Outline of Production Management (1) • Modern industrial production and its roles • Classification of production systems • Structure of production systems
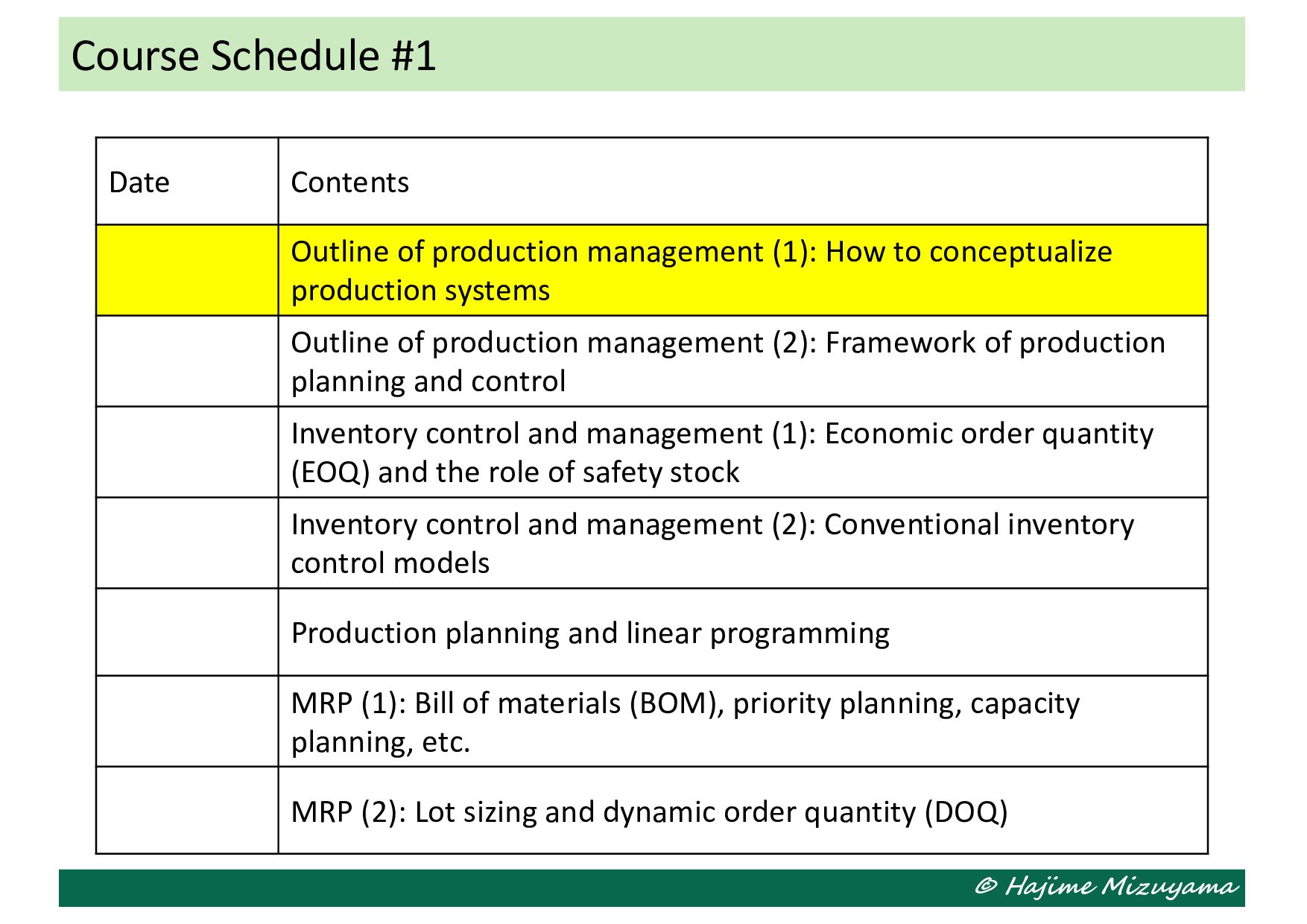
production management (1): How to conceptualize production systems Outline of production management (2): Framework of production planning and control Inventory control and management (1): Economic order quantity (EOQ) and the role of safety stock Inventory control and management (2): Conventional inventory control models Production planning and linear programming MRP (1): Bill of materials (BOM), priority planning, capacity planning, etc. MRP (2): Lot sizing and dynamic order quantity (DOQ)
service. • Provide utility. • Bring about financial value added. Industrialization • The industrial revolution • Mechanization, automation, and informatization • Mass production, and scale economy • Division of labor • Simplification, Specialization, and Standardization (3Ss) Modern Industrial Production
century) Mechanization, steam and water power • 2nd industrial revolution (in late 19th century) Mass production, electricity • 3rd industrial revolution (in late 20th century) Electronic and IT systems, automation • 4th industrial revolution (in the 21st century) IOT, cyber physical systems, smartification Industry 4.0: The 4th Industrial Revolution
of materials (such as, raw materials, parts, work in process (WIP), finished products). • However, they are not simply kept in it, but being transformed from raw materials to finished products step by step. • So, the factory is also a huge human-machine working system composed of various resources (i.e., humans, and machines). • The resources are carrying out various steps of the whole transformation process of materials, which we call operations. • Thus, from a functional point of view, the factory can be conceptualized as a collection of those transforming operations. How to Conceptualize a Factory
be classified into value-added and non-value-added ones. – Operations are deemed value-added if they are indispensable for transforming raw materials into final products. • Most operations are carried out on materials, but some are not. • However, even some operations performed on materials can be non- value-added (changing locations, lot/batch formations, etc.). • Carrying out an operation takes time, and requires necessary resources (and materials).
is to have its resources carry out operations so that raw materials are transformed into finished products in an organized manner. • To do this, it needs to be determined what operations should be performed when by which resources (on which materials). • From production and operations management point of view, it is this decision that is essential and critical, because it affects: – Demand satisfaction, due-date satisfaction, – Production rate, production lead-time, – Utilization of resources, inventory level, – Amount of non-value-added operations, production costs, etc.
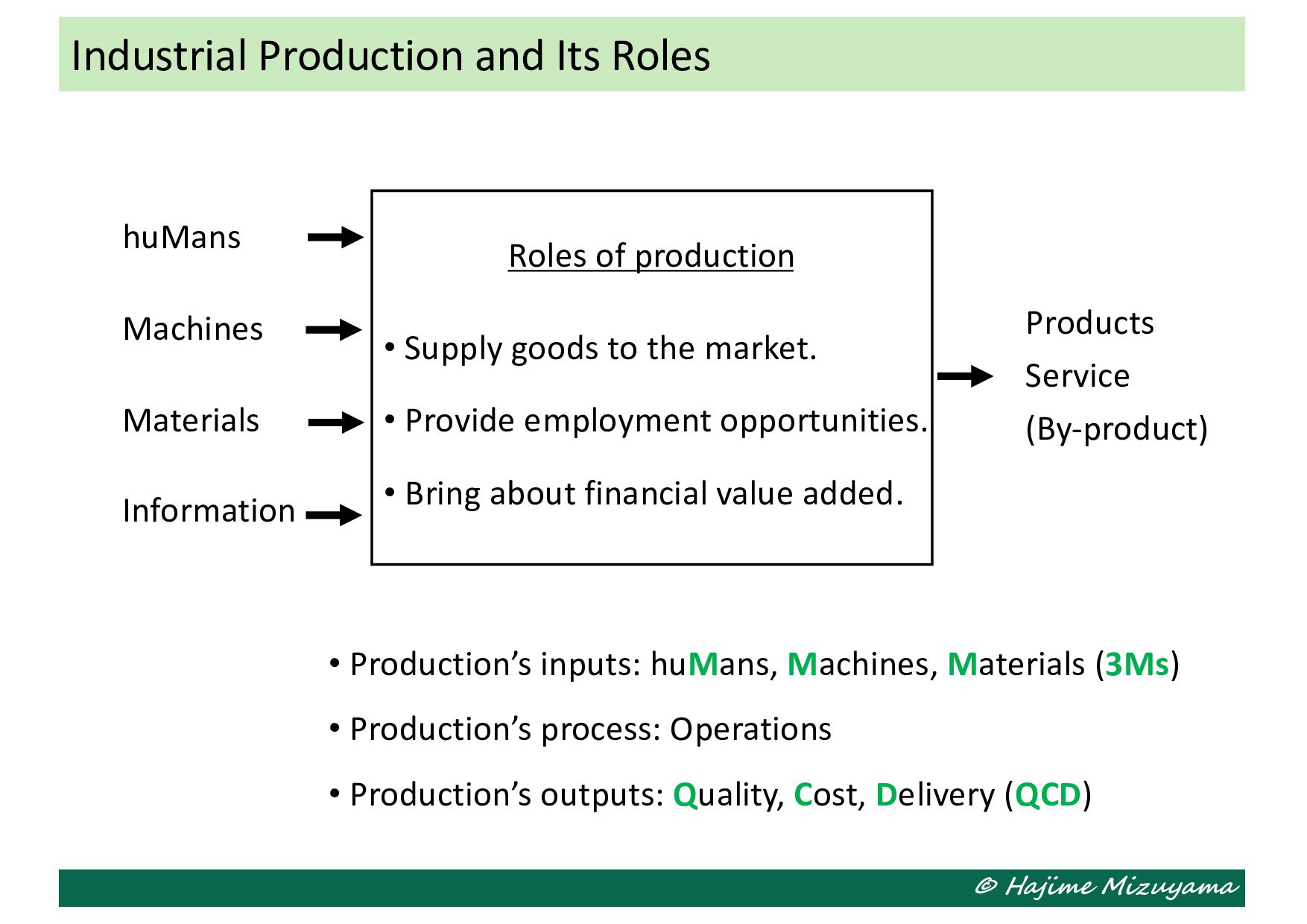
Materials Information Products Service (By-product) Roles of production • Supply goods to the market. • Provide employment opportunities. • Bring about financial value added. • Production’s inputs: huMans, Machines, Materials (3Ms) • Production’s process: Operations • Production’s outputs: Quality, Cost, Delivery (QCD)
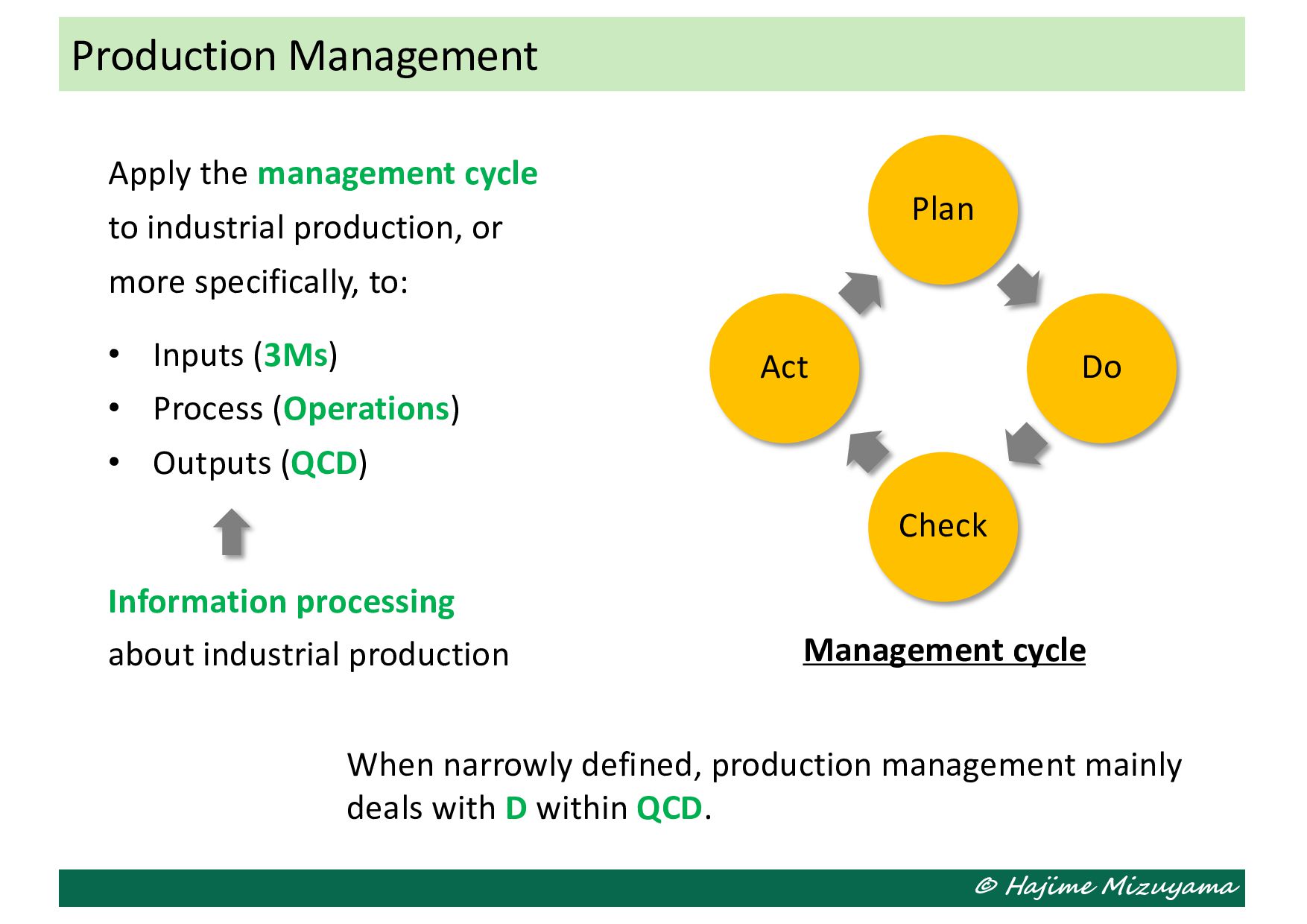
or more specifically, to: • Inputs (3Ms) • Process (Operations) • Outputs (QCD) Information processing about industrial production Production Management Plan Do Check Act Management cycle When narrowly defined, production management mainly deals with D within QCD.
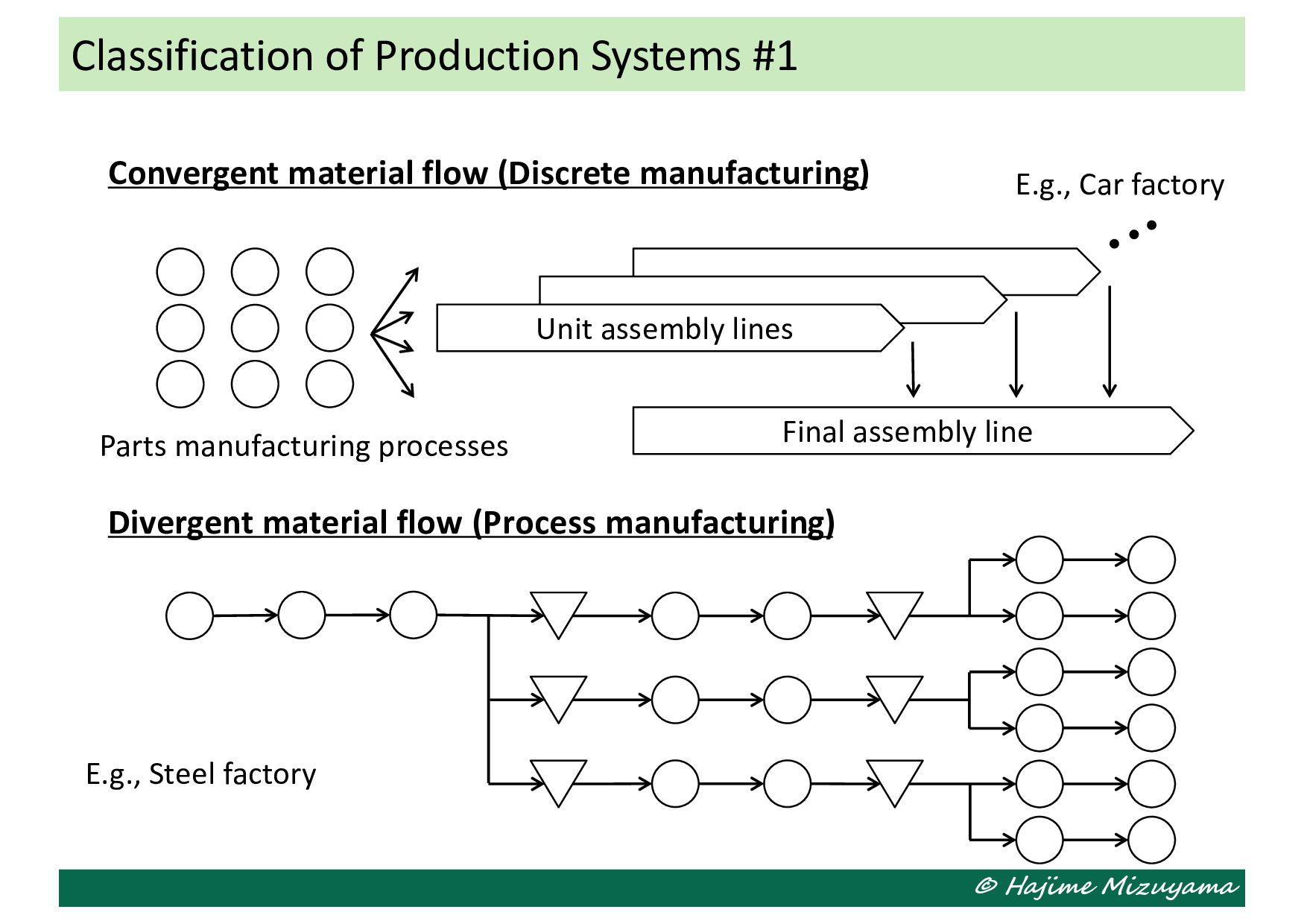
flow (Process manufacturing) Classification of Production Systems #1 Final assembly line Unit assembly lines Parts manufacturing processes E.g., Steel factory E.g., Car factory
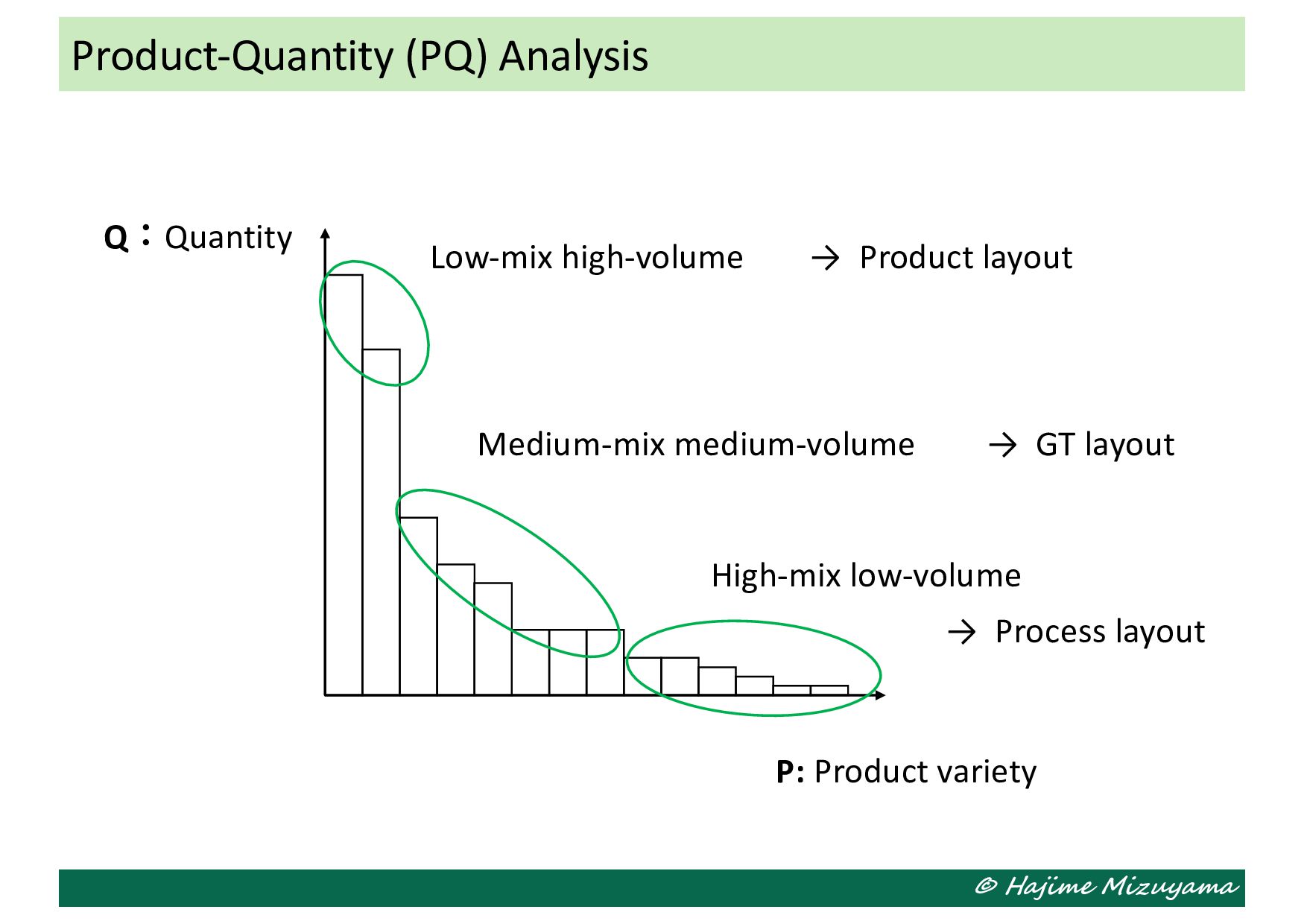
scale economy • High-mix low-volume production ← Diversified consumers’ needs and preference • Variable-mix variable-volume production ← Rapidly changing consumers’ needs and preference Classification of Production Systems #2
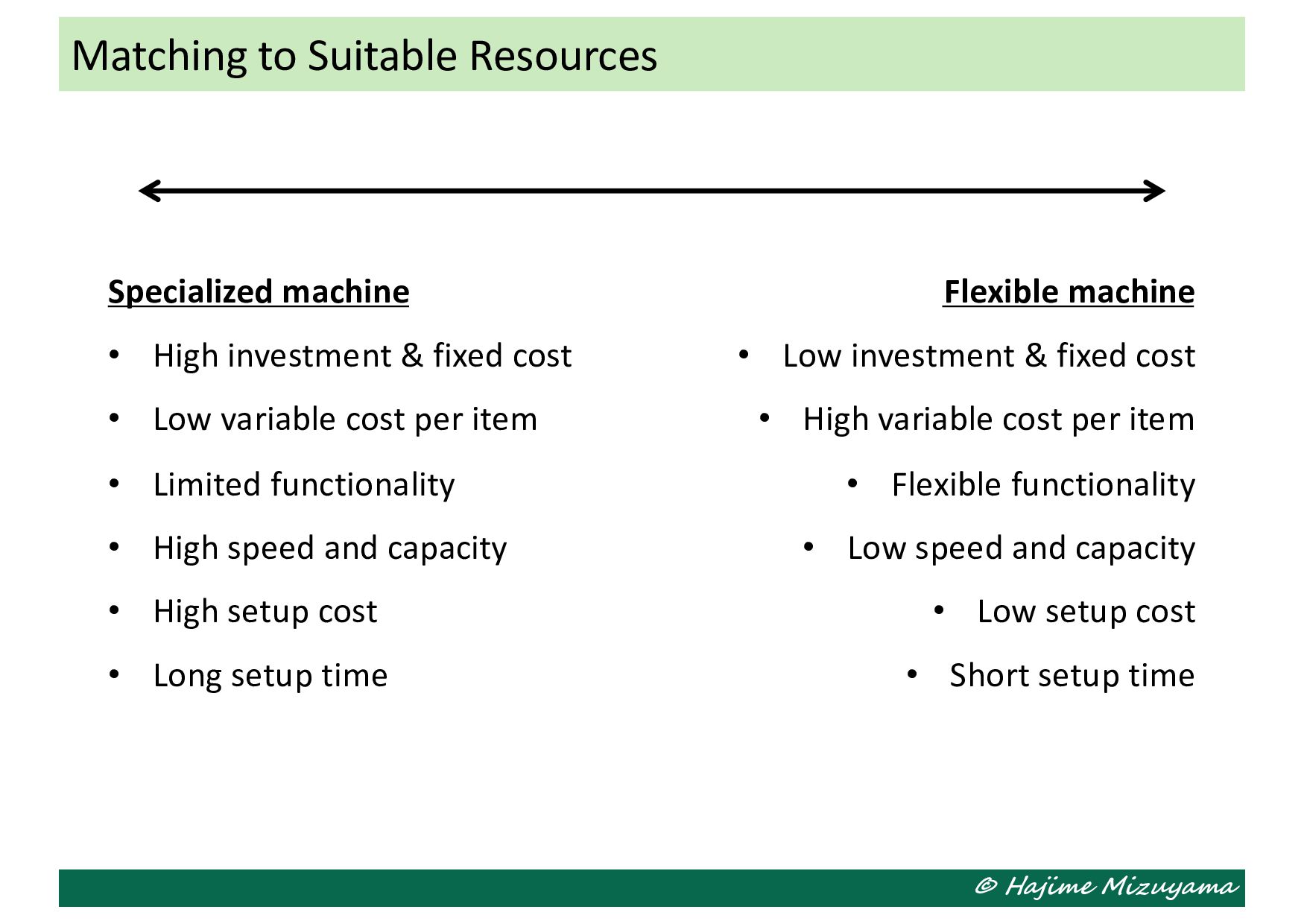
High investment & fixed cost • Low variable cost per item • Limited functionality • High speed and capacity • High setup cost • Long setup time Flexible machine • Low investment & fixed cost • High variable cost per item • Flexible functionality • Low speed and capacity • Low setup cost • Short setup time
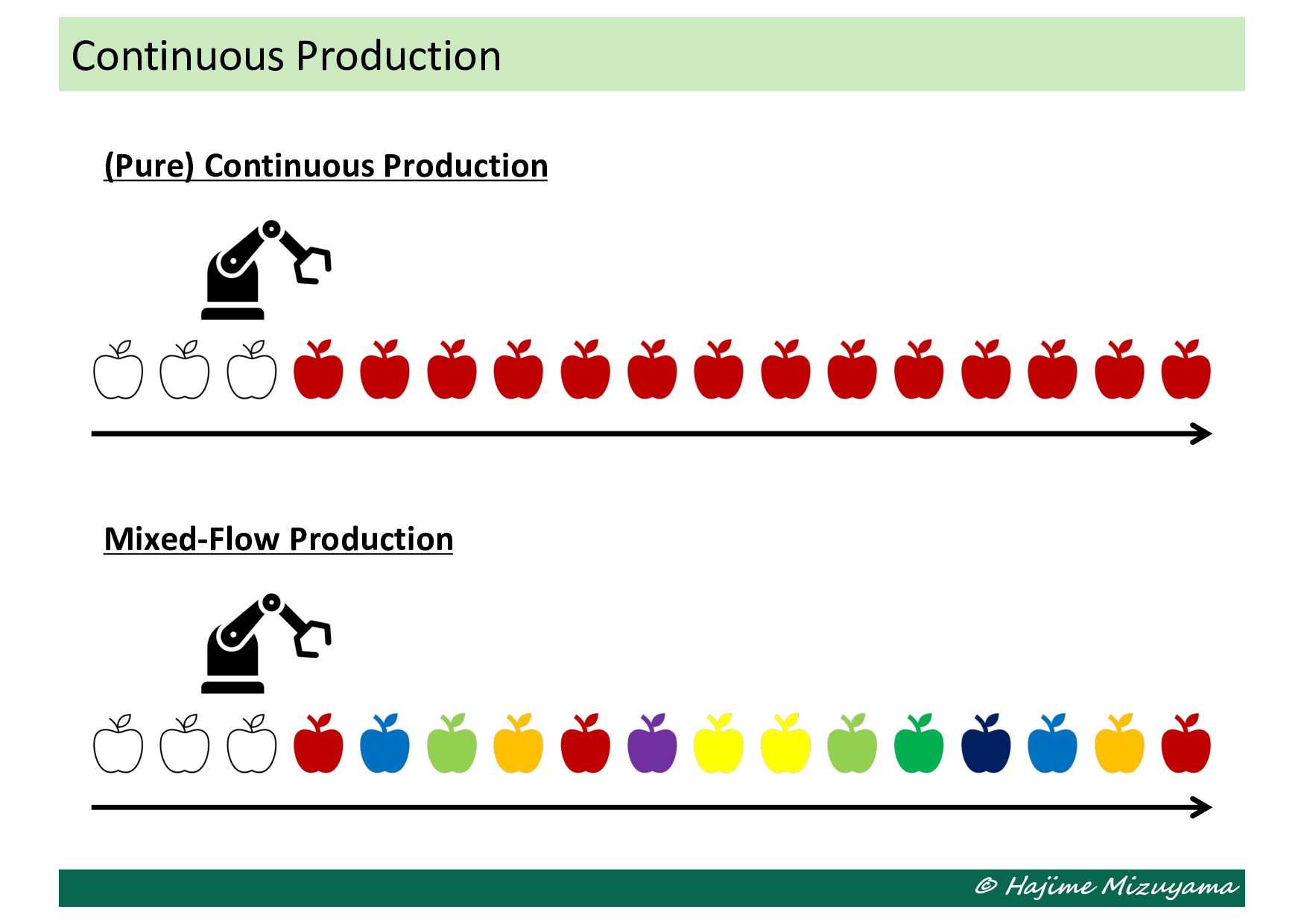
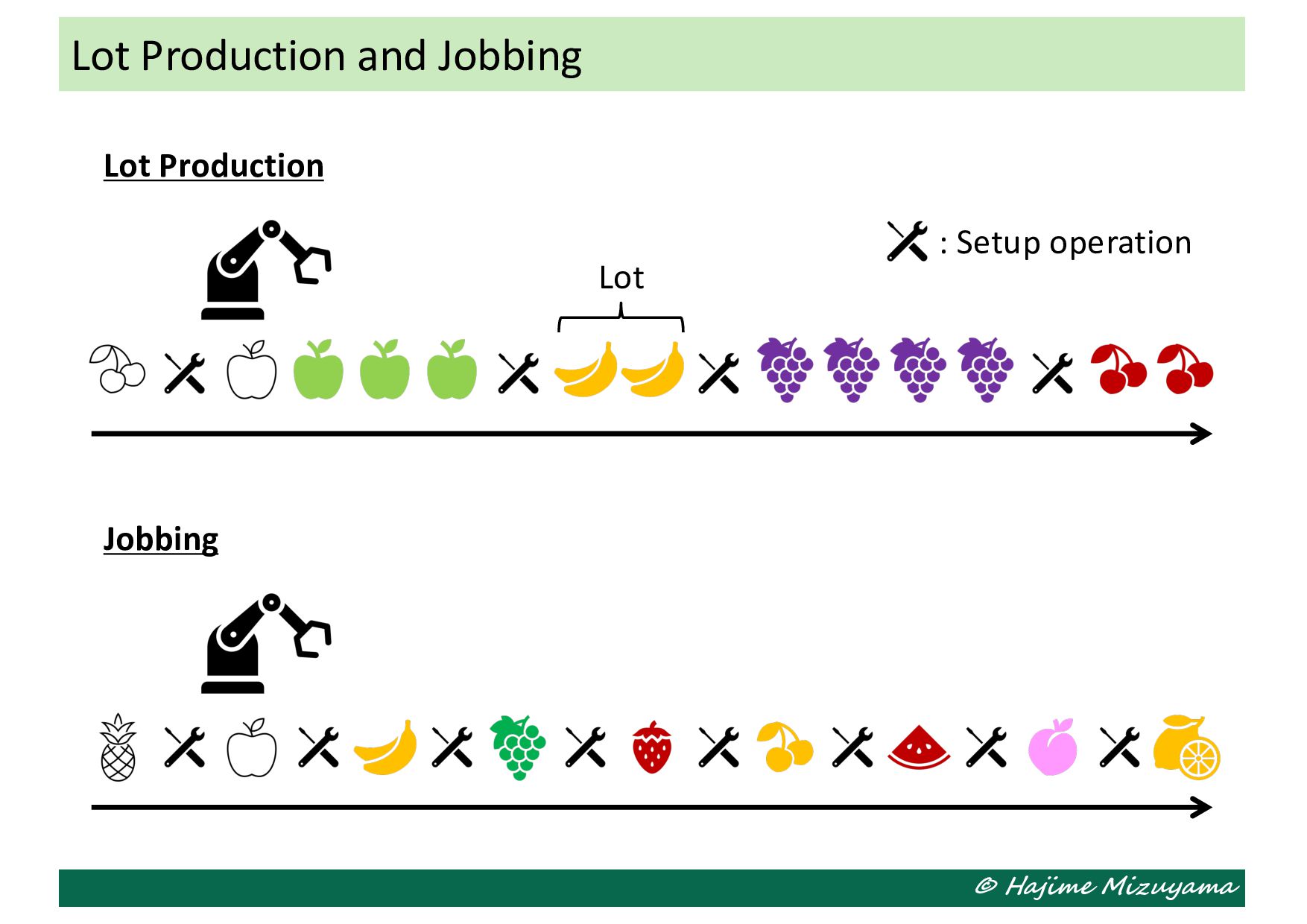
Mixed-flow production Lot production • Different kinds of products are produced repetitively on a lot-by-lot basis. A setup operation needs to be taken when changing lots. Jobbing • The production of each kind of products may not be repetitive. Flexible machines are used to handle diversified production orders. Classification of Production Systems #3
machines for each product in the sequence of usage. Group technology (GT) layout • Group products by the similarity of shape, size, material, and process, and locate machines used for each group closer with one another. Process layout / Functional layout • Group machines by their types and locate each group of them closer. Fixed position layout • Fix the location of each product and move machines and tools to it. Classification of Machine Layout
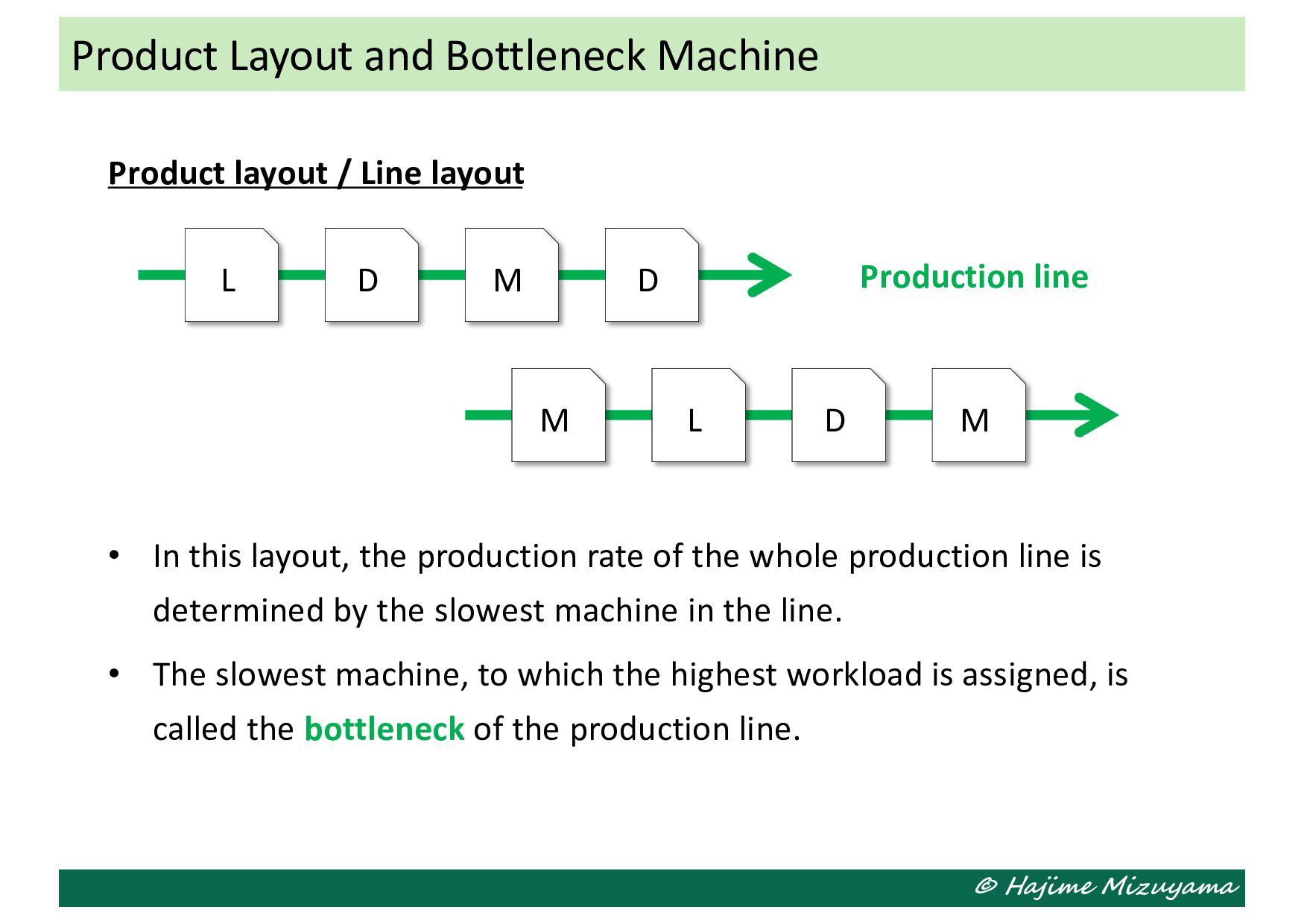
this layout, the production rate of the whole production line is determined by the slowest machine in the line. • The slowest machine, to which the highest workload is assigned, is called the bottleneck of the production line. Product Layout and Bottleneck Machine L D M D M L D M Production line
brings about the scale economy in high-mix low-volume production by grouping various items to be produced according to the similarity among their shape, size, material, and production process. Process layout / Functional layout Group Technology (GT) Layout and Process Layout M M M L L D D D
work in process (WIP), final products can be kept temporarily. • They are classified into central buffer and local buffer. • Not only the machines but also the buffer spaces should be properly arranged in a production system to mitigate the interference among machines, such as: Idling Blocking Role of Buffers A machine is forced to stop until the next job is delivered. A machine is forced to stop until the job just finished is unloaded.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}