQ_Teste Prático Profissional_CLD e SLD CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 288-FOR-CQ_Relação de Soldadores Qualificados CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 342-FOR-CQ_Controle de Desempenho de Soldadores - Período de Embarque CQ Físico/digital Arquivo Físico Por nome do arquivo Permanente Guarda 9 - CONTROLE DE ALTERAÇÕES Revisão Data da última revisão Descrição da Revisão Data da última análise crítica Responsável pela aprovação 00 20/09/2022 Emissão Inicial NA Matheus Ribeiro 01 03/07/2023 Mudança de Layout. Atualização e readequação do critério de aceitação do processo de controle de desempenho de soldador. Readequação geral da sistemática aplicada e inclusão do formulário 342-FOR-CQ NA Matheus Ribeiro C Ó PIA C O N TR O LAD A - VER TIC AL G R O U P
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}