Production control and JIT production Project scheduling: Program evaluation and review technique (PERT) / critical path method (CPM) Single and two-machine scheduling: Some single machine problems, and Johnson's and Jackson's algorithm for two-machine case Flow shop scheduling: Graph representation, enumeration, and branch and bound Job shop scheduling: Graphical approach for two-job case, disjunctive graph representation, and dispatching rules Supplemental topics
according to a central production plan. • Adaptable to large fluctuations but vulnerable to small disturbances. • MRP is a typical example. Pull production • Production orders are issued based on the actual progress. • Small disturbances, but large fluctuations, can be absorbed. • JIT is a typical example. Push and Pull Production
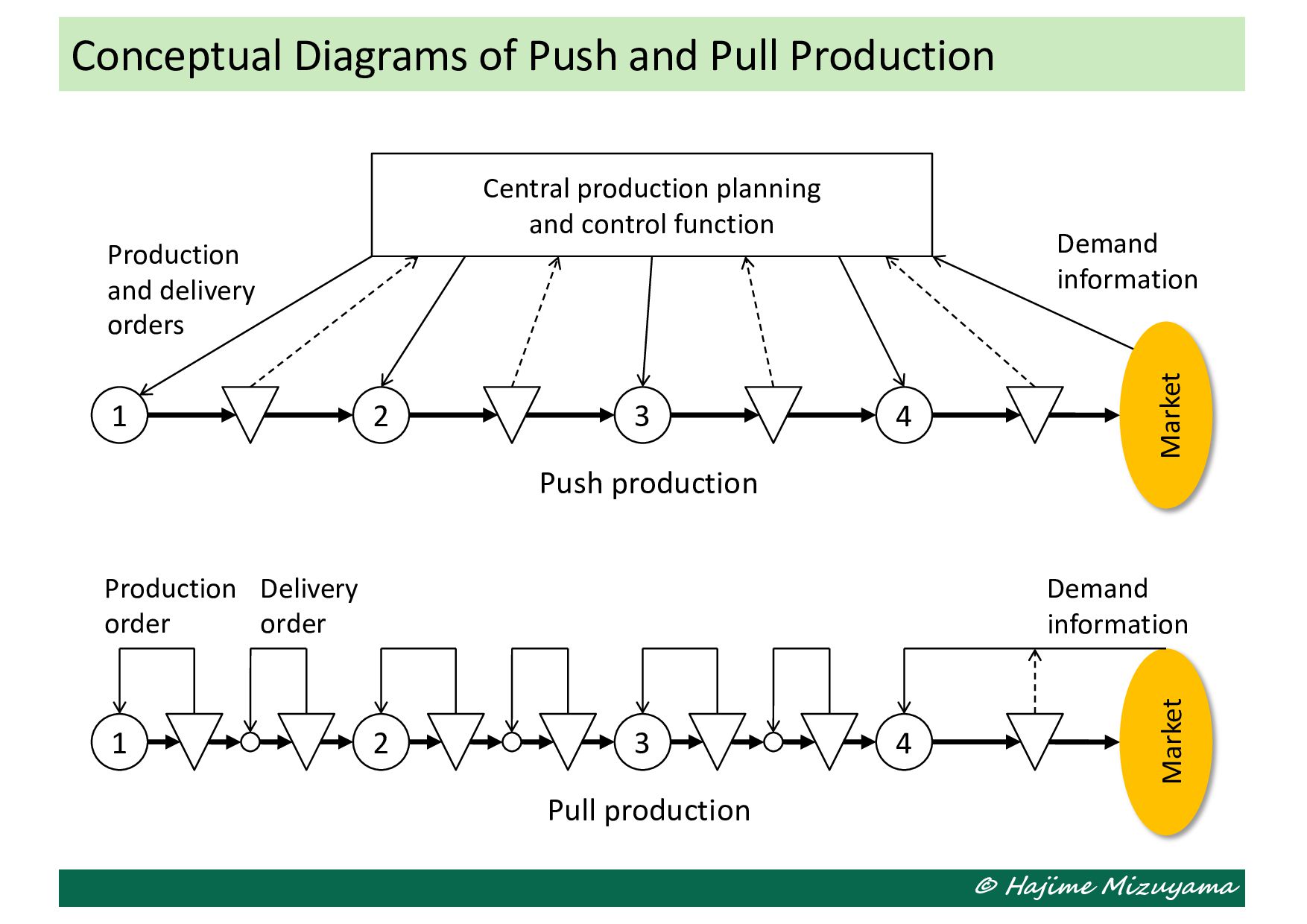
1 2 3 4 Central production planning and control function Demand information Production and delivery orders Push production 1 2 3 4 Demand information Production order Pull production Delivery order Market Market
products when necessary. Production leveling Produce different types of products/parts each at a constant pace. Synchronization Synchronize the production speeds of adjacent work centers. Small-lot production Reduce the lot size, ideally to one. Characteristics of JIT Production Smooth production flow with minimum inventory
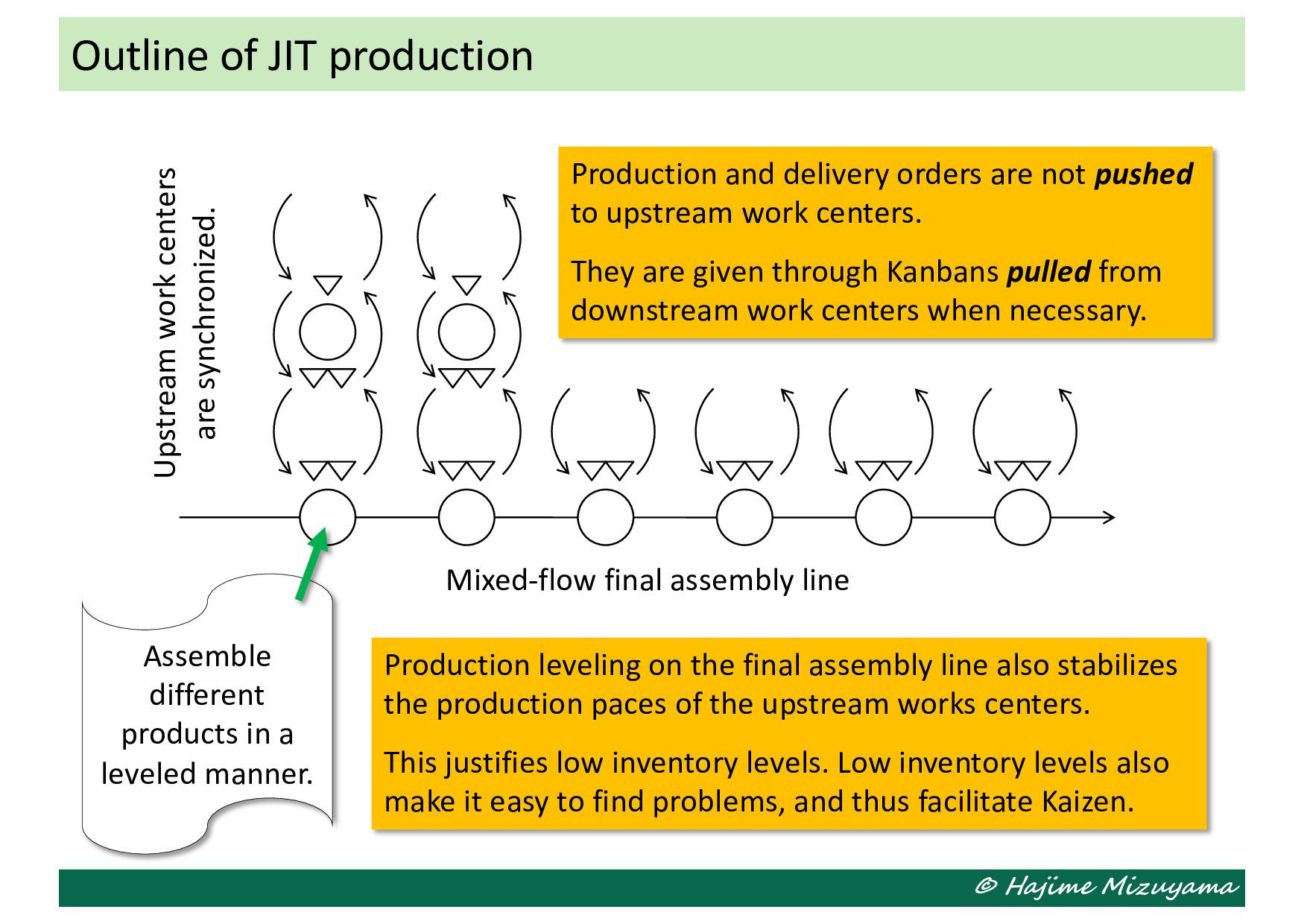
line Assemble different products in a leveled manner. Production and delivery orders are not pushed to upstream work centers. They are given through Kanbans pulled from downstream work centers when necessary. Production leveling on the final assembly line also stabilizes the production paces of the upstream works centers. This justifies low inventory levels. Low inventory levels also make it easy to find problems, and thus facilitate Kaizen. Upstream work centers are synchronized.
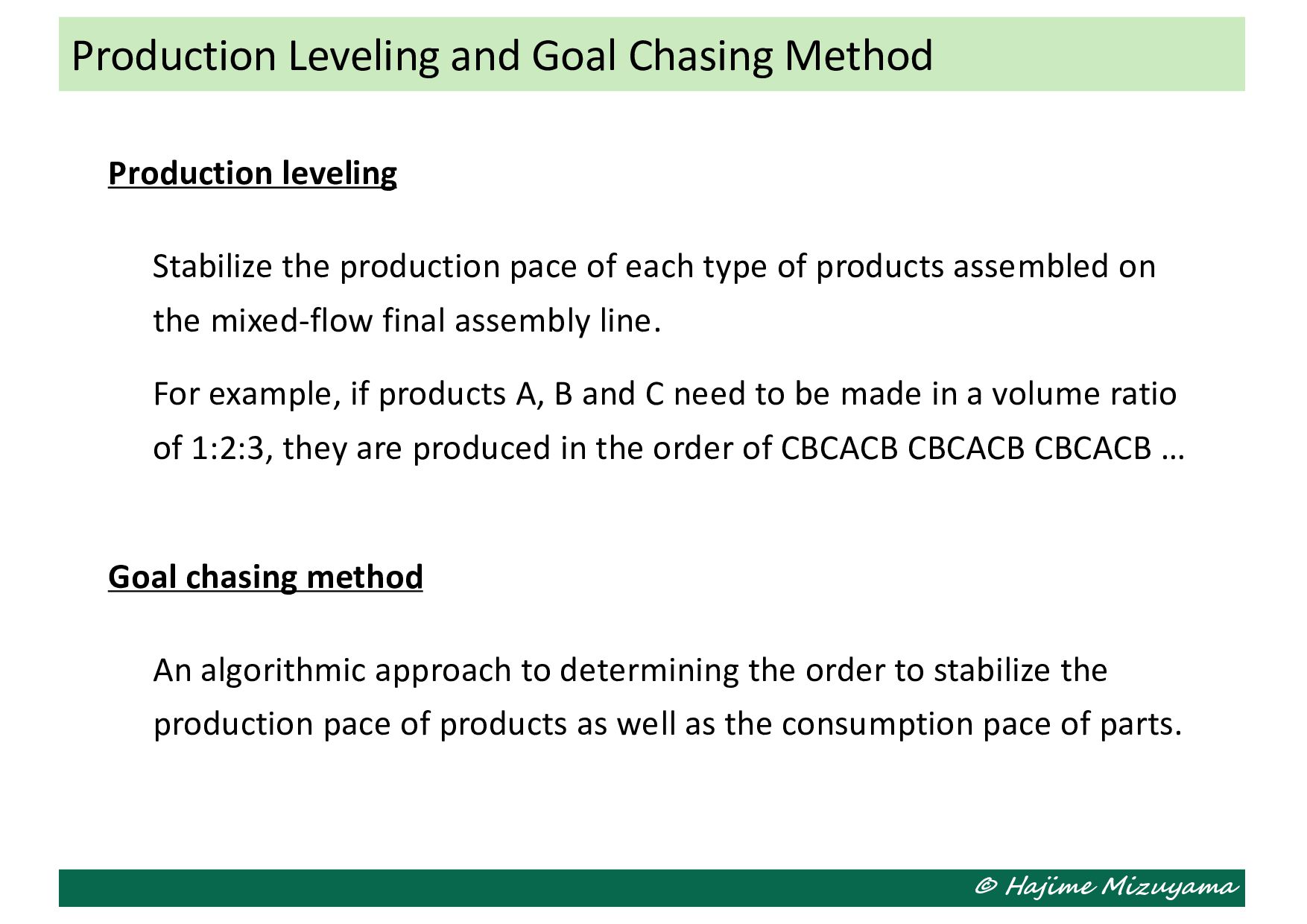
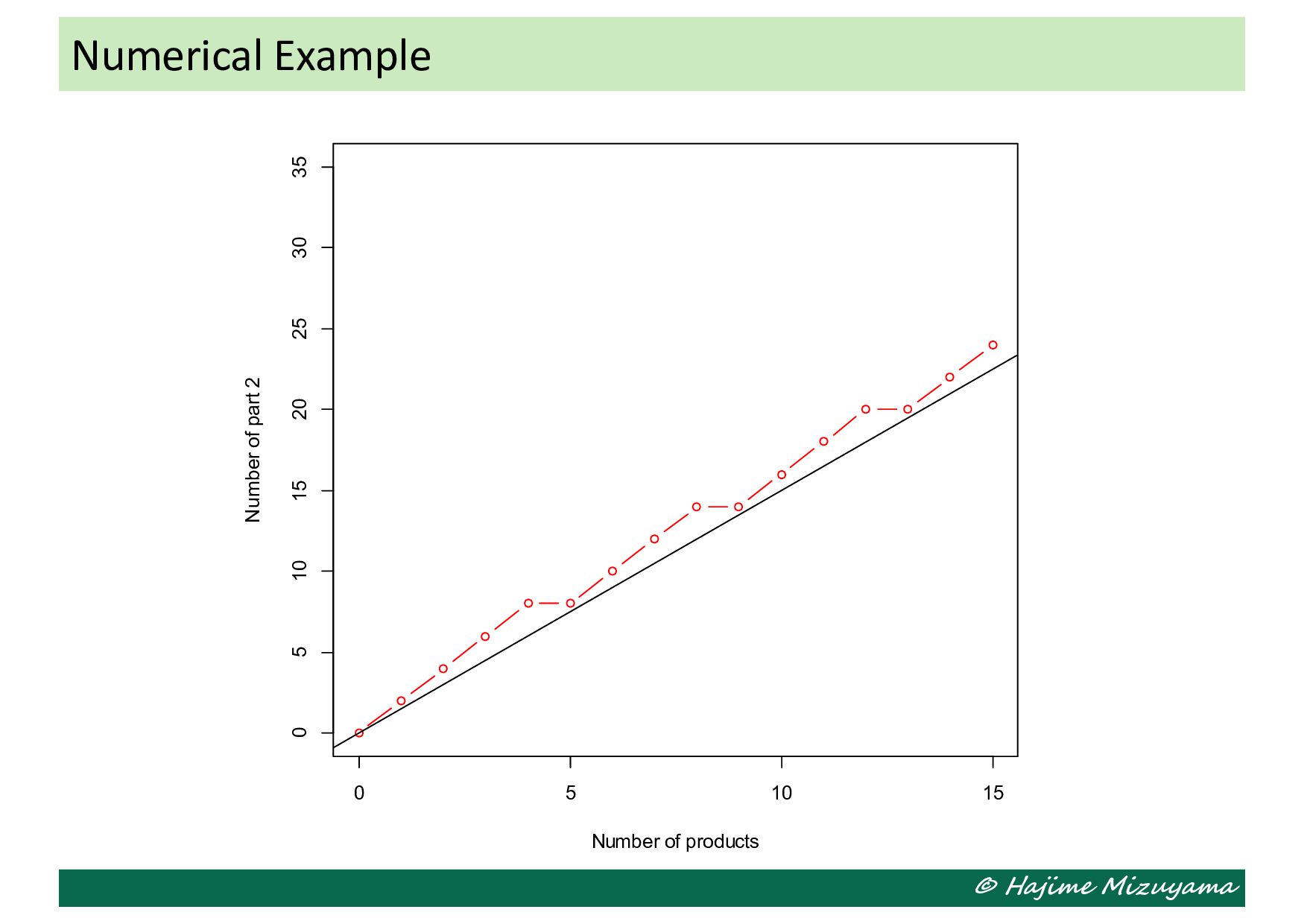
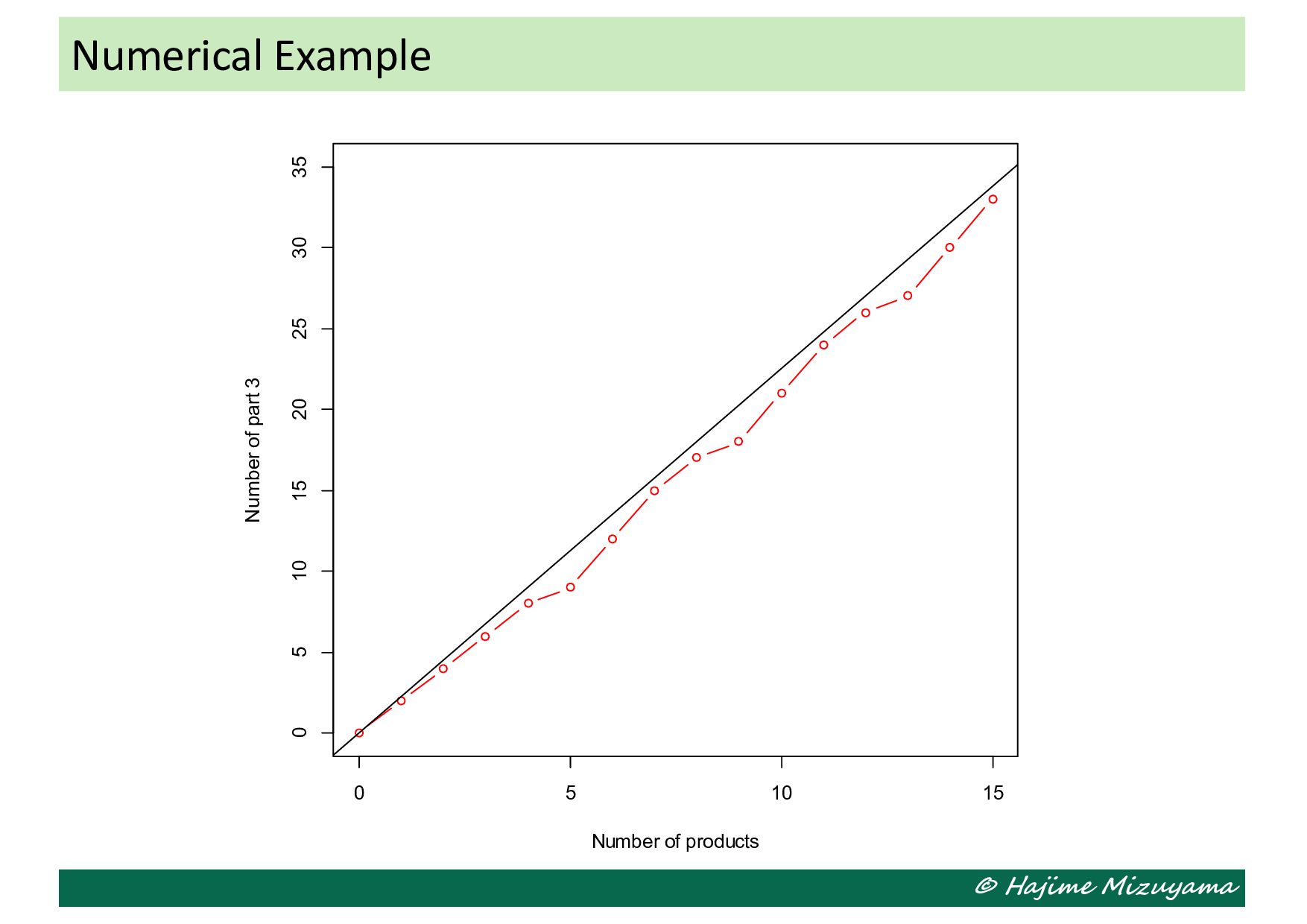
each type of products assembled on the mixed-flow final assembly line. For example, if products A, B and C need to be made in a volume ratio of 1:2:3, they are produced in the order of CBCACB CBCACB CBCACB … Goal chasing method An algorithmic approach to determining the order to stabilize the production pace of products as well as the consumption pace of parts. Production Leveling and Goal Chasing Method
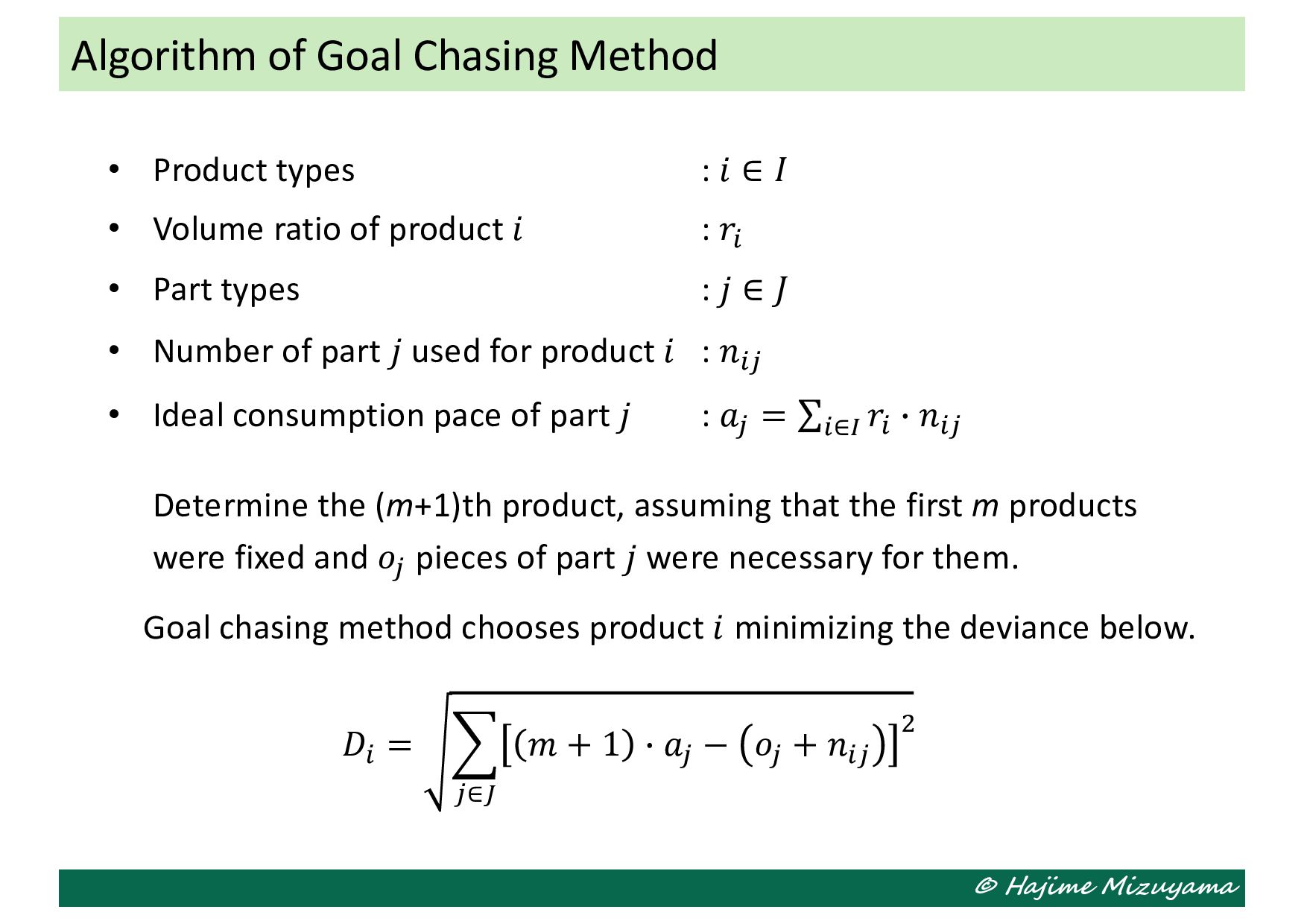
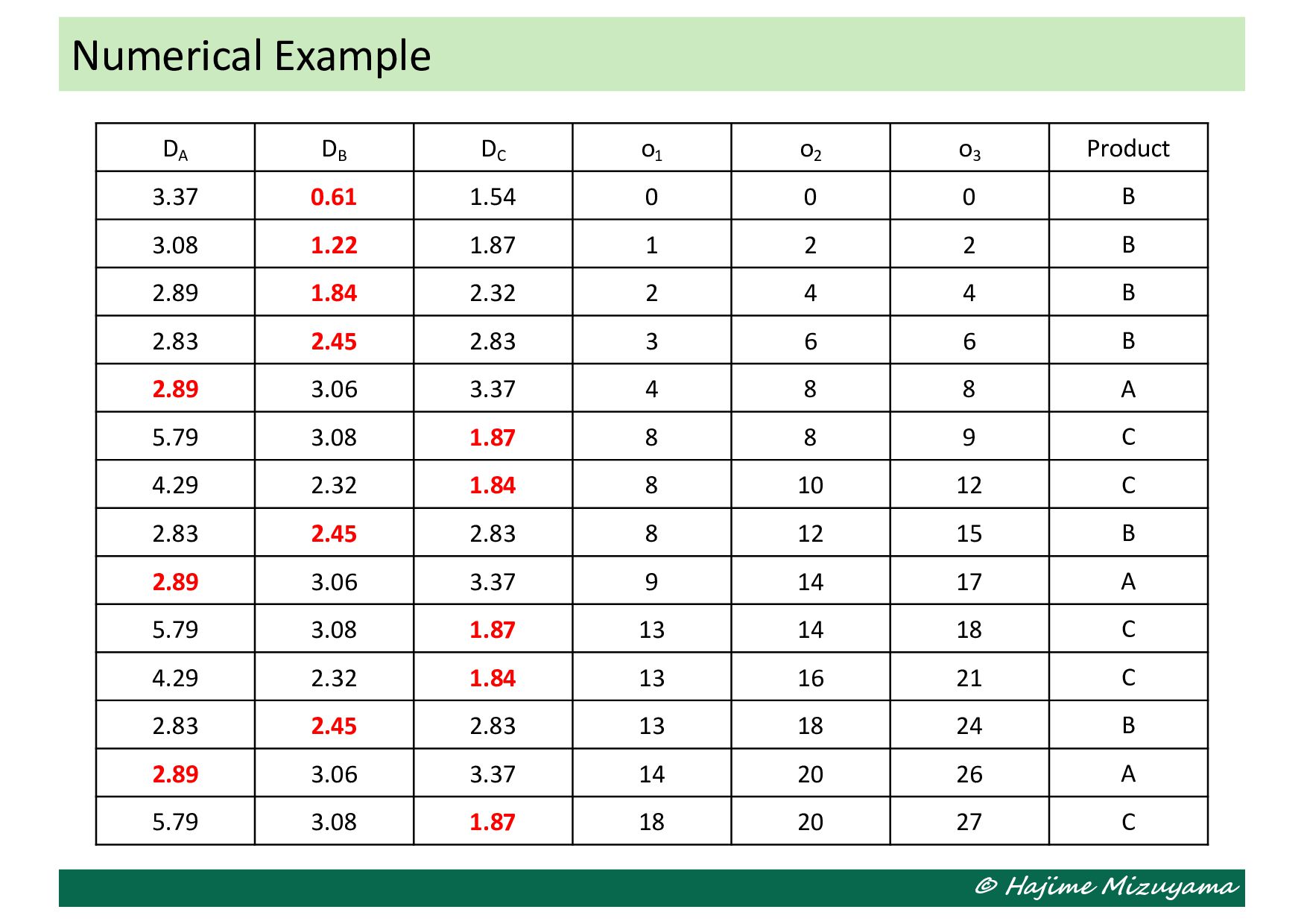
• Volume ratio of product 𝑖 : 𝑟! • Part types : 𝑗 ∈ 𝐽 • Number of part 𝑗 used for product 𝑖 : 𝑛!" • Ideal consumption pace of part 𝑗 : 𝑎" = ∑!∈$ 𝑟! + 𝑛!" Determine the (m+1)th product, assuming that the first m products were fixed and 𝑜" pieces of part 𝑗 were necessary for them. Goal chasing method chooses product 𝑖 minimizing the deviance below. 𝐷! = . "∈% 𝑚 + 1 + 𝑎" − 𝑜" + 𝑛!" & Algorithm of Goal Chasing Method
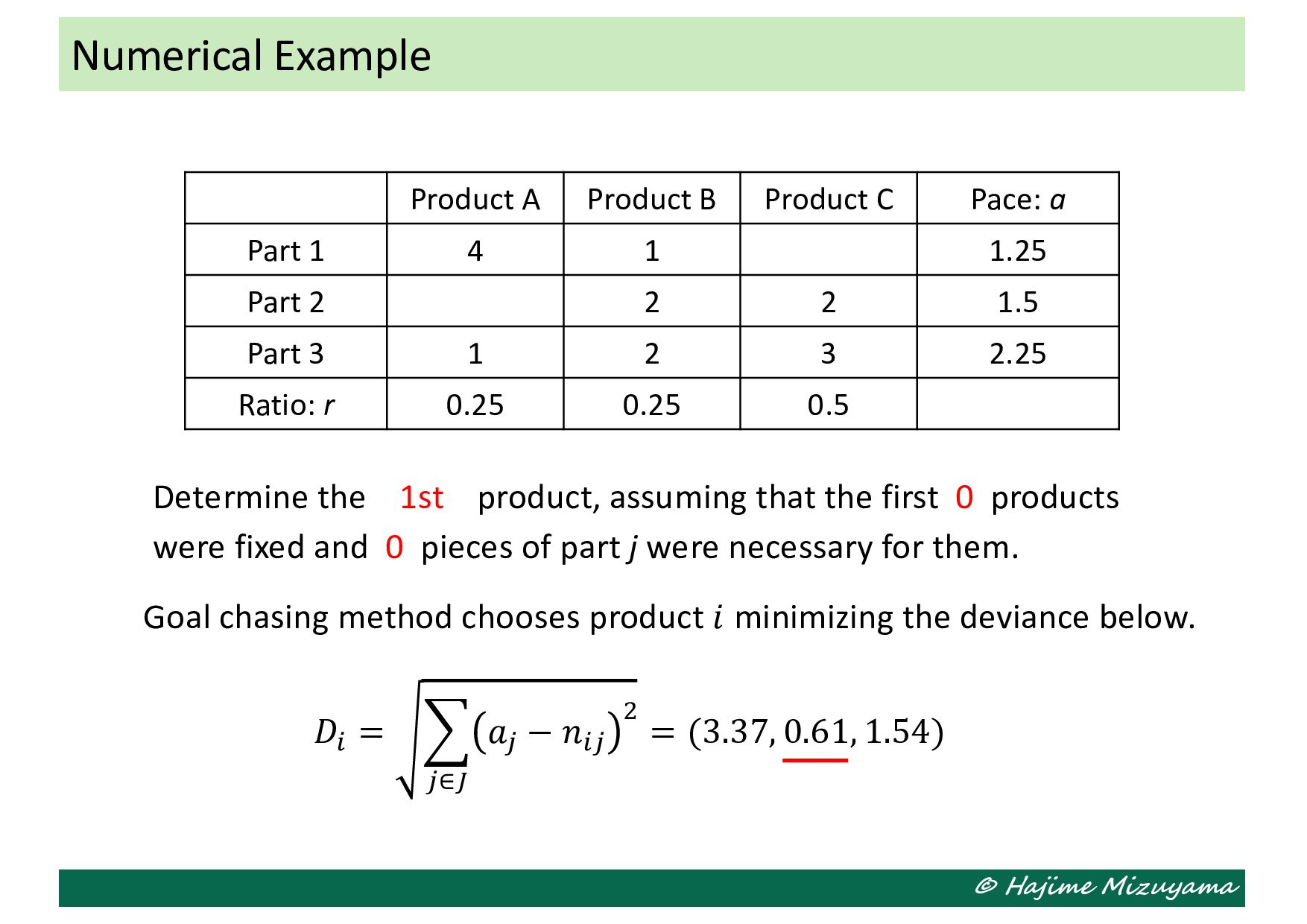
first 0 products were fixed and 0 pieces of part j were necessary for them. Goal chasing method chooses product 𝑖 minimizing the deviance below. 𝐷! = . "∈% 𝑎" − 𝑛!" & = (3.37, 0.61, 1.54) Numerical Example Product A Product B Product C Pace: a Part 1 4 1 1.25 Part 2 2 2 1.5 Part 3 1 2 3 2.25 Ratio: r 0.25 0.25 0.5
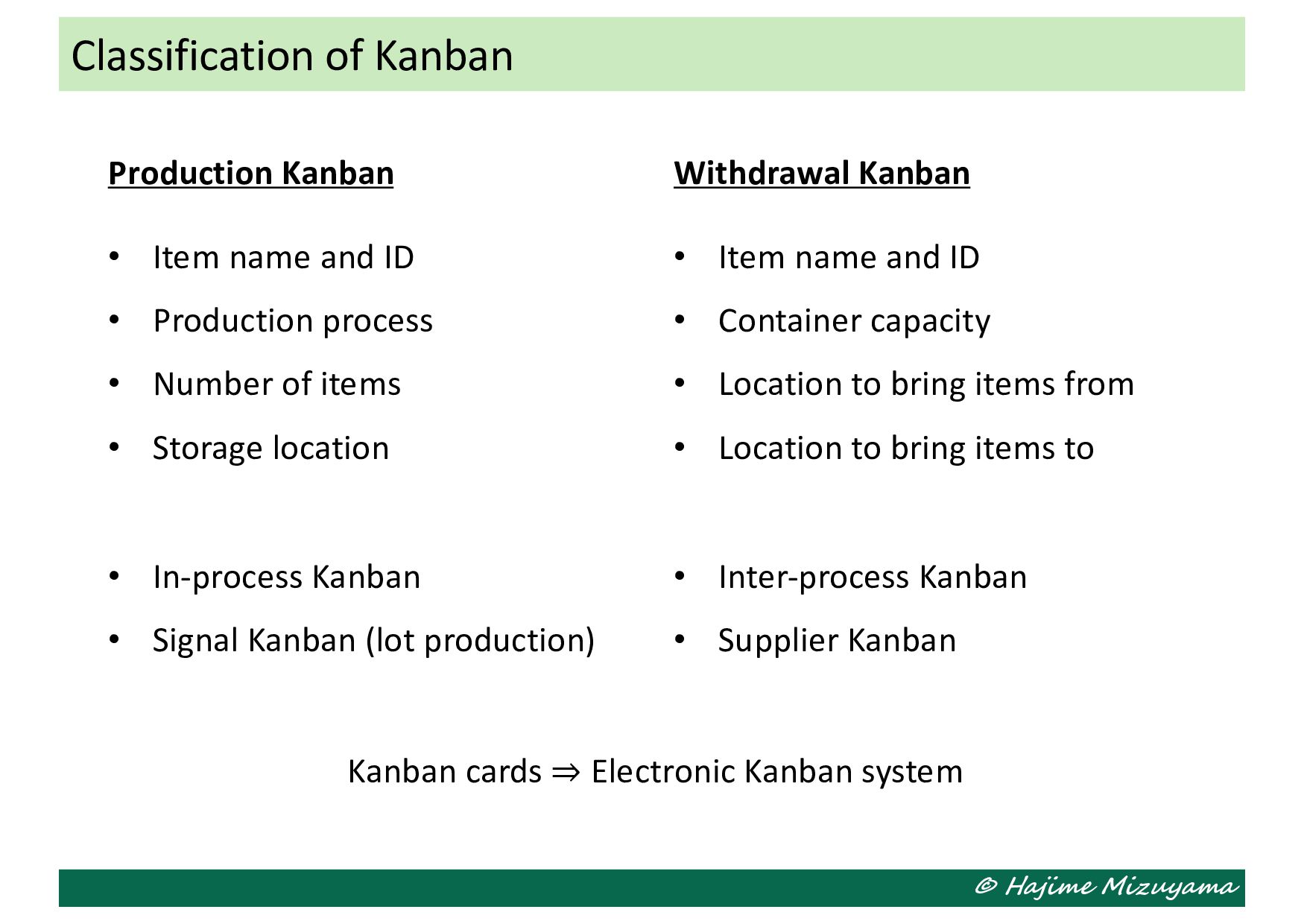
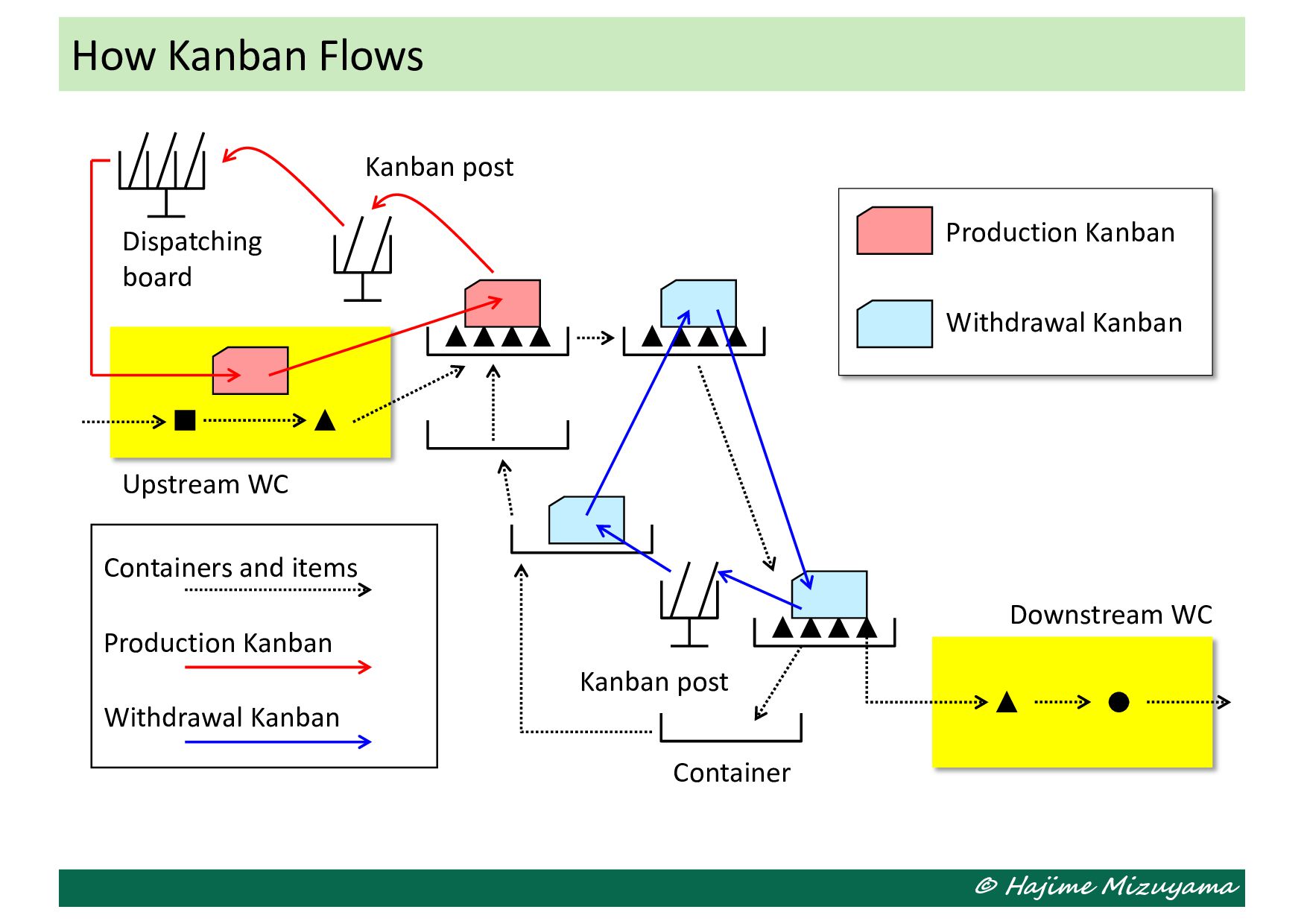
name and ID • Production process • Number of items • Storage location • In-process Kanban • Signal Kanban (lot production) Withdrawal Kanban • Item name and ID • Container capacity • Location to bring items from • Location to bring items to • Inter-process Kanban • Supplier Kanban Kanban cards ⇒ Electronic Kanban system
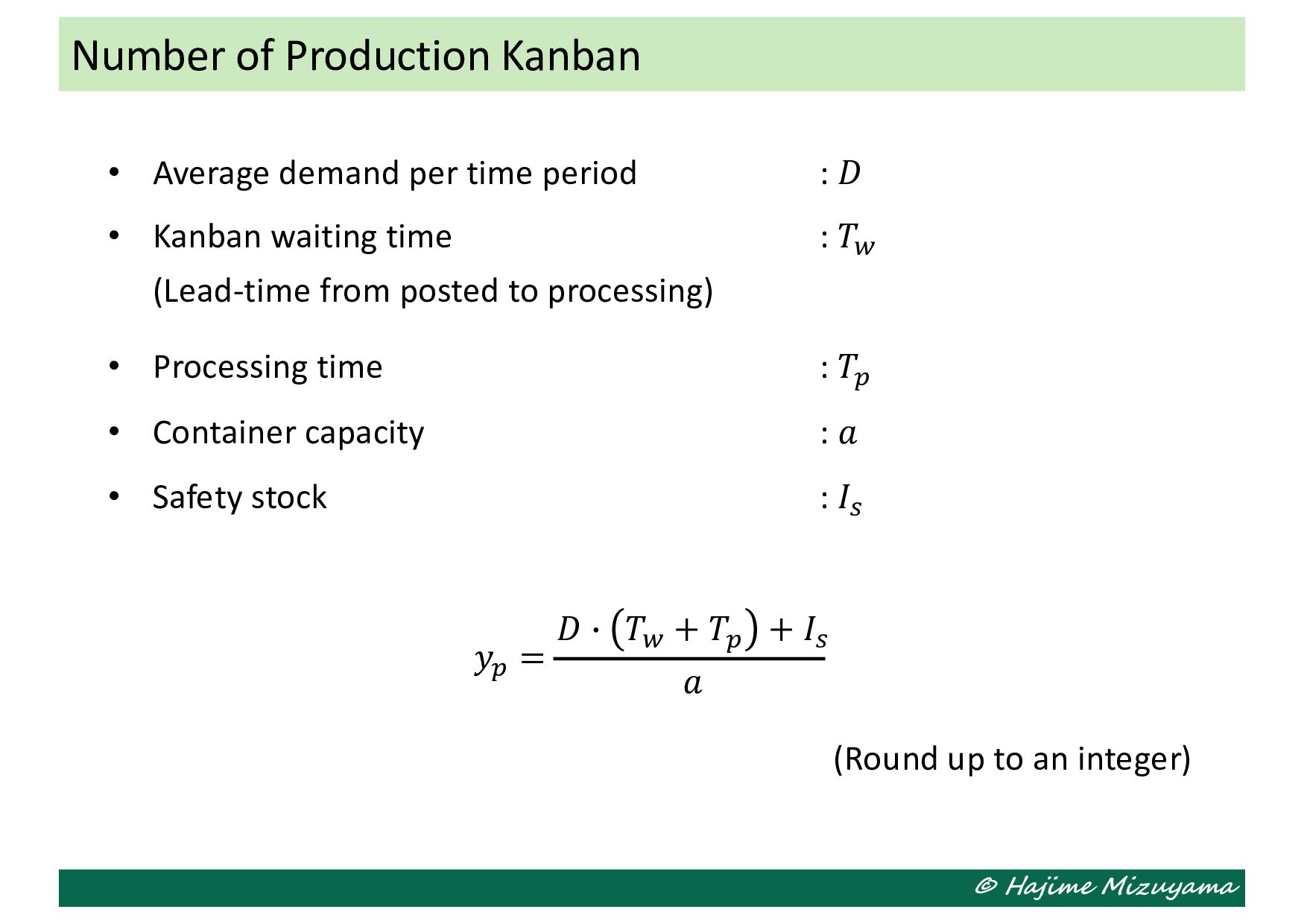
𝐷 • Kanban waiting time : 𝑇' (Lead-time from posted to processing) • Processing time : 𝑇( • Container capacity : 𝑎 • Safety stock : 𝐼) 𝑦( = 𝐷 + 𝑇' + 𝑇( + 𝐼) 𝑎 Number of Production Kanban (Round up to an integer)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}