Chen Energy Development and Application Section Green Energy & System Integration R&D Department China Steel Corporation (CSC), Kaohsiung Outline Relationship between Energy and Steelwork Reduce CO2 Emission during Energy Utilization Other Ways to Reduce CO2 Emission Concluding Remarks
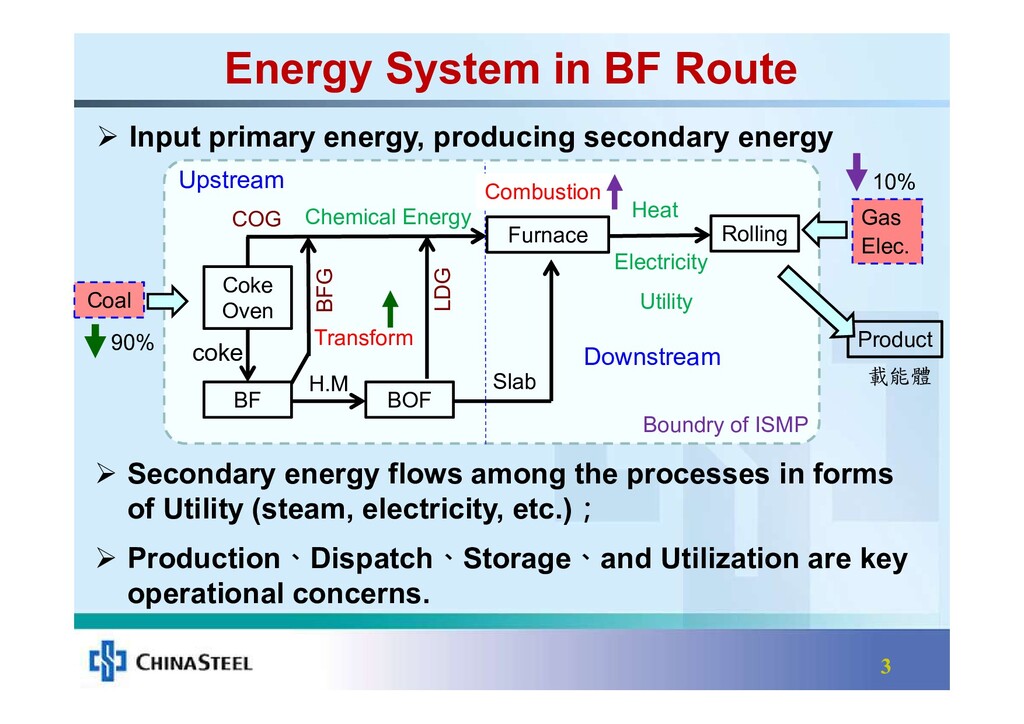
energy, producing secondary energy Secondary energy flows among the processes in forms of Utility (steam, electricity, etc.); Production、Dispatch、Storage、and Utilization are key operational concerns. Coal Coke Oven BF BOF Rolling H.M coke COG BFG Upstream Downstream Slab Product LDG Heat Chemical Energy Gas Elec. Boundry of ISMP Combustion 載能體 90% 10% Electricity Furnace Utility Transform
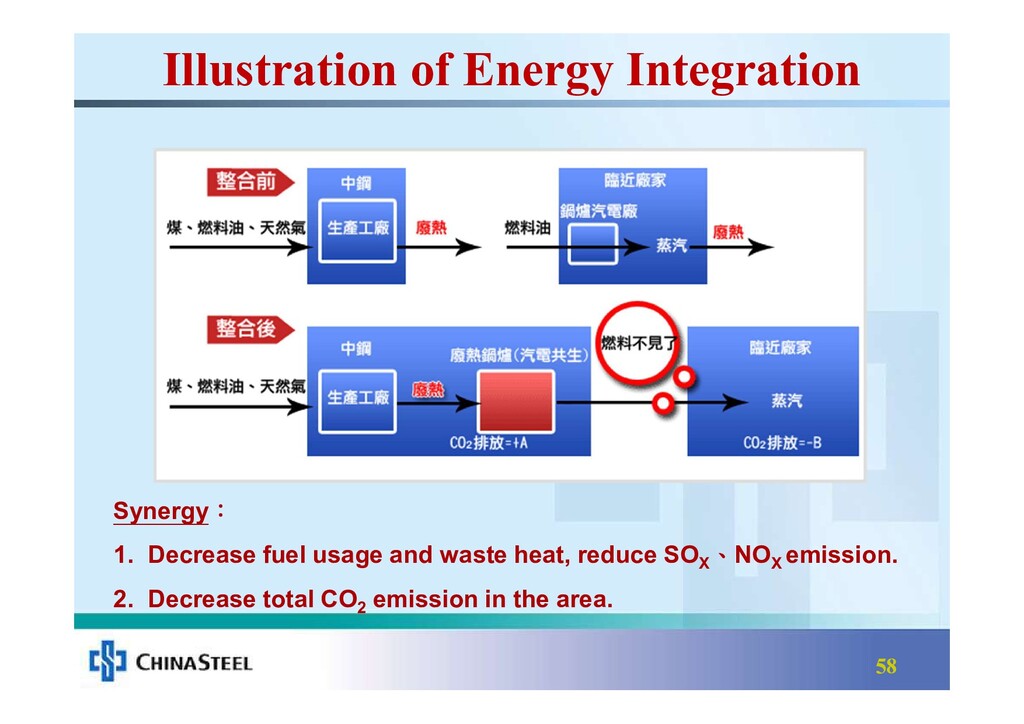
Reduce CO2 production in processes Upgrade efficiency, equipment, etc., Process Innovation Prevent emission to the atmosphere Two Major Approaches :
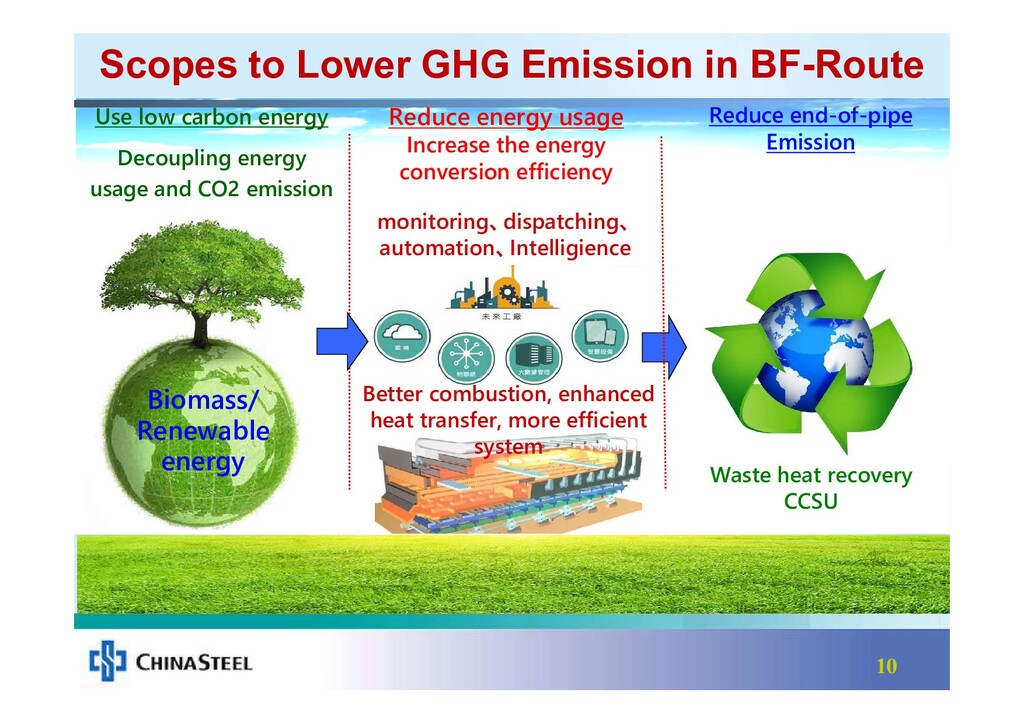
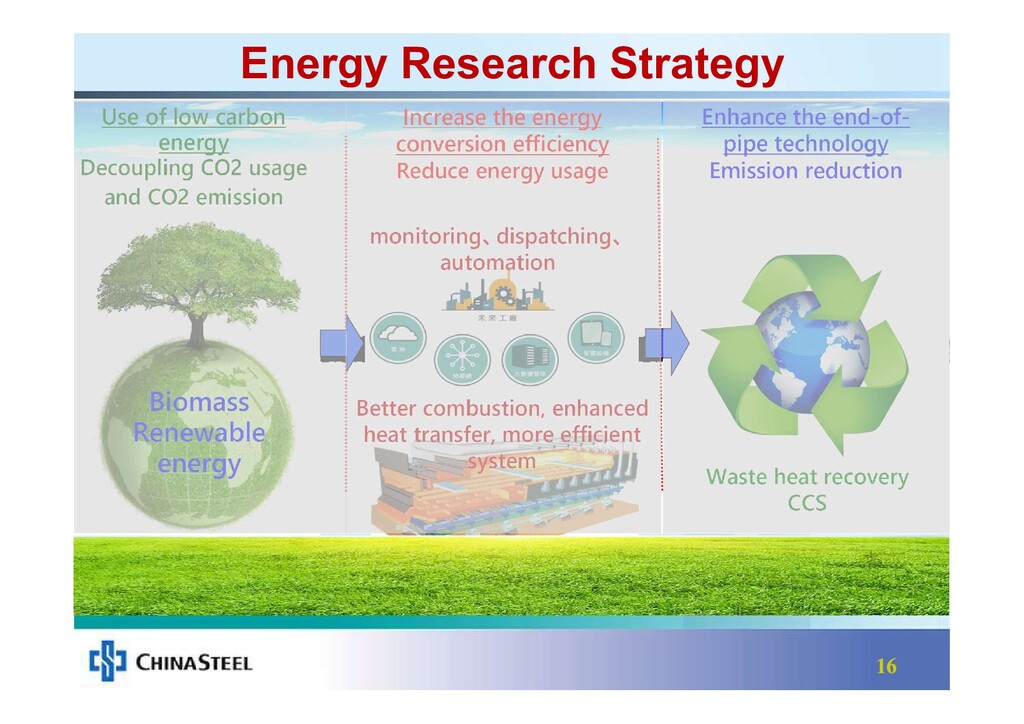
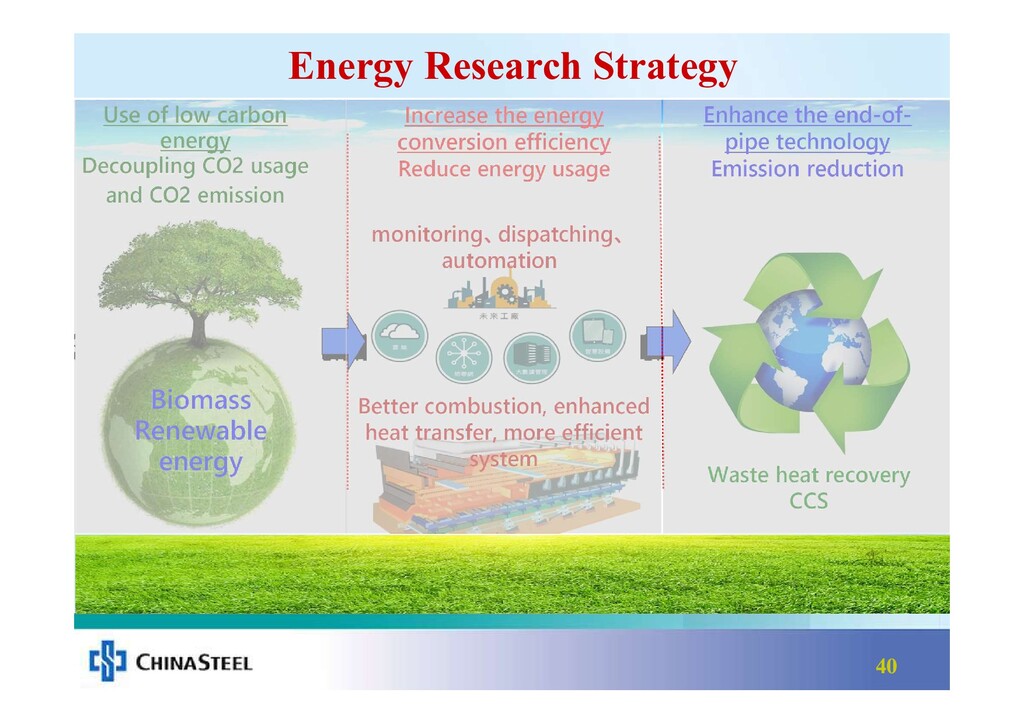
low carbon energy Decoupling energy usage and CO2 emission Reduce end-of-pipe Emission Reduce energy usage Increase the energy conversion efficiency monitoring、dispatching、 automation、Intelligience Waste heat recovery CCSU Biomass/ Renewable energy Better combustion, enhanced heat transfer, more efficient system
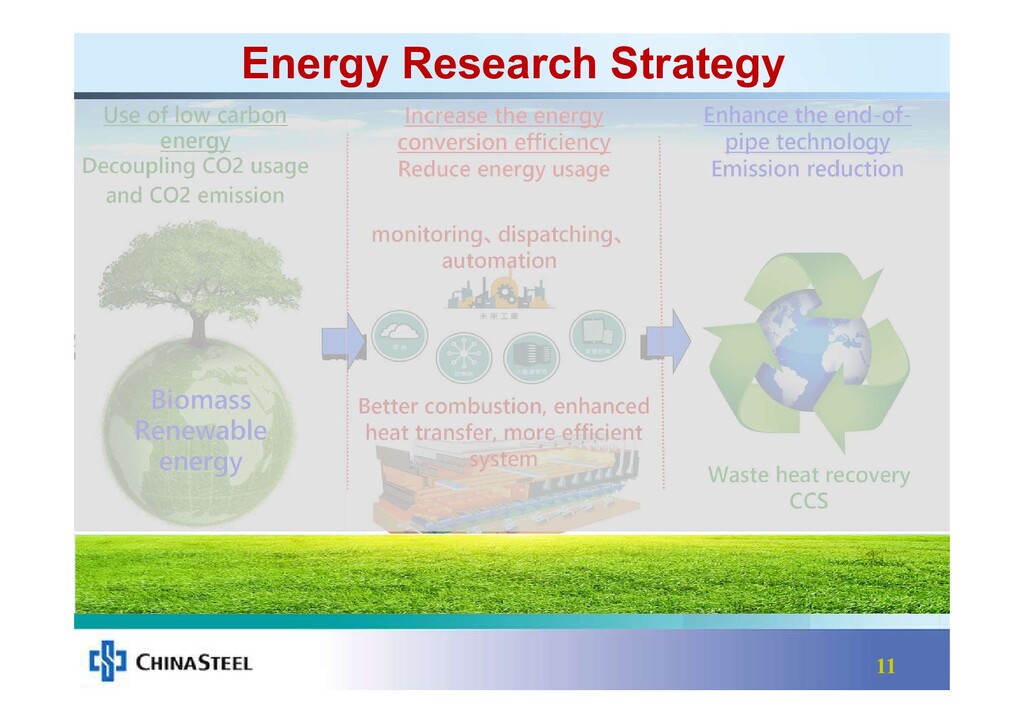
Decoupling CO2 usage and CO2 emission Enhance the end-of- pipe technology Emission reduction Increase the energy conversion efficiency Reduce energy usage monitoring、dispatching、 automation Waste heat recovery CCS Biomass Renewable energy Better combustion, enhanced heat transfer, more efficient system
system have been installed inside Hsiao-Kang plant. CSC Solar was established in 2016, and will install 80 MWp on the 80 hectares roof area to generate 100 GWh power each year. 12
teamed up with the world’s major offshorw wind energy developer and inked a memorandum of understanding with Copenhagen Infrastructure Partners (CIP) and Diamond Generating Asia Ltd (DGA) , and plan to develop the No. 29 offshore wind energy concession zone obtained by CSC. Total invest between NTD 80 and NTD 90 billion to install about 50 wind turbines in the water, which will have an annual capacity of 500 megawatts. The formation of the alliance of the domestically produced offshore turbine components was completed. 13
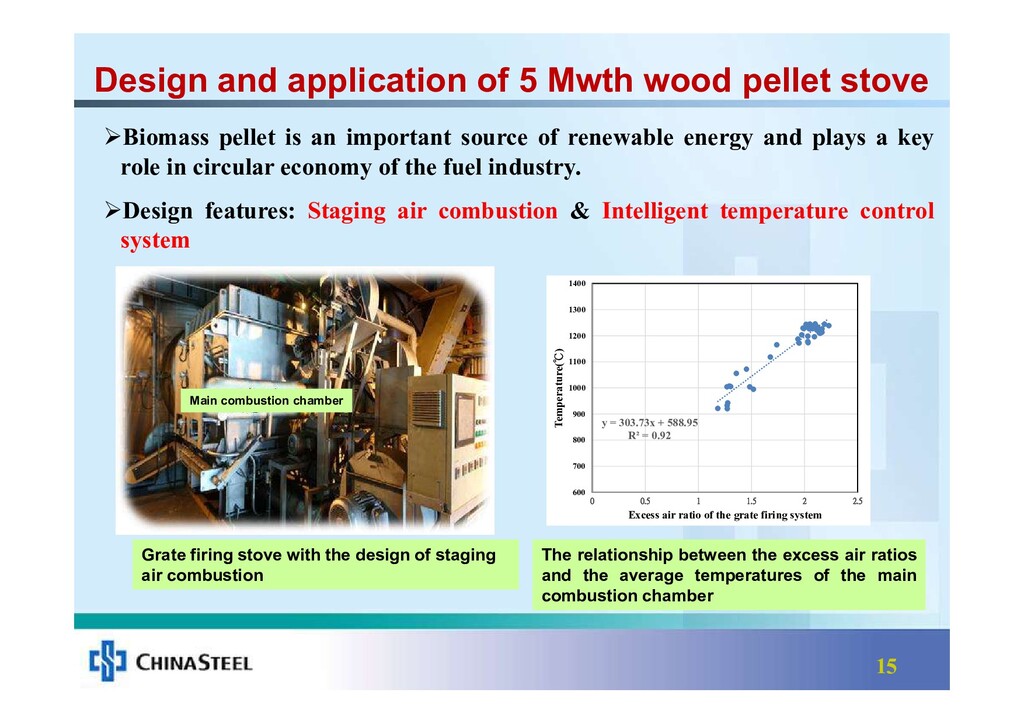
energy and plays a key role in circular economy of the fuel industry. Design features: Staging air combustion & Intelligent temperature control system Design and application of 5 Mwth wood pellet stove The relationship between the excess air ratios and the average temperatures of the main combustion chamber Grate firing stove with the design of staging air combustion y = 303.73x + 588.95 R² = 0.92 600 700 800 900 1000 1100 1200 1300 1400 0 0.5 1 1.5 2 2.5 Temperature(℃) Excess air ratio of the grate firing system Main combustion chamber
Decoupling CO2 usage and CO2 emission Enhance the end-of- pipe technology Emission reduction Increase the energy conversion efficiency Reduce energy usage monitoring、dispatching、 automation Waste heat recovery CCS Biomass Renewable energy Better combustion, enhanced heat transfer, more efficient system
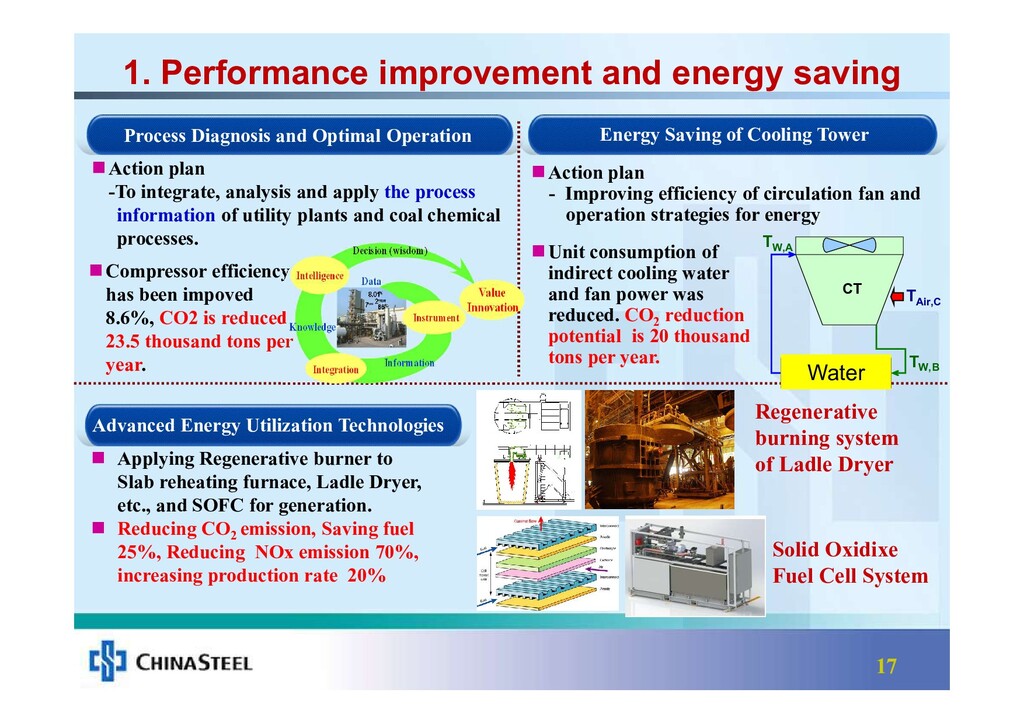
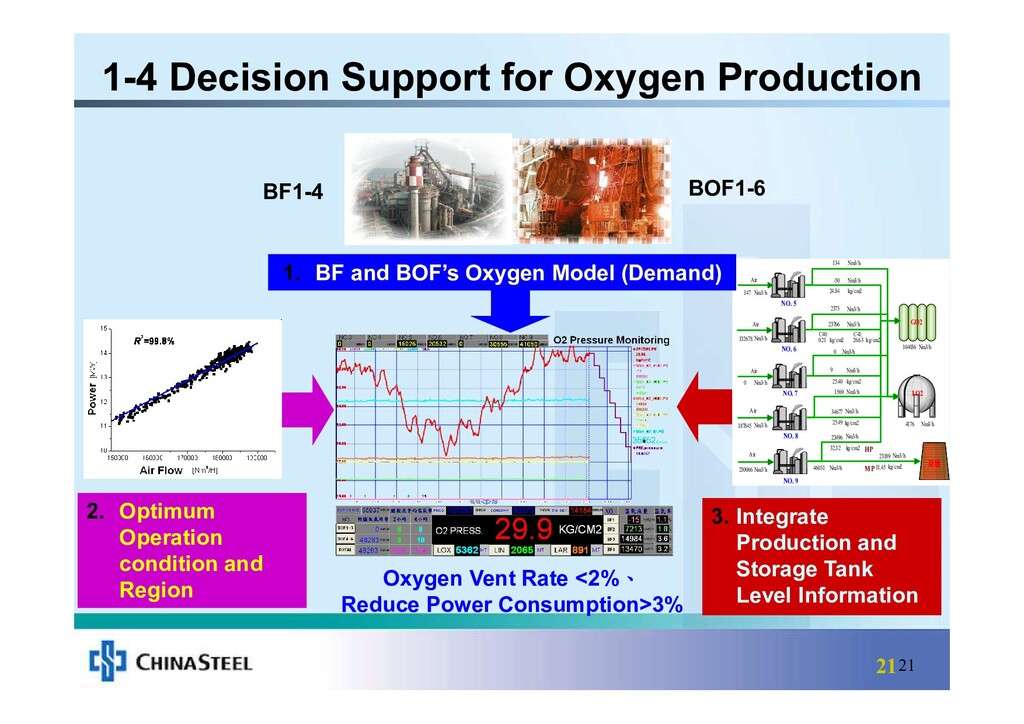
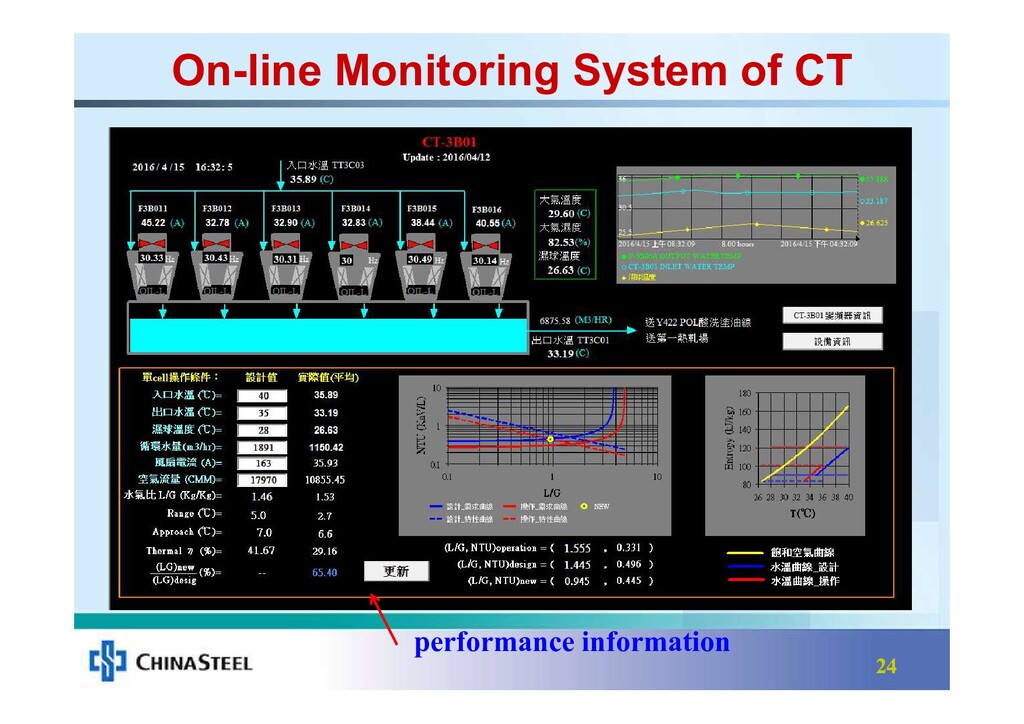
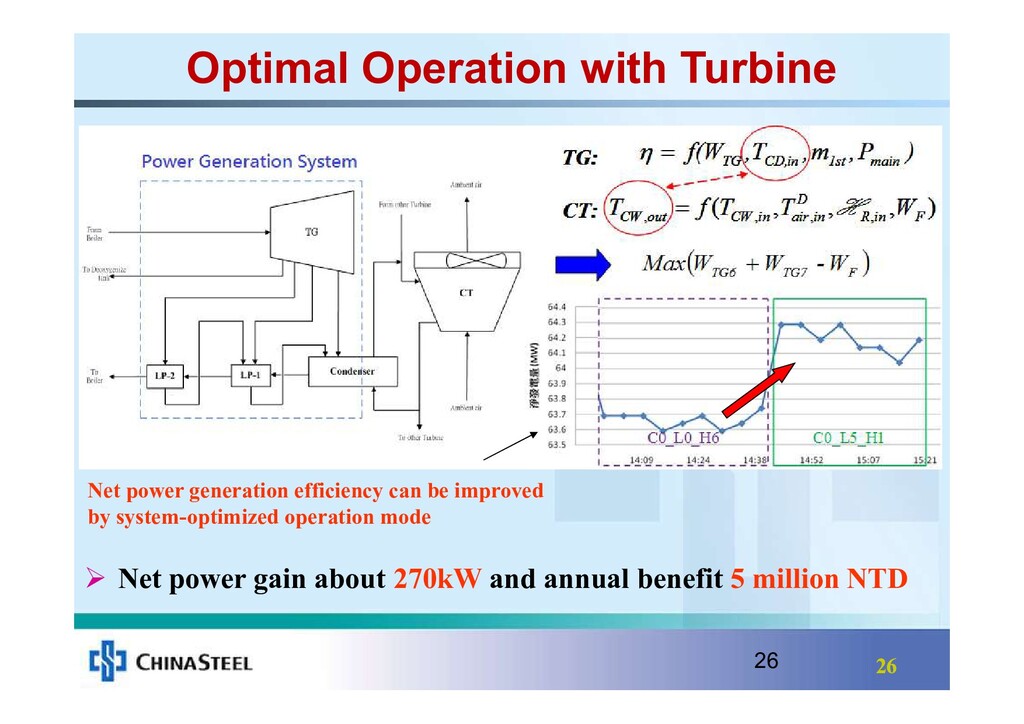
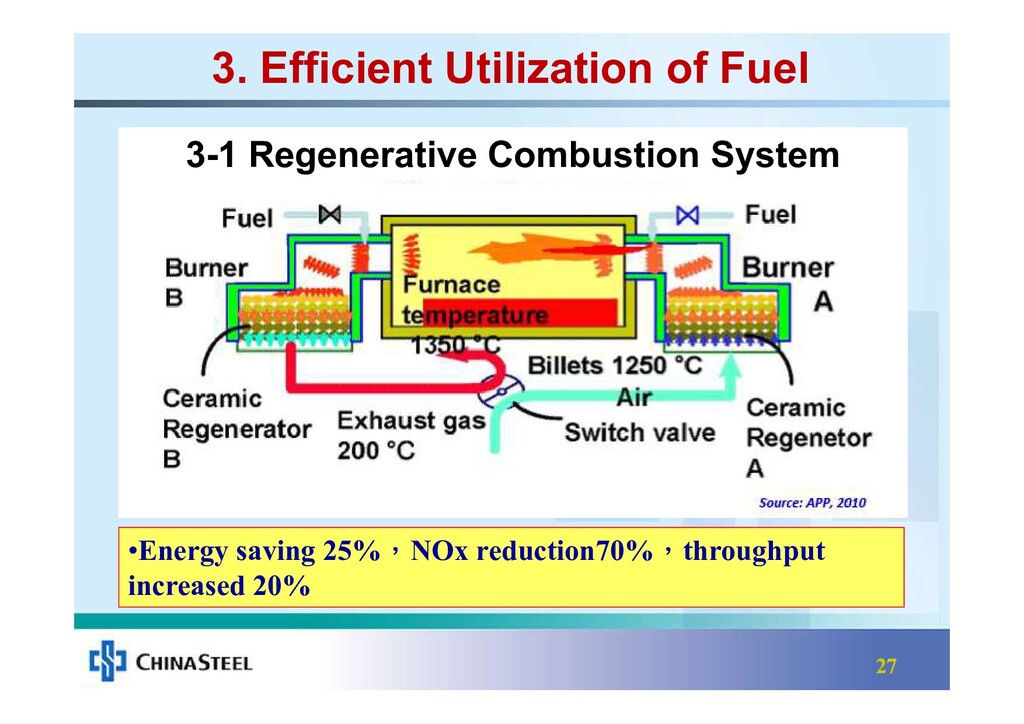
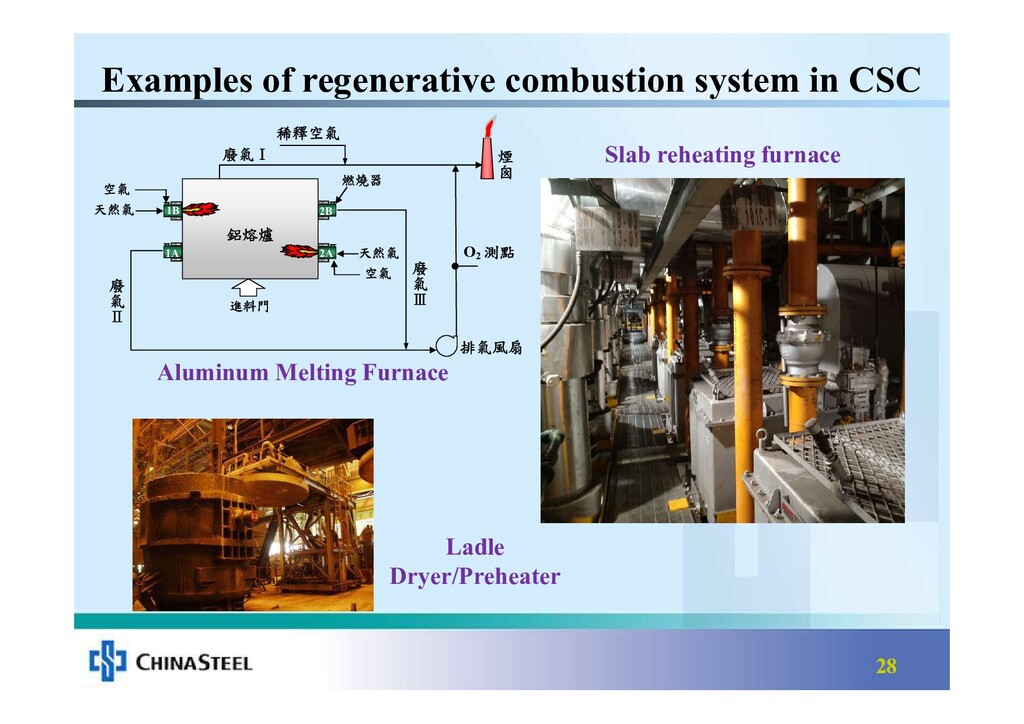
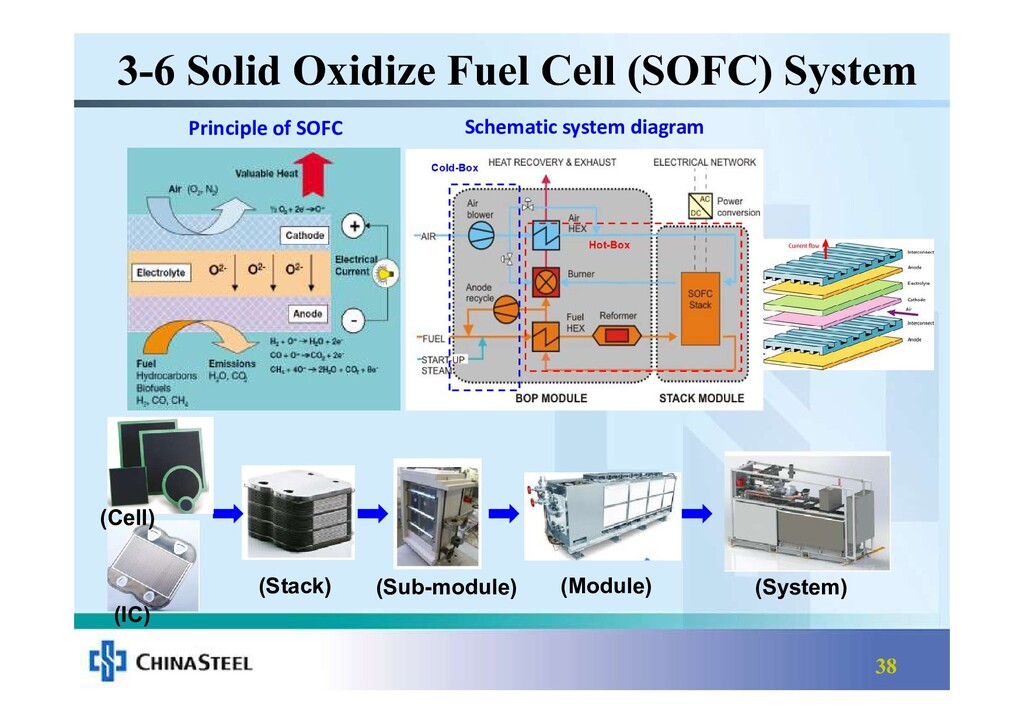
of Cooling Tower Action plan -To integrate, analysis and apply the process information of utility plants and coal chemical processes. Action plan - Improving efficiency of circulation fan and operation strategies for energy Compressor efficiency has been impoved 8.6%, CO2 is reduced 23.5 thousand tons per year. Unit consumption of indirect cooling water and fan power was reduced. CO2 reduction potential is 20 thousand tons per year. 廢熱回收強化 T Air,C CT 製程用水 T W,A T W,B Process Diagnosis and Optimal Operation Applying Regenerative burner to Slab reheating furnace, Ladle Dryer, etc., and SOFC for generation. Reducing CO2 emission, Saving fuel 25%, Reducing NOx emission 70%, increasing production rate 20% Regenerative burning system of Ladle Dryer Advanced Energy Utilization Technologies Water Solid Oxidixe Fuel Cell System
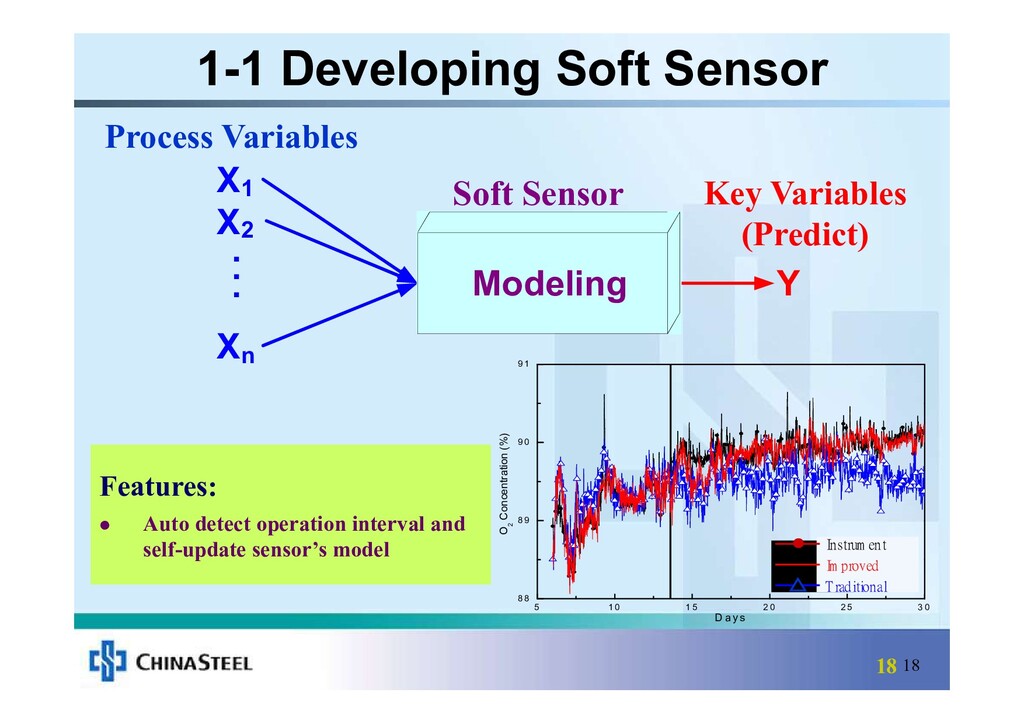
5 3 0 8 8 8 9 9 0 9 1 D a ys O b s e rv a tio n s P L S F M W P L S O 2 Concentration (%) Inst rum ent Im proved Tradi t i onal X1 X2 . . . Xn Y Soft Sensor Modeling 1-1 Developing Soft Sensor Features: Auto detect operation interval and self-update sensor’s model 18 Process Variables Key Variables (Predict)
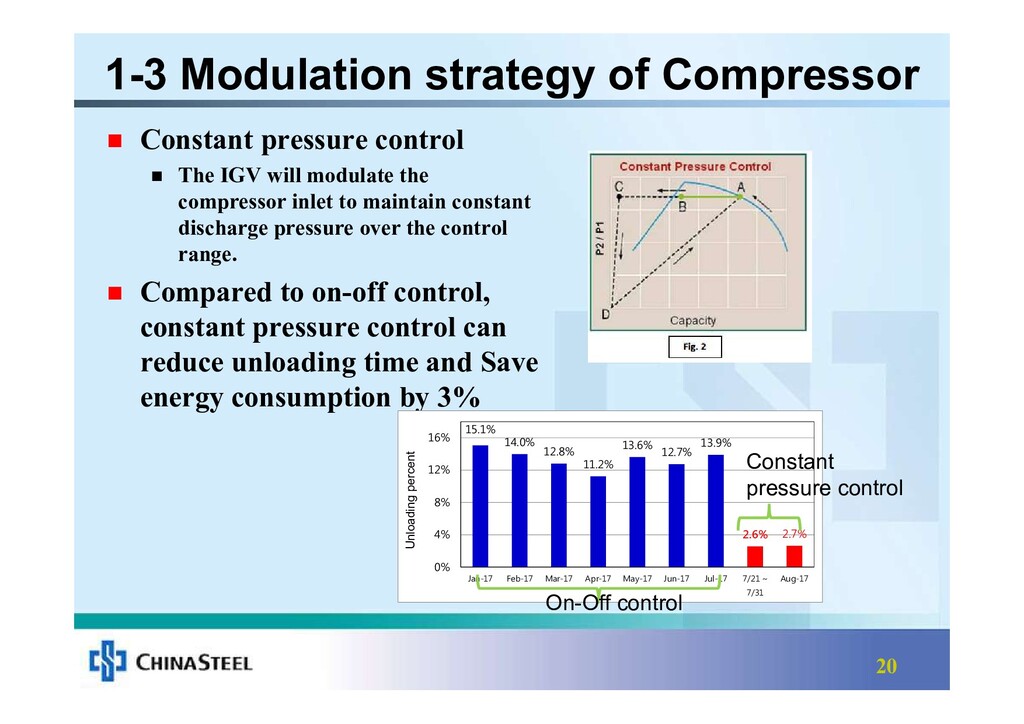
The IGV will modulate the compressor inlet to maintain constant discharge pressure over the control range. Compared to on-off control, constant pressure control can reduce unloading time and Save energy consumption by 3% 15.1% 14.0% 12.8% 11.2% 13.6% 12.7% 13.9% 2.6% 2.7% 0% 4% 8% 12% 16% Jan-17 Feb-17 Mar-17 Apr-17 May-17 Jun-17 Jul-17 7/21 ~ 7/31 Aug-17 排放比例(%) Unloading percent On-Off control Constant pressure control
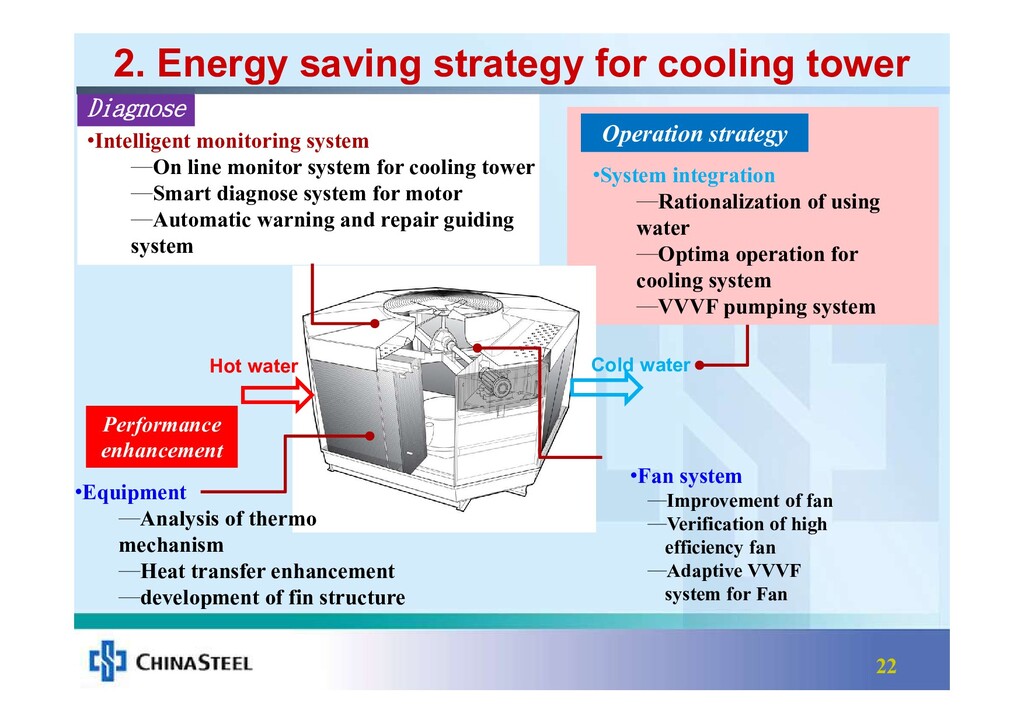
─Verification of high efficiency fan ─Adaptive VVVF system for Fan •Equipment ─Analysis of thermo mechanism ─Heat transfer enhancement ─development of fin structure •Intelligent monitoring system ─On line monitor system for cooling tower ─Smart diagnose system for motor ─Automatic warning and repair guiding system Diagnose •System integration ─Rationalization of using water ─Optima operation for cooling system ─VVVF pumping system Operation strategy 2. Energy saving strategy for cooling tower Performance enhancement
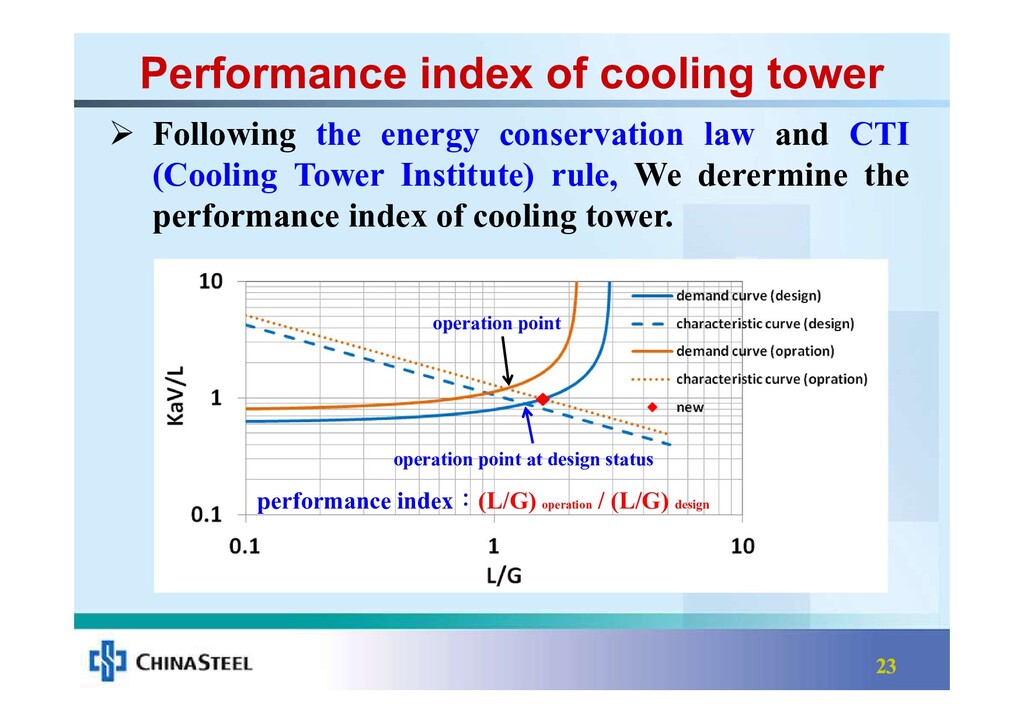
(Cooling Tower Institute) rule, We derermine the performance index of cooling tower. Performance index of cooling tower operation point performance index:(L/G) operation / (L/G) design operation point at design status
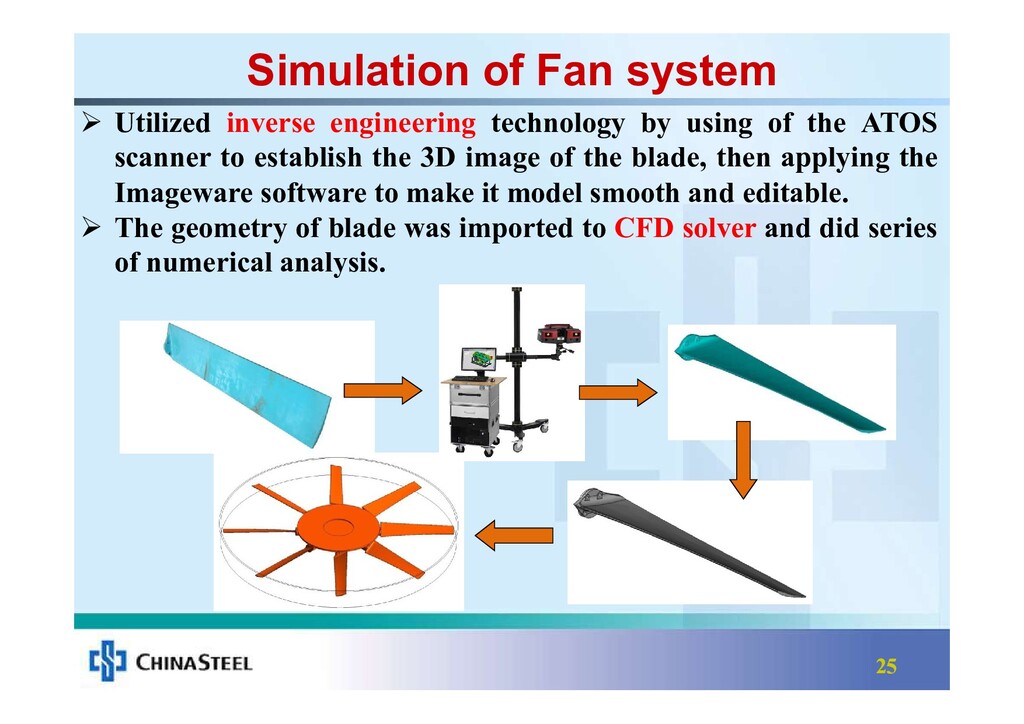
the ATOS scanner to establish the 3D image of the blade, then applying the Imageware software to make it model smooth and editable. The geometry of blade was imported to CFD solver and did series of numerical analysis. Simulation of Fan system
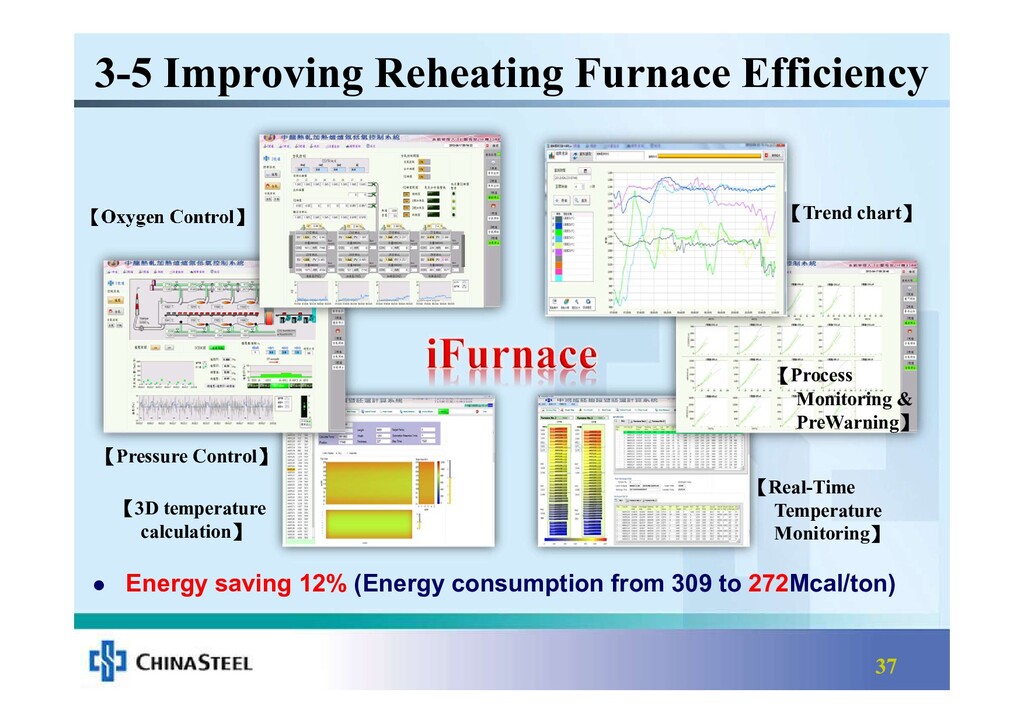
Temperature Monitoring】 【Trend chart】 【3D temperature calculation】 【Oxygen Control】 【Process Monitoring & PreWarning】 Energy saving 12% (Energy consumption from 309 to 272Mcal/ton)
Decoupling CO2 usage and CO2 emission Enhance the end-of- pipe technology Emission reduction Increase the energy conversion efficiency Reduce energy usage monitoring、dispatching、 automation Waste heat recovery CCS Biomass Renewable energy Better combustion, enhanced heat transfer, more efficient system
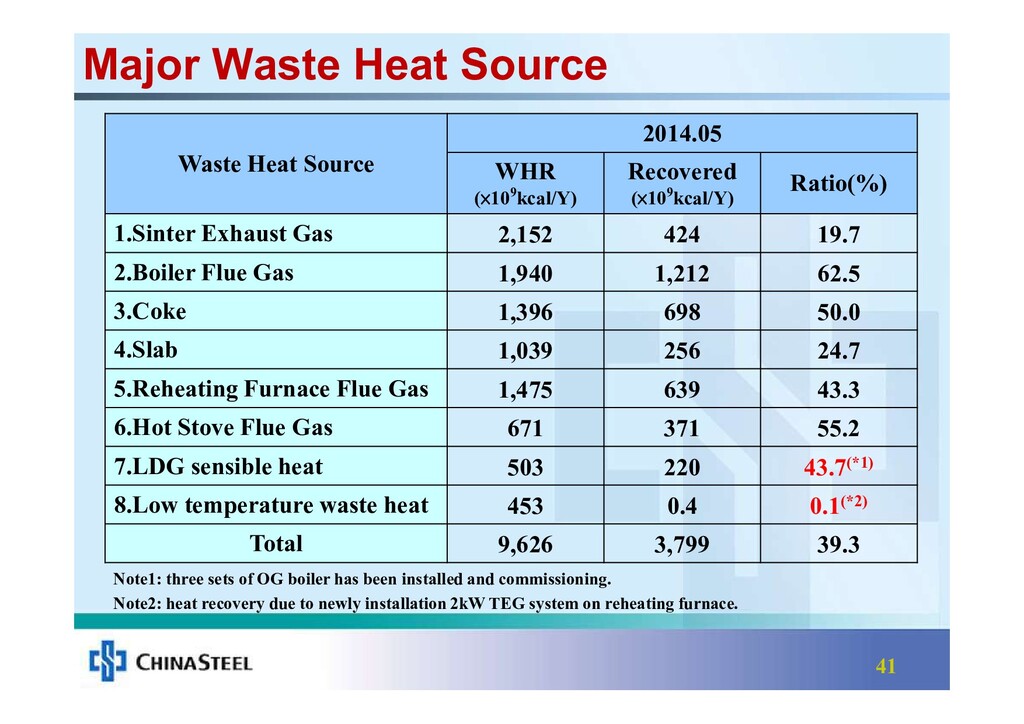
(×109kcal/Y) Recovered (×109kcal/Y) Ratio(%) 1.Sinter Exhaust Gas 2,152 424 19.7 2.Boiler Flue Gas 1,940 1,212 62.5 3.Coke 1,396 698 50.0 4.Slab 1,039 256 24.7 5.Reheating Furnace Flue Gas 1,475 639 43.3 6.Hot Stove Flue Gas 671 371 55.2 7.LDG sensible heat 503 220 43.7(*1) 8.Low temperature waste heat 453 0.4 0.1(*2) Total 9,626 3,799 39.3 Note1: three sets of OG boiler has been installed and commissioning. Note2: heat recovery due to newly installation 2kW TEG system on reheating furnace.
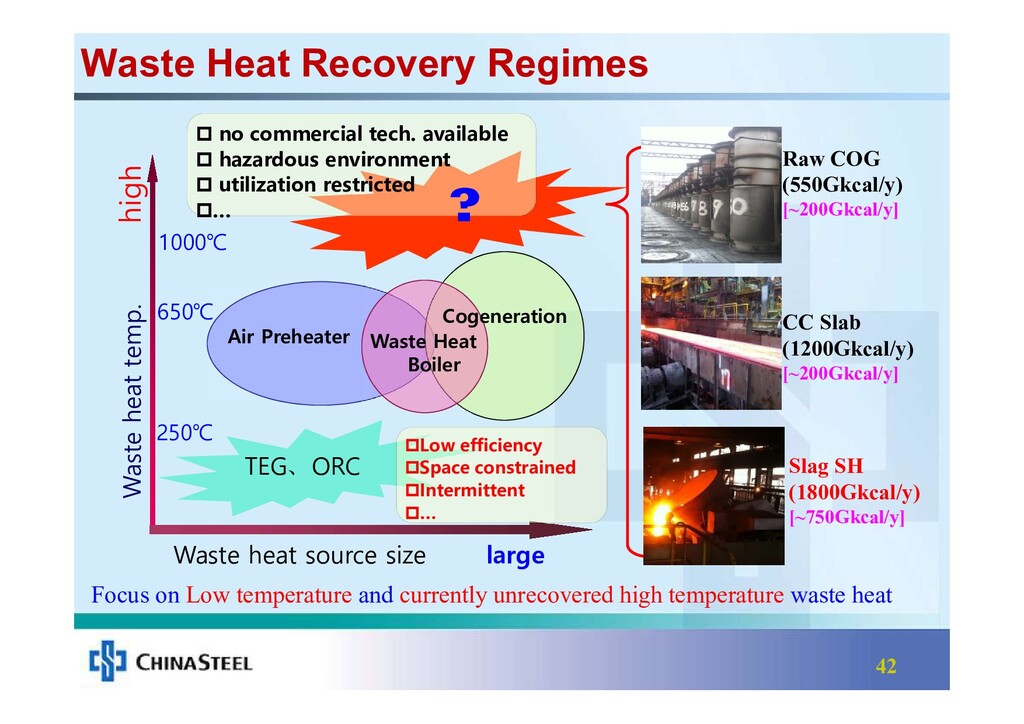
utilization restricted … Air Preheater TEG、ORC Waste heat source size large Cogeneration Waste Heat Boiler Waste heat temp. high Low efficiency Space constrained Intermittent … ? 650℃ 250℃ 1000℃ Slag SH (1800Gkcal/y) [~750Gkcal/y] CC Slab (1200Gkcal/y) [~200Gkcal/y] Raw COG (550Gkcal/y) [~200Gkcal/y] Waste Heat Recovery Regimes Focus on Low temperature and currently unrecovered high temperature waste heat
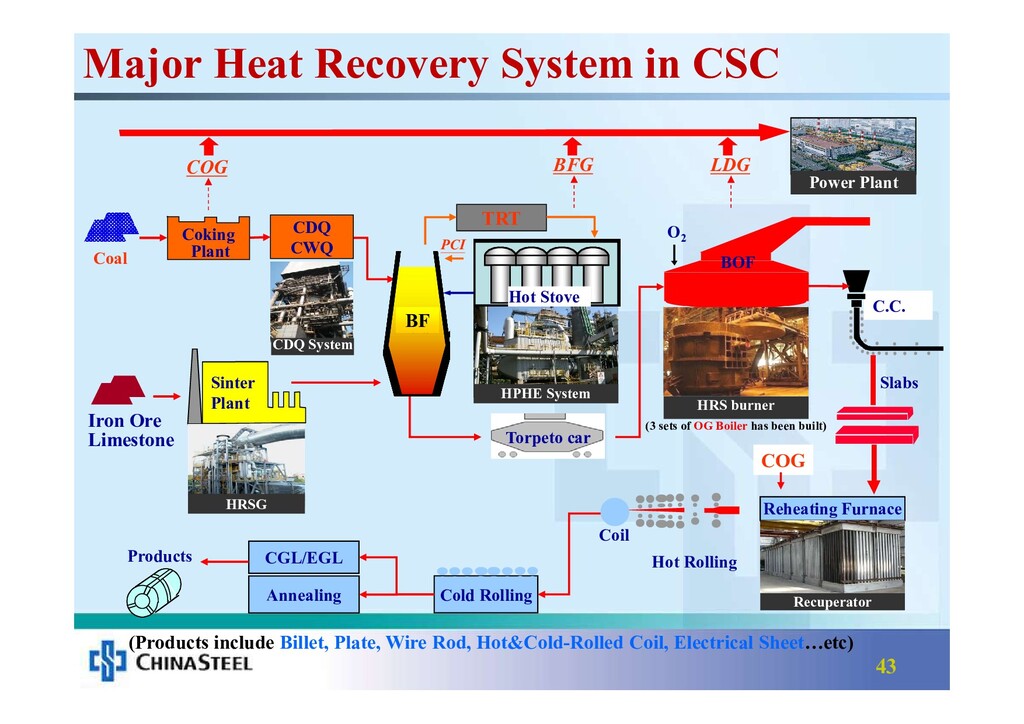
Reheating Furnace Annealing CGL/EGL Products Coil COG BOF Sinter Plant Cold Rolling Hot Stove Power Plant Torpeto car Hot Rolling Coal PCI TRT 高爐 高爐 BF HRSG HPHE System HRS burner CDQ System (3 sets of OG Boiler has been built) (Products include Billet, Plate, Wire Rod, Hot&Cold-Rolled Coil, Electrical Sheet…etc) CDQ CWQ Coking Plant Recuperator Major Heat Recovery System in CSC
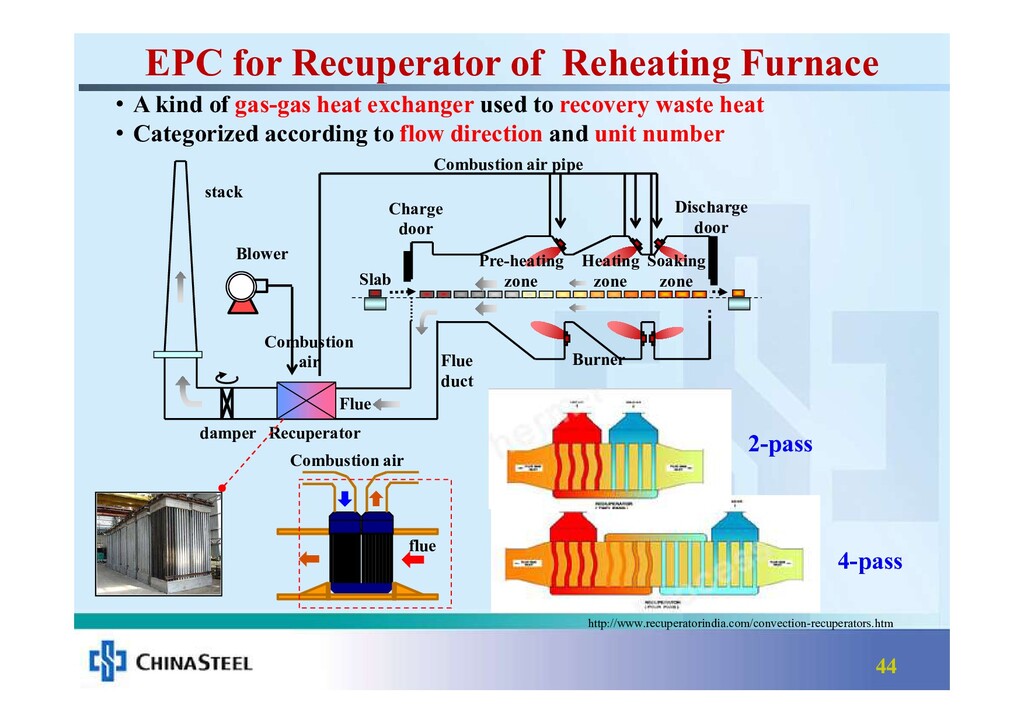
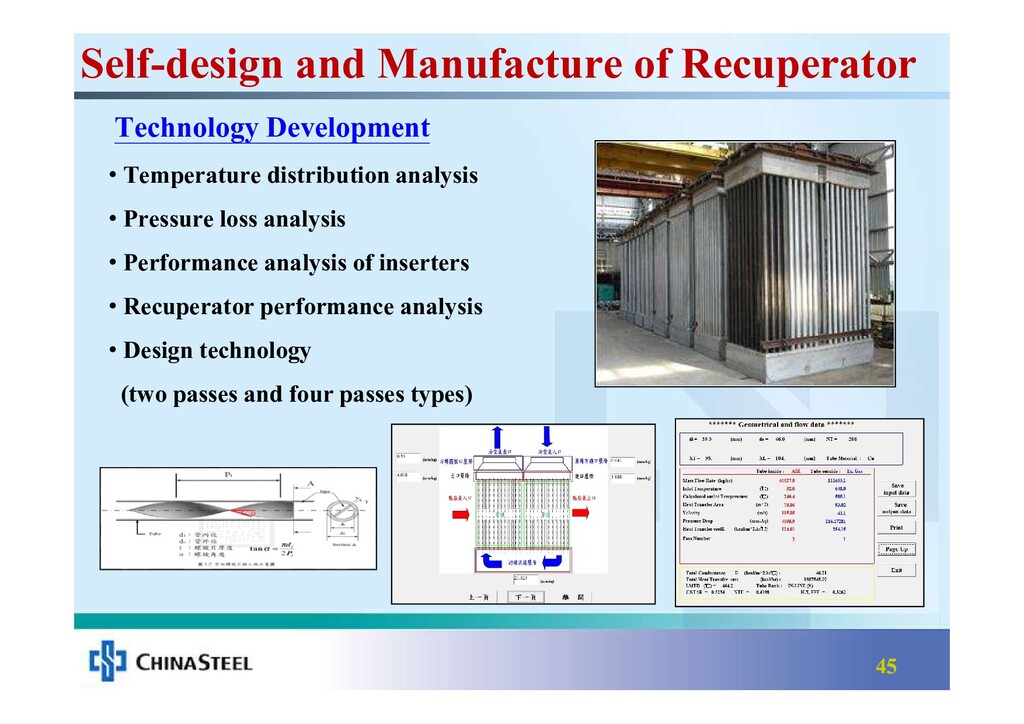
kind of gas-gas heat exchanger used to recovery waste heat • Categorized according to flow direction and unit number 2-pass 4-pass http://www.recuperatorindia.com/convection-recuperators.htm flue Combustion air stack damper Recuperator Flue duct Burner Discharge door Charge door Pre-heating zone Heating zone Soaking zone Slab Blower Combustion air Combustion air pipe Flue
loss analysis • Performance analysis of inserters • Recuperator performance analysis • Design technology (two passes and four passes types) Self-design and Manufacture of Recuperator
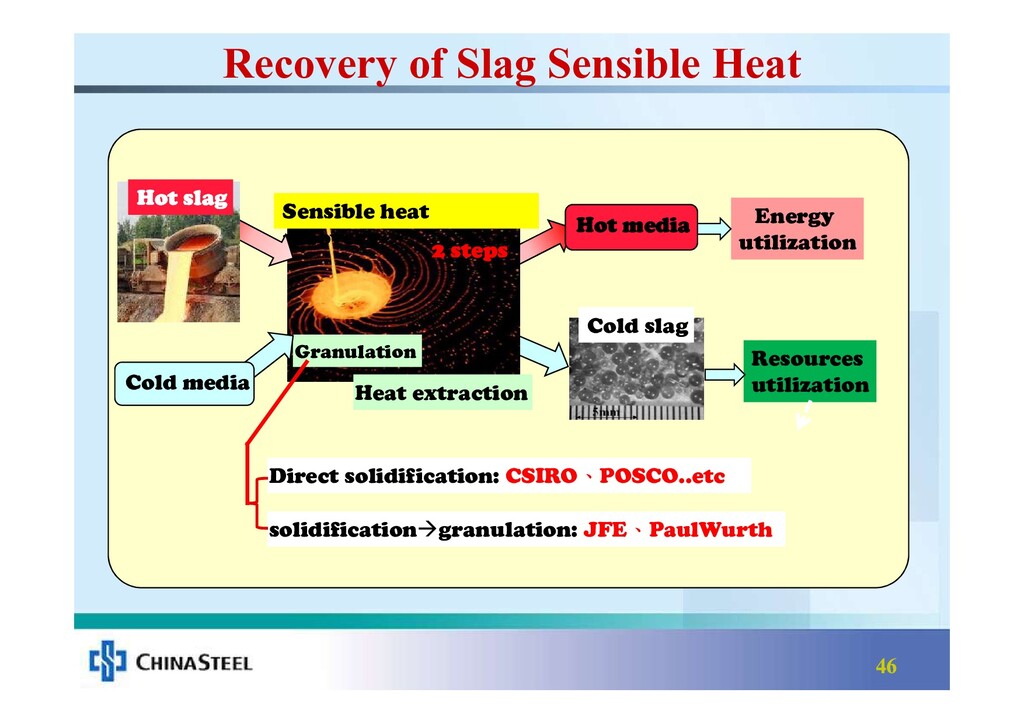
Heat extraction Direct solidification: CSIRO、POSCO..etc solidificationgranulation: JFE、PaulWurth Cold slag Hot slag Cold media 2 steps Hot media Recovery of Slag Sensible Heat
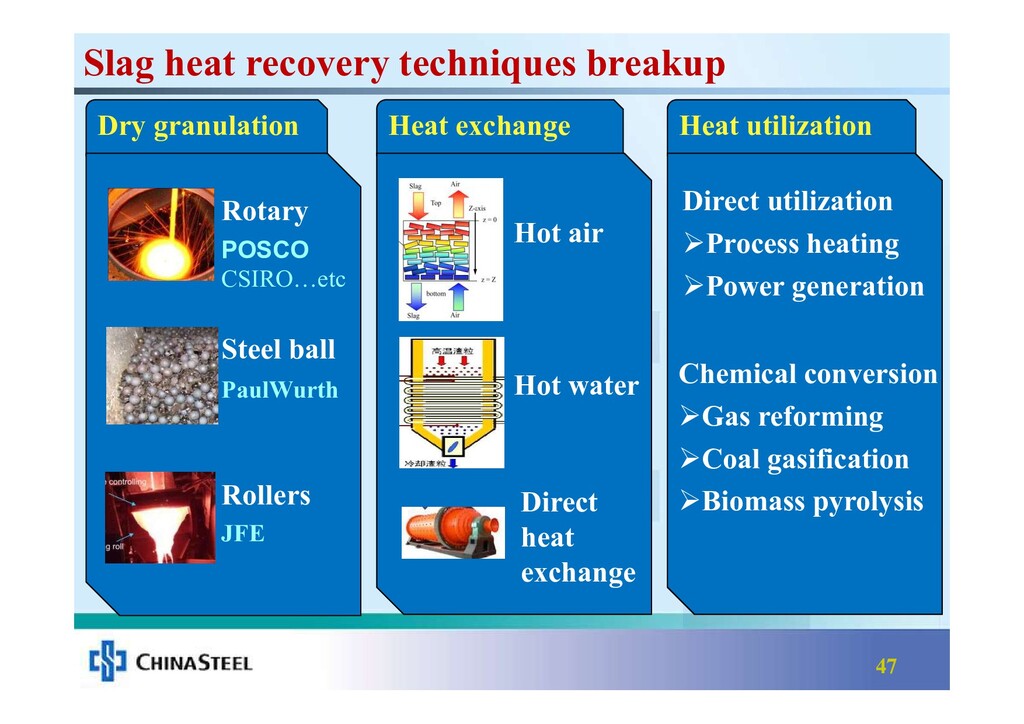
JFE PaulWurth Heat exchange Hot water Hot air Direct heat exchange Heat utilization Chemical conversion Gas reforming Coal gasification Biomass pyrolysis Direct utilization Process heating Power generation Slag heat recovery techniques breakup
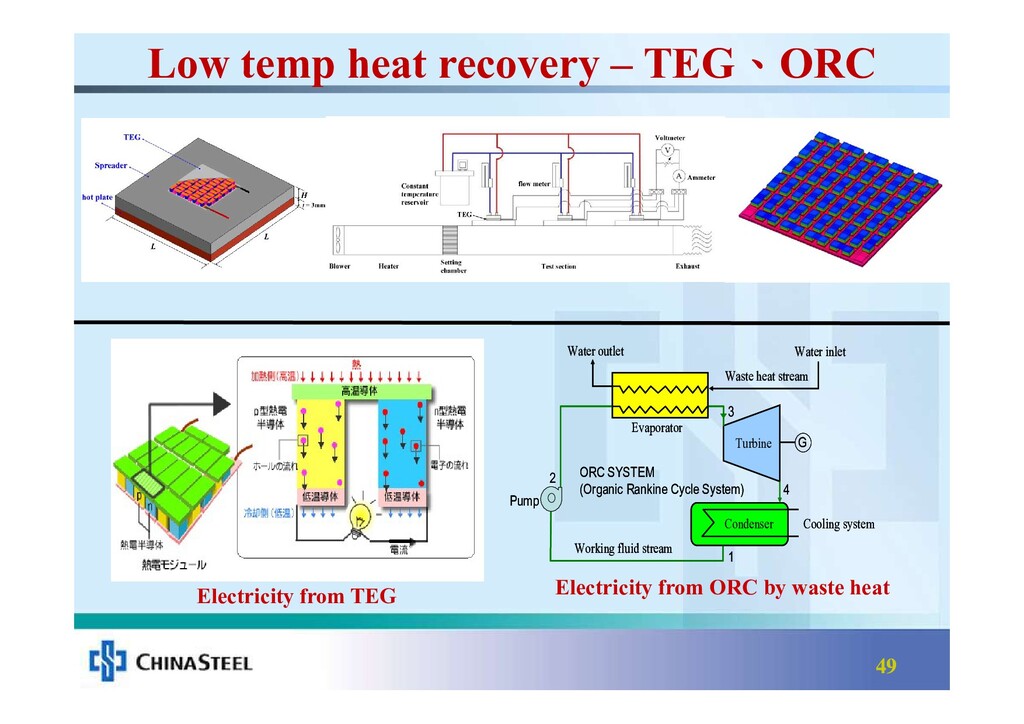
stream Water inlet Water outlet Working fluid stream ORC SYSTEM (Organic Rankine Cycle System) 1 2 3 4 Pump Evaporator G Condenser Cooling system Turbine Waste heat stream Water inlet Water outlet Working fluid stream ORC SYSTEM (Organic Rankine Cycle System) 1 2 3 4 Pump Electricity from TEG Electricity from ORC by waste heat Low temp heat recovery – TEG、ORC
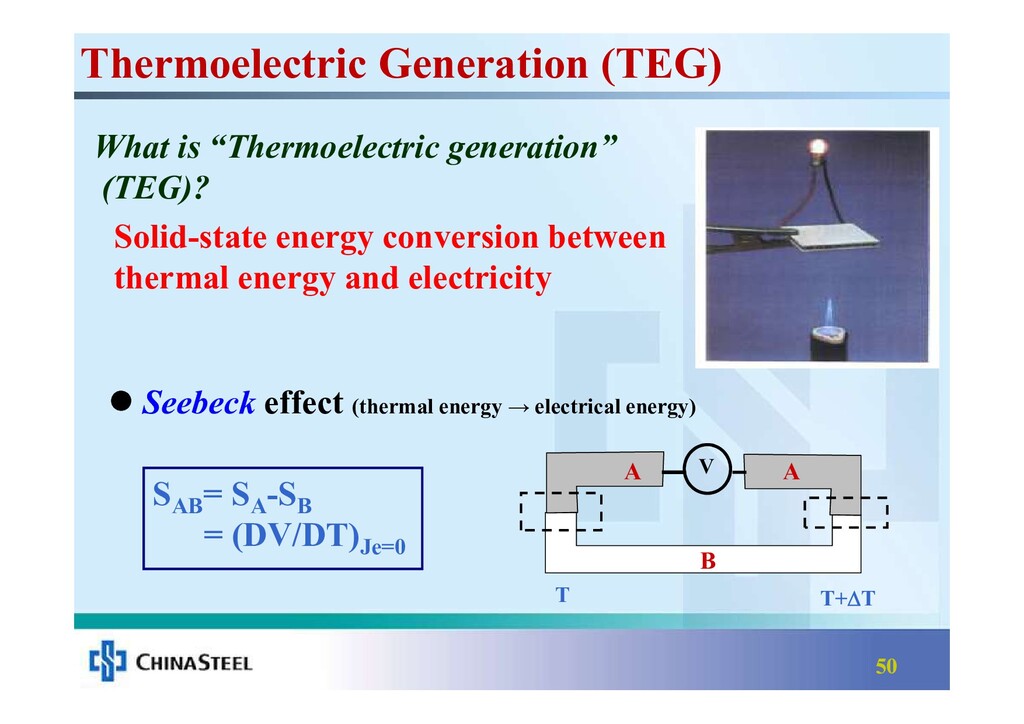
between thermal energy and electricity SAB = SA -SB = (DV/DT)Je=0 V T+T A B A T Seebeck effect (thermal energy → electrical energy) Thermoelectric Generation (TEG)
TEG technology Strength for TEG technology development Industrial uniqueness:large amount of waste heat sources Extension of existed core technologies:technologies of material, melting, and heat transfer analysis No moving part, small volume, no noise, low maintain cost High flexibility, little constraints of space and economic scale, suitable for intermittent waste heat sources。
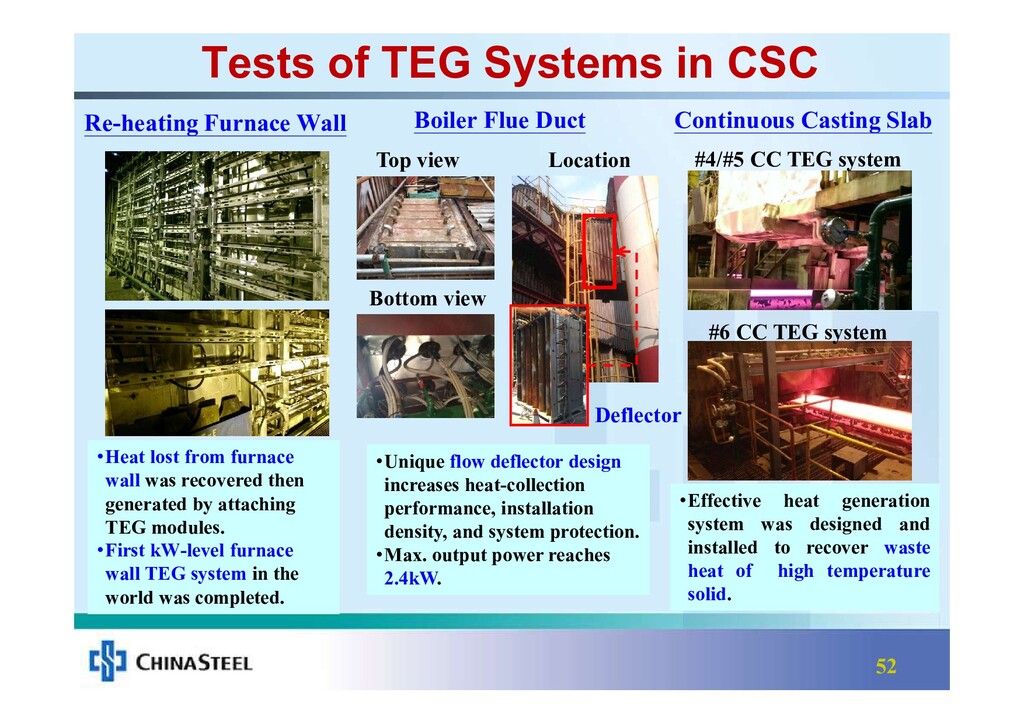
•Heat lost from furnace wall was recovered then generated by attaching TEG modules. •First kW-level furnace wall TEG system in the world was completed. •Heat lost from furnace wall was recovered then generated by attaching TEG modules. •First kW-level furnace wall TEG system in the world was completed. Top view Bottom view Location •Unique flow deflector design increases heat-collection performance, installation density, and system protection. •Max. output power reaches 2.4kW. •Unique flow deflector design increases heat-collection performance, installation density, and system protection. •Max. output power reaches 2.4kW. #4/#5 CC TEG system #6 CC TEG system •Effective heat generation system was designed and installed to recover waste heat of high temperature solid. •Effective heat generation system was designed and installed to recover waste heat of high temperature solid. Deflector Boiler Flue Duct Continuous Casting Slab
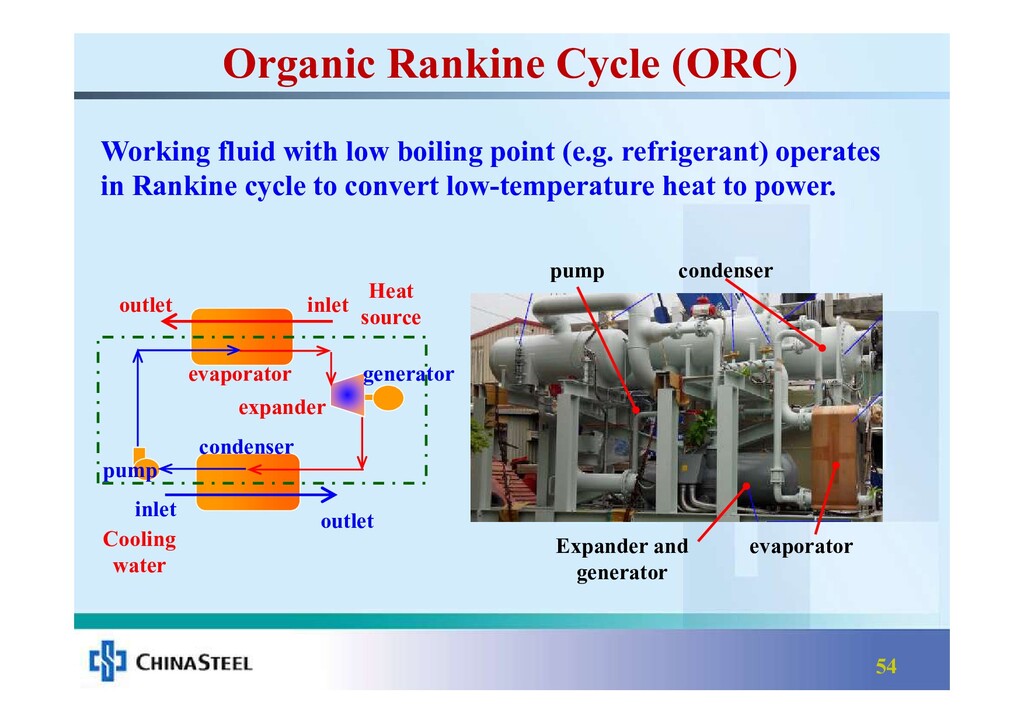
Rankine Cycle (ORC) Working fluid with low boiling point (e.g. refrigerant) operates in Rankine cycle to convert low-temperature heat to power. pump condenser evaporator Expander and generator Heat source pump Cooling water
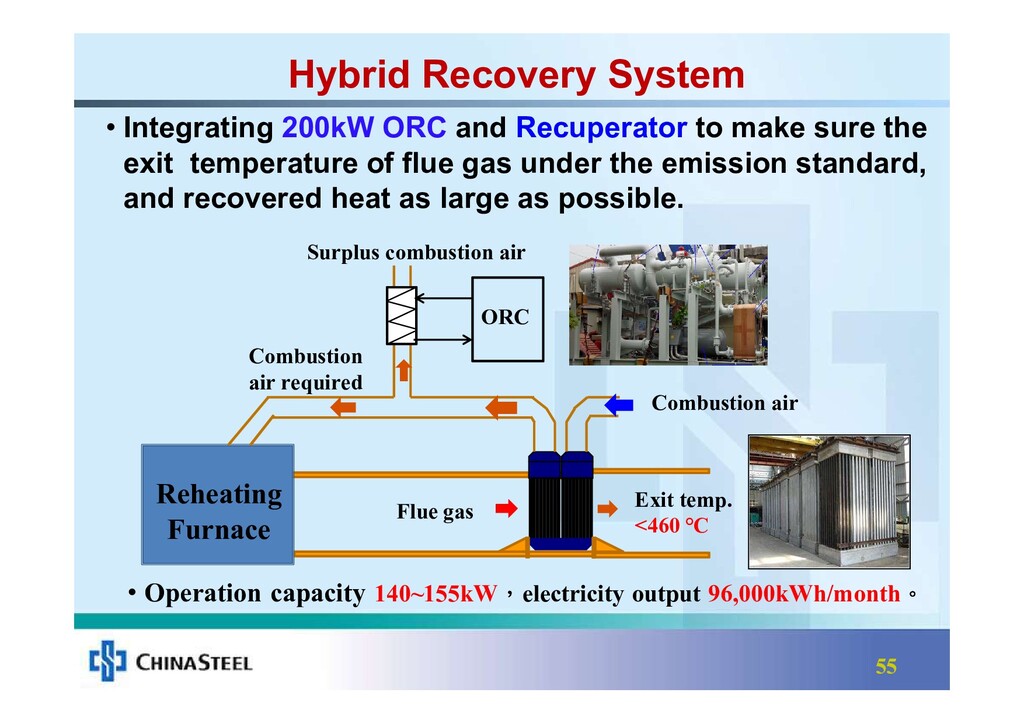
sure the exit temperature of flue gas under the emission standard, and recovered heat as large as possible. Combustion air Flue gas Reheating Furnace ORC Combustion air required Surplus combustion air Exit temp. <460 ℃ Hybrid Recovery System • Operation capacity 140~155kW,electricity output 96,000kWh/month。
From 1994 to 2018, the accumulated benefit in Air Pollution and GHG Emission Redution is Energy saving :2.23Million KL equvilent fuel oil SOx :20.0 Million kg NOx :15.0 Million kg PM: 2.0 Million kg CO 2 : 4,640 Million kg Received Benchmark Award of energy/resource integration of Industrial Development Bureau and Best Industry Award of Energy Saving of Bureau of Energy.
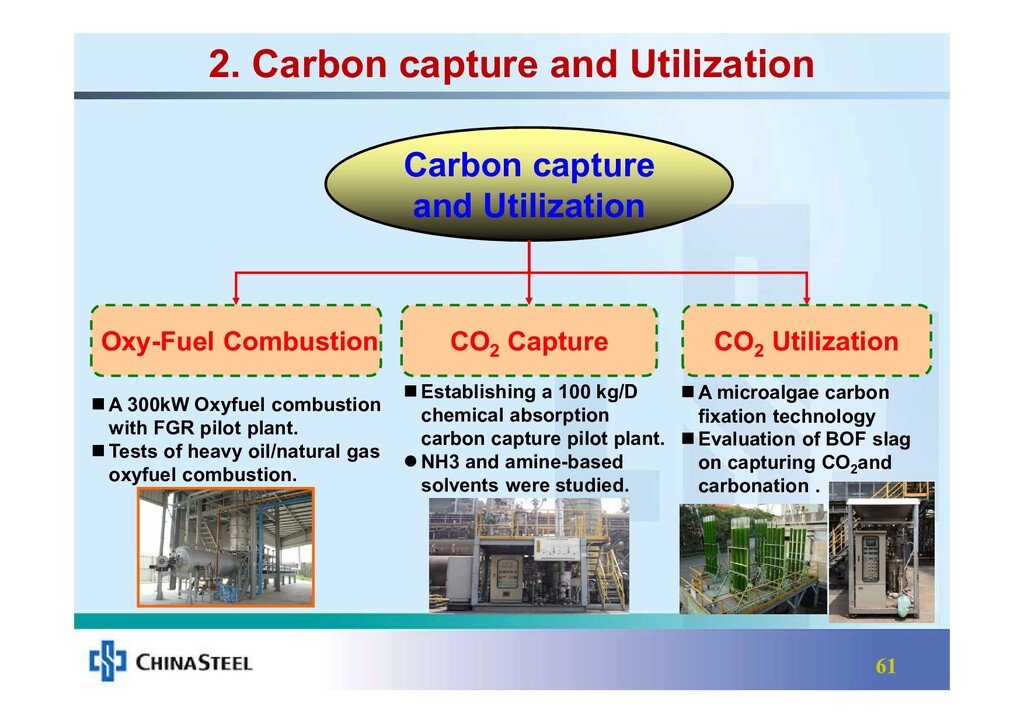
and Utilization A 300kW Oxyfuel combustion with FGR pilot plant. Tests of heavy oil/natural gas oxyfuel combustion. A microalgae carbon fixation technology Evaluation of BOF slag on capturing CO2 and carbonation . Establishing a 100 kg/D chemical absorption carbon capture pilot plant. NH3 and amine-based solvents were studied. 2. Carbon capture and Utilization
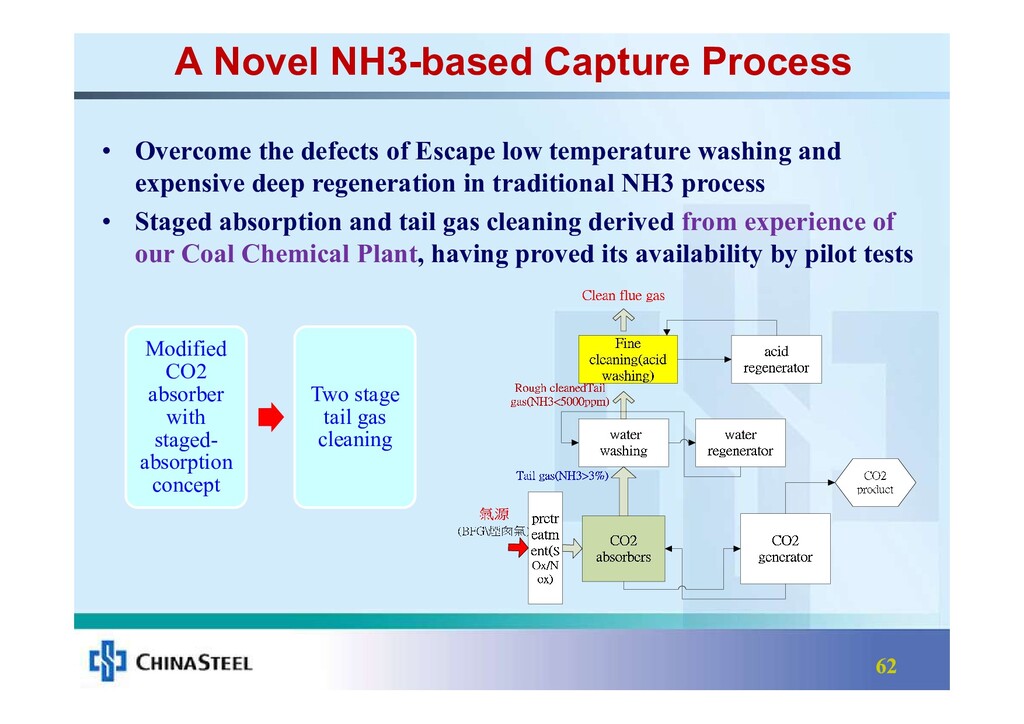
defects of Escape low temperature washing and expensive deep regeneration in traditional NH3 process • Staged absorption and tail gas cleaning derived from experience of our Coal Chemical Plant, having proved its availability by pilot tests Modified CO2 absorber with staged- absorption concept Two stage tail gas cleaning
such as BOFS (Basic Oxygen Furnace Slag) are alkaline: - CaO, MgO, SiO2 , Al2 O3 , Cr2 O3 , TiO2 , MnO, iron oxides Advantages of Carbonation using Alkaline Wastes - Thermodynamically stable, Exothermic reaction (limits the costs) - High available deposits, Don’t require transport (cost - effective) - Reused in construction materials, Improve environ. quality (decrease heavy metal leaching)
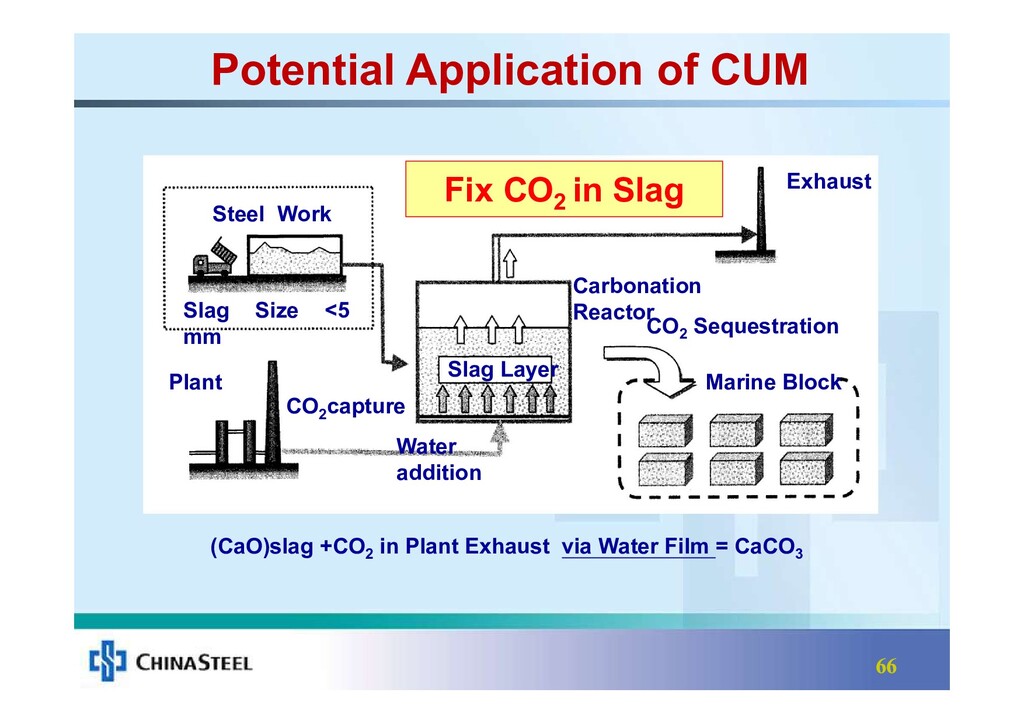
<5 mm Plant CO2 capture Water addition (CaO)slag +CO2 in Plant Exhaust via Water Film = CaCO3 Marine Block CO2 Sequestration Slag Layer Carbonation Reactor Exhaust Fix CO2 in Slag
fuel and CO2 emission. Best Available Technologies are widely used in the steelworks for saving energy and reducing CO2 emission. Many R&D activities are moving the steelworks toward a cleaner, more efficient and less emission future. Concluding Remarks
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}