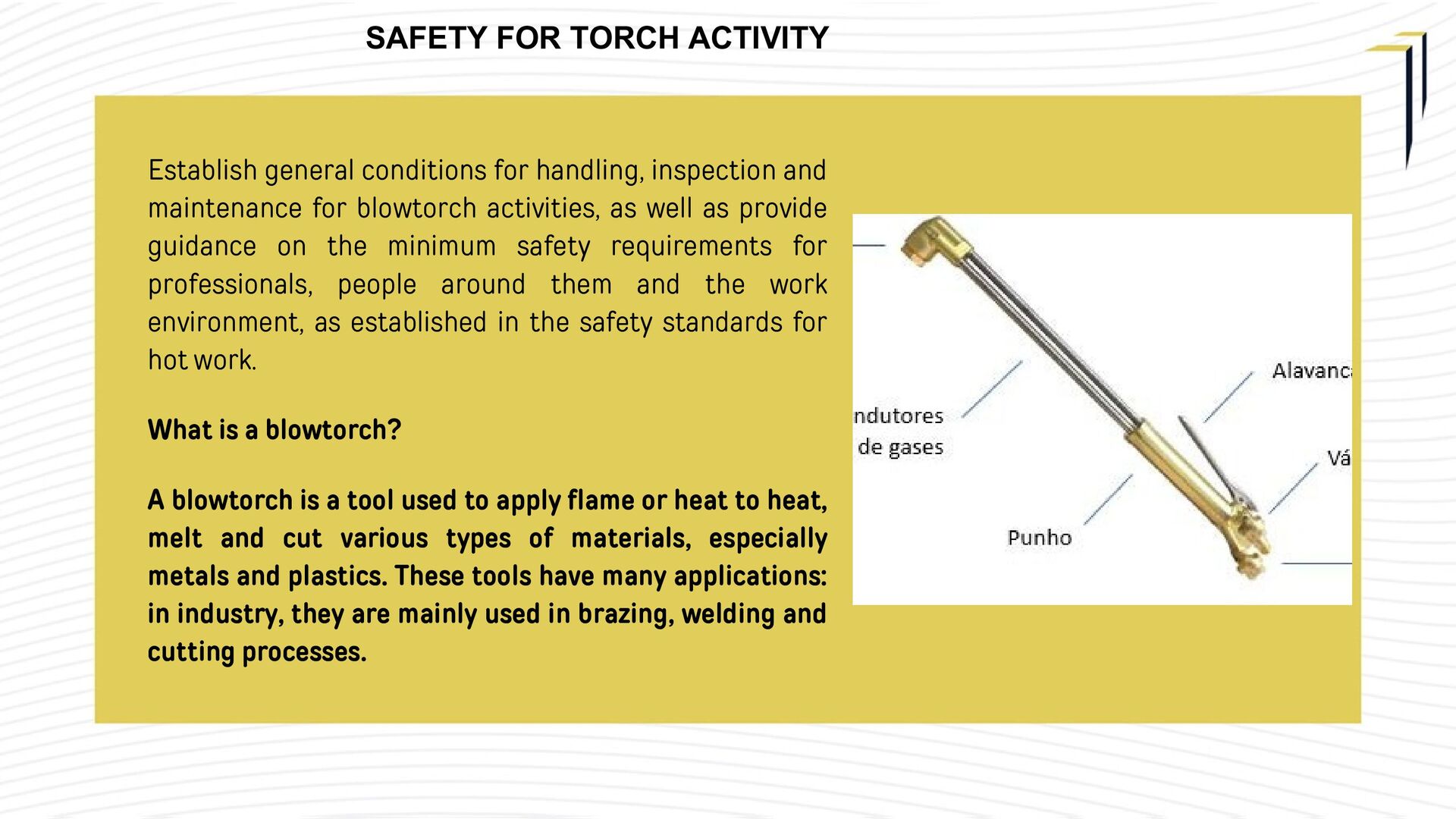
activities, as well as provide guidance on the minimum safety requirements for professionals, people around them and the work environment, as established in the safety standards for hot work. What is a blowtorch? A blowtorch is a tool used to apply flame or heat to heat, melt and cut various types of materials, especially metals and plastics. These tools have many applications: in industry, they are mainly used in brazing, welding and cutting processes. SAFETY FOR TORCH ACTIVITY
of cutting torches. They have oxygen and acetylene valves to adjust the flame, and a handwheel to adjust the cutting oxygen. As in welding, torches can be of two types: injectors and mixers. Injectors use medium pressure oxygen and low pressure fuel gas. Mixers use oxygen and fuel gas at the same pressure. Injectors are used in cutting.
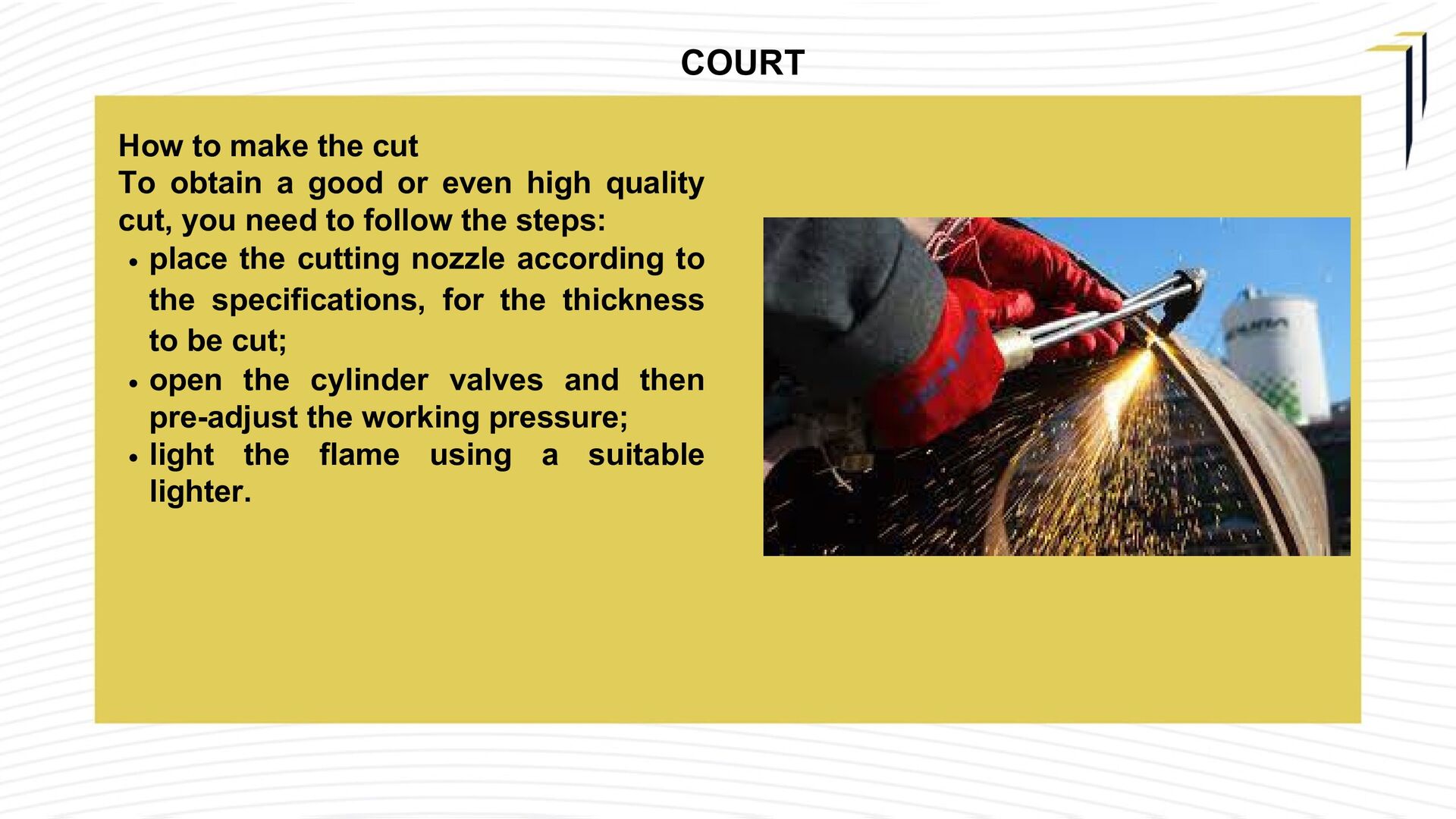
even high quality cut, you need to follow the steps: place the cutting nozzle according to the specifications, for the thickness to be cut; open the cylinder valves and then pre-adjust the working pressure; light the flame using a suitable lighter. COURT
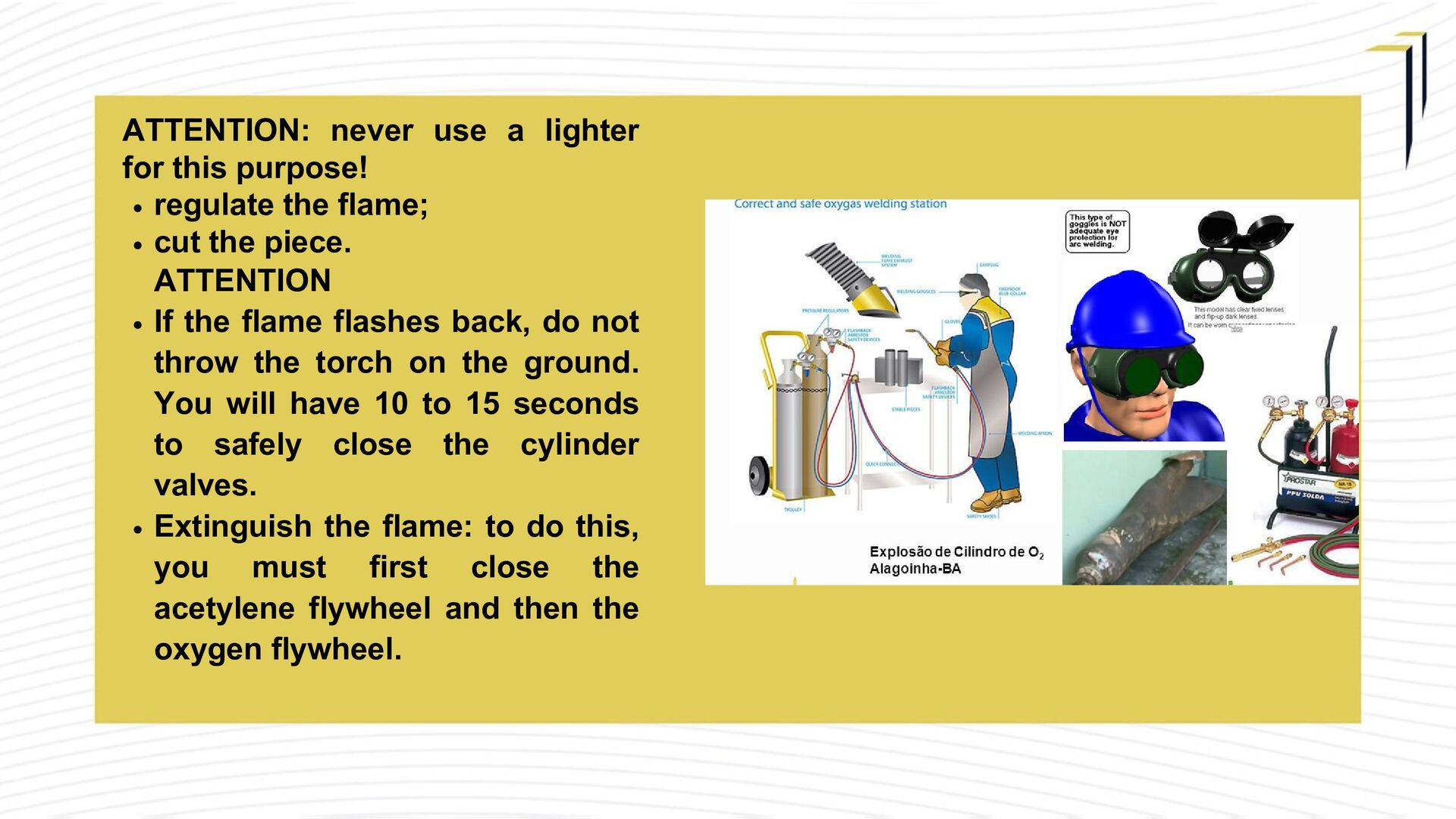
flame; cut the piece. ATTENTION If the flame flashes back, do not throw the torch on the ground. You will have 10 to 15 seconds to safely close the cylinder valves. Extinguish the flame: to do this, you must first close the acetylene flywheel and then the oxygen flywheel.
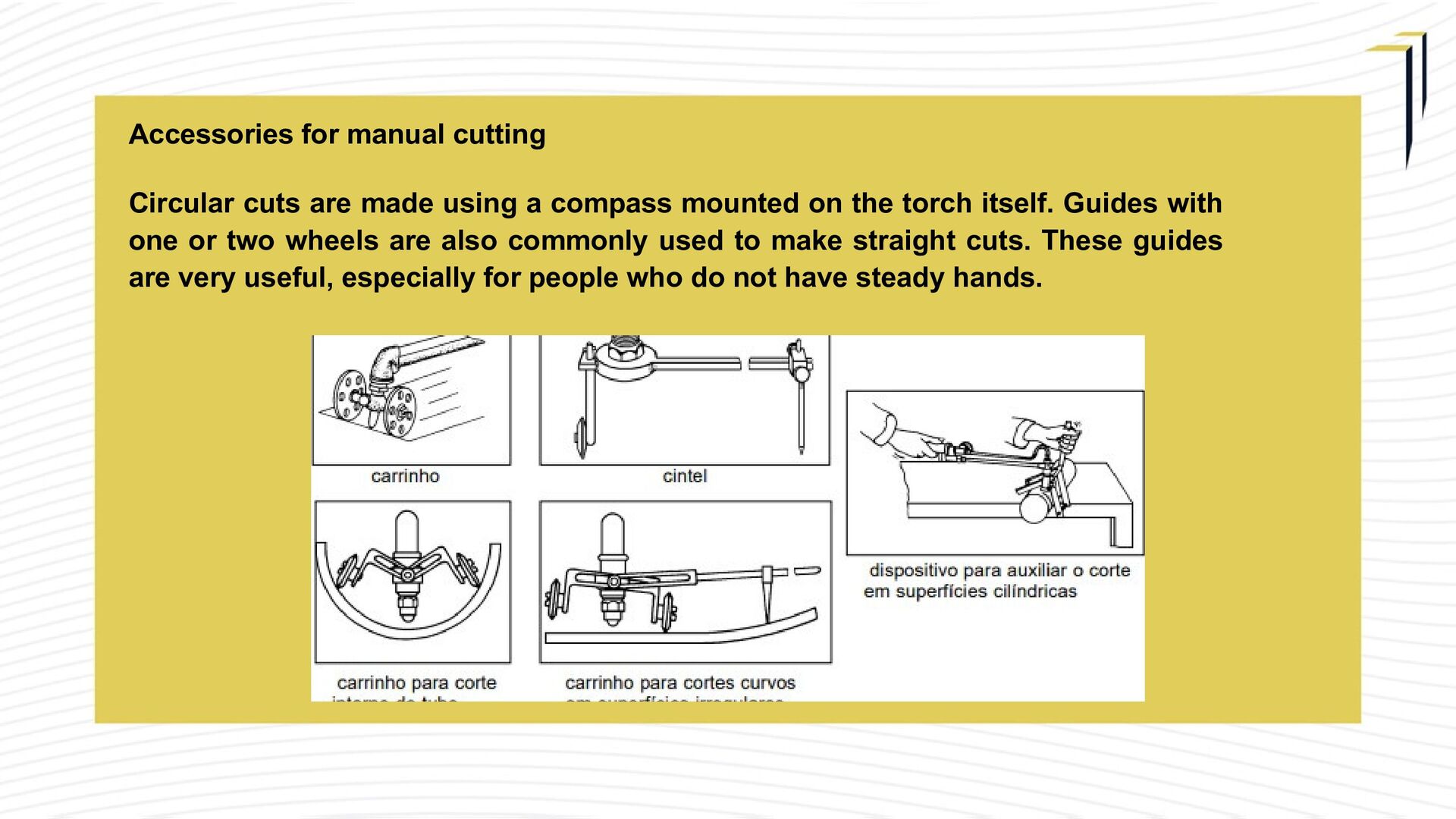
compass mounted on the torch itself. Guides with one or two wheels are also commonly used to make straight cuts. These guides are very useful, especially for people who do not have steady hands.
based on the erosion of the material through the action of heat (thermal erosion). In this process, the thermal erosion that promotes the cut arises from a reaction between oxygen and the metal at a high temperature. To perform the cut, the metal must be heated to a temperature called the "ignition temperature". The metal is then exposed to a jet of pure oxygen, which causes it to oxidize. This reaction between oxygen and metal produces enough heat to melt the oxide formed, which is carried away by the oxygen, thus promoting the separation of the material. OXICORTE
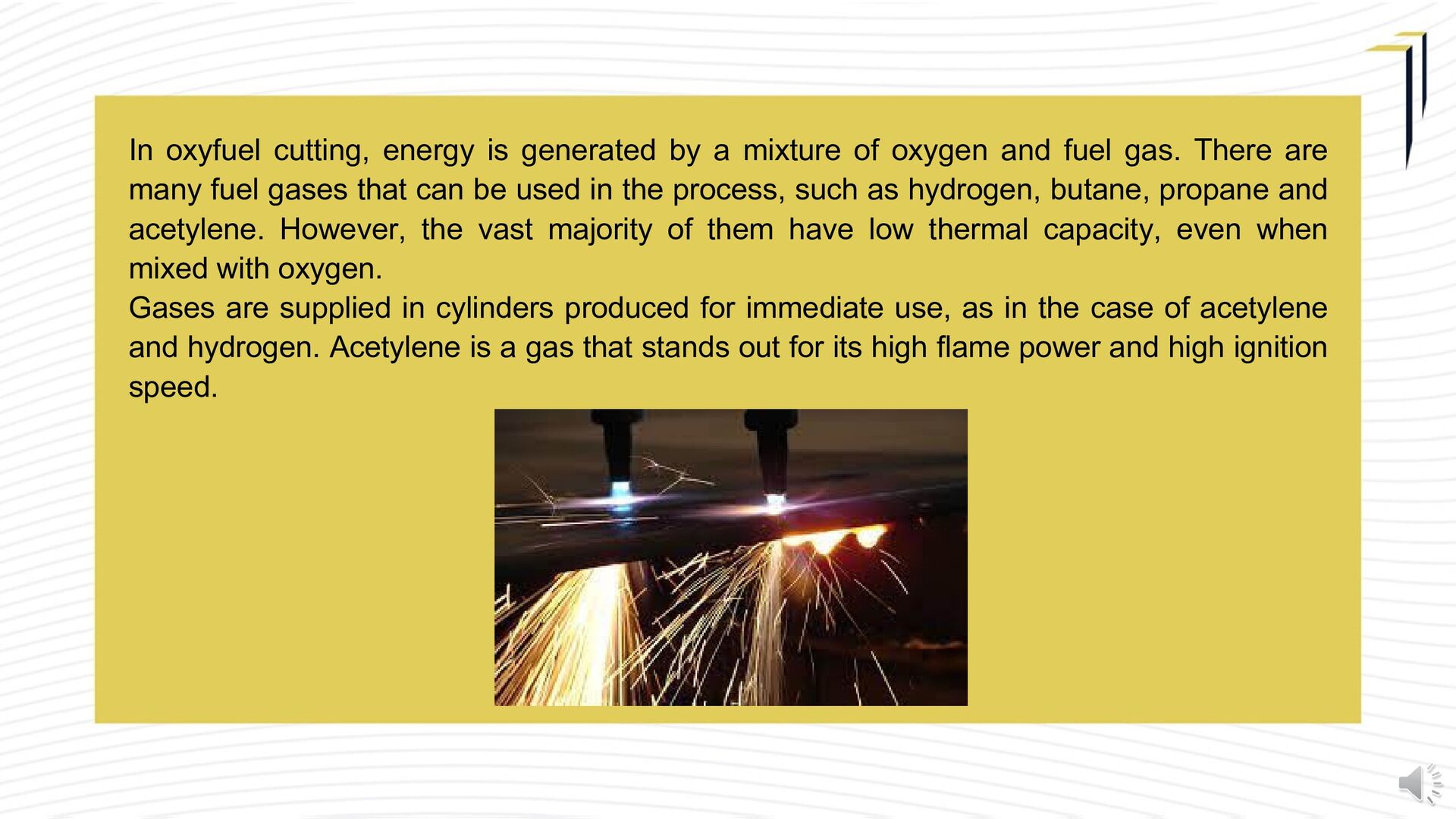
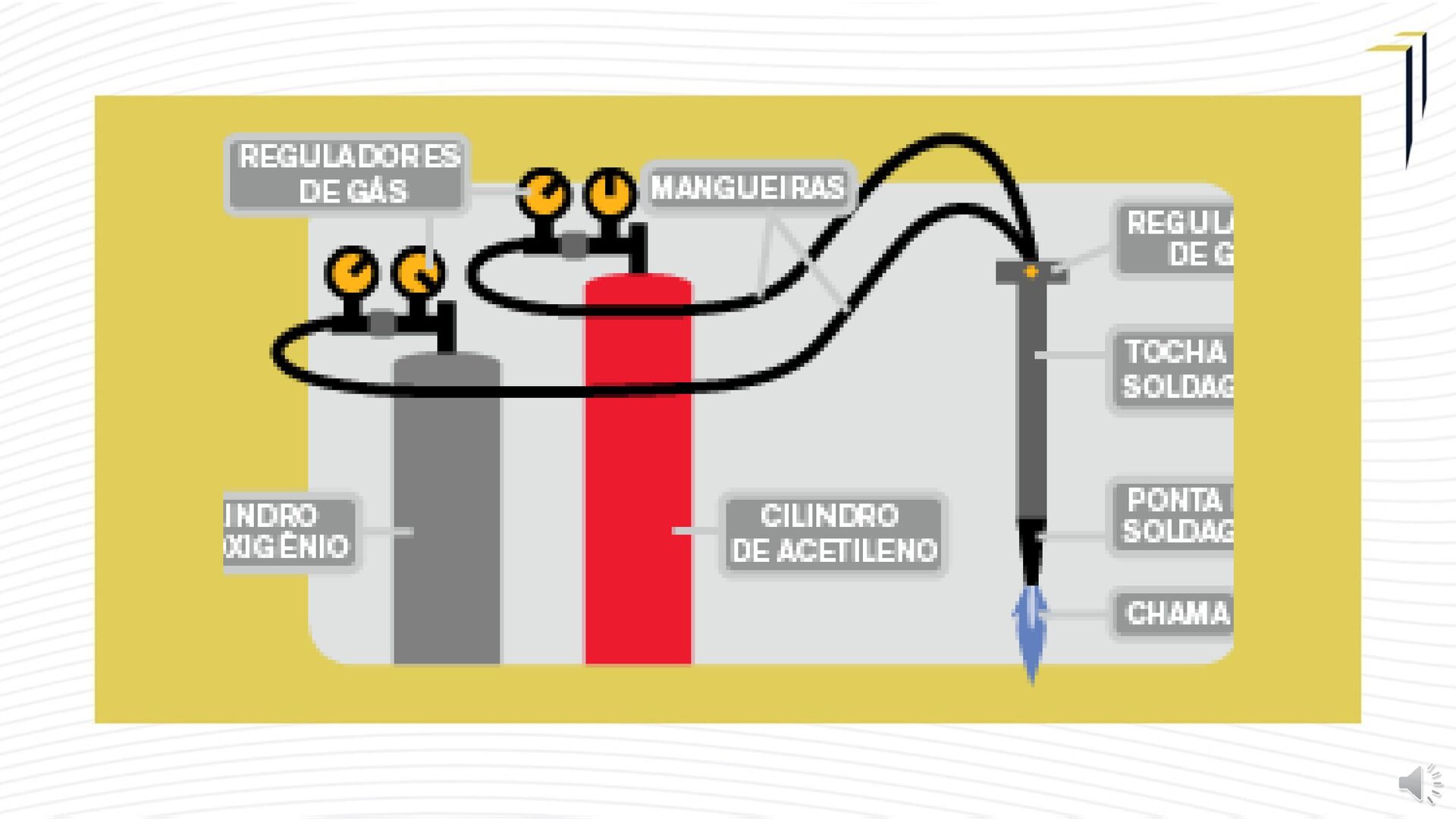
oxygen and fuel gas. There are many fuel gases that can be used in the process, such as hydrogen, butane, propane and acetylene. However, the vast majority of them have low thermal capacity, even when mixed with oxygen. Gases are supplied in cylinders produced for immediate use, as in the case of acetylene and hydrogen. Acetylene is a gas that stands out for its high flame power and high ignition speed.
of maintenance: There are certain parts of the torch that require precision in the order of centimeters or millimeters. In order for this instrument to perform the services for which it was designed and built, welders must take special care in its maintenance. Inspections must be frequent. The tips, the injector, and the valve seats must be kept clean. Damaged parts must be replaced. Above all, sharp instruments must not be used to clean the tips. 1.
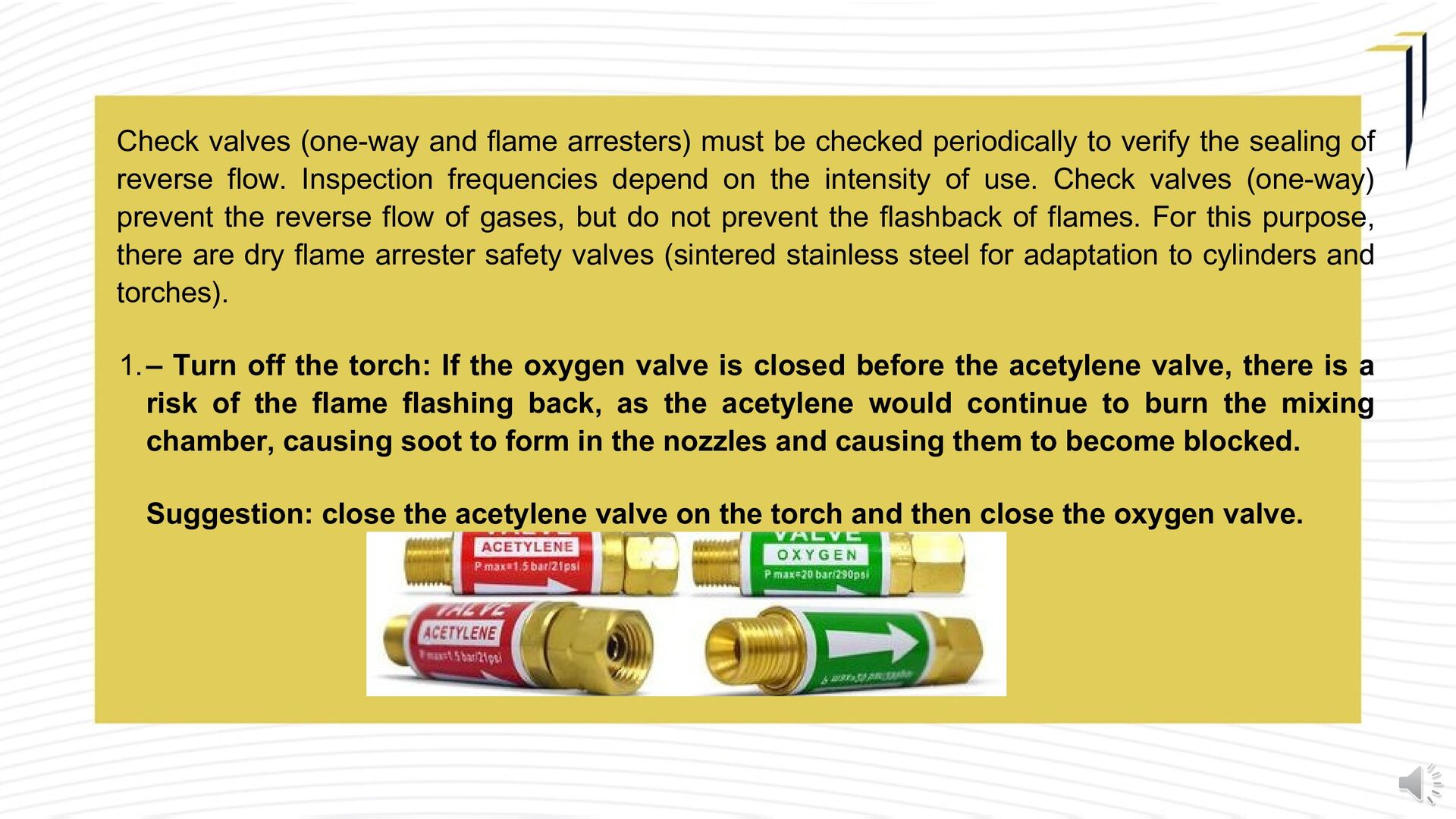
to verify the sealing of reverse flow. Inspection frequencies depend on the intensity of use. Check valves (one-way) prevent the reverse flow of gases, but do not prevent the flashback of flames. For this purpose, there are dry flame arrester safety valves (sintered stainless steel for adaptation to cylinders and torches). – Turn off the torch: If the oxygen valve is closed before the acetylene valve, there is a risk of the flame flashing back, as the acetylene would continue to burn the mixing chamber, causing soot to form in the nozzles and causing them to become blocked. 1. Suggestion: close the acetylene valve on the torch and then close the oxygen valve.
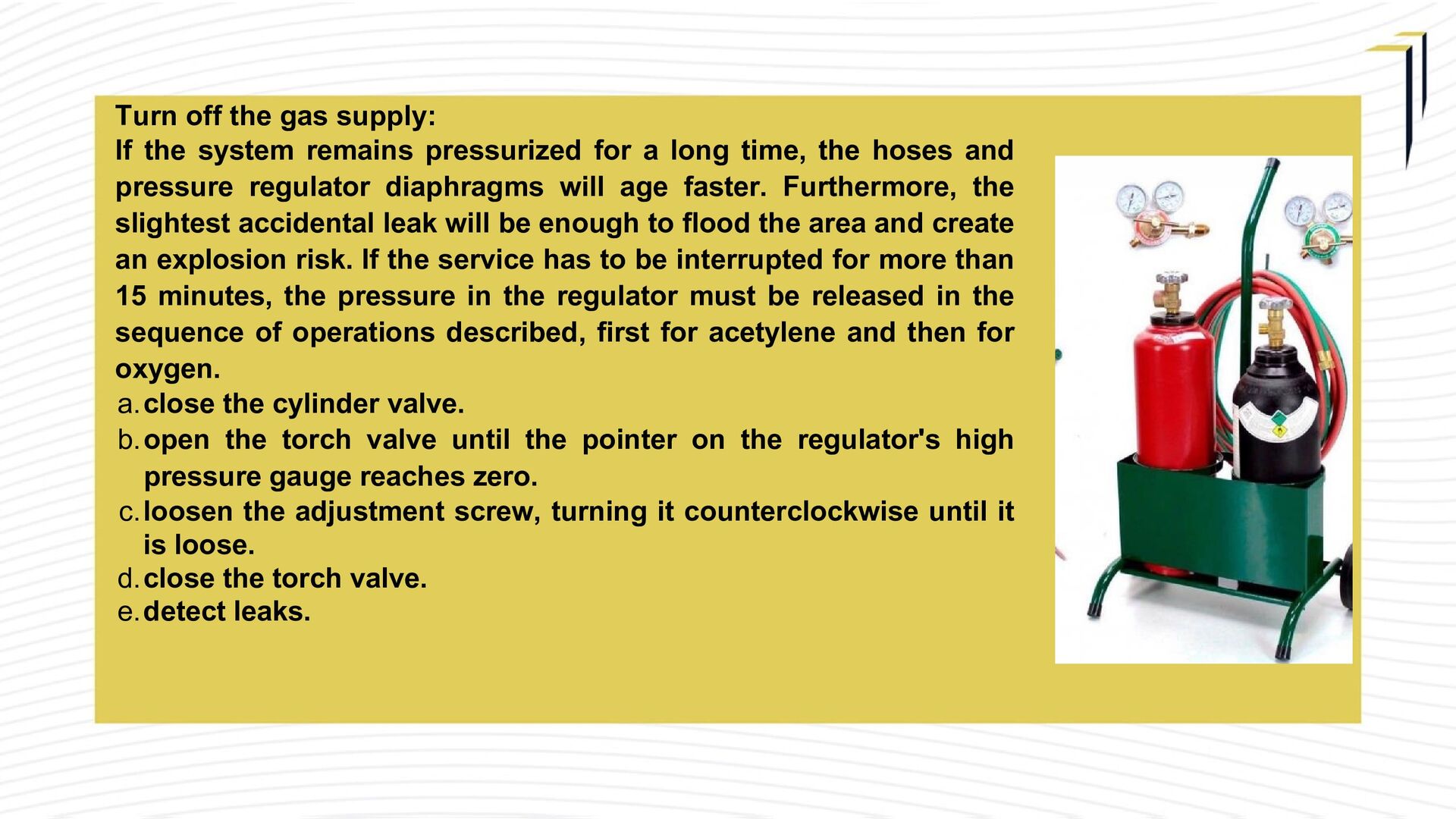
for a long time, the hoses and pressure regulator diaphragms will age faster. Furthermore, the slightest accidental leak will be enough to flood the area and create an explosion risk. If the service has to be interrupted for more than 15 minutes, the pressure in the regulator must be released in the sequence of operations described, first for acetylene and then for oxygen. close the cylinder valve. a. open the torch valve until the pointer on the regulator's high pressure gauge reaches zero. b. loosen the adjustment screw, turning it counterclockwise until it is loose. c. close the torch valve. d. detect leaks. e.
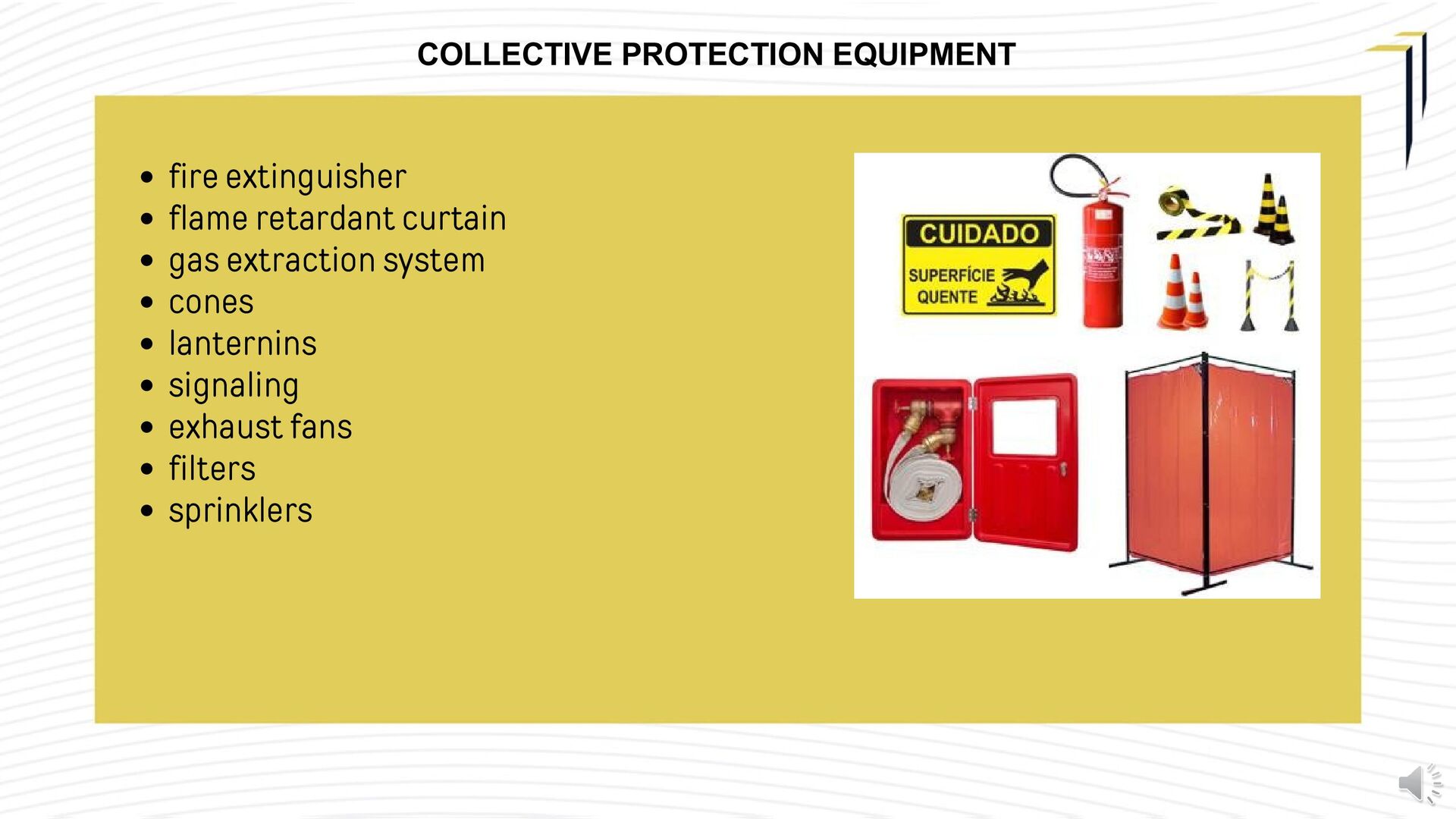
oil or grease near oxygen equipment; keep flames or sparks away from cylinders and hoses; keep combustible materials at a safe distance from areas where cutting is being carried out (minimum distance: 10 m); keep a fire extinguisher in the work area, always checking its conditions of use; SAFETY - FIRE
needs to be closed quickly; never test gas leaks with a flame. Use a suitable liquid for this purpose, or even soapy water; once the work is finished, inspect the area for possible fires; close the valves of all cylinders.
needs to be dissolved when under pressure and which originates from calcium carbide CaC₂, which in turn is produced by the fusion of lime and carbon under the influence of the high temperatures of electric furnaces and the lime and carbon combine resulting in liquid calcium carbide that flows in the furnace falling into molds where it cools, forming large blocks, which are then crushed and classified into various particle sizes. Features and Properties. It is a combustible, asphyxiating, anesthetic gas, colorless, odorless when 100% pure. Commercially it is distributed with impurities which give it the characteristic smell of garlic, due mainly to its small impurities of phosphine and hydrogen sulfide. SAFETY – ACETYLENE
plates, joined together by a weld, called a half-body. In order for the cylinder to be transported safely at pressures above 1 kg/cm², which makes acetylene highly unstable and capable of violently decomposing into its constituent elements (hydrogen and carbon), they are completely filled with a porous mass, composed of charcoal, infusoria earth (a material consisting essentially of hydrated silica), asbestos and a bonding cement, with its pores visible at magnifications greater than 500 times. Storage: Cylinders must be stored away from any heat sources. The temperature must not exceed 50ºC, due to the increase in internal pressure resulting from the increase in kinetic energy of the acetylene-acetone system.
of 1.5 kg/cm², as above this there would be acetone carryover. Acetylene produces a flame temperature of up to 3,106ºC. Acetylene cylinders must not be subjected to impacts (falling, mechanical shock, etc.), which may damage the cylinder, the valve, the fusible plugs, depending on the manufacturer, and even break the porous mass internally, which would constitute a serious risk of explosion, given that, in the region of the fissure, part of the acetylene would be subjected to pressures greater than 1 ATM, without the effect of the protection of the porous mass and the stabilizing agent “acetone” and the higher the pressure, the lower the energy required for its triggering.
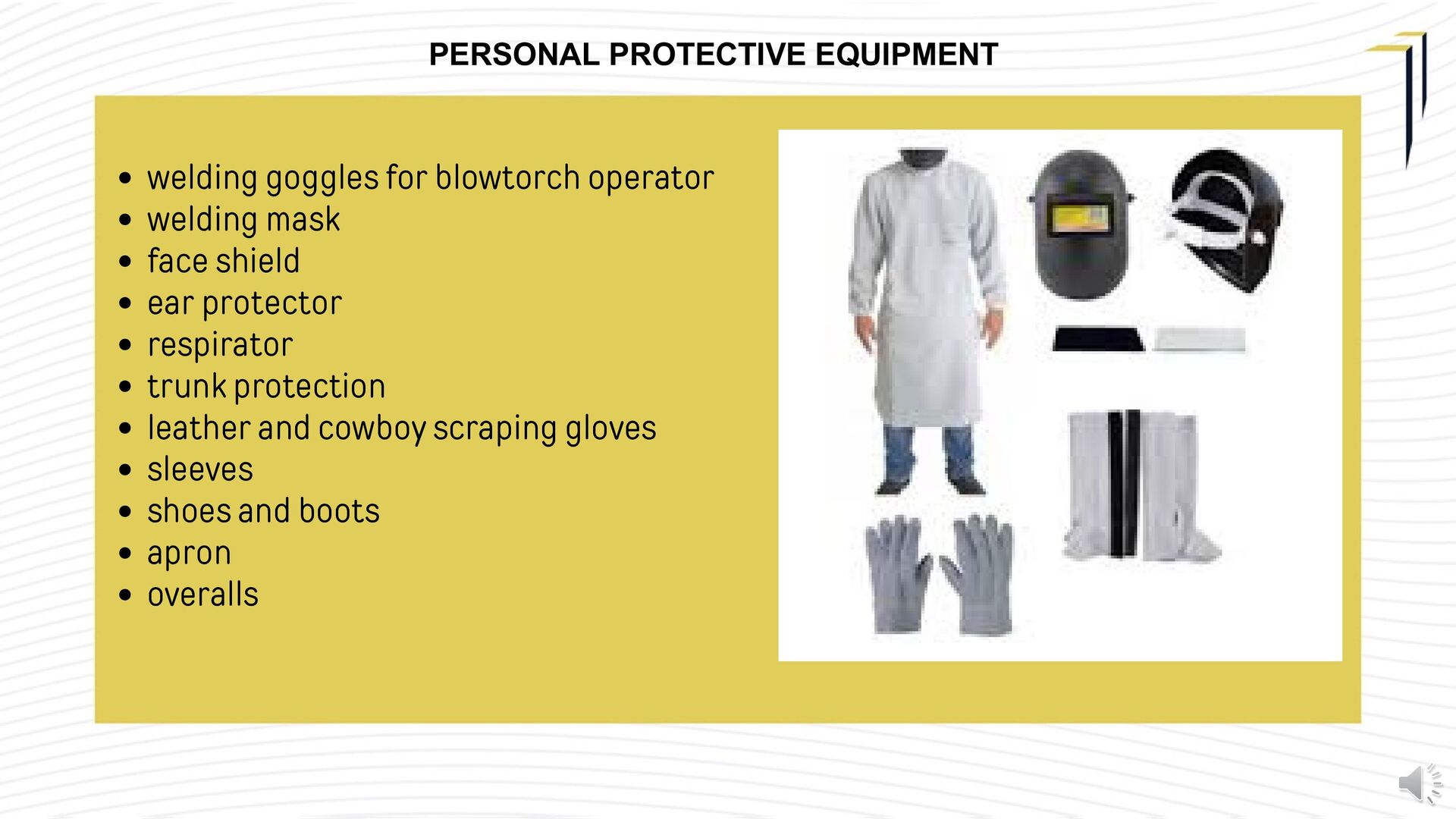
metal fumes like the electric arc process, the oxyacetylene process also releases fumes resulting from the condensation of vapors from the molten pool, which are associated with combustion gases (CO and CO₂) and phosphine and other gases that are commonly found as impurities in acetylene. They can cause injuries or irritation to the respiratory system of the welder and his assistants. Dilution or exhaust ventilation techniques, associated with the use of masks equipped with chemical filters, if these are necessary as complementary equipment or for temporary use.
it is necessary to be aware of some guidelines. They are essential for processes to occur efficiently and, above all, safely for the operator. Check for leaks in hoses, regulators and the torch. Never operate equipment with a leak. Check equipment for contamination by grease, oil or other petroleum derivatives. Clean them before releasing the gas flow through the regulators. Oxygen, when in contact with these derivatives, causes spontaneous combustion. Unroll the hose to the point where it can be moved during operation. Do not allow it to kink during use. Make sure that there are fire-stop valves on regulators and torches. Avoid operating equipment without these safety devices, which are mandatory according to NR 18. Check the condition of the cutting nozzle. If there is metal splashing at the end, unclog the holes with a suitable needle, never with wire. Replace the nozzle if it is dented or permanently blocked. Before starting the operation, confirm the thickness of the piece to be cut and which nozzle is recommended for this operation, according to the manufacturer's table.
the tip have the same pattern. Otherwise, the tip will not fit perfectly on the torch head, leaving the tip loose and “limping” in its seat. Always use the tip in the correct pattern. Never insist on adjusting the tip by applying more force to the fixing nut, as this will cause irreversible damage to the equipment. The adjustment between the nozzle and the torch head eliminates the need for “sealants” such as Teflon tape, among others. If there is a leak, do not use the equipment; correct it before lighting the torch. ATTENTION! Many accidents are caused by a lack of attention to basic items of use, generally caused by the “rush” to finish or restart work. Always perform an inspection before starting an operation or after a setback of flame. Remember. Your safety is worth more than any time spent on a quick inspection.
purposes of this Standard, hot work is considered to be welding, gouging, grinding, cutting or other activities that may generate sources of ignition such as heat, sparks or flames. 1. The protective measures include general and specific measures, applicable, respectively, to all activities inherent to hot work and work in areas not previously designated for this purpose. 1. General Order Measures Preliminary Inspection In places where hot work is carried out, a preliminary inspection must be carried out to ensure that: 1. the workplace and adjacent areas are clean, dry and free from combustible, flammable, toxic and contaminating agents; a. the area should only be released after verifying the absence of activities incompatible with hot work; b.
as per item 4 of the annex. (Amendment given by MTE Ordinance 1,897/2013). a. c) hot work is carried out by a qualified worker. 3. Fire Protection Employers are responsible for taking the following fire protection measures in places where hot work is carried out: 1. arrange for the elimination or keep under control possible fire risks; a.
sludge, in order to avoid contact with combustible or flammable materials, as well as interfering with parallel activities or the movement of people; a. keep a fire-fighting system clear and close to the work area, specified according to the type and quantity of flammable and/or combustible materials present; a. inspect the site and adjacent areas after work is completed to prevent fires. a. 34.5.4 Control of fumes and contaminants kept in a vertical position, fixed and away from flames, sources of sparks, heat or flammable products; a.
part of an electrical circuit, even accidentally; a. transported in a vertical position, with the helmet screwed on, using appropriate equipment, properly secured, avoiding collisions; a. 34.5.4.1 The following measures must be implemented to control fumes and contaminants arising from hot work: properly clean the surface and remove any cleaning products used before carrying out any operation; b. provide air renewal in order to eliminate gases, vapors and fumes used and/or generated during hot work. a. Whenever there is a change in the established environmental conditions, activities must be interrupted, evaluating the environmental conditions and adopting the necessary measures to adapt air renewal. 1. When the composition of the part's coating or the gases released in the welding/heating process is not known, self- contained respiratory protection equipment or respiratory protection supplied by a compressed air line must be used, in accordance with the provisions of the Respiratory Protection Program - PPR. 1.
following measures must be adopted: 1. use only gases suitable for the application, in accordance with the manufacturer's information; a. follow the instructions indicated in the Chemical Product Safety Information Sheet - MSDS; a. use calibrated pressure regulators in accordance with the gas used. a. 2. It is prohibited to install adapters between the cylinder and the pressure regulator. 1. In the case of oxyacetylene equipment, a flame arrestor device must be used on the hose and torch feeds. 1.
inspection before starting work, to ensure that there are no leaks and that the equipment is in perfect working order; a. maintenance with the frequency established in the company's procedure, in accordance with the manufacturer/supplier's technical specifications. a. Hoses may only be joined using a connector, in accordance with the supplier/manufacturer's technical specifications. 1. 6.Gas cylinders must be:
stored with the valve protector (threaded cap). a. 7. The installation of gas cylinders in confined spaces is prohibited. 1 Whenever service is interrupted, the valves on cylinders, torches and gas distributors must be closed. 1. At the end of the service, the supply hoses must be disconnected. 1. Inoperative equipment and gas hoses must be kept out of confined spaces. 1.
grounded to a safe grounding point and installed in accordance with the manufacturer's instructions. 1. Electrical cables with a gauge suitable for the intended applications and with insulation in perfect condition must be used. 1. The output terminals must be kept in good condition, without broken parts or cracked insulation, especially the one connected to the part to be welded. 1. It must be ensured that electrical connections are tight, clean and dry. 1.
control measures; a. define the coverage radius; a. signal and isolate the area; a. assess the need for special fire surveillance (observer) and an alarm system; a.
site must be inspected and the inspection result recorded in the Work Permit. 1. Openings and gutters must be closed or protected to prevent sparks from being thrown, combustion or interference with other activities. 1. When defined in the APR, the observer must remain on site, in permanent contact with the work fronts, until the service is completed. 1. 10.1 The observer must receive training provided by a worker qualified in fire prevention and fighting, with program content and minimum workload in accordance with item 1 of Annex I of this Standard.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}